Gabidospi
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Récompenses de Gabidospi
")





-
Coucou @MrMagounet, je te remercie beaucoup pour tes petites infos sur les réglages, j'ai appliqué ça et en effet, les résultats sont nettement meilleurs. Je m'attendais pas, et du coup ca me simplifie la vie
-
Super, merci pour cette info. Je vais faire un test avec les mêmes vitesses. Sinon côté ventilo, c'est complètement arrêté ou a 10% après les premières 4 couches?
-
Pour les préréglages, oui, tu as parfaitement raison!!! J'avais pas vu cette option de sauvegarder les profiles, et pourtant je l'utilisais . Quant à l'ABS, ce que tu me dis concernant la vitesse d'impression m'étonne un peu, car sur tous les vidéos / tutos le concernant, une vitesse lente est à préconiser... Mais je vais essayer de faire une tour de vitesse... Pour les macros, en fait je ne veux pas les modifier, car elles sont déjà implémentées, mais ce que je veux c'est seulement les faire apparaitre dans les menus de l'interface, car je ne sais jamais quoi mettre dans les cases si j'ai pas mon mémo papier devant. Et je voudrais faire apparaître les paramètres préremplis dans les liste déroulantes, comme sur d'autres macros. Mais je viens de me rendre compte que les autres macros sont pareil (sauf que les autres attendent juste des valeurs numériques, alors que celle-ci attend des noms de paramètres .... Je vais creuser plus de ce côté là.. Je pensais que tu avais déjà fait des choses comme ça.... Je te tiens au courant si j'en trouve. Merci en tout cas.
-
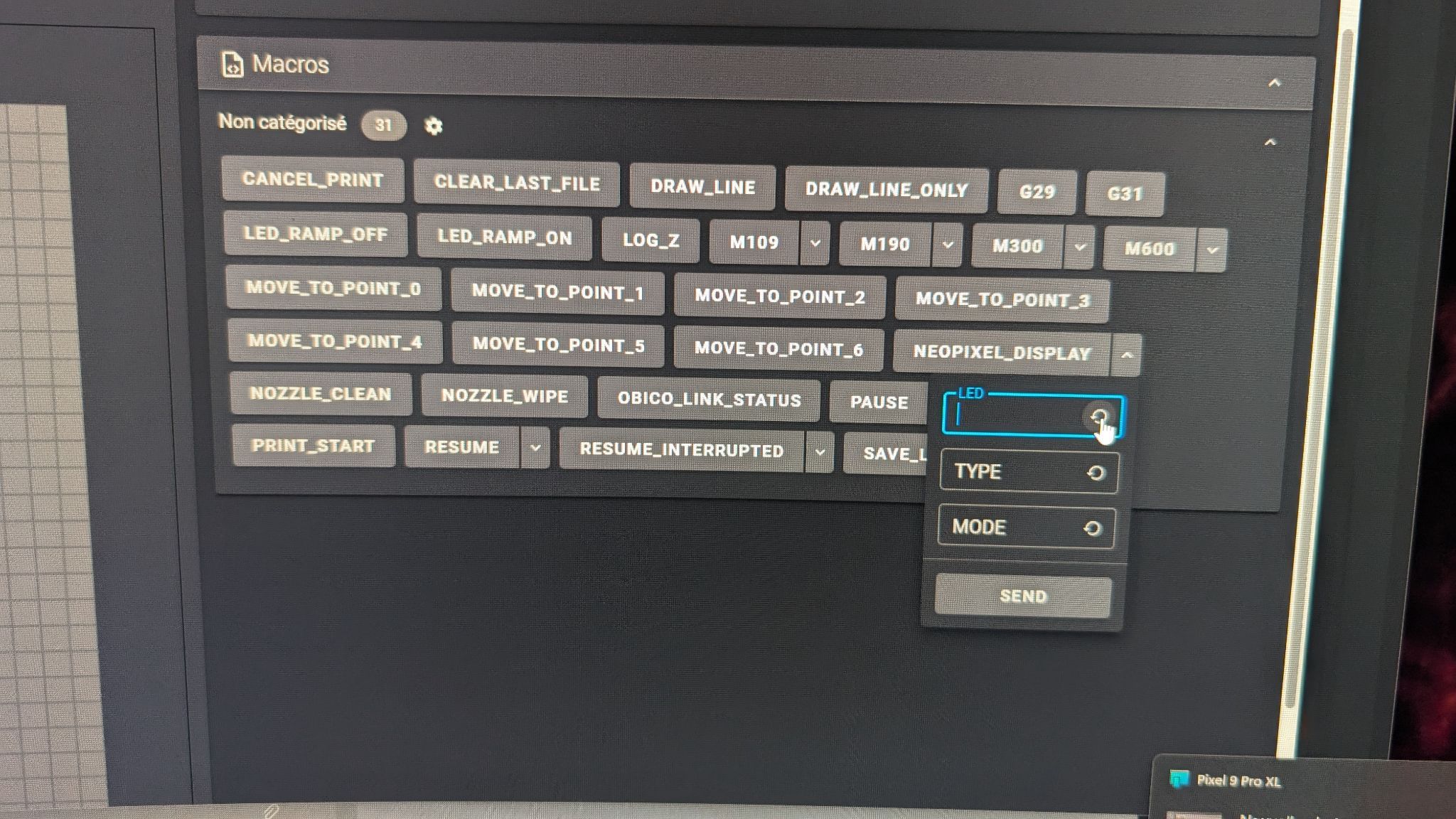
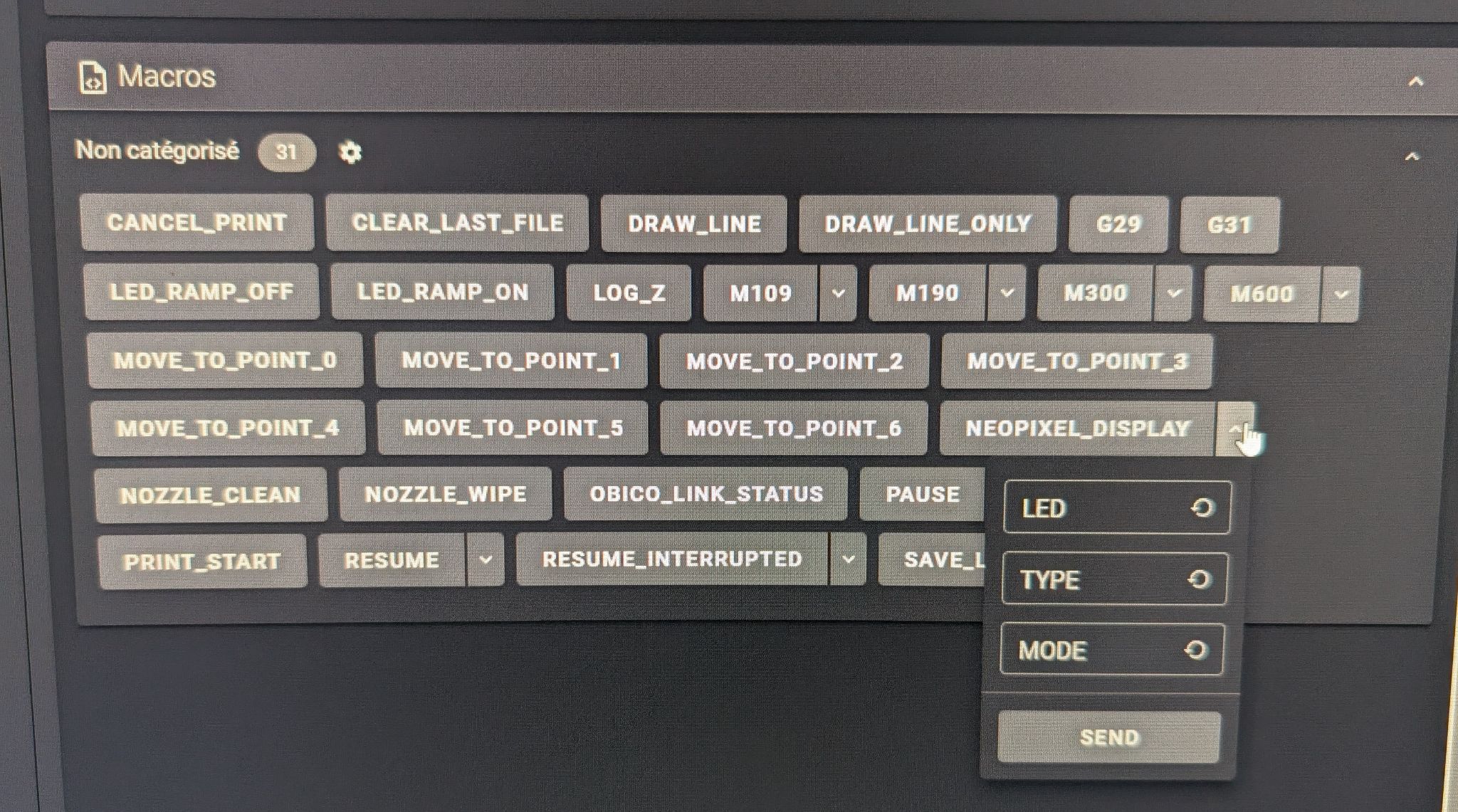
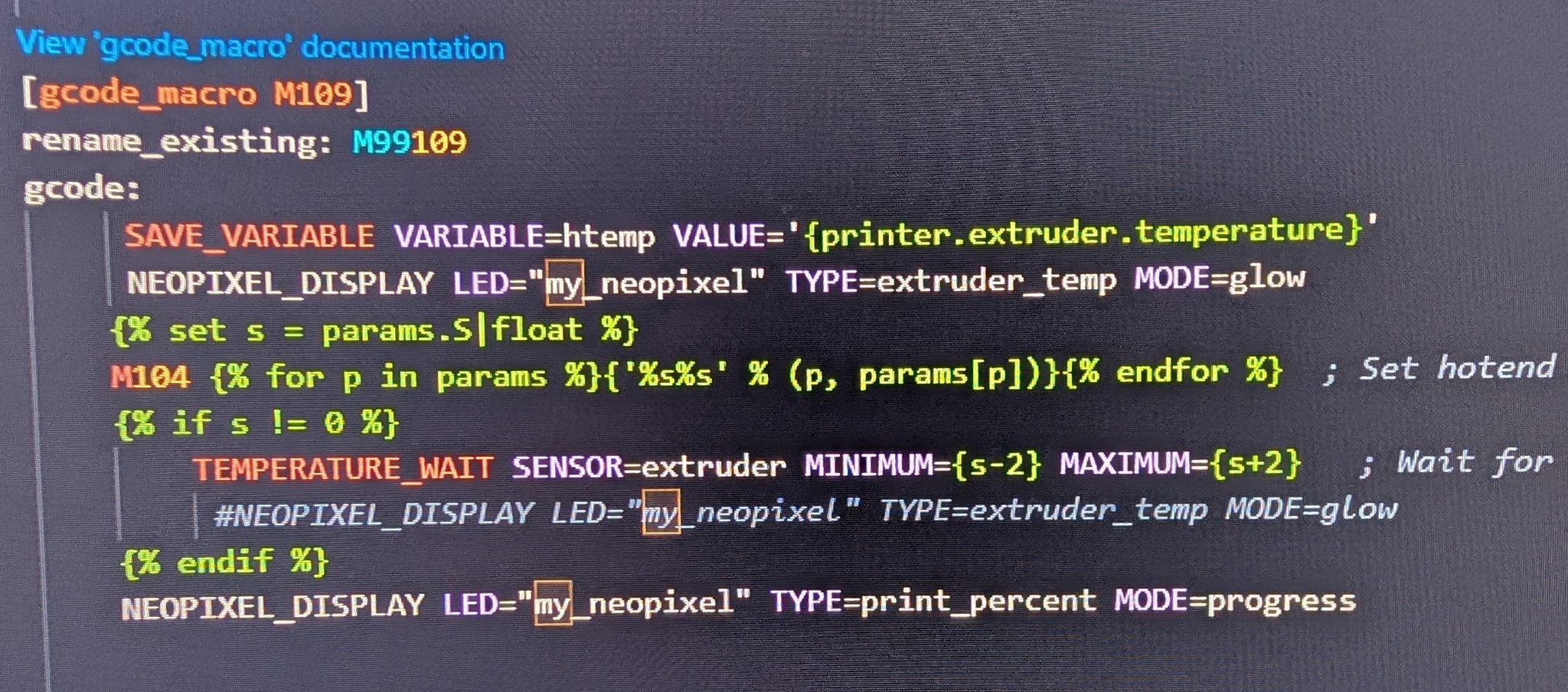
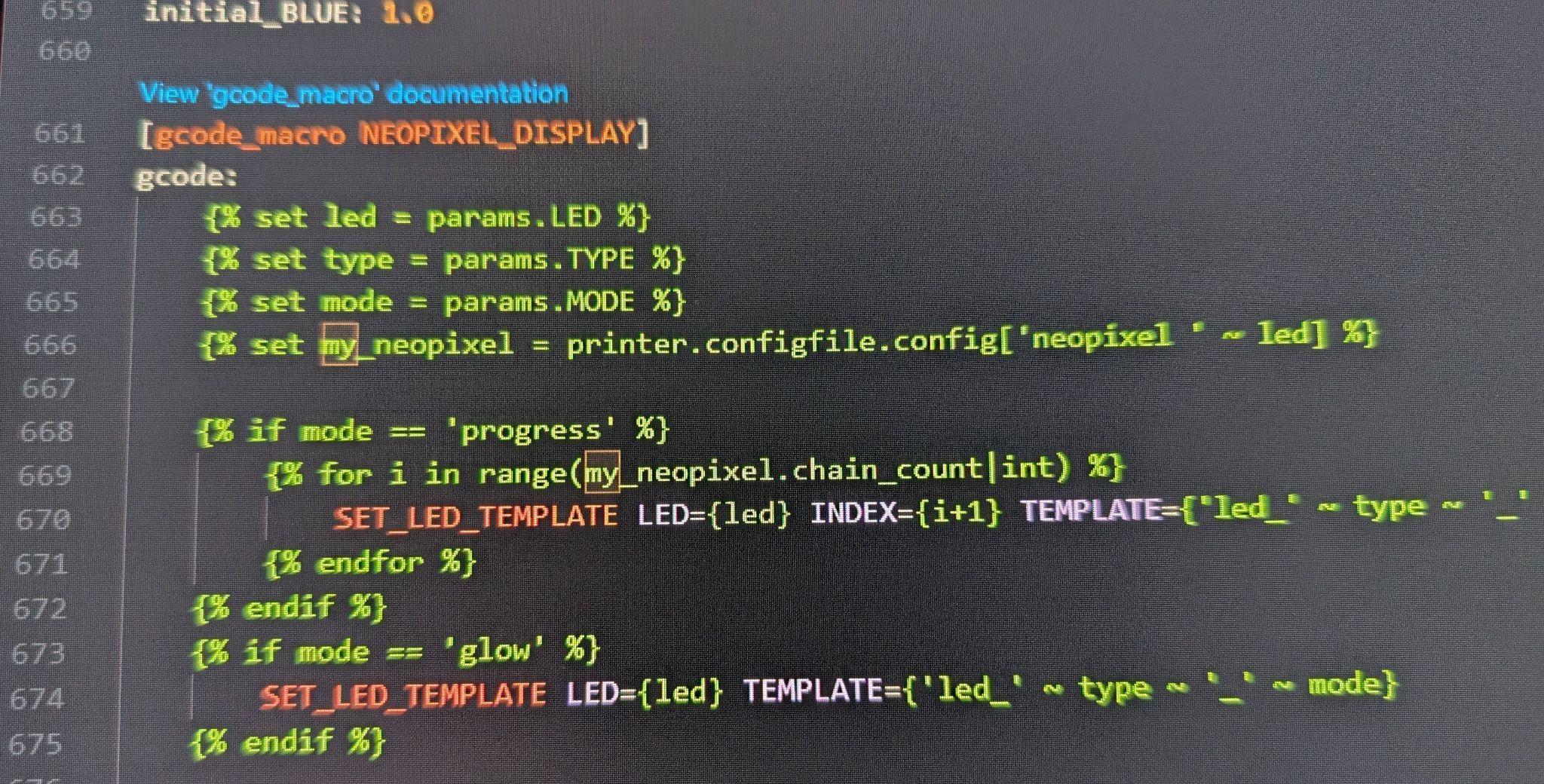
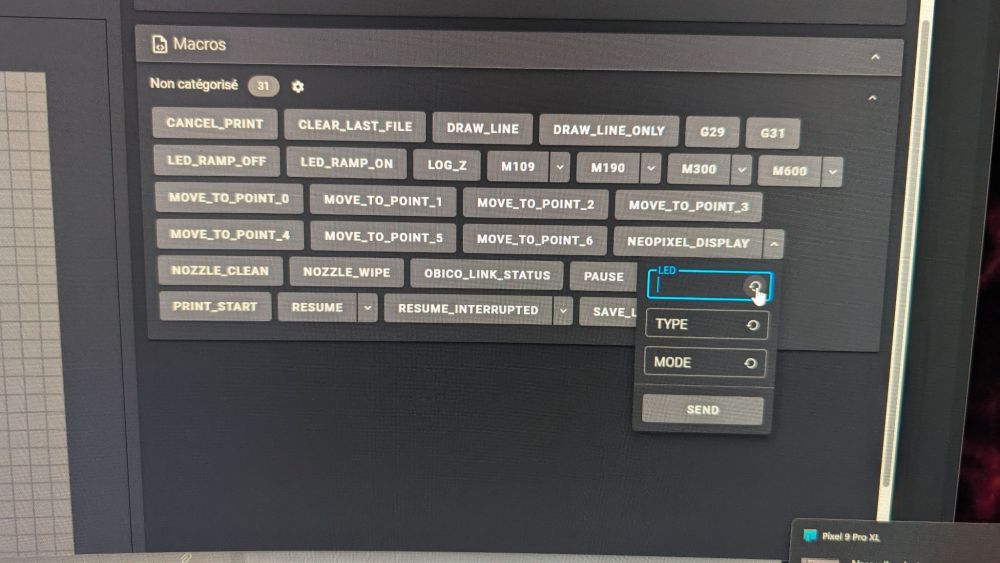
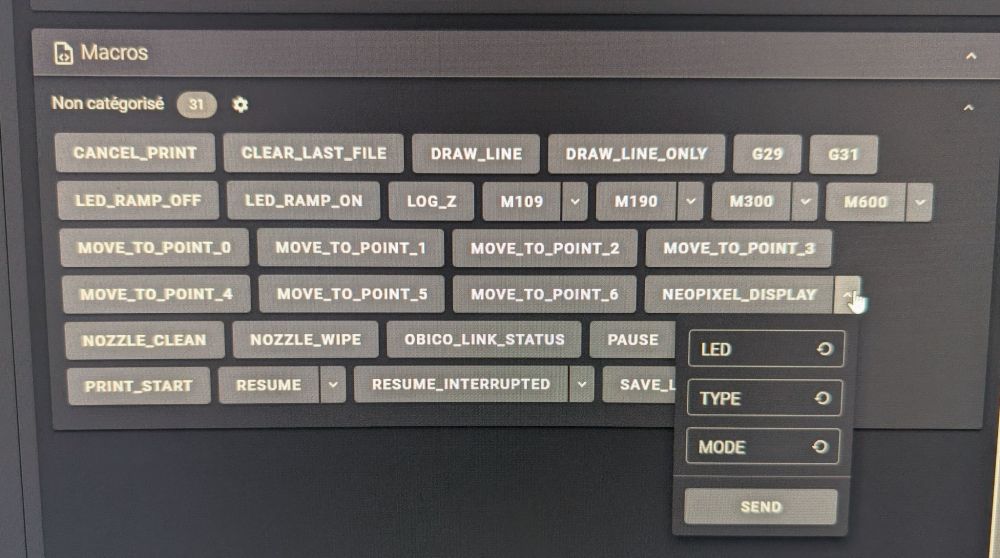
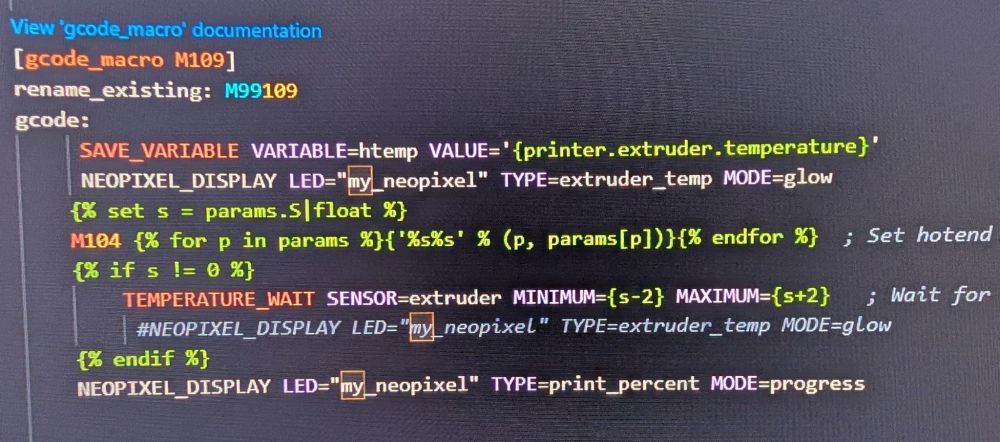
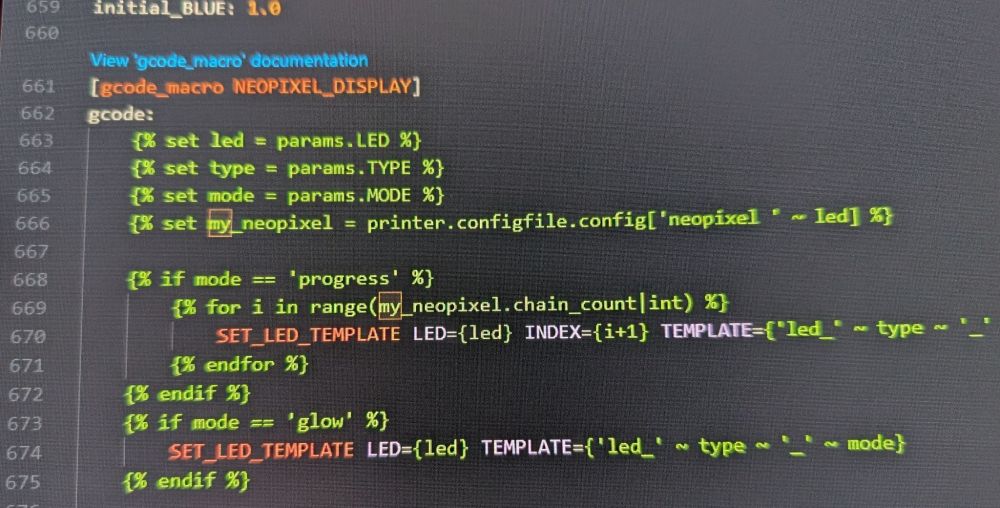
Coucou MrMagounet, Je te mets une photo pour illustrer mes dires. Donc, dans les macros, il y a celle qui gère la LED de l'extrudeur. En revanche, quand on clique dessus on a 3 options (correspondant aux 3 paramètres déclarés dans la macro) mais pas de sous-menu avec les options pour ces paramètres là. Par exemple dans LED il y a "my_neopixel", TYPE "temp_extruder", etc (on les vois dans le code des macros). Et justement, je voudrais avoir ces valeurs déjà affichées dans le menu déroulant de la macro dans l'interface. Saurais tu comment le faire? D'une autre part, j'ai fait quelques tests avec l'ABS, mais toujours pas de résultats concluants. J'ai aussi une question concernant les filaments. Lorsqu'on configure sous Orca plusieurs types de filaments, on peut changer seulement des choses concernant le filament, or, on sait très bien que certains paramètres de l'impression sont en corrélation avec la filament choisi (un ABS sera imprimé a une vitesse réduite, alors qu'un PLA on peut monter à 150-300). Comment faire des settings standard pour les filaments que nous utilisons le plus souvent et éviter de chercher des configurations que nous avions et qui marchaient très bien pour un filament et que nous avons changé pour adapter l'impression pour le nouveau filament? Je sais pas si j'étais assez clair dans mes idées
-
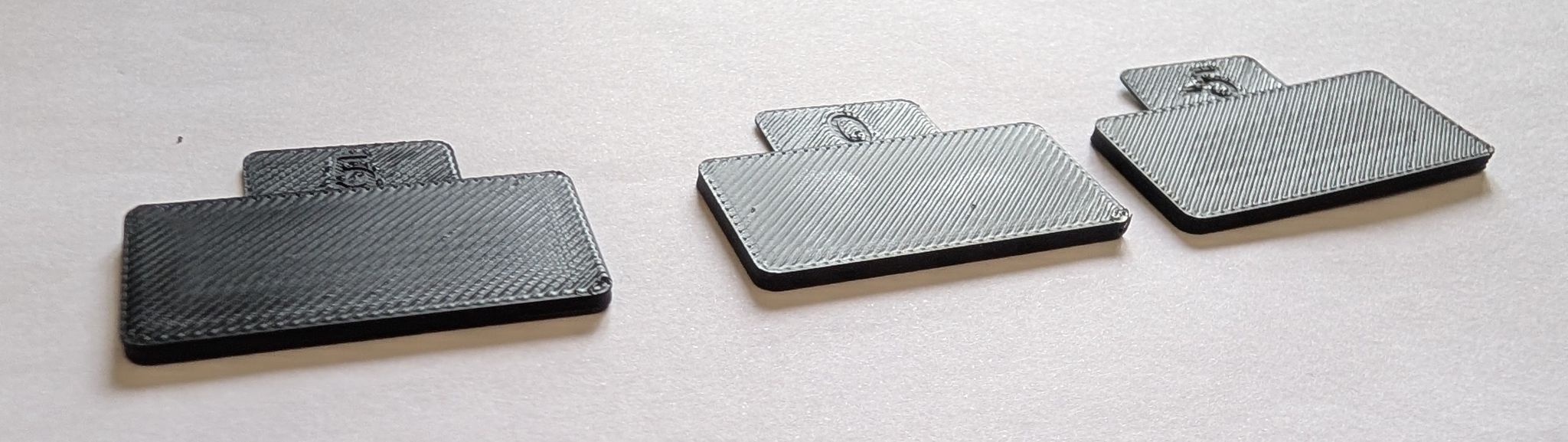
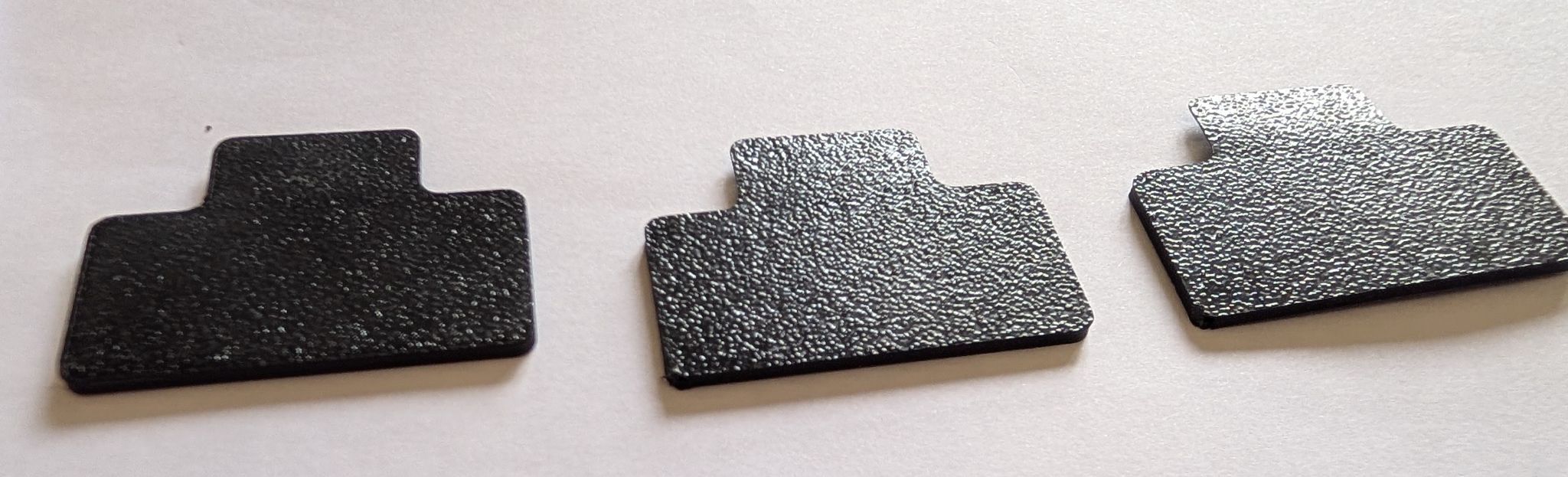
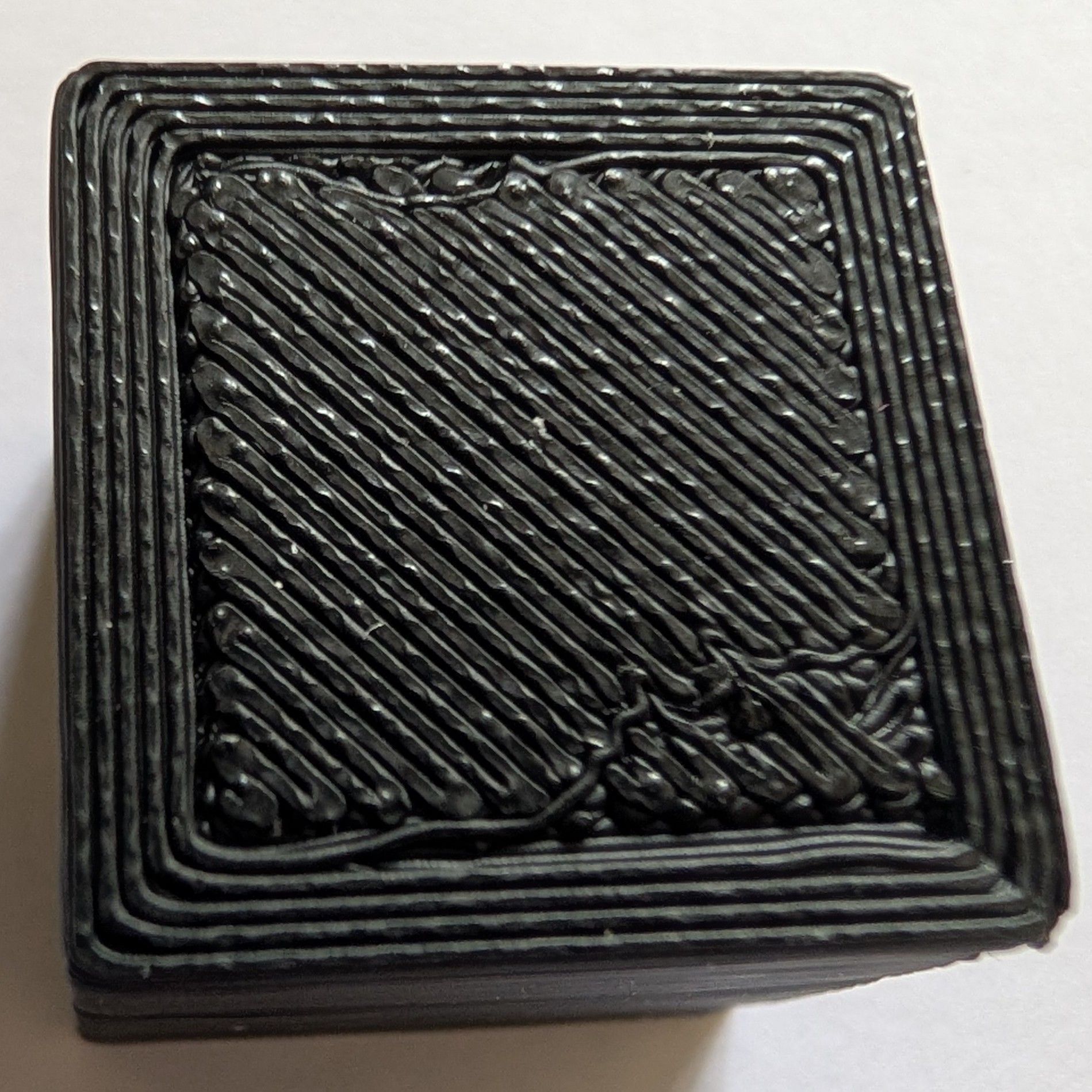
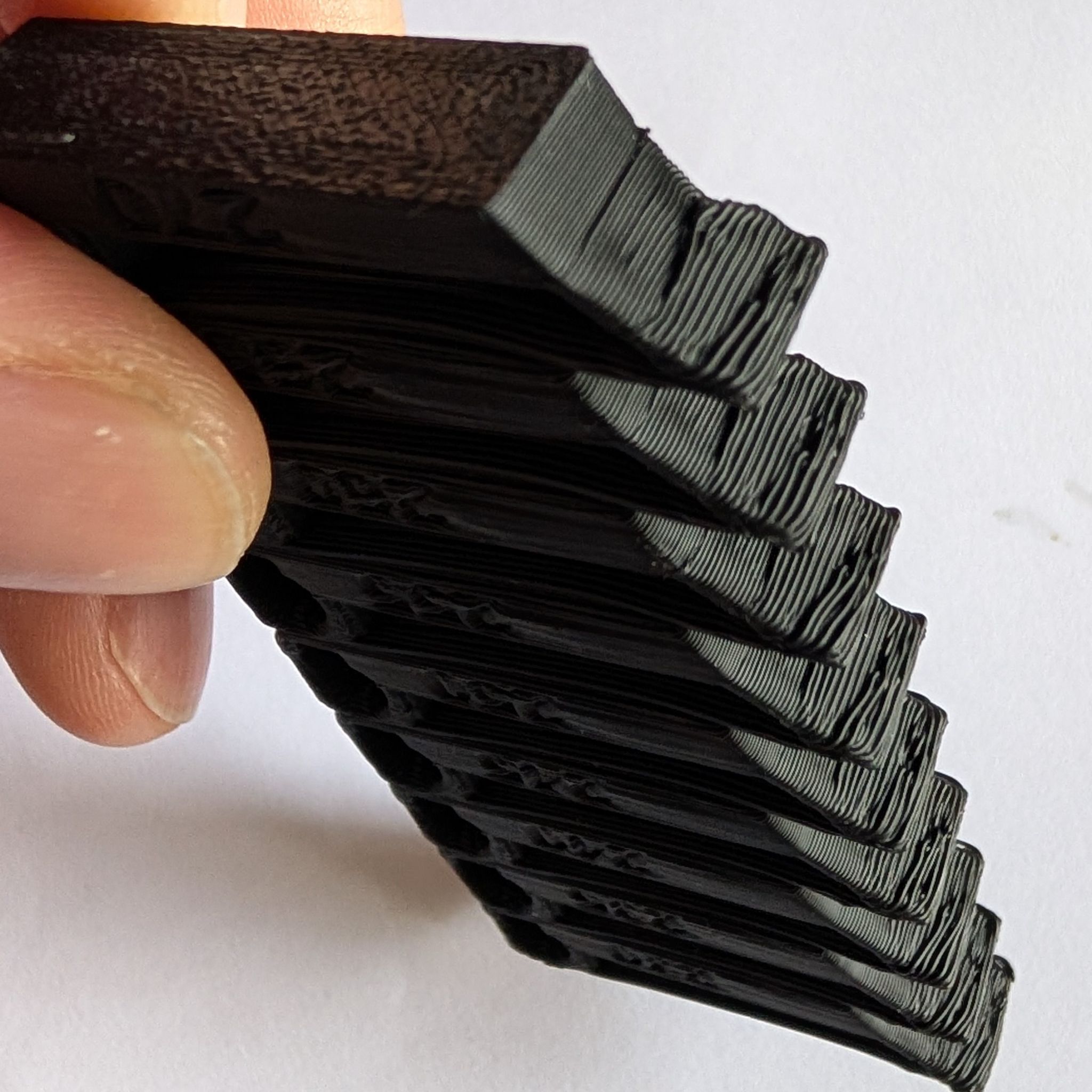
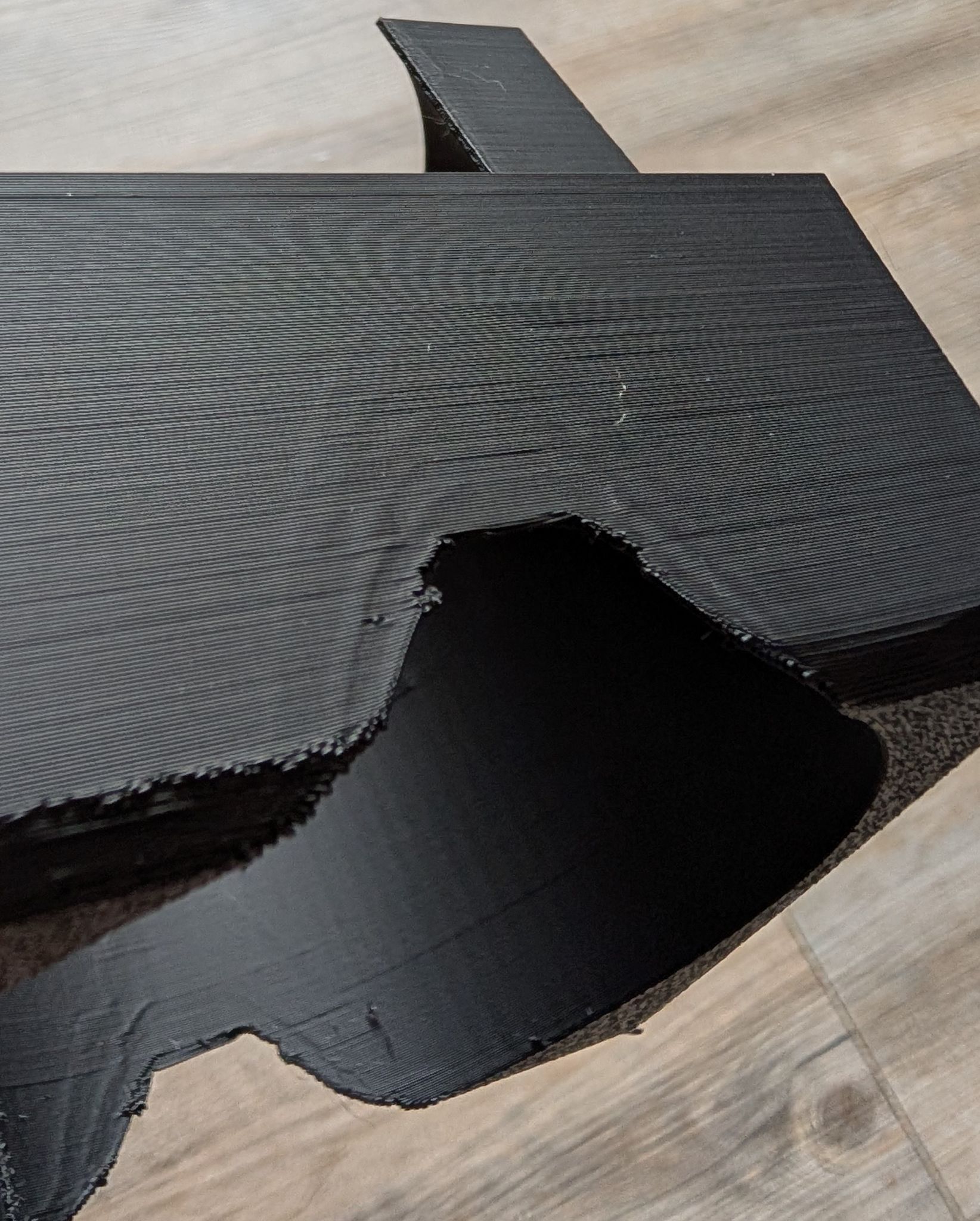
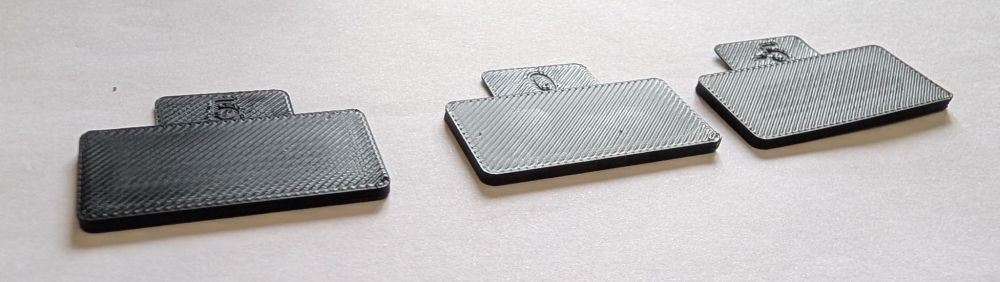
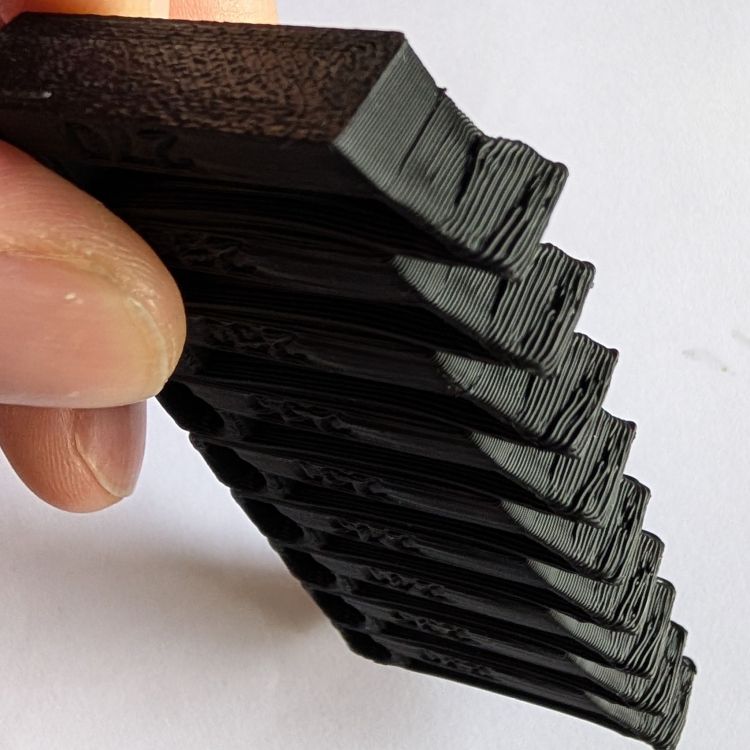
Bonjour les amis, Depuis peu de temps je me suis mis à imprimer de l'ABS et je rencontre quelques soucis que je n'arrive pas à corriger. J'utilise une Artillery X4 Plus, buse laiton 0.4, tout d'origine, un plateau aligné à 0.14, et je l'ai placé dans un caisson thermo isolant. J'ai pas de soucis avec le PLA. En revanche avec l'ABS c'est une autre paire de manches. Je n'ai pas de soucis de warping, en revanche, les interfaces avec les supports sont horribles, je trouve que les couches n'adhèrent pas bien, les overhangs sont moches aussi (voire la photo de la tour de température). J'ai fait le test de débit, et je trouve que le débit est parfait. Le cube est pas trop mal aussi, mais j'ai observé une petite séparation de la couche de base et aussi la dernière couche je ne la trouve pas assez écrasée, on peut voir les fils des parois distincts. Mes réglages: Temps de lit: 100 degrés, buse 250, vitesse d'impression 30 premières couches puis 50, pas de ventilation. Du coup je ne sais pas où dois-je regarder pour ces corrections (j'utilise Orca). Et vous pouvez voir sur les dernières photos les couches sur les surplombs qui ne sont pas belles. Merci beaucoup pour votre aide






-
Sinon, toujours dans les configurations, J'ai remarqué que dernièrement la LED de l'extrudeur reste allumée, et des fois avec des couleurs différentes. J'ai trouvé la macro my_neopixel qui gère son allumage, mais je ne sais pas comment l'utiliser en gCode de fin d'impression afin de l'éteindre et rallumer en début d'impression. Dans l'interface de gestion de Fluidd, où il y a les raccourcis des macros, lorsqu'on déroule la liste, il n'y a rien pour nous guider dans les paramètres. D'ailleurs, j'aimerai bien intégrer ces paramètres afin qu'ils s'affichent dans la console Macros du Fluidd
-
Merci MrMagounet, C'est ce que je pensais concernant la résonance, en effet, le deuxième endroit est moins stable que le premier et depuis que j'ai fait le test de résonance je trouve qu'elle bouge beaucoup plus. Il faudra que je le refasse. Et merci aussi pour le paramétrage des supports, j'essayerai avec tes valeurs. Pour l'instant, je trouve que j'ai de la chance, j'ai imprimé quelques pièces assez larges et j'ai pas eu de soucis de warping.... Je trouve que le caisson fait bien son travail malgré le fait que c'est pas du solide et qu'il n'est pas complètement étanche. Je ferai un test dans les jours suivants et je te tiendrai au courant. Merci encore!
-
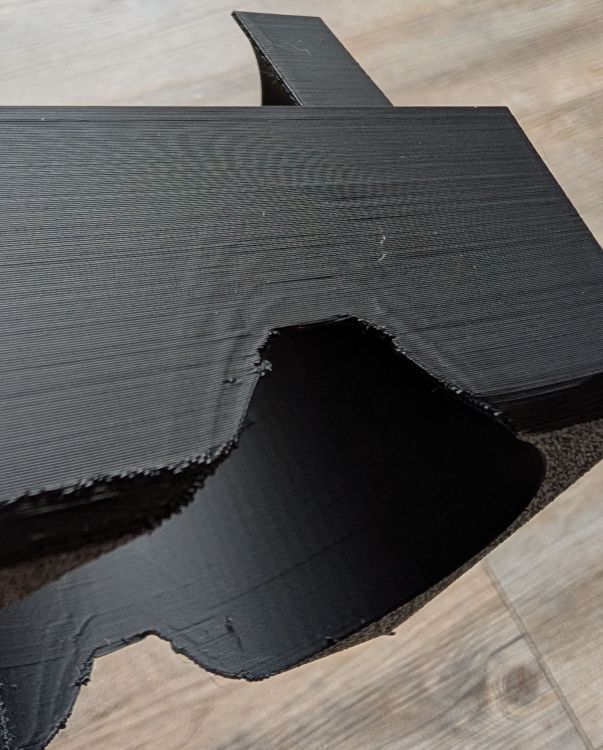
c'est-ce que je fais.. j'attends a la fin de l'impression, j'ouvre la fenêtre et je mets un masque.... Mais ton idée est pas mal... je vais voir ce que je peux en faire. J'ai une autre question, je crois avoir la réponse, mais je veux m'assurer. Lorsqu'on déplace l'imprimante, on doit refaire un réglage de la résonance, n'est pas? Et puis, j'ai un souci d'impression de l'ABS, sous les supportes, j'ai toujours cette couche de fils, mais ici c'est vraiment pas belle et en plus cela déforme la pièce. Comme tu peux voir sur la deuxième photo, l'arrondi de la pointe n'ai aucun congé sur les bords, et pourtant on dirait. Sur la première photo c'est la couche supérieure, que je trouve plutôt bonne. J'imprime sans ventilo les premières 3 couches, puis une ventilo à 2%. Vitesse d'impression de 30 au début et 60, temp bed 100, temp filament 250


-
Coucou MrMagounet, merci pour ta réponse. En fait je n'ai pas testé en shuntant le capteur de filament (surtout que vers la fin, tous les arrêts n'affichaient plus les lignes concernant le capteur). J'ai juste nettoyé la tête d'impression, car des petits dépôts calcinés en plastique avaient collé à la tête en dessous de la protection en silicone, j'ai graissé les axes et j'ai fait la correction de résonance. Et depuis, tout va bien.... impression de 5h40 en ABS sans soucis. Et pas rapport à l'ABS, vu que tu as certainement bcp plus d'expérience que moi, j'ai vu qu'il est assez toxique. En mettant mon imprimante dans un caisson je limite beaucoup les émissions, mais il reste quand-même le passage du support filament qui est ouvert. Je précise que l'imprimante est dans mon bureau et qu'avec l'encaissement on sent pas l'odeur de l'impression (je la sens lorsque j'ouvre la fermeture éclair Penses-tu que c'est pas assez protégé? Quant à l'option Object cancellation, je ne l'ai pas activé, car j'ai essayé une fois et ça bloquait tout. Du coup j'ai abandonné l'idée (malgré que je la trouve vachement pratique pour le cas ou on imprime beaucoup d'instances d'un objet à la fois et il y a certains qui déconnent)
-
J'ai acheté un caisson hermétique pour mon imprimante. Il faudrait que j'installe aussi un système de filtration, mais je sais pas comment le connecter. Et j'essaie d'aérer la pièce régulièrement. Et malheureusement, j'ai pas le choix, j'ai pas un endroit dédié pour l'imprimante (dans un petit appartement c'est dur d'en trouver )
-
Nope, mais hier j'ai tout démonté. De toute façon il fallait installer le module ADXL pour la résonance. Nettoyage de la tête d'impression, il y avait quelques dépôts calcinés autour de la buse, nettoyage des visses Z et graissage des tous les coulissants (X, Y, Z) Calibration résonance effectuée. Changement du capot de l'extrudeur avec la version avec des aérations plus importantes, mais du coup je trouve que ça augmente le bruit (j'ai un bruit aigu plus présent que d'habitude) Puis tout remonter et première impression en ABS (la première que mon imprimante a vu, et avec elle moi aussi ). Durée d'impression 2h40, sans soucis. Aujourd'hui j'ai continué avec une de 5h30 toujours ABS (j'ai du baisser un peu la température du nozzle, car 260 ça cramait un peu trop le filament et j'avais du mal à le décoller du plateau
-
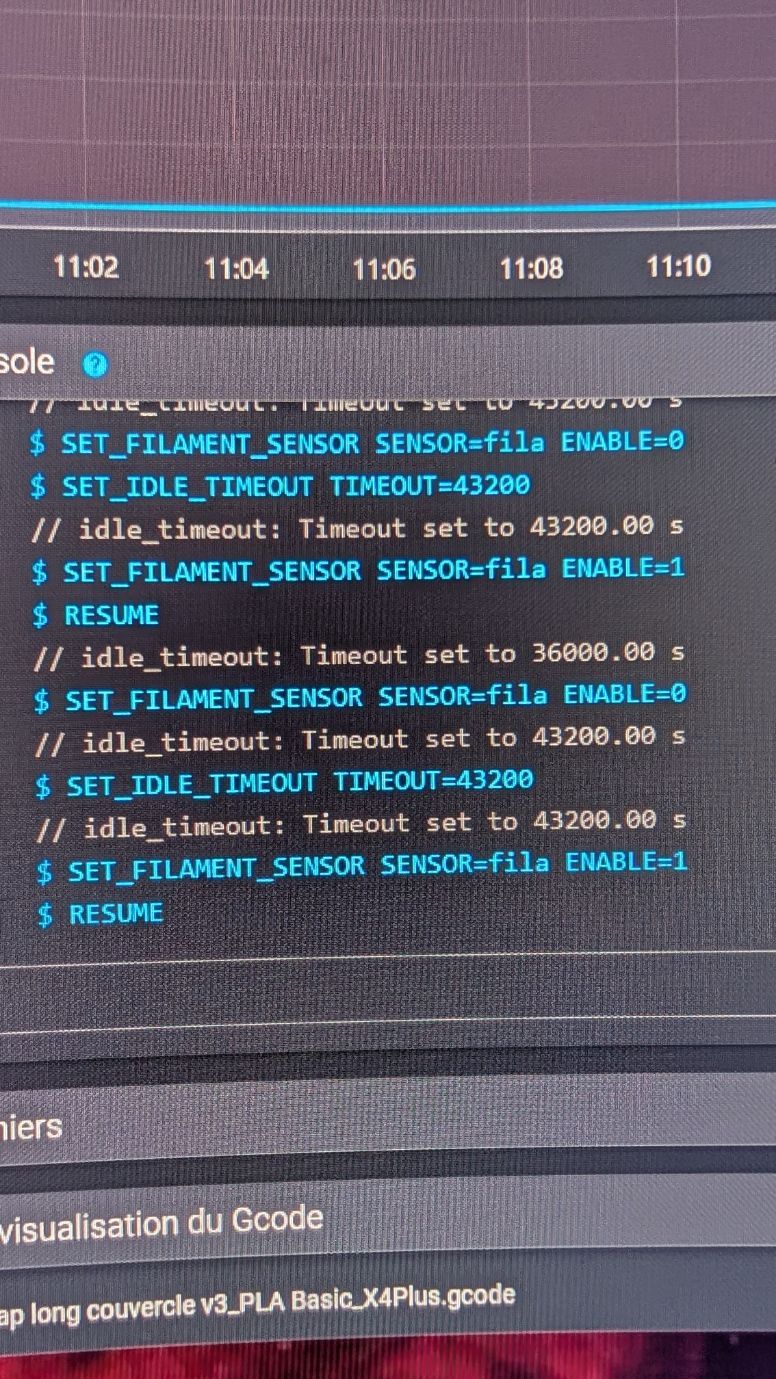
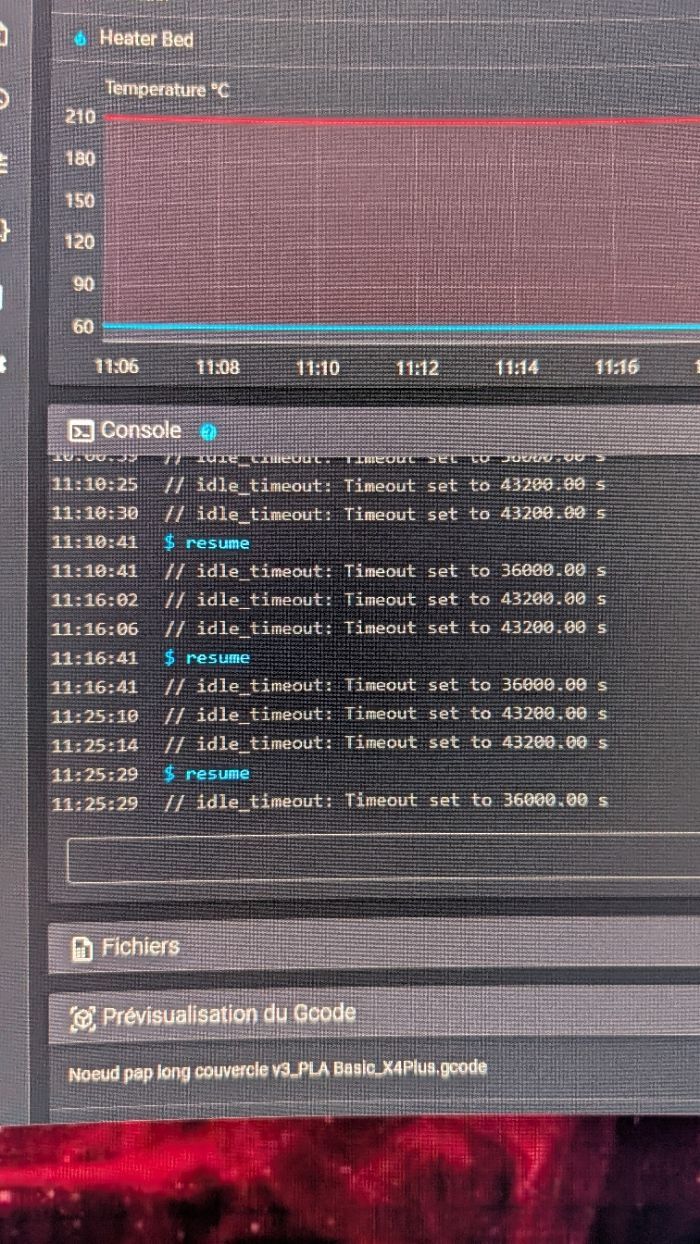
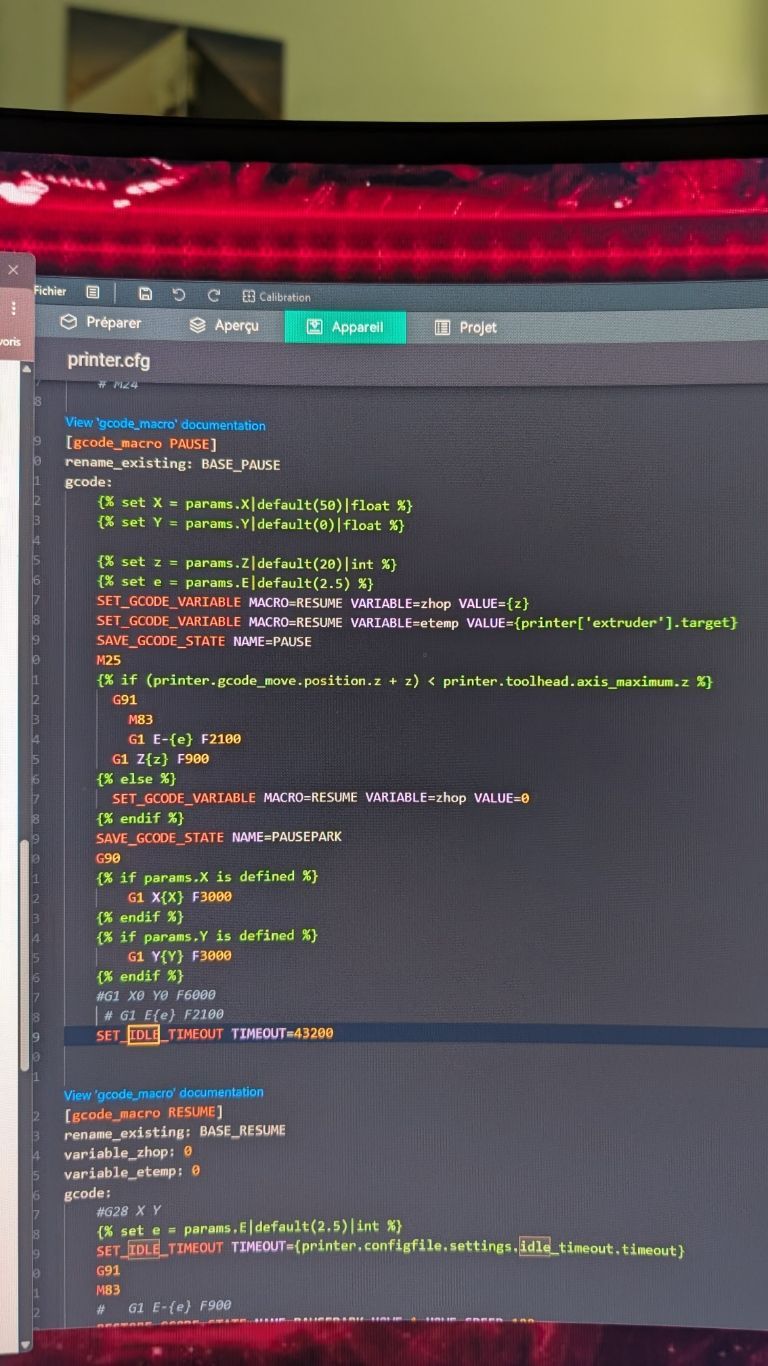
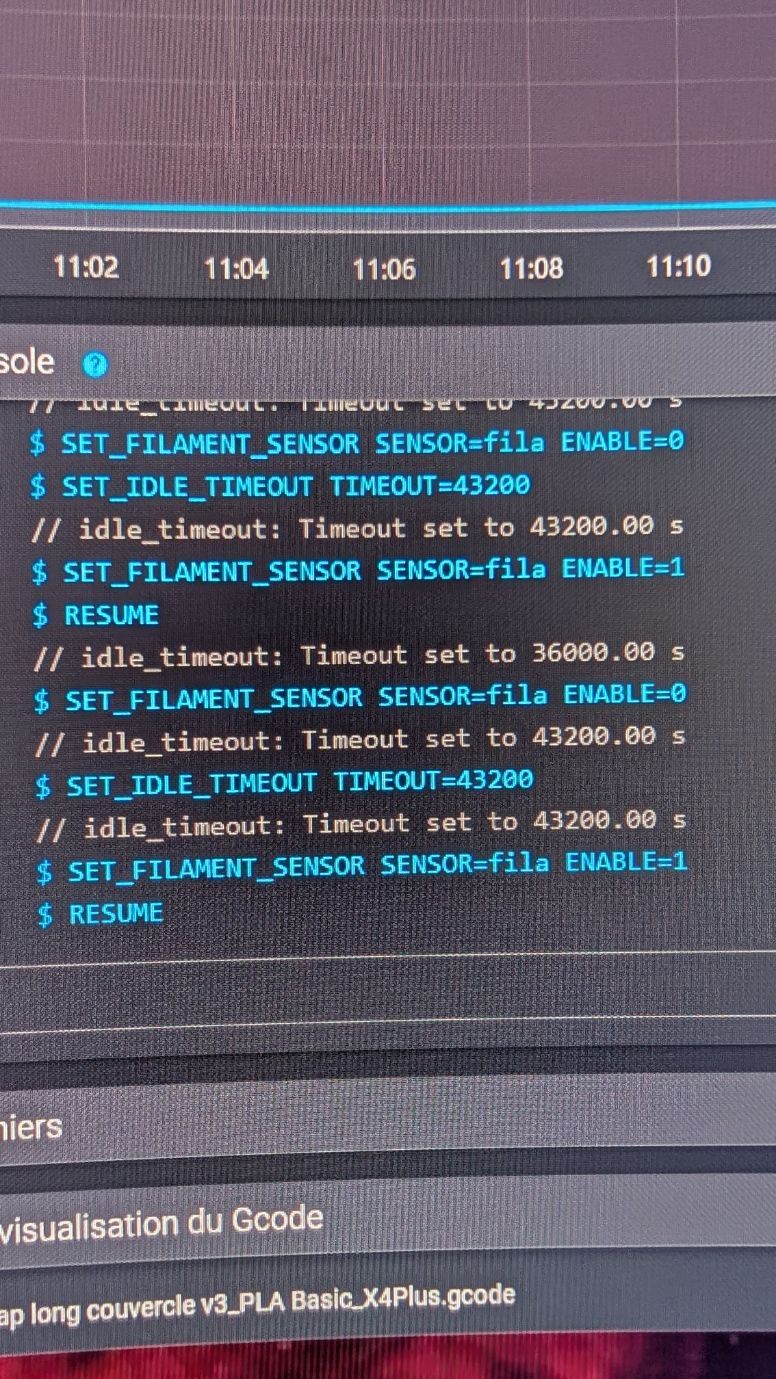
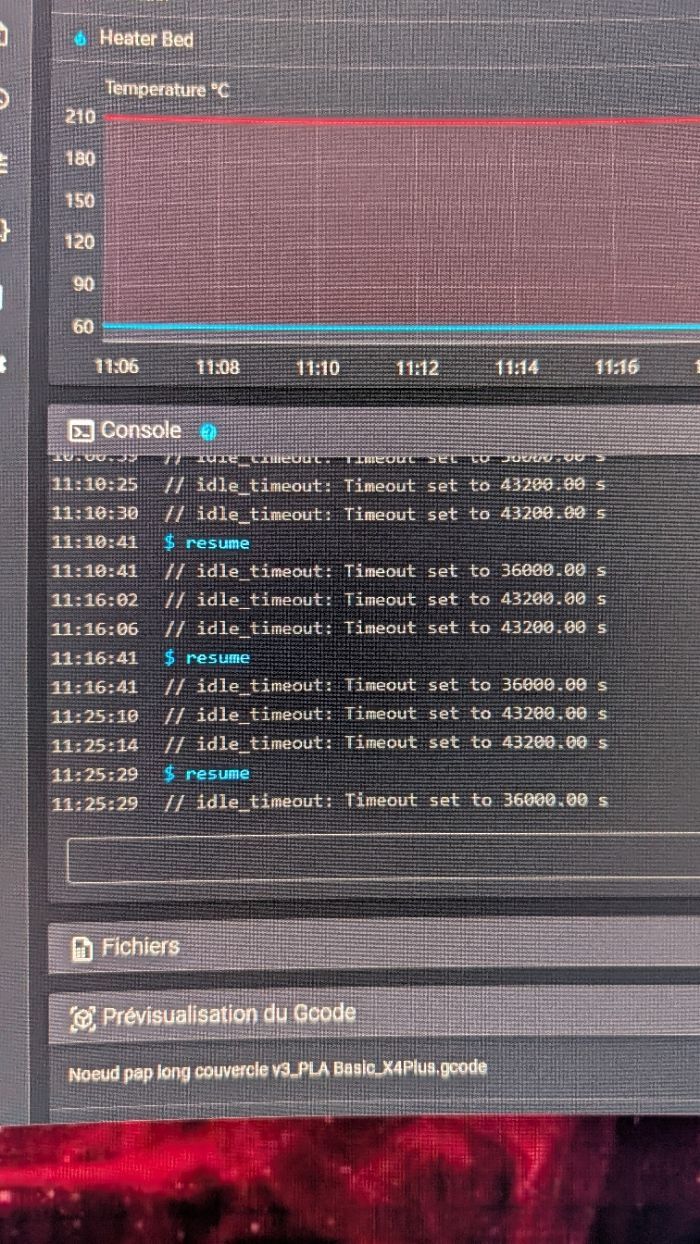
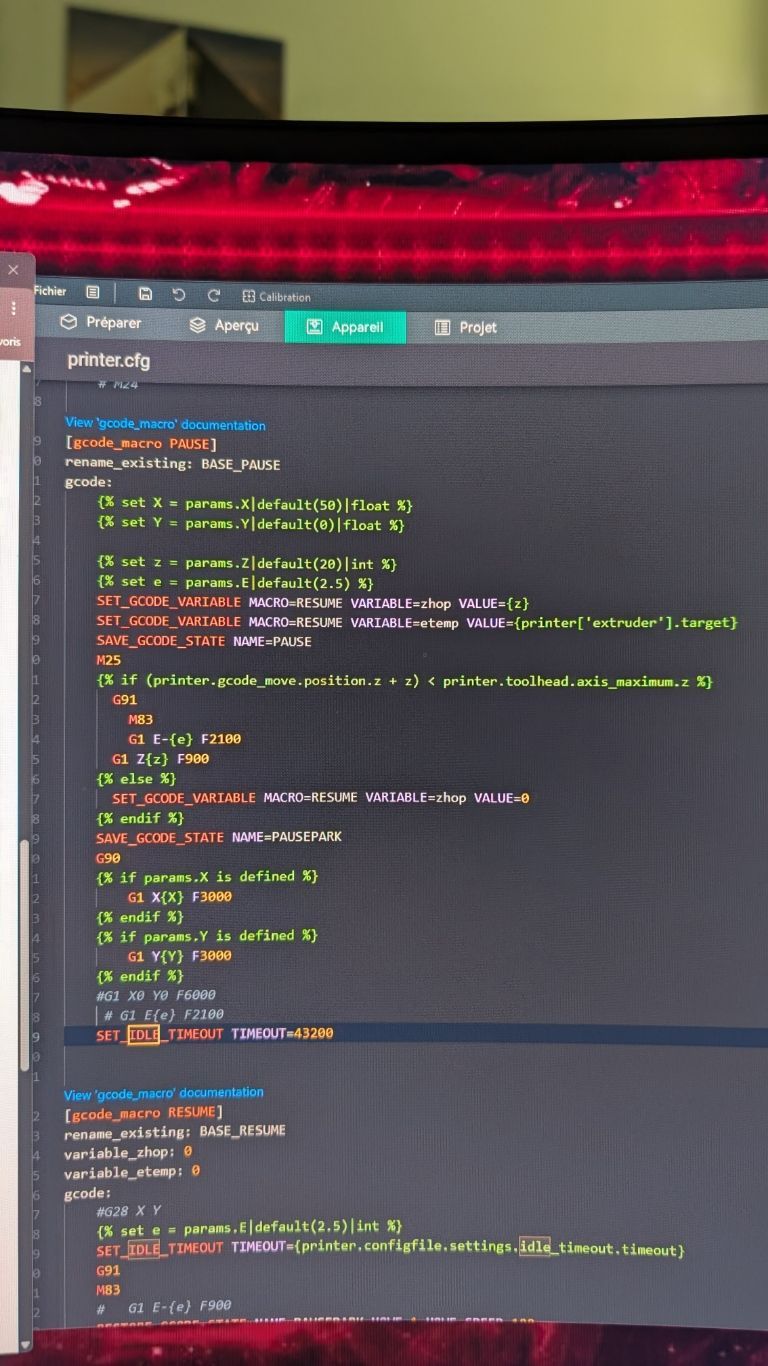
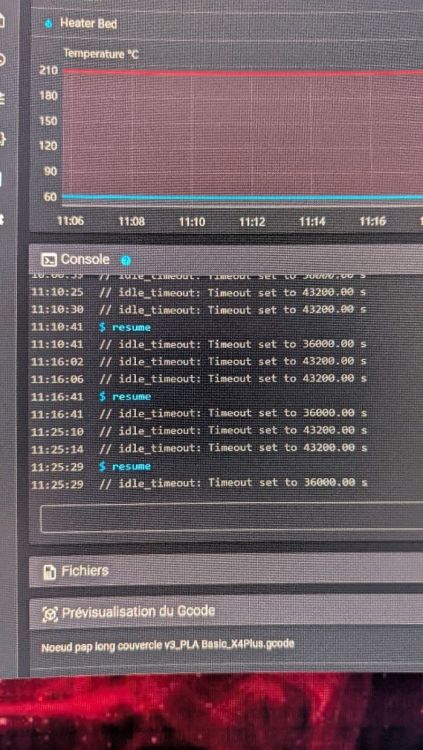
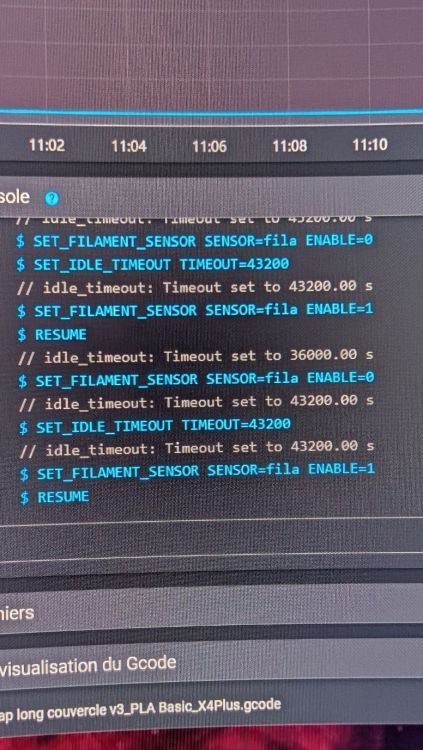
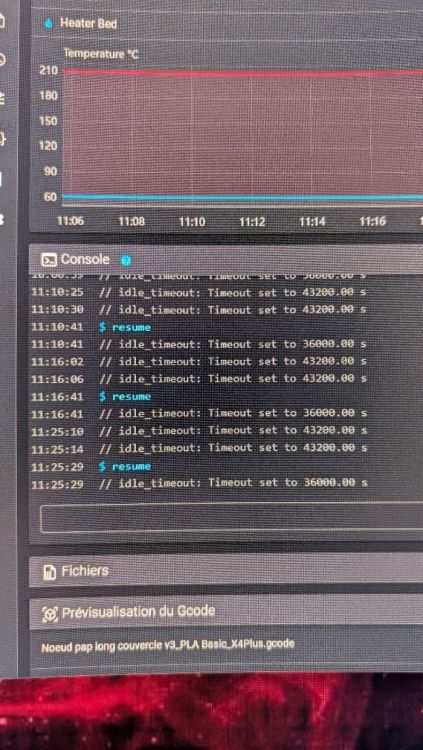
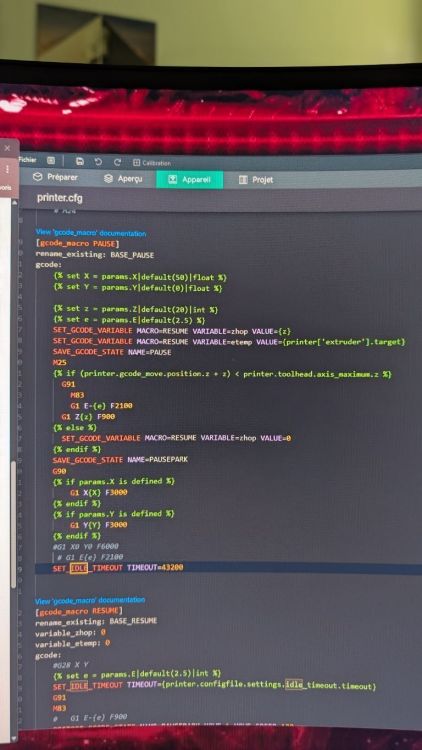
Bonjour, j'ai mon imprimante depuis 5 mois maintenant et ça fait 2 jours que je me retrouve avec des arrêts intempestifs pendant l'impression, sans aucun message d'erreur. L'imprimante réagit comme si je mettait en "PAUSE". Elle repart de suite lorsque j'appuie sur "Retour" sur l'écran ou sur "RESUME" dans Fluidd. Sur la console de messages dans Fluidd, j'ai des fois des lignes concernant le détecteur de filament (je crois) - photo 1, et j'ai cru que c'est lui qui déconnait de temps en temps, mais finalement sur les derniers arrêts plus de lignes comme ça (photo 2). En revanche j'ai remarqué les deux valeurs du idle_timeout 36000 et 43200. En regardant dans le fichier cfg je me suis aperçu que la valeur 36000 et dans le fichier de config de base alors que la 43200 vient de la macro "PAUSE" (photo 3). La valeur de 36000 apparait juste après avoir appuyé sur RESUME, et les deux valeurs de 43200 apparaissent lorsque l'imprimante se met en pause. Dans le fichier Config, il y a une seule ligne qui attribue la valeur de 43200 au idle_timeout et c'est dans la macro PAUSE. Et j'ai l'impression que c'est le mouvement en Z qui déclencherait cette macro, mais ce qui est bizarre est que l'arrêt se passe aléatoirement pendant la même couche (donc en principe le même Z)? Auriez vous des idées? Je précise que j'ai rien fait comme modifications récemment dans les fichiers de configuration, ni dans lematériel. Merci à tous


-
Merci @MrMagounet! Toujours présent pour donner les bonnes infos/conseils! Du coup j'en, profite pour en poser une autre: - depuis 2 jours j'ai un problème d'arrêt intempestif de mon imprimante pendant l'impression, sans aucun message d'erreur. L'impression s'arrête et la tête se lève en Z. Les ventilos/ températures sont gardées. Il suffit juste de cliquer sur le bouton "Retour" de l'écran ou RESUME sur Fluidd pour que l'impression reparte. Toutefois, je viens de remarquer quelque chose d'intéressant peut-être, dans la console Fluidd, j'ai des lignes qui s'affichent SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 et puis SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1, mais pas tout le temps. Je n'arrive pas à savoir quand est-ce que ca passa en 0 / 1 mais j'ai l'impression qu'il passe en zero lors de l'arrêt et puis une fois que le Z augmente il repasse en 1, ce qui me pousse à chercher la panne du côté du détecteur de filament. En revanche sur la deuxième photo on voit bien que les derniers arrêts ces lignes ne s'affichent plus.?!?!? Mais il y a cette fois-ci deux commandes idle_timeout différentes, une le paramétrant à 43200 et l'autre à 36000 s. Le 36000 vient de la config de l'imprimante et le 43200 de la macro "PAUSE". Donc on dirait que ca vient de cette macro, dans laquelle le mouvement du Z déclencherait la macro. Mais je ne suis pas sûr ....
-

cura Remplissage progressif
Gabidospi en réponse au topic de Philippe Chaumont dans Paramétrer et contrôler son imprimante 3D
Donc, avez vous une méthode pour faire cela? Car je ne la retrouve pas sur OrcaSlicer -
Non, le problème est apparu sur ma première impression d'un fichier de test 3D (2h30). En corrigeant la modification que j'ai fait tout est revenu à la normale