


Anard
-
Compteur de contenus
56 -
Inscrit(e) le
-
Dernière visite
Récompenses de Anard
")





-
graissage des éléments
Anard en réponse au topic de profgg410 dans Discussions sur les imprimantes 3D
Comme Leptro, je suis débutant et j'utilise la graisse fournie avec la CC, mais il n'est pas écrit ce que 'est exactement. Mais en efet, Téflon ou vaseline me semblent de bonnes solutions. -
Défauts d'impression (Elegoo PETG-Pro)
Anard en réponse au topic de Anard dans Consommables (filaments, résines...)
Je sèche dans un déshydrateur alimentaire, souvent avec des sachets de gel (surtout pour en profiter pour qu'ils perdent aussi de l'humidité) et mes filaments sont toujours remis sous vide avec un sachet après leur séance d'impression. Mais clairement je ne sèche jamais aussi longtemps Plutôt une ou deux heures -
Défauts d'impression (Elegoo PETG-Pro)
Anard en réponse au topic de Anard dans Consommables (filaments, résines...)
Je vais regarder aussi de ce côté en effet. Mais je n'ai passé que du PETG et du PLA dans cette buse, en essayant de choisir une température intermédiaire (220 pour PLA/PLA, 230-240 pour PLA/PETG, 250 pour PETG/PETG) à chaque changement de filament. J'ai essayé de prendre une photo de mon MVS mais ça ne donne pas super. Je me dis que j'interprète peut-être mal le résultat de me calibrations, en tout cas ça me semble rarement aussi net et évident que sur le wiki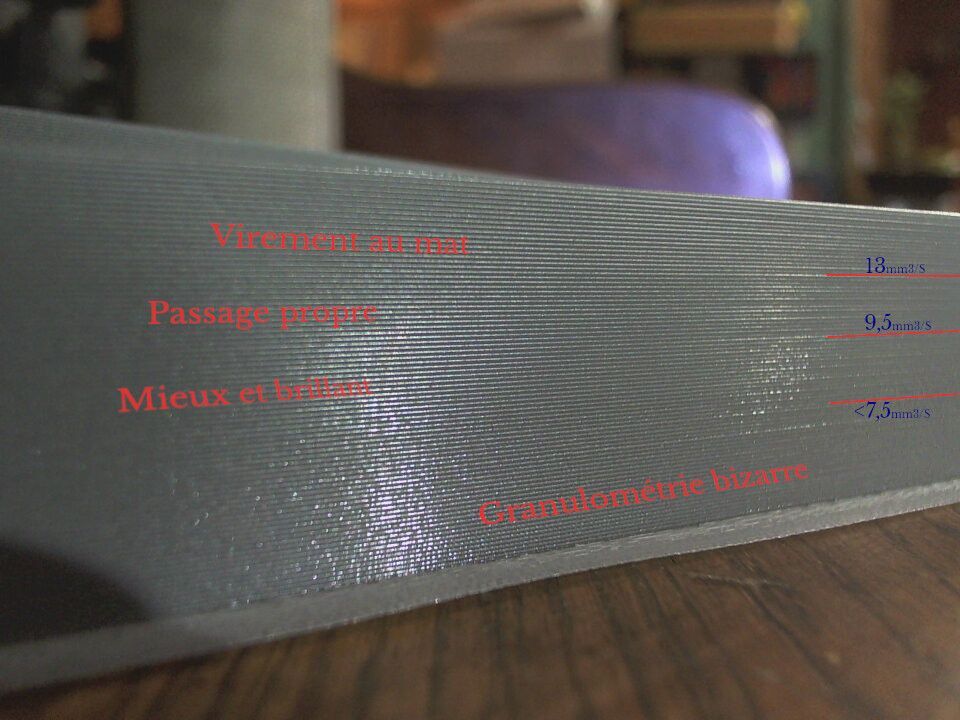
-
Orientation d'impression conseillée ?
Anard en réponse au topic de macandnews dans Entraide : Questions/Réponses sur l'impression 3D
J'ai du mal à visualiser la pièce mais dan le principe je suis d'accord avec vous. En impression FDM, la résistance en Z est quasi nulle et si j'ai un peu compris le dessin, dans votre 2de image, l'axe Z ne prendra jamais d'effort… Donc si c'est moins long et que ça demande moins de supports, le choix est vite fait. -
Défauts d'impression (Elegoo PETG-Pro)
Anard en réponse au topic de Anard dans Consommables (filaments, résines...)
Bon, j'ai augmenté un peu la température et modifié quelques paramètre en fonction de résultats obtenus lors des calibartions (temp-debit-PA-MVS), mais pas vraiment dans le sens que j'attendais. J'ai fait le test de débit max entre 3 et 15mm3/s. En-dessous de 7,5mm3/s j'ai un aspect brillant avec des défauts de surface Ensuite la surface perd un peu de défauts jusqu'à 9,5mm3/s Puis devient vraiment plus homogène et moins brillante Un dernier changement d'aspect (plus mat encore) intervient autour de 13mm3/s. J'ai l'impression en effet que trop de refroidissement a un effet négatif. Pour couper la poire en deux, j'ai monté le threshold à 25% et baissé la vitesse du ventilateur à 75%. Je verrai les résultats de ces changements lors de mes prochaines impressions PETG… À gauche, mes anciens réglages, à droite les nouveaux :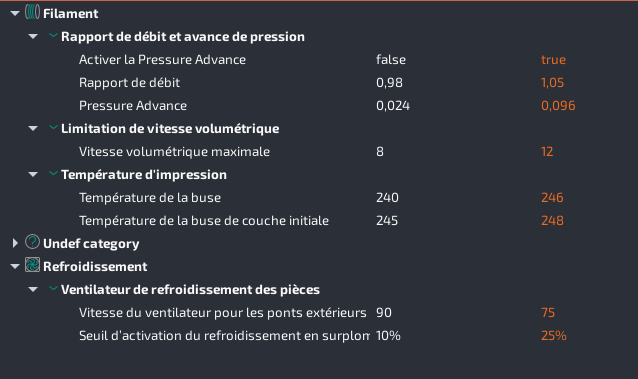
-
Défauts d'impression (Elegoo PETG-Pro)
Anard en réponse au topic de Anard dans Consommables (filaments, résines...)
Maintenant que la pièce en question et terminée, je peux ajouter de meilleures photos. Défaut de surface à cause d'un défaut dan le remplissage : Filaments qui n'ont pas adhéré à la couche inférieure lors d'un surplomb : Merci. La tour de température est en cours d'impression… Voici le fichier 3mf découpé pour la pièce ci-dessus : icescaper.3mf

-
Défauts d'impression (Elegoo PETG-Pro)
Anard en réponse au topic de Anard dans Consommables (filaments, résines...)
Merci pour cette réponse. Buse de 0,4mm à 0,2mm d'épaisseur. Le remplissage c'est Orca qui le fait (sur cette pièce 20% cubique adaptatif). Pour moi et de ce que j'en vois, il y en a à chaque couche… -
Défauts d'impression (Elegoo PETG-Pro)
Anard a posté un sujet dans Consommables (filaments, résines...)
Bonjour, J'ai depuis le début un souci sur cette bobine de filament (particulièrement sur cette couleur, dans une moindre mesure sur les autres). En remplissage cubique, il y a comme des trous. Le remplissage n'est pas uniforme et quand un trou se forme, la matière se trouve agglomérée un peu plus loin. Cet effet finit par se rattraper, mais on voit parfois un bosse apparaître sur la couche supérieure (là où se trouvait la matière agglomérée). Aussi, mais je pense que c'est le même souci, sur des surplombs arrondis, le filament commence par bien coller mais à la fin du surplomb, il vient se tendre en ligne droite, créant un fil droit qui ne suit pas la courbure. Clairement, le long du surplomb, le filament n'a pas adhéré à la couche inférieure. Savez-vous d'où peuvent provenir ces effets indésirables ? Défaut de calibration, humidité dans la bobine, autre chose ? J'ai déjà essayé de sécher le fil pendant quelques heures à 60°C sans grande amélioration. Merci pour votre aide. Paramètres : Découpage sous Orca Impression à 240°C (245 pour la première couche) Plateau PEI texturé à 70°C Ventilateur à 90% pour les ponts extérieurs et surplombs Vitesse minimale 10mm/s / maximum 8mm3/s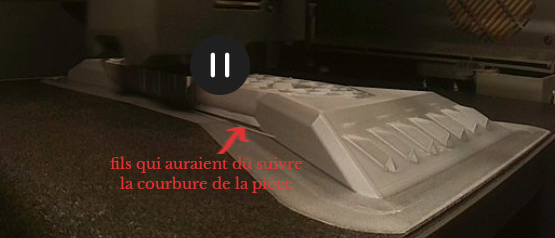
-
Bonjour, tout est dans le titre, je suis tombé dessus un peu par hasard. J'ai un peu de mal à croire que l'on peut vraiment imprimer des pièces en acier, mais y a-t-il des gens qui ont essayé ce filament ? Et avec quels résultats ? https://www.filament-abs.fr/produit/optimetal-le-filament-metal-optimus/
-
Bonsoir, J'ai enfin reçu mes buses en 0,6mm et mes impressions nylon se passent beaucoup mieux (Sunlu PA6-GF). Aussi en suivant vos conseils, j'utilise un hotend complet en 0,4 pour les impressions de base (PLA/PETG/TPU) qui restent autour de 200-250°C et j'ai monté mon vieux hotend qui s'était bouché avec une buse de 0,6 que je dédie aux impression à haute température (290°C pour mon nylon en l'occurence). Peut-être que je retenterai de le passer en 0,4mm un jour, mais je ne mélange plus les gammes de température. Par contre, j'ai lu chez certains fabricants qu'un recuit autour de 100°C était conseillé pour le PA6 afin d'améliorer ses qualités mécaniques. J'ai donc tenté de mettre mes pièces au four thermostat 3 (environ 90°C). Et là, c'est le drame. Mes pièces se sont retrouvées toutes fondues dans le lèche-frites ! Comment ça se fait et comment vous y prenez-vous pour le recuit ? Mon PA6-GF est censé tenir à plus de 200°C, ça ne me rassure pas trop. J'ai bien tout gratté et nettoyé mais que me conseilleriez-vous pour éliminer tout risque sanitaire ? En tout cas j'ai bien fait de ne pas mettre ma bobine à sécher au four (j'ai hésité puisque ma déshydrateuse ne chauffe pas au-dessus de 70°C et qu'ils conseillent 110°C) !!!
-
Première impression en 1.1.29 s'est déroulée à merveille et beaucoup plus propres que me dernières. Évidemment j'ai perdu la possibilité d'allumer/éteindre la lumière en cours d'impression. Pensez-vous qu'on puisse espérer un FW non buggé un de ces jours ? On dirait que chaque nouvelle version supprime un bug pour en ajouter d'autres. Ou est-ce plus fiable de passer en effet sur OpenCentauri 0.2.0 ?
-
Dans Orca, tu peux choisir plusieurs couleurs pour un même modèles ou des objets avec différents filaments sur une même plaque (impression par objet dans ce cas). Il insère automatiquement dans le GCode la pause et le déchargement. Le rechargement de filament et la reprise se font par contre manuellement. @Gærbek : Le lien que tu mentionnes est sur OpenCentauri, ce sont bien les firmwares officiels ?
-
J'ai également des problèmes de chargement. Une solution est de ne pas passer par "Extrudeur -> Charger" mais par "Préparer", régler la température et faire avancer le fil manuellement. Mais je vais peut-être en effet aussi downgrader le firmware (v.1.1.46 actuellement). La dernière version fiable était bien la 1.1.29 ?
-
Attention, si départ de Chine, tu auras peut-être le même problème que moi, à avoir règlement de frais de douane à la réception… Tiens-nous au courant
-
C'est à peu près le message que j'avais et à force de démontages/remontages/tentatives de débouchages de la buse, j'ai cassé une connexion du thermistor. J'ai donc recommandé une buse complète chez 3DJake, j'espère que je n'ai pas la même panne que vous parce que ça va laisser la bécane au repos encore un moment… Réception prévue seulement dans 1 semaine… Je croise les doigts pour que je n'aie que le thermistor en panne

