


FlyingPig
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de FlyingPig
")





-

autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
@cmatecJe ne comprends pas, je viens d'essayer, j'ai exactement le même comportement qu'avant sur le pin 0.23 ! En tous cas, ça confirme la faisabilité de ce branchement. Mais je ne comprends pas pourquoi toi et moi, nous n'avons pas le même comportement de la machine.. A savoir : peu importe la hauteur Z, chez moi, impossible d'actualiser le fichier config-Override avec la bonne valeure. M306 fait une correspondance entre la position de la buse et le réglage d'offset du fichier Override résultat, si je relève la buse avec G1 Z0,05 et sauvegarde, je modifie le fichier Override et décale l'impression à chaque fois. Ps : la valeur de Z en G30 Z0 est au pif, j'ai tapoté le plateau pour vérifier.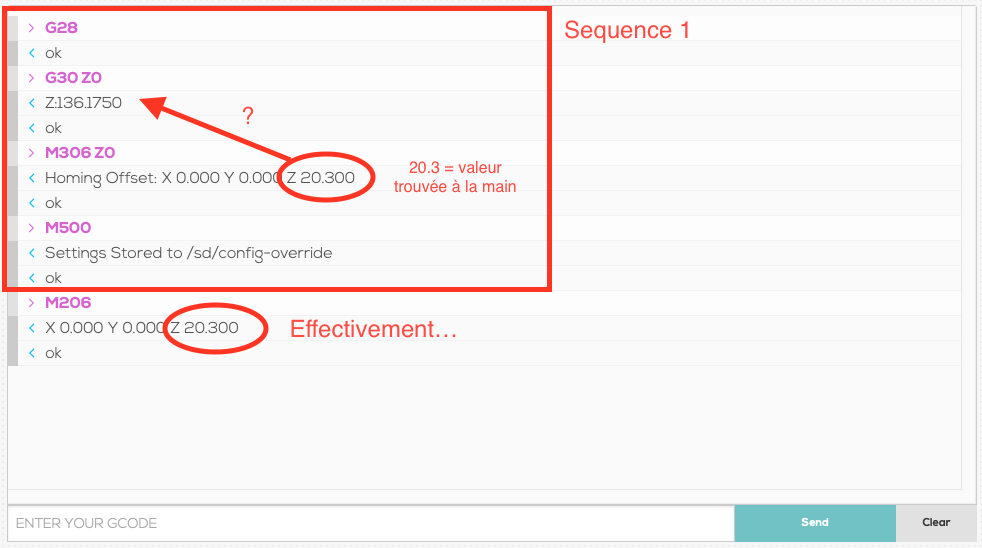
-
autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
@cmatec Oh ! Bonne idée !! Le problème est peut-être là. Je suis pour ma part sur le pin 1.25 je vais certainement essayer ton idée ! En tout cas, sans sauvegarder dans le Start-Gcode, en redémarrant l'imprimante entre chaque impression, cela fonctionne impeccablement sans aucun calibrage maintenant. Elle sait une fois pour toute où est le plateau et fait la correspondance au moment du G30 Z0. La procédure la plus simple est de faire une fois depuis le LCD le réglage de la feuille de papier. Après c'est tout automatique depuis le Gcode. -
FlyingPig a changé sa photo de profil
-
autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
Bon... je ne m'explique toujours pas ce comportement mais... Au final, après avoir défini à la main une fois pour toute la position du plateau, cela fonctionne bien ! voici mon Start-Gcode complet : M190 S{material_bed_temperature} G32 M500 G31 M374 M375 G28 G30 Z0 G1 Z0.1 M306 Z0 G28 M109 S{material_print_temperature} G0 X70 Y40 Z1 G92 E0 G1 F200 E3 G92 E0 La seule limite est de ne pas pouvoir sauvegarder la position de la buse avec M500 faute de modifier le fichier Config-Override... Mais finalement... le M306 Z0 seul suffit à garder en mémoire le point d'origine pour l'impression. Donc ce n'est pas grave. Il faut simplement reset l'imprimante entre deux impressions. Où alors, il faudrait que je trouve un moyen d'effacer ce point dans le End-Gcode automatiquement. Dans tous les cas, c'est une excellente modification. La precision de la première couche n'a jamais été aussi bonne chez moi, les piezos sont redoutables d'efficacités !! Et quel bonheur de ne plus avoir à calibrer et installer le capteur ! Ps: C'est un autre sujet mais actuellement pour test, j'imprime le support de tête cyclope/chimera de notre amie @Marlequeen... je prépare la prochaine grosse modification (cyclope!)... chuuuuuut... -
autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
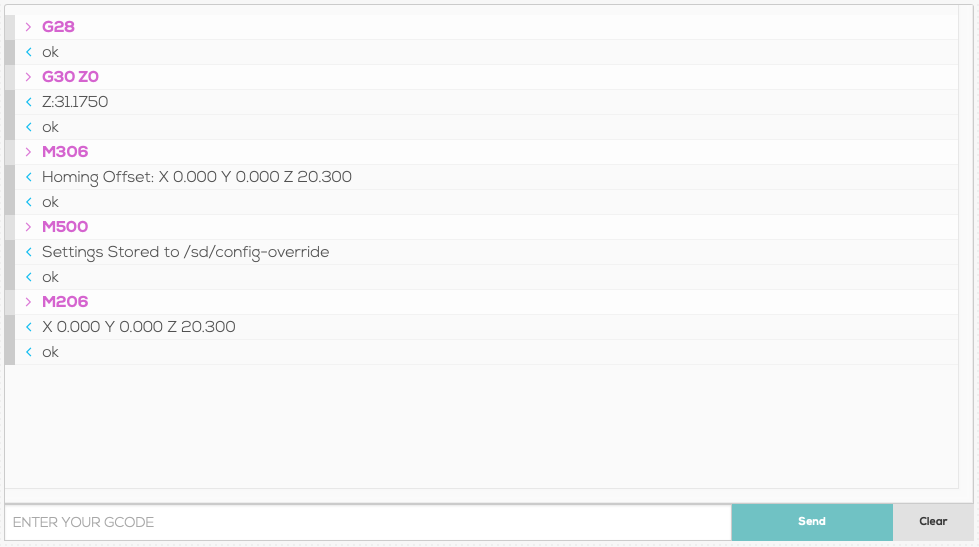
Voilà le fichier config ! Dans cette version je suis revenu a 180 en gamma_max. (comme d'origine). Comme tu peux le voir, dans ce config-override, je dois descendre (à la main, comme détaillé avant) la buse de 20mm... Au final je me demande si ce qu'il se passe n'est pas le comportement normal de M306... On donne une fois la hauteur du plateau à la main. puis M306 fait la correspondance. Puis ensuite, il prends le points palpé avec G30 Z0 comme la hauteur définie dans le fichier Override. Offset M206... (en soit, ça, ça fonctionne, après avoir réglé une fois à la main...) Ce que je ne comprends pas c'est comment tu arrives à relever la buse en sauvegardant avec M500 sans modifier le fichier conf à chaque impression... chez moi c'est impossible ! config.txt config-override -
autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
@cmatec J'ai essayé a tout hasard mais cela ne change rien. Le problème me parait plutôt être quelque part dans ma configuration ou dans le fonctionnement de la commande M306. Le zero machine est visiblement positionné à 5mm du plateau (je ne sais pas comment). Typiquement quand je demande un G0 Z0, c'est là que la buse va. Quand je fais un G30 Z0, la buse part bien sonder le plateau et se stop dès qu'elle le touche et me renvoie bien la bonne hauteur du volume d'impression. (les piezo fonctionnent, pas d'interferences avec les moteurs) Le problème est qu'à ce moment-là après avoir touché le plateau. Lors d'un M306 Z0, celui ci renvoie des coordonnées 0;0;0 Ces coordonnées sont stockée dans le fichier config-override en faisant un M500 ( dans la ligne M206 "Home Offset") SAUF QUE... (c'est là que ca devient drôle) il stock des coordonnées 0;0;0... soit le zéro du début à 5mm du plateau.... pas un zéro modifié. La seule astuce que j'ai trouvée pour le moment est de forcer la chose en prenant un zero plateau à la main : -Demander un G0 Z0,( soit le point à 5mm) descendre la buse au contact, sauvegarder avec un M306 Z0 (cette fois il voit bien que je suis à 0;0;5) Et là lors des prochains appels après palpation G30 Z0, avec un M306 Z0 suivi d'un M500 il sauvegarde bien ce point (0;0;5) comme le zéro dans config-override... Là ou ça pose problème c'est que cette valeur, je ne peux pas l'enregistrer avec un M500 à chaque impression surtout si je lui demande entre temps de relever la buse avec un G1 Z0,05. Dans ce cas : ça fausse le fichier config-override en sauvegardant en 0;0;4.95. donc ça décale le zero de 0,05 à la prochaine impression. idem d'impression en impression. Y'a un truc que j'ai probablement pas bien compris quelque part dans le fonctionnement... Je me demande si ça vient pas de la version de Smoothie utilisé de base dans la MDR... (tu utilises quelle version ?) Typiquement ici: https://github.com/Smoothieware/Smoothieware/blob/edge/upgrade-notes.md Je vois dans "Other changes" : " Fix M306 so it does not reset axis position and acts more like M206 which needs a home cycle to take effect." Changed G30 Z0 to use G92 to set the global offset. Mais honnêtement pour le coup, ça me dépasse un peu pour le moment... -
Ok j'ajoute ça ! Merci
-
Bonsoir à tous ! Cela fait une bonne année que je viens ici régulièrement en sous-marin. Je me suis dit qu'il était temps de sortir de l'ombre ! Alors depuis 1 an grace à vous, j'ai muri le projet d'avoir (enfin!) une imprimante 3D, j'ai cerné le besoin, jaugé mon coté geek et bidouilleur... et finalement je me suis orienté vers un MDR de chez EmotionTech. Elle m'a servi à réparer de multiples objets, (dont un morceau de levier de vitesse de voiture), à en prototyper d'autres. Accessoirement j'aime passer du temps les mains dedans pour essayer de la peaufiner. D'ailleurs actuellement elle passe au bed levelling par Piezo... gros morceau ! Elle tourne à la maison depuis 10 bons mois, zéro soucis, elle est pilotée à distance par un Raspberry et AstroPrint, l'interface est plus simple que OctoPrint voir simpliste mais pour y balancer des G-code faits sur cura, ça suffit... et j'adore la notification sur le portable en fin d'impression... Bref, merci à vous de m'avoir fait avancer, j'ai beaucoup appris sur le forum c'est top de m'avoir fait mettre un pied dans cette aventure. Vivement le suite !
-
autolevel piezo imprimante delta sous smoothie
FlyingPig en réponse au topic de cmatec dans eMotion Tech
Je suis moi aussi en plein ajout de piezo sur la machine, techniquement les piezo fonctionnent impeccablement, Le G31 et G32 se passent bien mais je suis incapable de lui faire prendre en compte ce Z0 machine.. pour me passer de la feuille de papier. Quand je demande un G0 Z0, ma buse s'arrête à a chaque fois à 5mm du plateau. Même après avoir effectué: G30 Z0 M306 Z0 M500 (M206 renvoie bien X0.00 Y0.00 Z0.00 mais à la prochaine demande de G0 Z0 après un home. Paf de nouveau 5mm du plateau....) Le seul moyen d'avoir un Z0 correcte est de faire G0 Z0 puis de descendre la tete avec un déplacement en Z 5mm jusqu'a toucher le plateau et là effectuer M306 Z0 M500 A ce moment M206 me renvoie X0.00 Y0.00 Z5.00 Puis si je fais G28 G30 Z0 G1 Z0.05 M306 Z0 M500 Alors M206 donne X0.00 Y0.00 Z4.95 et ainsi de suite Z4.90 ... si je répète l'opération. Honnêtement je comprend pas pourquoi le déplacement en Z est pas pris en compte avec G30 Z0... mais uniquement avec un déplacement "a la main". Ps: Modification effectuée dans config.txt "gamma_max 206.500" Soit la valeur récupérée par un G30 D'origine la MDR est configurée avec un "gamma_max 180" ce qui fait que la buse ne s'arrêtait pas à 5mm du plateau mais à 25... Une idée ??
