jericho63
-
Compteur de contenus
191 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par jericho63
-
Bonjour, je viens de changer la carte mère de mon am8 par une skr 1.4 turbo globalement sans problème. j'ai néanmoins deux problème non bloquant pour l'instant. le premier concerne le moteur de l'extruder, j'ai commencé par conservé la pin diag du driver tmc 2209 v1.2 mais impossible de faire tourner le moteur, j'ai alors tordue la pin diag et l'a j'ai message tmc connection error, la commande m122 me confirmant qu'il s'agit bien du moteur de l'extrudeur. en cherchant un peu je suis tombé sur une sujet sur internet et grâce a la commande m17 e0 j'ai pu initialiser le moteur mais j'ai toujours le message tmc connection error. j'ai lancé une impression pour test, le résultat est meilleurs qu'avant , par contre le moteur de l'extrudeur a fait un bruit intermittent , comme s'il broutait, tout au long de l'impression. j'ai donc plusieurs questions: est ce qu'il y a moyen de moyen de configurer le tmc2209 sur le moteur de l'extrudeur avec la pin diag connecté ? si non comment faire disparaitre le message tmc error connection lorsque la pin diag n'est pas connecté? et pour terminer, est ce que selon vous ce bruit de broutage est lié a un mauvais paramétrage (vu que mécaniquement rien n'a changé) et si oui quel niveau? merci Cordialement
-
j''ai trouvé une option z hop dans les paramètres de rétractation,c'est ça?
-
salut, j'ai refait un test avec 1.75 et 0.9 de multiplicateur, la buse touche toujours le support et décolle la pièce..
-
bonsoir, en faisant des recherches sur internet, j'ai que cela pouvait être également lié a un problème de hauteur de couche. en mesurant mon filament au pied a coulisse celui ci faisait 1.6 et non pas 1.75, du coup j'ai réglé les paramètre du slicer a 1.6. mais visiblement le le diamètre n'est pas constant, en milieu de bobine le diamètre fait 1.7. du coup j'ai modifié les paramètres du sclicer. j'ai réduit le multiplicateur d'extrusion a 0.9, ca frotte moins mais ça frotte toujours. coté mécanique le mouvement fluide,les deux cotés sont à la même hauteur je vois pas ou ça coincerait de ce coté la.
-
Bonsoir @Maeke j'ai vérifié les igus sont bons. je viens de passer une heure à observer l'impression, tout se passe bien et tout d'un coup lors d'un déplacement pour se repositionner la buse touche la pièce et la paff décalage. j'ai relancer une deuxième fois, et paff rebelotte. je comprends pas pourquoi la buse se retrouverait plus basse que la pièce....
-
Pour le coup ceux la viennent de Amazon et sont bien marqués IGUS. de mémoire ils sont gris clair , je regarderai ce soir , il doit m'en rester un de rab
-
pardon c'est la version 1.1.8. je viens de regarder pas de point dur ça coulisse super bien, la courroie est tendue comme tu m'as dit, elle fléchie sans toucher. mes palier son des igus., la tiges sont lisses et propres j'ai jamais mis de lubrifiant quel qu’il soit, il me semble d’ailleurs que les igus n'en n'ont pas besoin (sauf erreur )
-
pourtant j'ai vérifié les deux cotés sont à la même hauteur,avant et pendant l'impression. hie soir au bout de 15 min il y a eu un claque et ça s'est décalé. j'ai pas bien vu ce qui s'est passé , j'ai cru que c'était la buse qui avait accroché. j'ai relancé , j'ai surveillé et rien pas d'accident au même moment , sauf plusieurs heures plus tard sur la fin de l'impression mais fatalement je n'étais pas la pour voir... pas de fuite la buse et l'impression est propre. les lignes sont bien nettes les courroies sont tendues correctement , il n'y a pas de point dur j'ai pensé que ça pouvait venir des support mais une autre pièce sans support ça merde aussi. (un cube de calibration ou la petite pyramide ça sort sans probleme) j'ai fait des marquages sur la poulie et la courroie pour voir si elle sautait une dent , a priori non, les marques sont toujours alignées. est ce que ça peut venir d'un probleme électronique? réglage de voltage ?(je sais même si c'est possible avec la carte mère d'origine même si je suis sous marlin 1.8)
-
Hello bon ben en fait même sans support ça merde un cube de calibration s'imprime sans problème mais n'importe quoi d'autre merde. ça peut déconner aussi bien dés le départ qu'en plein milieu. toujours sur l'axe Y. un moment donné je me suis demandé si la buse n'accrochait pas la pièce mais comme ça se produit jamais au même moment je suis pas toujours a coté pour le voir... je suis dépité...
-
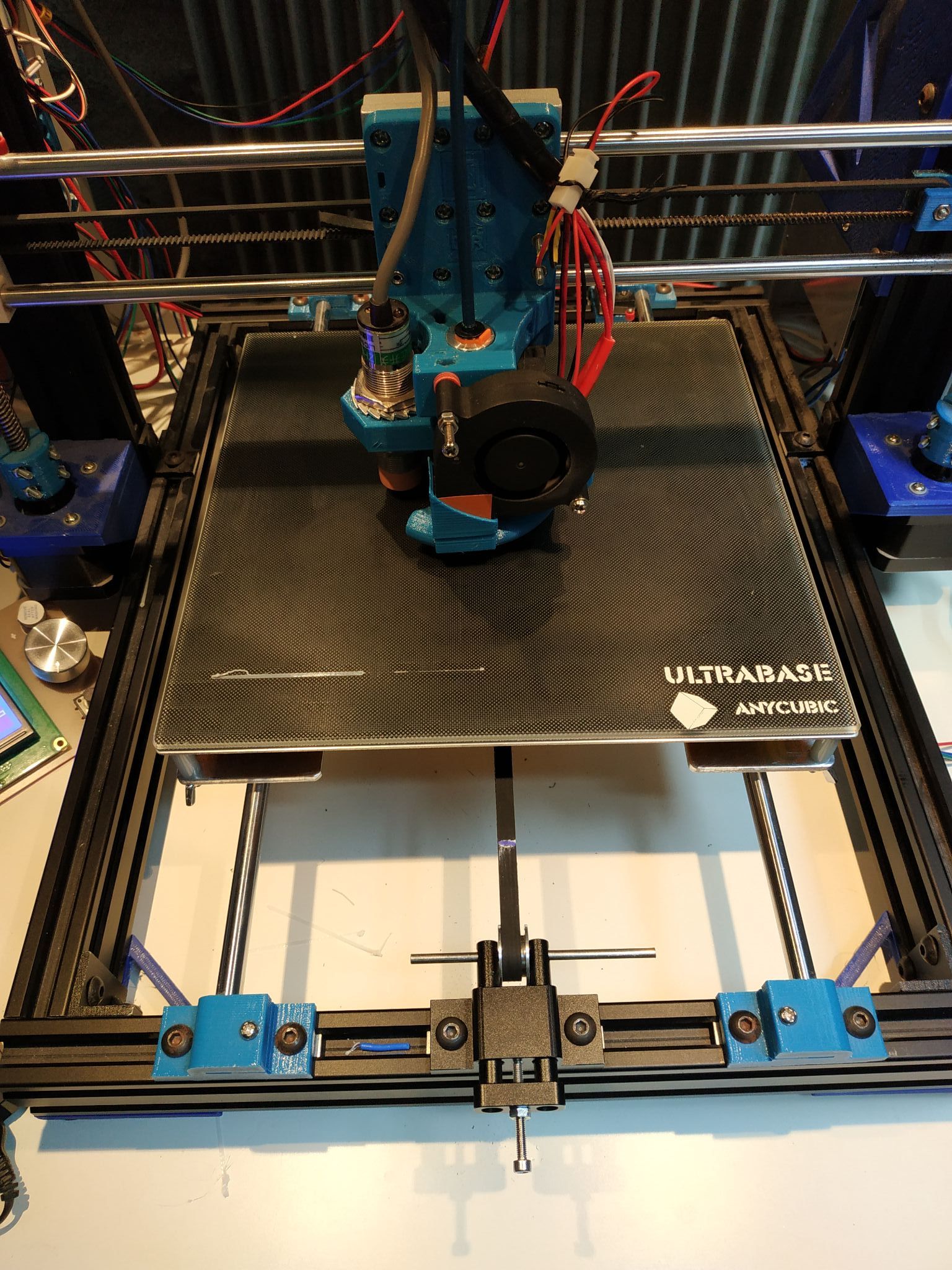
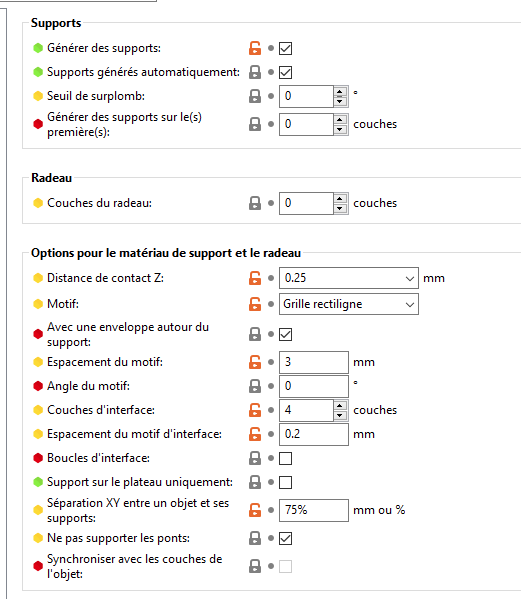
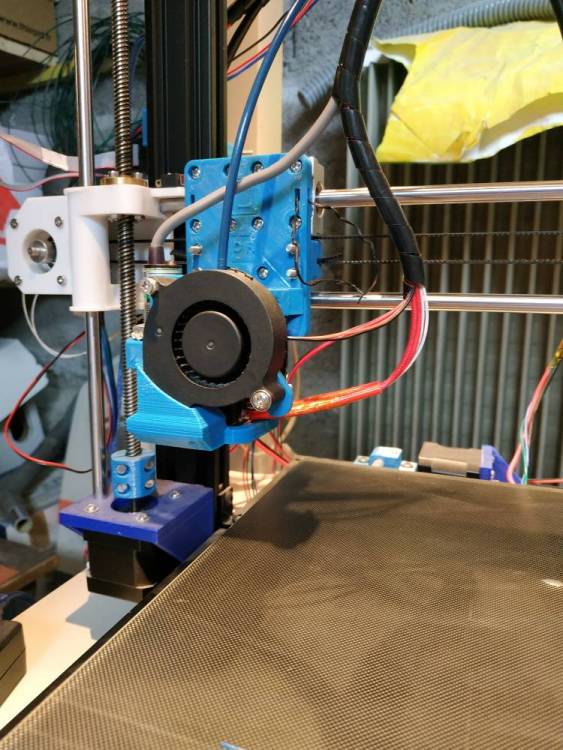
hello @Maeke la plaque est arrivée et montée, le seul soucis que j'ai eu c'est la poulie de mon tendeur qui était trop haute du coup elle ne passait pas sous la plaque, j'ai du remonter les deux demi roulements d'origine. j'ai changé le ventilo de soufflerie et c'est reparti! du coup un cube de calibration ça passe sans décalage. du coup j'ai repensé a ce que tu avais dit, que ça pouvait venir des réglages. je pense au final que mon problème de décalage vient peut être de mes réglages d'impression pour cette pièce en particulier. En fait je m’obstinais à essayer de trouver des réglages pour rendre les supports facilement détachables et c'est à partir de la que ça a commencé à déconner. voici mes réglages:
-
ok merci , j'en ai trouvé une pas trop mal sur un dépôt européen par contre je vais devoir attendre un peu pour 5015 de remplacement... la suite au prochain episode
-
je vais essayé le gcode d'origine mais va fallor que je commande un ventilo 5015 le mien vient de rendre l'âme... je vais regarder pour le plateau tant que je suis sur alliexpress... elle est en quoi la plaque alu? je viens de jeter un œil sur aliexpress et il y en a composite (enfin si j'ai bien compris) ? c'est quoi le nom du fabricant US?
-
c'est coté moteur que c'était desserré, pour le tendeur je n'ai pas de soucis de desserrage, c'était surtout pour voir si la tige fileté ne créé pas de frottement. est ce que mes réglages d'impressions peuvent être en cause?
-
j'ai passé de long moment a surveiller les impressions et je vois rien qui bloque le plateau lors de l'impression. pas de panique pour la tige liste sur le tendeur, elle n'accroche rien ( c'est un essai pour voir si la vis qui sert d'axe habituellement ne crée pas de point dur) Je viens de lancer un cube de 20 pour voir s'il y a un problème. je pense a une chose, hormis le fait que les vis de la poulie étaient sans doute desserrées (coup de manque de chance à force d'y bidouiller) j'ai l'impression que mes déboires soit plus ou moins lié à mes tentatives de trouver des paramétrages de support facile a enlever, est ce possible?
-
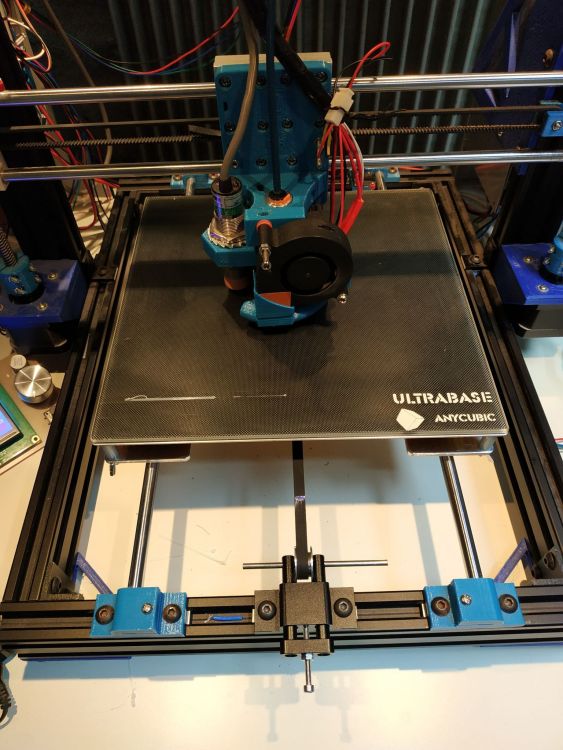
hier soir aprés mon dernier message, j'ai découvert que la poulie de l'axe moteur y était desserré... j'ai resserré et j'ai relancé une impression la nuit dernière imprimé sans décalage youpi! nouveau test ce soir ,toujours avec le même modèle mais réglage différent pour le support (je me suis planté sur mon essai précédent et c'est la misère à enlever) et la c'est le drame nouveau décalage... je vais faire une photo du plateau et je reviens
-
j'ai toujours le même problème voir même pire car ça déconne dés les 1ere couches...
-
ben je sais plus... j'ai fait plusieurs essais plus tendu moins tendu... voici la dernière cata du jour...

-
Bonsoir, je me casse la tête de puis plusieurs jours pour essayer de corriger un décalage de couche sur l'axe y. au départ j'ai pensé a une dent qui saute , j'ai tendu retendu réaligné et j'ai fini par faire une marque sur la courroie et la poulie pour m'apercevoir que ce n'était pas ça le problème... le moteur n'est pas plus chaud que ça, la carte mère est toujours celle d'origine, mouvement est fluide sans point dur et j'ai fait plusieurs centaines d'heures d'impressions sans avoir ce problème mais la je sèche... auriez vous une idée? merci d'avance Jericho


-
Défaut d'impression sur les surfaces
jericho63 en réponse au topic de jericho63 dans Entraide : Questions/Réponses sur l'impression 3D
bonjour, j'ai imprimé ce buste de batman, en 0.1 / vitesse 40mm/s / ventilation 100% température :190 / 60 rétractation 2mm vitesse 35mm/s est ce que les hormis les cheveux d'anges sur les oreilles , que pensez vous de la qualité? pensez vous que les lignes visibles sont liées à du wooble? merci cordialement
-
Défaut d'impression sur les surfaces
jericho63 en réponse au topic de jericho63 dans Entraide : Questions/Réponses sur l'impression 3D
sauf que je suis en bowden du coup ces modèles ne sont pas compatible avec mon support... je viens d'en trouver un qui devrait faire l'affaire -
Défaut d'impression sur les surfaces
jericho63 en réponse au topic de jericho63 dans Entraide : Questions/Réponses sur l'impression 3D
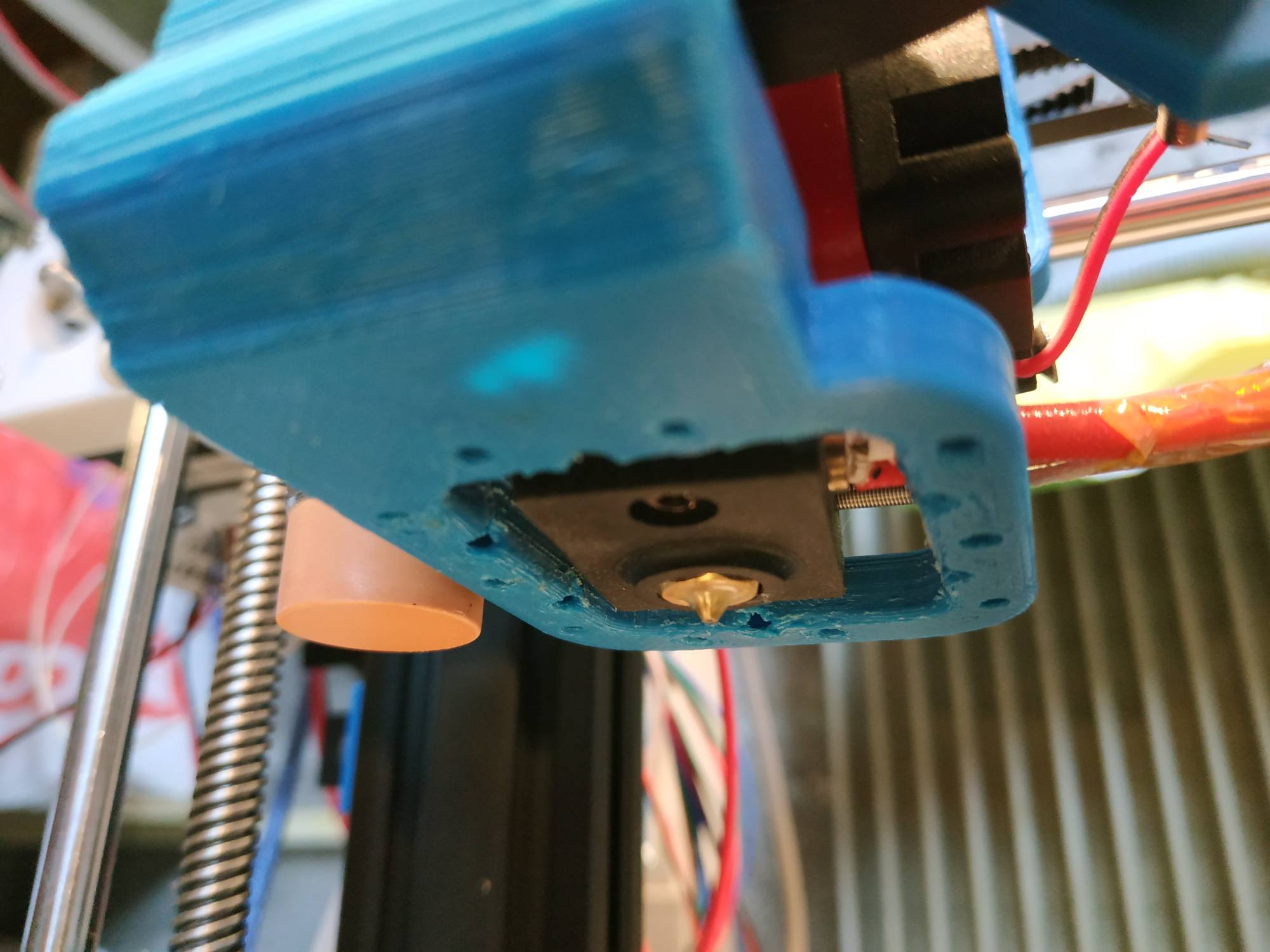
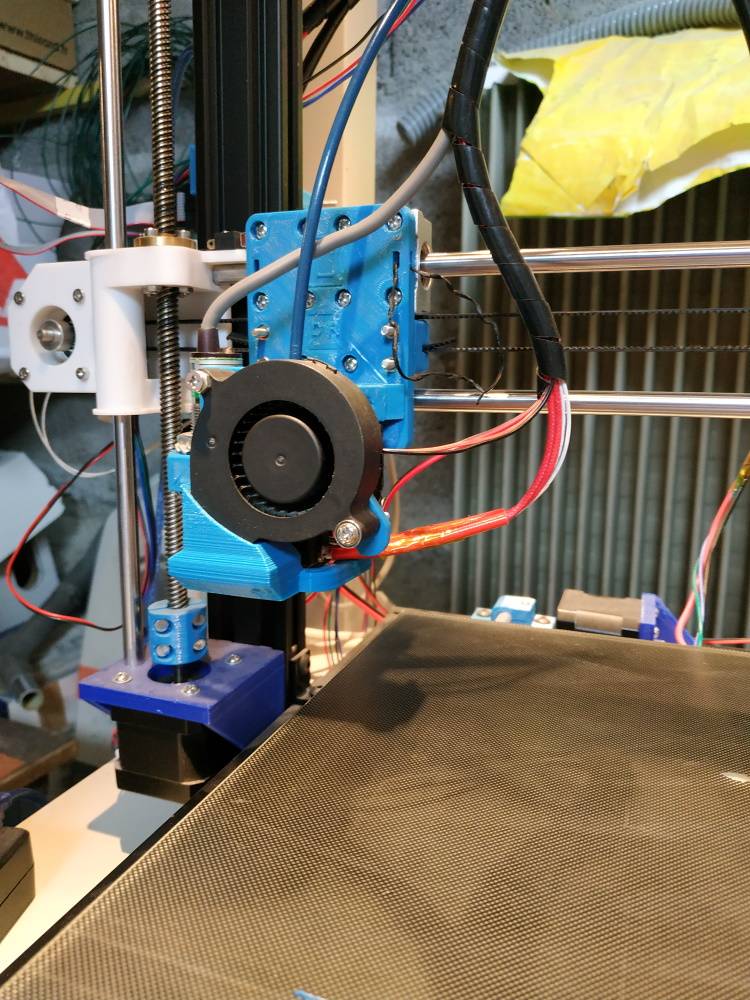
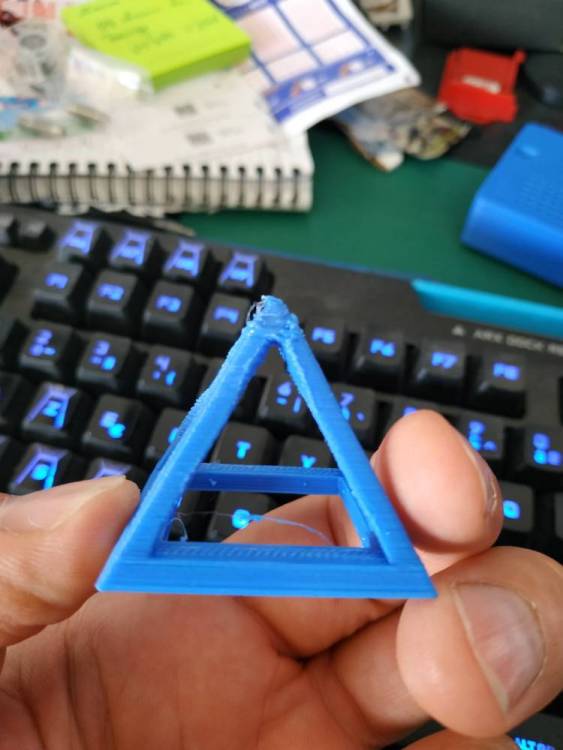
voici les photos, "la soufflerie n'est pas très belle"
-
Défaut d'impression sur les surfaces
jericho63 en réponse au topic de jericho63 dans Entraide : Questions/Réponses sur l'impression 3D
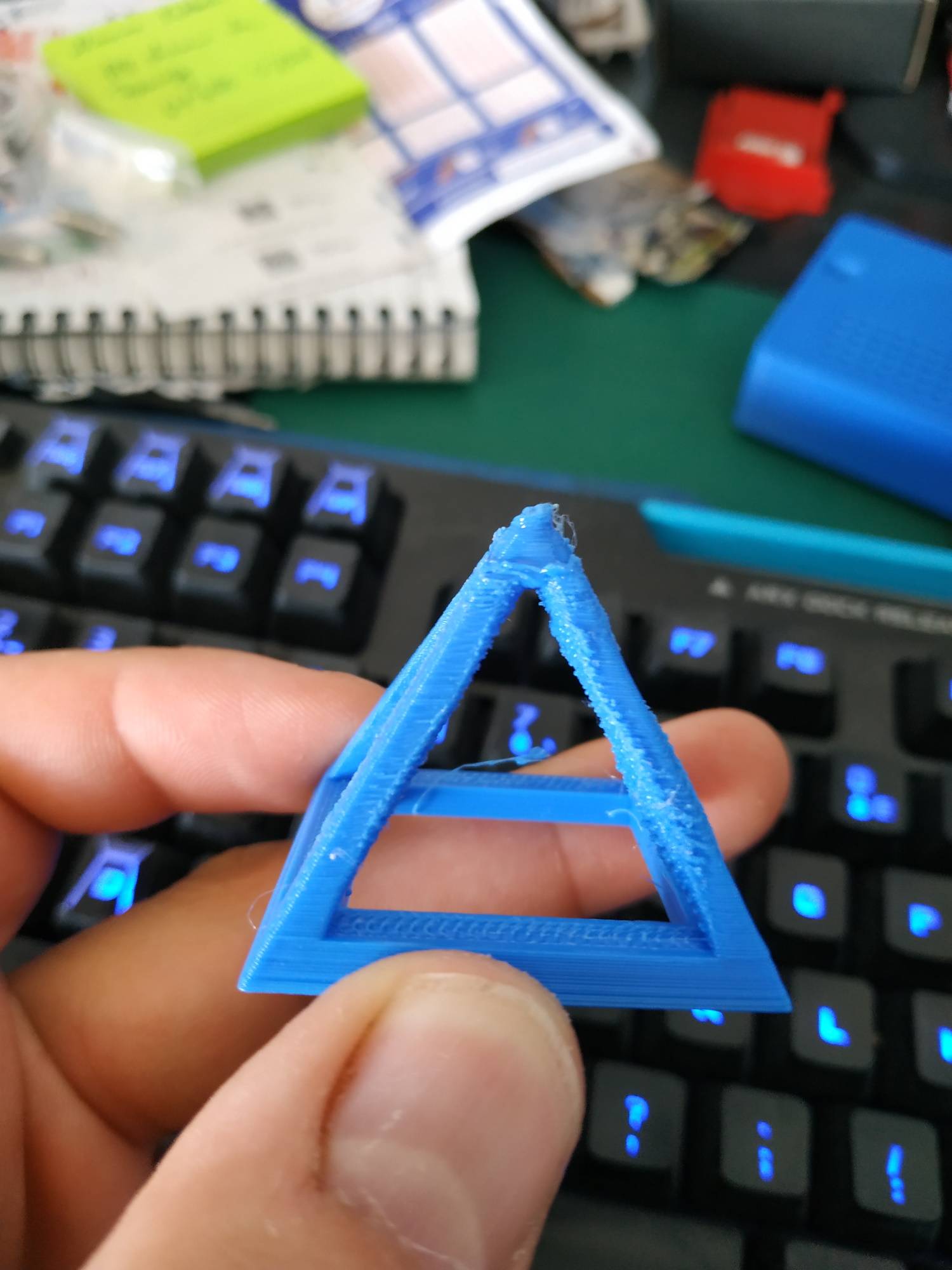
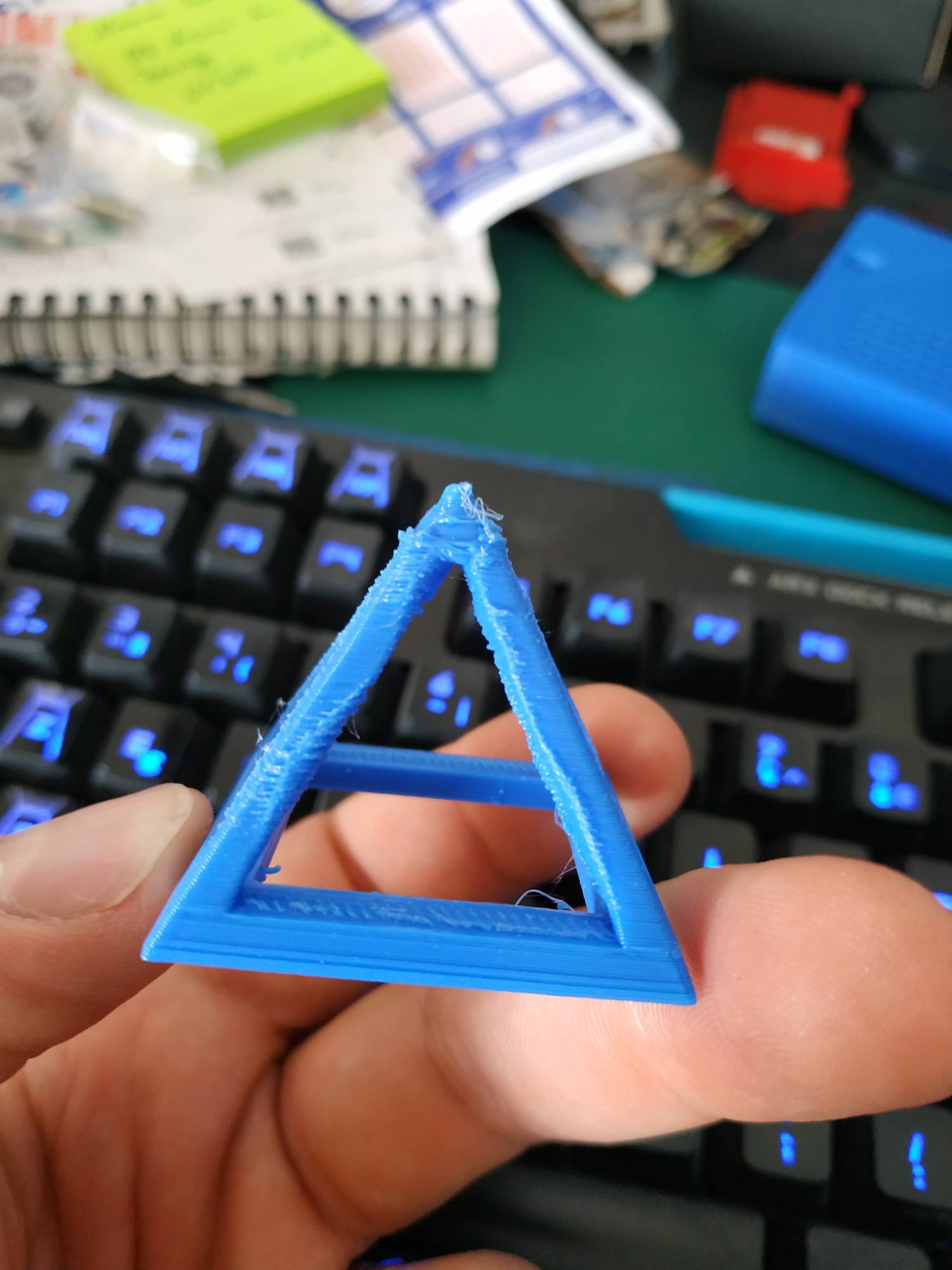
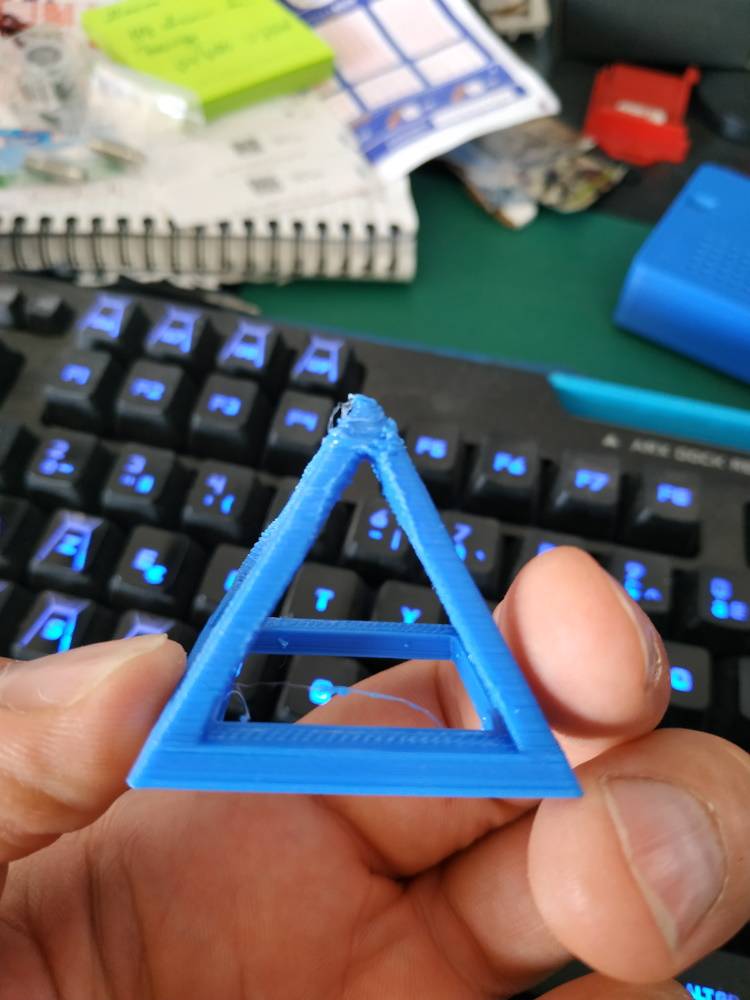
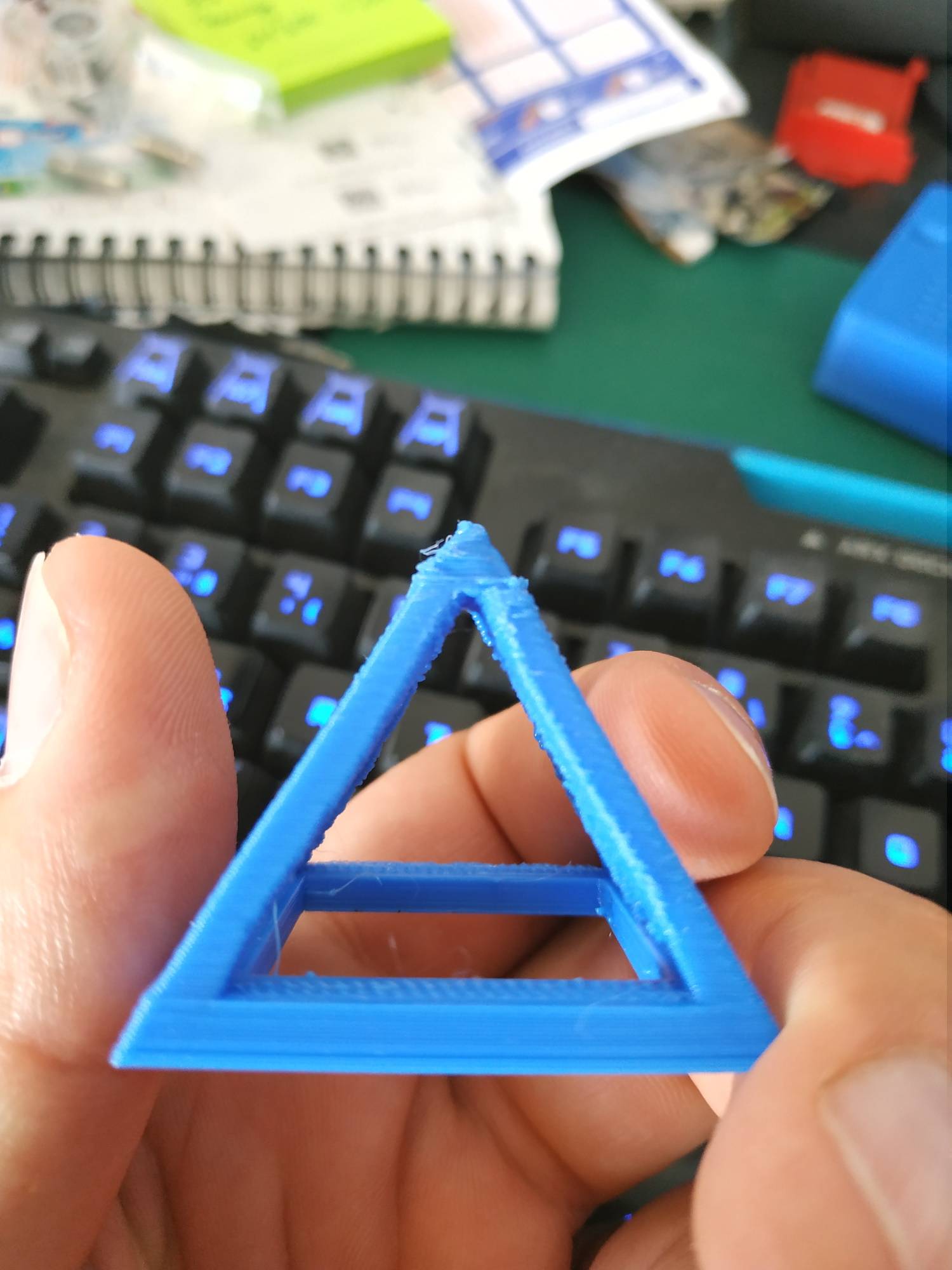
Bonjour, merci pour ta réponse, pour la pointe je me doutais qu'il y avait de température mais pour les montants le fait qu'ils soient retroussés c'est la même chose? pourtant il y a une face ou c'est propre -
Défaut d'impression sur les surfaces
jericho63 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je me remets a l'impression 3D aprés 2 ans de pause etje galére un peu... j'essaie d'améliorer la qualité de mes impressions mais sans succès. J'essayai de trouver le bon réglage pour éviter les cheveux d'anges sur mes impression et j'y suis presque arrivé mais en conséquence les montant ne sont pas net , ils sont comme retroussés et je ne comprends pas pourquoi. j'ai une anet A8, monté en bowden. j'imprime du pla de chez grossite 3d. températeure :190 / 60 hauteur de couche 0.2 vitesse d'impression 40mm/s rétractation 2mm vitesse entre 35 et 50 j'ai fait plusieurs essais... merci d'avance pour votre aide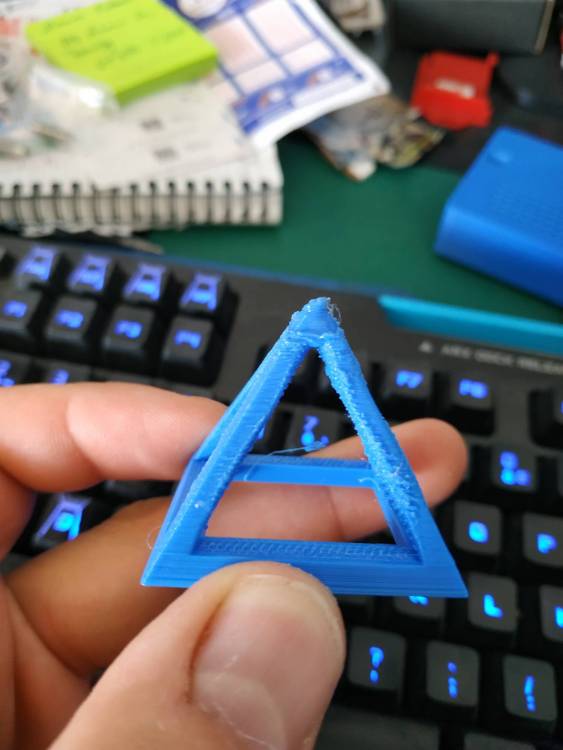


-
@maeke merci pour ces infos.
-
merci @maeke, Mon heatbreak n'est déja plus celui d'origine, je l'avais changé par un de meilleurs qualité. et pour le coup dans mon cas présent la rétractation est désactivé.. cependant a force d'essai j'ai réussi a imprimé en augmentant la vitesse d'impression (je suis passé de 40 a50mm/s) , avant de remisé la machine il y a deux ans je me suis cassé la tête a imprimer du ptfe je pense que j'avais du reduire la vitesse d'impression dans mes paramètres j'ai commandé des heatbreak avec ptfe au cas ou ( sur la boutique bigtreetech) mais c'est vrai que la tête triangle lab a l'air vraiment bien il se peut que j'en commande une.