
Vous avez tranché un fichier avec un logiciel slicer pour qu’il soit imprimé avec du PLA mais vous voulez finalement l’imprimer en PETG ou en ABS. Cependant, l’imprimante peut refuser ce changement et ne démarre pas la tâche, ou l’impression se passe très mal et peut provoquer une panne. Pourquoi donc n’est-il pas possible d’inverser les types de filament ?
Pour imprimer correctement un fichier G-code, il faut utiliser exactement le même type de filament que celui pour lequel il a été créé. Par exemple, un fichier conçu pour le PLA ne pourra pas être imprimé avec du PETG ou du TPU. On peut par contre changer la couleur du filament sans problème, tant que c’est le même type de matière (par exemple, du PLA blanc pour un fichier préparé pour du PLA rouge). Par contre, un gcode pour PLA+ ne conviendra peut-être pas avec du PLA standard.
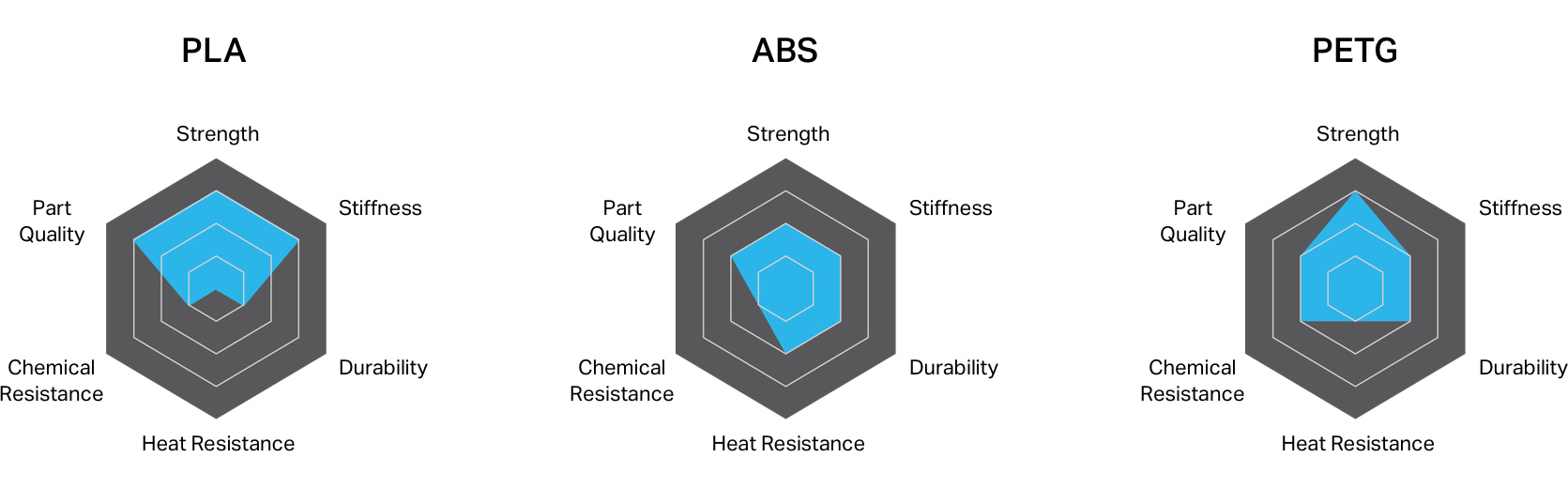
Différences de propriétés des matériaux
Le PLA, le PETG, l’ABS, etc. ont des points de fusion différents, des taux de rétraction variés et nécessitent des températures d’extrusion et de plateau spécifiques. Un fichier gcode est généré avec ces paramètres précis. Si vous tentez d’imprimer avec un matériau différent, ces valeurs ne seront pas appropriées, ce qui entraînera une mauvaise adhérence des couches, des déformations (warping) ou un bouchage de la buse.
Températures
La température de la buse, du plateau, de la chambre d’impression sont autant de paramètres qui sont étroitement liés à un matériau, voire aux préconisations spécifiques d’un fabricant. La puissance de ventilation est également à affiner en fonction du matériau.
A titre d’exemple, voici les paramètres recommandés pour du PLA et du PETG standards.
| Paramètre | PLA | PETG |
|---|---|---|
| Température de buse | 190 ~ 210 °C | 220 ~ 250 °C |
| Température de plateau | 50 ~ 60 °C | 70 ~ 90 °C |
| Ventilation | 100% | 30 ~ 50% |
| Adhérence | Facile | Moyenne |
| Risque de warping | Faible | Moyen |
Certains matériaux plus “techniques” demandent une température élevée de la chambre d’impression. C’est ainsi qu’ont été développées les Qidi Plus4, Bambu Lab H2D et autres Creality K2 Plus, qui proposent un chauffage actif du caisson fermé. Ces filaments ASA, ABS, PC, PA et autres chargés en fibre de verre ou de carbone ne pourront pas s’imprimer avec une imprimante 3D “ouverte” et nécessitent un profil d’impression spécifique.
Profils de rétraction
Chaque matériau réagit différemment au refroidissement. Le G-code inclut des commandes de rétraction de filament (pour éviter le “stringing“, les fils indésirables entre les pièces). Ces paramètres sont optimisés pour le matériau choisi lors du tranchage et peuvent ne pas forcément s’appliquer à un autre type de filament.
Flux et débit
Le slicer calcule la quantité de matière à extruder pour chaque mouvement. Cette quantité est calibrée pour le diamètre du filament et les propriétés du matériau. Changer de type de matériau sans modifier le gcode peut entraîner un sous-extrusion ou une sur-extrusion, donc un défaut d’impression.
Autres propriétés
Dès lors, on comprend aisément qu’un fichier préparé pour du PLA standard ne pourra pas être utilisé avec un filament chargé en fibre de carbone ou autre matériau dit “technique”.
La couleur importe peu car le matériau conserve normalement les mêmes propriétés techniques et parce que les fichiers gcode n’intègrent pas d’information au sujet de la couleur des filaments.
Il en est généralement de même avec des filaments de constructeurs différents, où les paramètres d’utilisation sont plus ou moins identiques. Il convient bien sûr de vérifier les informations sur la bobine ou sur la fiche technique du fabricant pour s’assurer d’optimiser totalement l’utilisation des filaments. Ainsi, un PLA Creality peut avoir des températures différentes d’un PLA Bambu ou d’un PLA Eryone.

En résumé
On ne peut pas simplement imprimer un fichier avec un autre filament en raison des paramètres d’impression précis qui sont inscrits dans le fichier G-code, lu et exécuté par l’imprimante. Pour imprimer avec une autre matière ou avec le même matériau mais nécessitant des réglages différents, il faudra repartir du modèle 3D et le découper (trancher) avec un logiciel slicer en utilisant le profil adapté.




Merci pour ces rappels et explications
bonjour pour moi c’était une évidence puisque le slicer donne les paramètres d’impression selon le matériau choisi, étant mécanicien fraiseur de formation ça coule de source ,les réglages étant différents suivant la matière a usiner, ici c’est la même chose,mais effectivement pour certains cela peut être un bon rappel
Patrick