r2d2
-
Compteur de contenus
882 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
2
Visiteurs récents du profil
4 482 visualisations du profil





Récompenses de r2d2
")





-
La tête de skaarian est interchangeable avec une tête Dagoma, elle se clipse sur les roulements linéaires d'origines sans changement des barres lisses. Si tu as des facilités pour modéliser ton propre chariot X tu aurais bien tort de ne pas le faire !
-
L'écran c'est un point que j'allais aborder, car je ne sais pas s'il est possible de le récupérer avec klipper. Sur ma discovery le problème ne c'est pas posé il n'y a pas d'écran. Avec klipper "l’intelligence" n'est pas dans l'imprimante, qui n'est carrément plus autonome, c'est sur le raspberryPi que tous ce joue. Je sais qu'il y a possibilité d'avoir un écran (tactile même je crois) attaché à l'imprimante gérée par klipper mais j'ignore tout des spécifications requises ni des fonctionnalités fournies. Qui sait, peut être est-il possible de réemployer l'écran de la DiscoEasy. Que tu soit attachés au fonctionnalité de l'écran (ajustement en live du zoffset ?) aurais été une très bonne raison pour resté avec Marlin et cherche à le configurer pour le BL-Touch. Oui dans Marlin, comme n'importe quel firmware alternatif que ce soit Klipper ou un autre, on fourni la position du point de détection du capteur relativement à la position de l'extrémité de la buse d'impression et on "translate" les mesures obtenues pour les ramener dans le même repère Oxyz que la tête d'impression. Mais malheureusement il n'y a pas que le plateau qui puisse être imparfait (pas plan et/ou penché...). En particulier les deux barres de l'axe X ne sont pas forcement rigoureusement dans le même plan ni parallèles ni rectiligne. Aussi lorsque la tête se déplace le long de X l'extrémité de la buse n'a pas rigoureusement un mouvement rectiligne. Si l'axe X est vrillé la trajectoire de l'extrémité de la buse va être une composition d'un déplacement rectiligne le long de X plus une petite déviation dépendant de la position sur l'axe X (en peut imaginer une petite rotation autour d'un axe grossièrement entre les deux barres X). Ces déviations peuvent être suffisamment faibles pour ne pas trop impacter la qualité de la première couche et permettre une impression, mais si le capteur est loin de cet axe de rotation virtuel les petites déviations vont pouvoir devenir significativement grandes, carrément de l'ordre de grandeur de l'épaisseur de la première couche, et les compensations excessives calculées à partir des mesures réalisés peuvent totalement ruiner l'accroche sur le plateau avec une première couche désastreuse. Plus le capteur sera proche de la buse, plus la qualité des corrections issues des mesures seront bonnes. Tu peux parfaitement utiliser la tête que tu as déjà imprimer pour intégrer le BL-Touch à l'imprimante, il sera toujours temps d'en changer si c'est nécessaire, il suffira alors de modifier les valeurs x,y,z de la position du capteur relativement à la buse. A noter que Klipper peut calculer une correction pour compenser les erreurs systématiques dues à un axe vrillé, mais la difficulté réside dans le paramétrage de cette correction car il faut pouvoir distinguer l'écart de mesure qui vient du vrillage de celui d'une bosse ou de l'inclinaison du plateau ! (il y a une procédure automatique toutefois) J'utilise la tête faite par @Skaarian on la trouve là, dans un poste un peu longuet de 65 pages, au demeurant très instructif, sur l'intégration d'un BL_Touch et autre clone à une DiscoEasy. https://www.lesimprimantes3d.fr/forum/topic/10457-dagoma-bltouch/page/48/#findComment-178244 ps : le premier paragraphe de mon post précédant est approximatif et merdouilleux...
-
J'ai préféré une autre tête, car le bltouch se trouve très éloigné de la buse sur l'axe Y (mais l'avantage est qu'il reste au frais, et bien accessible !), et il y a fort à parier que l'axe X soit un peu vrillé (par faiblesse du design/de la construction...) et du coup cet écart important brouille l'interprétation de la cartographie du plateau que l'on peut réaliser avec le BL-Touch. Cela amplifie l'importance de vallées et de monts sur le plateau dus au potentiel vrillage, mais ce n'est pas pour autant un problème s'il on utilise le bedmeshleveling (compensation des bosses du plateau lors de l'impression). Il y a aussi une grande partie du plateau qui ne peut pas être atteint par le palpeur avec cette tête. Klipper remplace purement et simplement Marlin dans l'eprom de la carte. Klipper est coupé en 2 parties : - une partie minimaliste flashée dans la carte qui écrase Marlin, - une autre qui reste sur le raspberry qui réalise tous les calcules (interprétation du gcode) et envoie sous forme compressés le flux des mouvements à effectués avec un timing très fin à l'autre partie, sur la carte, seulement charger de piloter les moteurs. Cette division du travaille permet de booster radicalement la vitesse d'impression (à un niveau inutilement élevé car les contraintes mécaniques restent !) (Au passage il y a dans klipper une compensation pour les axes vrillés !) Je suis reparti de zero avec une raspbian récente (bookworm) parce que klipper c'est trouvé cassé par une mise à jour un peu osée de ma part du system très périmé utilisé par ma vielle instance de octopi. Avec le logiciel Kiauh c'est assez facile d'installer et de faire les mises à jour de klipper, moonraker(obligatoire entre klipper et Mainsail), Mainsail et même octoprint à partir d'une raspbian de base. Mais en fait tu peux continuer d'utilisé ton octopi, y installer kiauh pour ensuite installer "facilement" klipper. Il faut juste ne pas mettre à jour l'OS sous jacent de octopi à savoir une vieille raspbian car il y a un bug dans l'une des mise à jour du system de gestion des périphériques qui fait disparaitre à la vue du raspberry l'imprimante qui y est connecté en usb.
-
J'utilise également un raspberrypi 3b+, et oui klipper y tourne très bien à côté d'octoprint, c'est ce que je faisais il y a encore un mois. En fait je viens juste d'abandonner Octopi au profit de Mainsail qui est beaucoup plus réactif. J'avais initialement installer klipper à la main sur le raspberrypi, mais là je suis reparti de zéro avec une raspbian tout neuve et kiauh pour (re)installer klipper, octoprint et installer Mainsail que j'utilise maintenant exclusivement. Kiauh permet de faire une configuration bas niveau de klipper (en fonction de la carte de l'imprimante) et de flasher le firmware (chez moi le flash ne marche pas depuis le raspberryPi, alors j'ai flasher ma skr 1.4 turbo via une carte sd avec le .hex mis à la racine de la carte) Mais pour utiliser le BL-Touch tu vas devoir au préalable imprimer une nouvelle tête pour le fixer au plus près de la buse (sans qu'il fonde !)
-
Bonjour, le site de dagoma qui permet de customiser le firmware ne propose pas l'option BL-touch, et je suppose que c'est ce qui t’amène ici. J'ai bien peur qu'il te faille télécharger le source, modifier la configuration et compiler toi même ta propre version du ficher binaire .hex Ça se fait, ce n'est pas très difficile mais je comprend que si on est pas de la partie c'est un peu stressant. La difficulté réside plus dans la mise en œuvre de l’outillage (informatique) que le paramétrage en lui même. Cependant le risque est minime dans la mesure ou tu peux revenir en arrière et réinstaller un firmware fonctionnel via https://dist.dagoma.fr/ Si cela ne te fait pas peur je veux bien t'aider, même si pour moi Marlin est très loin. J'ai abandonné le firmware officiel fourni par Dagoma pour un marlin générique bien plus récent (à l'époque) et plus riche fonctionnellement. j'y avais configuré un lit chauffant, un bl-touch, le meshbedleveling et le linear advance. Je suis passé finalement à Klipper un autre firmware, à mon goût bien plus simple à configurer (plus besoin de flasher la carte à chaque changement de configuration) mais cependant nécessitant un (mini)ordinateur connecté en permanence à l'imprimante, ce qui je l'admet ne convient pas forcement à tout le monde. Il y a, si je me rappelle, plein de personnes a avoir ajouter un bl-touch à leur DiscoEasy 200 (et pas DiscoEsay 200 ) sur le forum.
-
Hello @Pat_19, bienvenue sur le forum.
-
pour une barrière enfant bloquant l’accès à disons un escalier.
-
Un embout, à l'extrémité d'un profilé, dont la partie cylindrique sert de gond pour une faire pivoter un truc...
-
Y aurait-il un tuyau souple emmanché sur le cylindre ? Un truc d'aquariophile ?
-
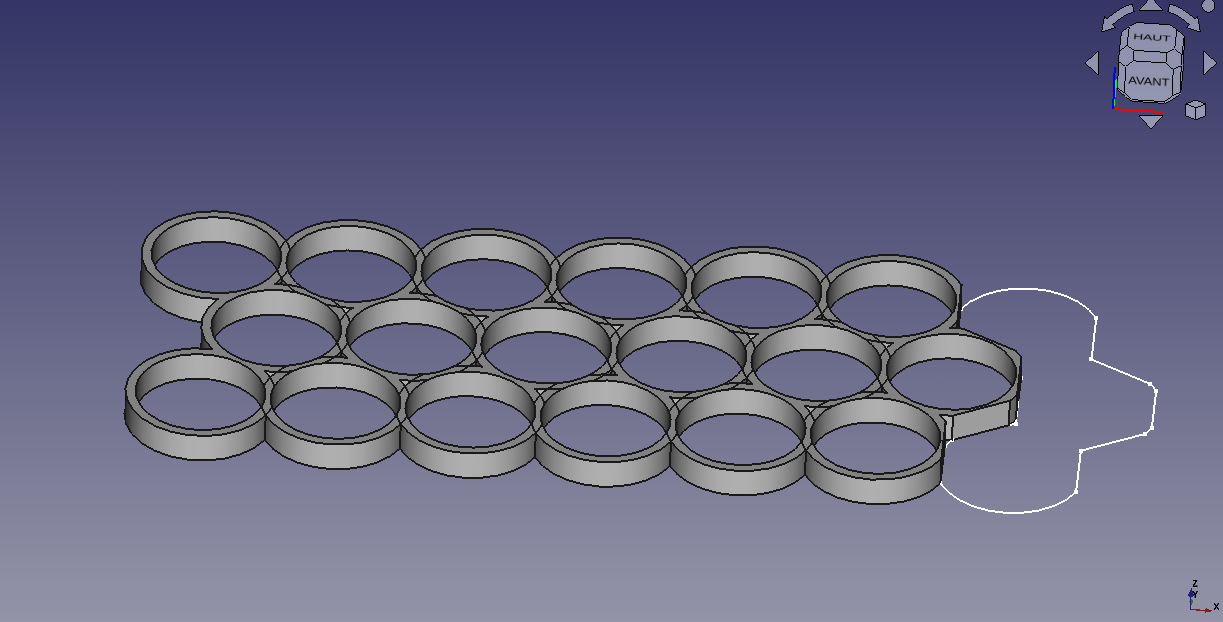
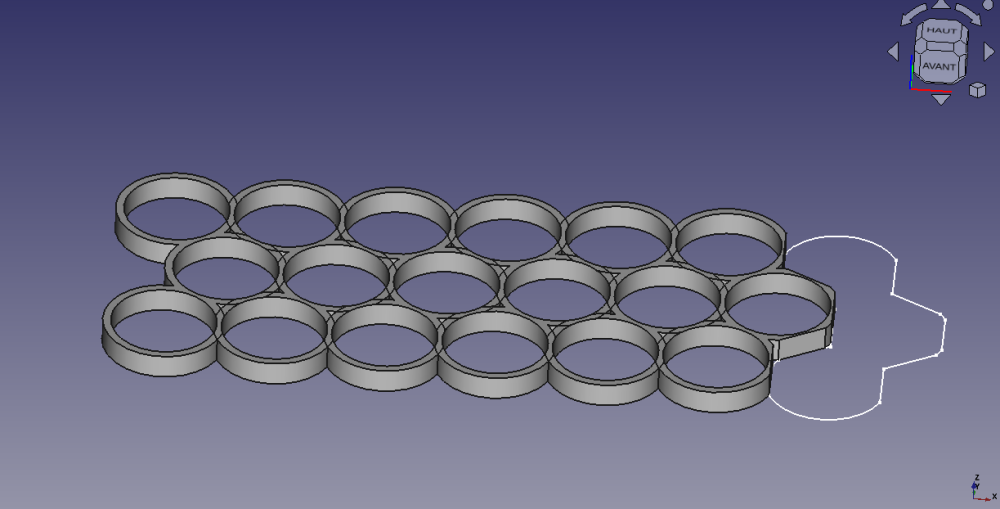
Ben zut alors le Schmilblick n'aura pas fait long feu. Pour des cellules li-ion 21700 en non 18650 [EDIT] J'ai imprimé plusieurs pièces, dans un esprit modulaires, pour faire un assemblage plus long que mon plateau de 21cm. L'objectif étant de réaliser un pack P3S24 de 100V pour une capacité ~1350WH. Ces "gabarits" vont rester en place pour assurer la cohésion du pack après soudage par point d'une feuille de cuivre prise en sandwich entre les batteries et des bandes de nickels (réduites à leur minimum).

-
@Motard Geek Non pas pour porter quelque chose.
-
Bonjour @hyoti, non pas du tout.
-
Bonsoir la compagnie. Un petit Schmiblick tous juste décollé du plateau de ma bonne vielle DiscoveryVeryCustom200. Une vue de la modélisation avec FreeCad Et pour montrer la vénérable imprimante, la pièce sur le plateau. L'utilisation de la pièce nécessite que l'impression respecte fidèlement les cotes, aussi j'ai utilisé un filament en ASA qui ne bouge pas du tous. Alors qu'est ce donc ?


-
c'est une boite destinée à contenir un décort en trompe l'oeil ?
-
yes ! C'est un garde-boue avant d'une gyroroue pas franchement utile sauf si on va en marche arrière ! En fait sur ce genre d'engin c'est la forme du garde-boue est la couleur des feux qui distingue l'avant de l'arrière ! à la miene non plus ! je rends à EUCBOY ce qui appartient à EUCBOY https://www.thingiverse.com/thing:2378427 je suis parti de son travail c'est a toi @Alpes86