trotro
-
Compteur de contenus
886 -
Inscrit(e) le
-
Jours remportés
10
Récompenses de trotro
")
Experienced (11/14)
-
 Rare
Rare
-
 Rare
Rare
-

-

-

Badges récents
392
Réputation sur la communauté
2
Sujets solutionnés !
-

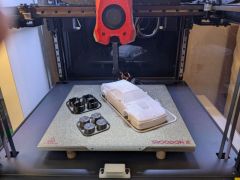
- autre - Surveiller son imprimante sans acheter une camera de surveillance
trotro en réponse au topic de pascal_lb dans Électronique
J'ai aussi essayé avec une pi camera et ça ne fonctionne pas... Perso j'utilise l'image 20200606 motioneye de ce site, elle fonctionne très bien avec un Pi3B ou un PiZero 2 et une pi camera Pas de prise de tête avec l'installation "write the image file to your SD card" -
je pense que c'est possible : Filament --> Avancé --> G-code de démarrage du filament --> SET_GCODE_OFFSET Z=0.1 ou 0.05 ou... Filament --> Avancé --> G-code de fin du filament --> SET_GCODE_OFFSET Z=0 pour revenir à l'état initial
-
Test de tolérance - Orcaslicer
trotro en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
oui, mais non pour le motif hexagonal, j'utiliserais un pied à coulisse. si pas de pied à coulisse, je pense qu'il faut faire la calibration en deux temps, corriger "X-Y hole compensation" , imprimer et voir ou entre le motif hexagonal -
Imprimante 3D Troodon 2.0 Pro Mini Klipper Firmware
-
-
Test de tolérance - Orcaslicer
trotro en réponse au topic de Gnifrus dans Entraide : Questions/Réponses sur l'impression 3D
oui pose ton curseur de souris sur "X-Y hole compensation" et "X-Y contour compensation" et tu as l'explication -
Original mais oui c'est possible Périmètres : 0 - couches dessus dessous : 0 et "Modifiers" pour là où tu veux des faces
-
création fichier 3D
trotro en réponse au topic de tit20 dans Entraide : Questions/Réponses sur l'impression 3D
Pour le fun, dessiné avec Fusion360 Anneau.stl Anneau.step
-
mes fentes ne s impriment pas
trotro en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
oui ensuite tu utilises une autre forme, soit un modèle de support, (j'ai utilisé un cylindre de "Custom SupportS Reborn" ou un modèle que tu importes, (un cylindre un carré ou...) qui servira de "modifier". Tu le positionnes au bon endroit et tu lui appliques les paramètres (Maille de coupe, Nombre de parois : 10, Ordre des parois de l'intre vers l'extre) ou autres que tu veux. Un exemple ici pour une modification de remplissage. -
mes fentes ne s impriment pas
trotro en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
t'as mal compris il faut que tu déplaces le "modifier" en Z, X, Y, à la bonne forme et à la bonne échelle, à l'endroit où tu veux que la zone soit modifiée un exemple : modele-Body.3mf -
mes fentes ne s impriment pas
trotro en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
Il faut utiliser les "Modificateurs de zone" Polyfab3D explique la démarche dans ce Tuto -
mes fentes ne s impriment pas
trotro en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
ça c'est pas bien compliqué , il suffit d'augmenter le nombre de parois, 10 par exemple avec des largeurs de ligne de 0.4 ou 0.45. pourquoi la couche 51 ? avec une hauteur de couche de 0.2 j'arrive au surplomb à la couche 21 -
mes fentes ne s impriment pas
trotro en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
Salut Active Print Thin Walls comme sur l'image jointe.
-
Les sécheurs de Filaments
trotro en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Salut, Input: AC 100-240V Output: DC 24V, 68W -
Temps estimé et temps réel
trotro en réponse au topic de albfab55 dans Discussions sur les imprimantes 3D
Bonjour, voir aussi les paramètres : Max volumetric speed (voir Filament) et Min print speed (voir Cooling) -
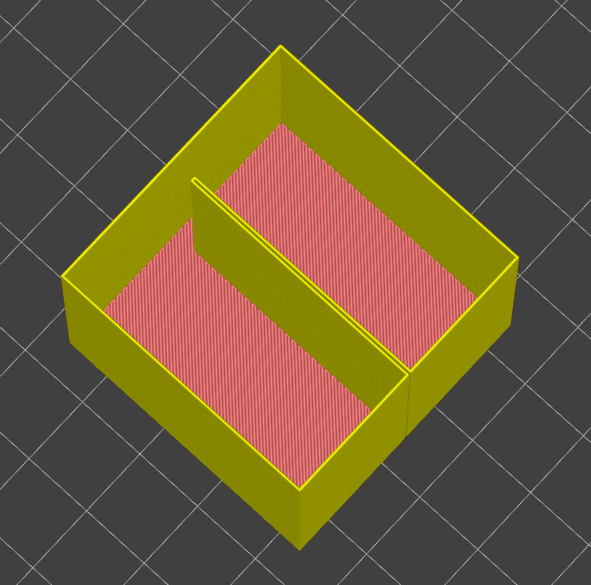
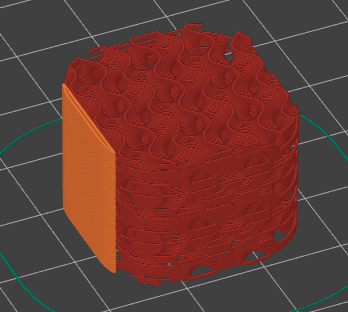
3DBlackbox a utilisé Fusion360 pour dessiner ces modèles. Les STL peuvent-être convertis en STEP pour être modifiés et peut-être acceptés par PrusaSlicer et Cie... Pour Cura, l'auteur précise que "les extrémités de la gouverne de profondeur et du stabilisateur ont probablement besoin de modificateurs dans cura pour s'imprimer correctement et fermer le haut de la pièce". Concernant l'épaisseur des parois de 0,04mm, il faut corriger, il s'agit de l'épaisseur entre deux parois internes, le mode vase étant préconisé. Un exemple : un cube plein, une fente de 0.1mm d'épaisseur, tranché avec PrusaSlicer, en mode vase. Si la fente fait 0.04mm, la paroi n’apparaît pas.