trotro
-
Compteur de contenus
805 -
Inscrit(e) le
-
Jours remportés
9
Récompenses de trotro
")
Experienced (11/14)
-
 Rare
Rare
-
 Rare
Rare
-

-

-

Badges récents
322
Réputation sur la communauté
1
Sujets solutionnés !
-
-
-
cool, t'as déjà la photo pour le "Quoi qu'est-ce ?" pour demain... promis je dirai rien
-
Imprimante 3D I3RS32 MakerFr
-
-

différence indications Temp ABS
trotro en réponse au topic de Ascrounch dans Consommables (filaments, résines...)
Hello, ici --> perso je mets 94% pour l'ABS et 100% pour le PLA , pour la ventilation 20 à 30% max pour l'ABS -
- autre - Inversion phase neutre sur les câbles d'alimentation
trotro en réponse au topic de electroremy dans Électronique
Idem pour les Rallonges multiprises triplette, quadruplette, quintuplette, sextuplette... avec blocs de prises puits inclinés à 45° sauf 1 à 90°. Dans le puits à 90° la phase et le neutre sont inversés. En fait, la prise avec le puits à 90° est réservée pour brancher un transformateur (notice fabricant) Sauf si on branche un Kit solaire autoconsommation plug and play sur une prise avec phase-neutre inversée... ça fonctionne mais le DTU renvoie souvent des défauts, genre overvoltage. Un testeur de prise --> -
modification stl
trotro en réponse au topic de vulbas dans Entraide : Questions/Réponses sur l'impression 3D
Hello, U_Lock_support_ninebot_Mod.stl -
ça peut coûter très cher --> mais à ce prix, elle est "Assembled, tested and ready-to-use"
-
Fusion 360 gestion des traits droits
trotro en réponse au topic de Viking27 dans Discussion sur les logiciels 3D
Salut, La réponse est dans ce tuto "Les bases pour les vrais débutants sur FUSION 360" ici -
Nouveau dans l’univers des imprimantes 3D :-D
trotro en réponse au topic de Kadd dans Bien choisir son imprimante 3D
Le problème ce n'est pas le temps de chauffe du Bed, mais celui de l'enceinte Sur les Vorons 2.4 (350x350) le Bed est généralement en 220V 750W, il met 3, 4 mn à chauffer, mais l'enceinte c'est une toute autre histoire , entre 30mn et 1 heure pour imprimer de l'ABS. -
Salut, As-tu testé ton montage avec un ventilateur ?
-
Merci pour ce retour, vu le prix la concurrence à du soucis à se faire finalement elle imprime beaucoup plus vite sans filament ( 0H8m --> 0H33m )
-
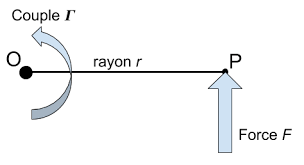
Clé dynamométrique pour buse : est-ce utile ?
trotro en réponse au topic de webvince dans Discussion sur les imprimantes 3D
c'est exact, sur la photo, le handle est en PETG, le rotor en ABS (plus souple que le PLA). le fichier Fusion360 du rotor est fourni, à adapter en fonction du besoin pour le couple, un étau, une règle et un poids c'est la solution préconisée par E3D à défaut d'une clé dynamo.