FAXE
-
Compteur de contenus
124 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par FAXE
-
Salut, Non je n'ai rien pour nettoyer le filament avant l'extrudeur, mais ce n'est pas un problème de buse qui se bouche. Je crois avoir réglé mon problème depuis. La "compensation du chevauchement des parois" est activé et le "débit minimal de la paroi" était à 0%. J'ai relevé cette valeur à 70%et depuis plus de problème !!
-
Pour récupérer le profil tu vas dans Paramètre-> Gestion des profils --> "Ton profil" --> Exporter Pour l'instant ce qui semble marcher c'est de baisser la vitesse d'impression à 25mm/s et d'augmenter le flow à 110% Donc mon problème serait un soucis de rapport débit/vitesse tête d'impression ? J'ai essayé de repassé sur un profil d'impression par défaut "Fast" avec un profil d'imprimante DiscoEasy200 et le problème persiste. Par conséquent on peut penser que c'est un paramétrage natif du profil de ce modèle d'imprimante qui pose soucis dans Cura. Edit: J'ai imprimé ton Gcode. C'est beaucoup mieux pour les parois mais la pince est très fragile car il y a beaucoup de trous à l'intérieur.


-
J'ai à peu près les mêmes modifications. J'ai juste ça en plus https://www.thingiverse.com/thing:2714949 J'ai réussi à faire correctement la pièce en utilisant un profil d'Anet A8 dans Cura mais du coup je suis toujours incapable d'expliquer l'origine du problème. J'imprime ton Gcode demain pour voir
-
Je viens d'imprimer ton Gcode et j'ai le même problème ... Bon mon imprimante est lourdement modifiée alors sans doute le problème vient de là
-
Ok je vais essayer ça! Envoies moi ton Gcode
-
Salut , J'ai essayé d'ouvrir ton gcode dans Cura et j'ai déjà un problème XD La pièce n'est pas complètement à plat mais inclinée de quelques degrés. Le mode vase c'est l'option "Spiraliser les contours extérieurs" ? Si c'est ça l'option est décochée chez moi. Je suis en train de refaire la pièce en augmentant les accélérations pour voir Edit: J'ai remis à plat le Gcode de début et fait un test mais ça n'a rien changé malheureusement. Voilà mon dernier Gcode généré DD_bas_ecran_pour_ultimod.gcode
-
Voilà DD_bas_ecran_pour_ultimod.gcode
-
J'ai essayé d'augmenter les steps de l'extrudeur jusqu'à 148 mais j'ai pas l'impression que ça règle complètement le problème. J'ai juste mis la pièce à plat et inversé sa symétrie de gauche à droite. Je génère le Gcode et je te l'envoie
-
Salut, Oui j'ai l'écran. Après avoir remplacé l'extrudeur de base par un mk8 je l'ai calibré. Je suis donc passé de 98 step/mm à 144,5 environ. Tu penses que ça viens de là ? Ne devrais je pas avoir des problèmes sur toute la pièce dans ce cas ?
-
Salut ! Je suis sur Cura 2.5 En tous les cas d'avance merci ! bas_écran_pour_ultimod.STL
-
Après plusieurs tests il semblerait que ça n'ait aucun rapport avec la rétraction car avec ou sans j'ai le même problème... J'ai essayé d'augmenter l'accélération et la vitesse de l'extrudeur mais c'est toujours pareil

-
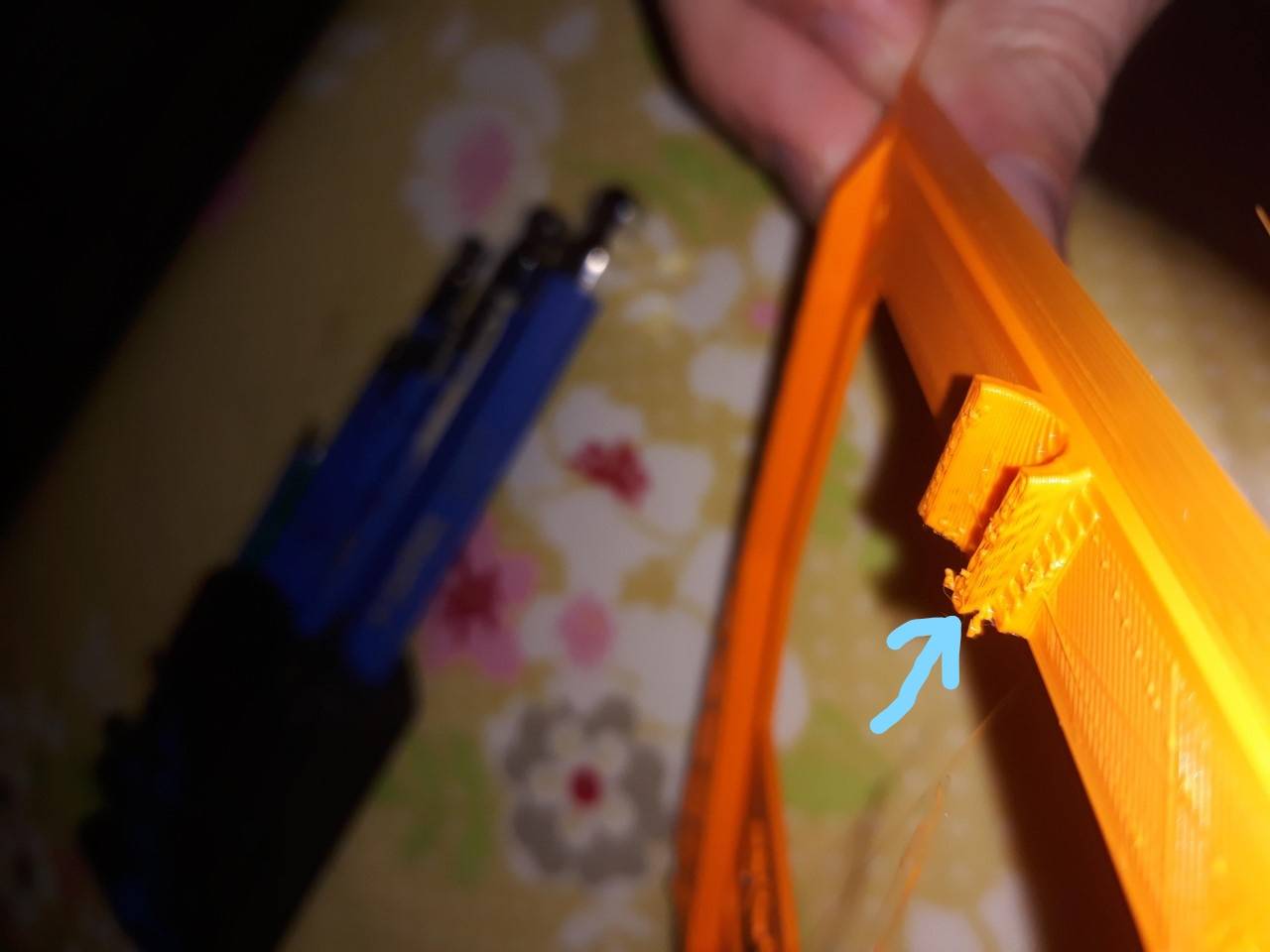
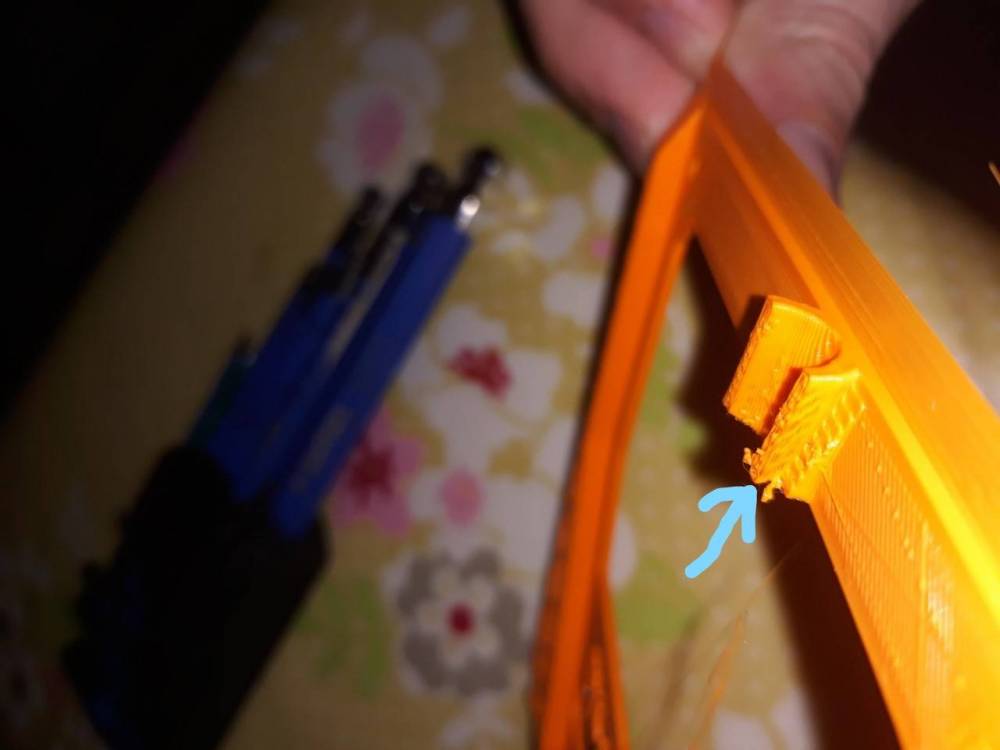
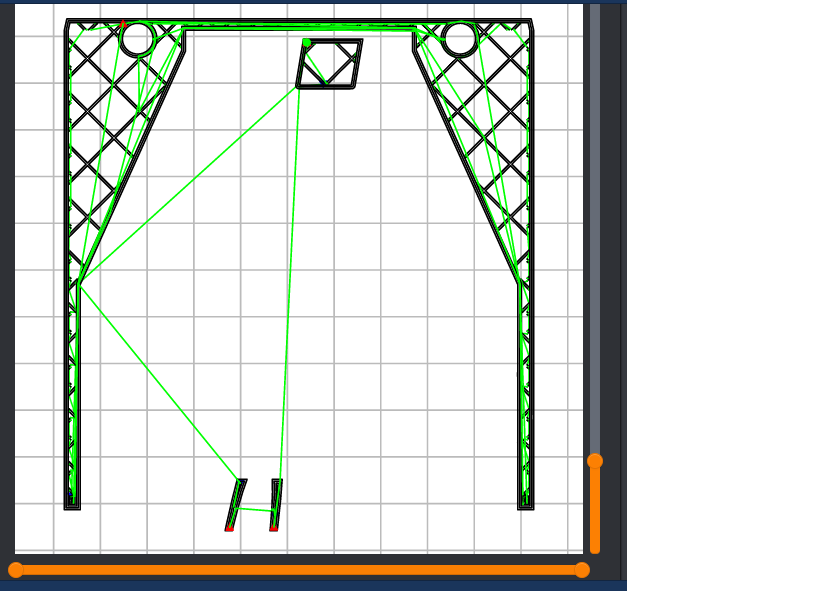
Salut à tous, Je suis sur un problème que j'essaye de régler depuis 2 semaines. Sur ma pièce j'ai des sous-extrusions sur certaines partie mais aucun problème de bouchage ou d'extrudeur qui claque. Ces sous extrusion arrivent après une rétraction. J'utilise du PLA chromatik orange à 200° et en rétraction je suis à 2mm à 70mm/s. J'ai essayé de descendre la distance à 0,5mm mais rien n'y fait. Je joint au poste une photo du problème et mon profil Cura. Si vous avez des idées n'hésitez pas disco.curaprofile Un autre exemple. La sous extrusion se produit quand l'imprimante rétracte pour passer de la partie principale à la petite "pince". Par contre lorqu'elle rétracte pour imprimer le deuxième "doigt" de la pince juste à côté il n'y a aucun problème. D'avance merci !!

-
Je viens de monter la tête de @Skaarian sur ma discoeasy et de réactiver le G29 dans mon startgcode. Verdict : --> Ça marche wahoooooo !!!!!! Maintenant va savoir pourquoi ?
-
Il faut que je regarde mais mon offset est à -1.97
-
C'est ce que je pense également. J'ai fait le test un peu plus haut, lorsque je met un G29 dans le Gcode ça m***de alors que si je le supprime c'est bon. @Djdirtboy a fait l'expérience également
-
Je suis complètement d'accord avec toi. Cette technique n'est pour moi qu'un pansement en attendant de trouver une solution C'est clair nous ne devons pas baisser les bras. Si la tête de @Skaarian règle le soucis ou améliore les choses ça sera déjà une bonne piste !
-
Petite question aux pros ^^ Lorsqu'on fait un bed levelling par l'écran, est ce que les valeurs s'enregistrent quelque part ?
-
Pour imprimer ce que vous pouvez faire c'est de virer le G29 du StartGcode dans votre Slicer. Ensuite vous réglez manuellement l'axe Z pour compenser la dérive dû au bedleveling. Dans mon cas j'ai remonter l'axe Z côté droit d'environ 8 ou 12 pas moteur et descendu celui de gauche d'environ 2 à 4 pas. Cela me permet de pouvoir imprimer sur toute la surface du plateau pour le moment. Le BLtouch ne sert plus qu'à faire le home Z. Je vais également imprimer cette nouvelle tête pour voir si le problème persiste. D'ailleurs merci à Skaarian ^^
-
Tu as activé le g29 dans ton Gcode ?
-
Et du coup cette nouvelle tête t'a réglé ton problème de bed leveling?
-
Tu peux tester, Au point où on en est
-
Le problème, il me semble c'est que des deux moteur de Z sont tous les deux branchés en parallèle sur la même sortie. Tu ne peux pas les commander indépendamment l'un de l'autre
-
Tu as fais un G29 via l'ecran avant ?
-
C'est normal tu dois aussi modifier le Back_probe_bed_position // Set the boundaries for probing (where the probe can reach). #define LEFT_PROBE_BED_POSITION 20 #define RIGHT_PROBE_BED_POSITION 180 #define FRONT_PROBE_BED_POSITION 21 #define BACK_PROBE_BED_POSITION 160 Tu dois soustraire à cette valeur la même que tu as soustrait à ton Y Donc si tu es passé de -41 à -49.6 tu dois faire passer ton Back_probe_bed_position de 160 à 151.4
-
J'ai remarqué, je suis passé à -46 perso. Regarde quelque pages avant, la manip est expliquée