patrice86
-
Compteur de contenus
140 -
Inscrit(e) le
-
Dernière visite





Récompenses de patrice86
")





Favoris
-
Axe Z non motorisé
Double Z pour Tornado SANS moteurBen en fait je pense que c'est consécutif à une sécurité qu'on a je pense tous fait sauter quand on a installé le Bl Touch. La p'tite ligne qui dit qu'on peut aller dans le négatif. Du coup, j'ai tourné un peu vite pour descendre et ça à sérieusement muler contre le bed, le temps que je saute sur le switch, le mal était fait, le coupleur en rideau. J'ai vu mais bon j'ai pas rechéfli... et lors d'une première impression, j'ai compris que ça n'allait pas. J'ai tout refait sagement. Niet.
Donc c'est lui le souci. Je te dis, dès que je le reçois, je le monte et me lance dans l'impression des mêmes, en ABS. Déjà, ça se déformera pas ou moins mais si c'est déformé, allez zou, un autre.
5g d'ABS et je suppose 20-25mn de print. il arrive mercredi si tout va bien.
Et ouais, notre Zarco national est passé pas loin de la correctionnelle mais il est bien en place, en meilleur état que son coéquipier Syahrin.

-
Créer une tour pour définir la température d'extrusion idéale
[R/A/C] Créer une tour pour définir la température d'extrusion idéaleModération
Postez ici vos commentaires sur le TUTO Créer une tour pour déterminer la température d'extrusion idéale
/Modération
Très bon tuto, j'avais le flemme de faire une tour justement par ce que je voulais pas trop me pencher dans le gcode de celle-ci, mais là ça motive.
Je vais en faire une cette semaine pour la peine.
-
Créer une tour pour définir la température d'extrusion idéale
[TUTO] Créer une tour pour définir la température d'extrusion idéaleLa température d'extrusion influe pas mal sur la qualité d'impression.
Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu.
Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa=
Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci:
http://www.thingiverse.com/thing:729703
Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++.
Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres.
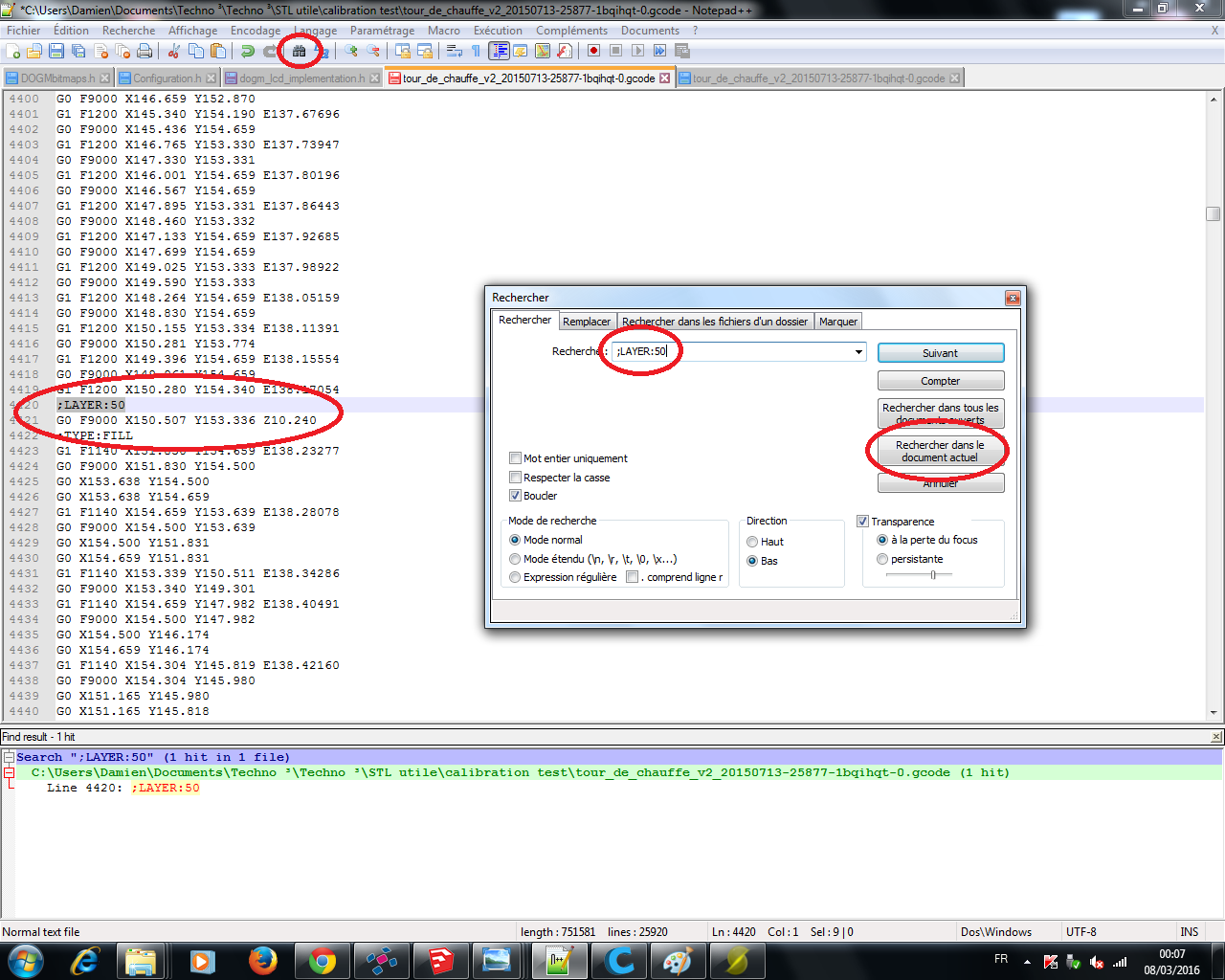
Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z).
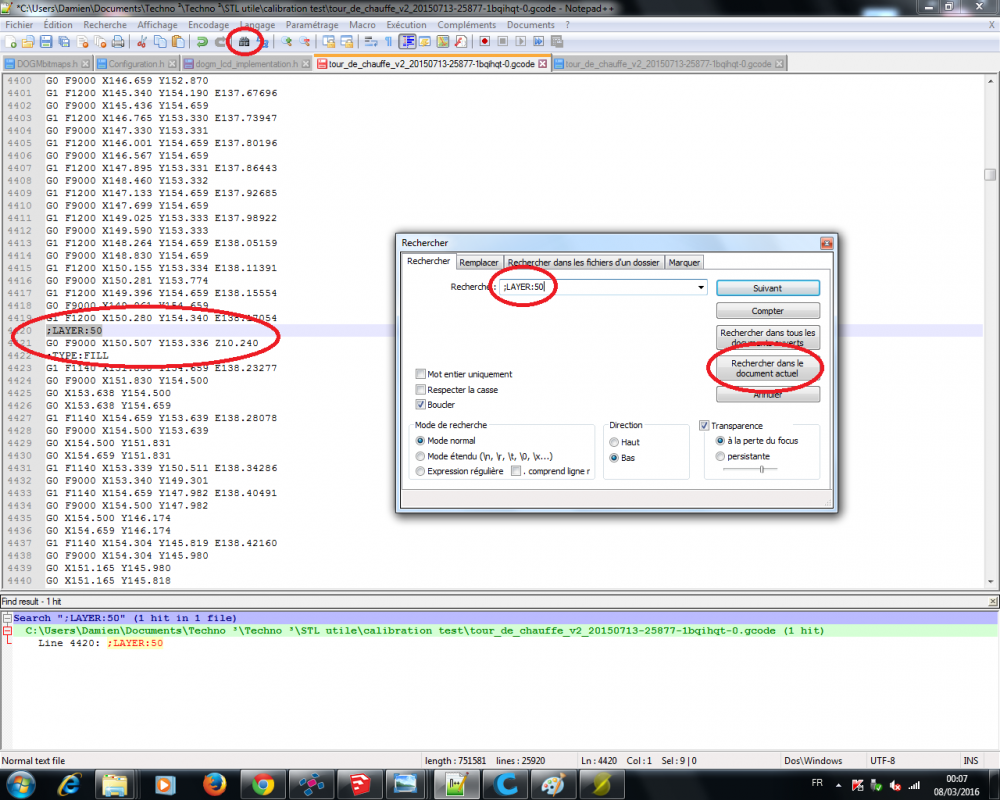
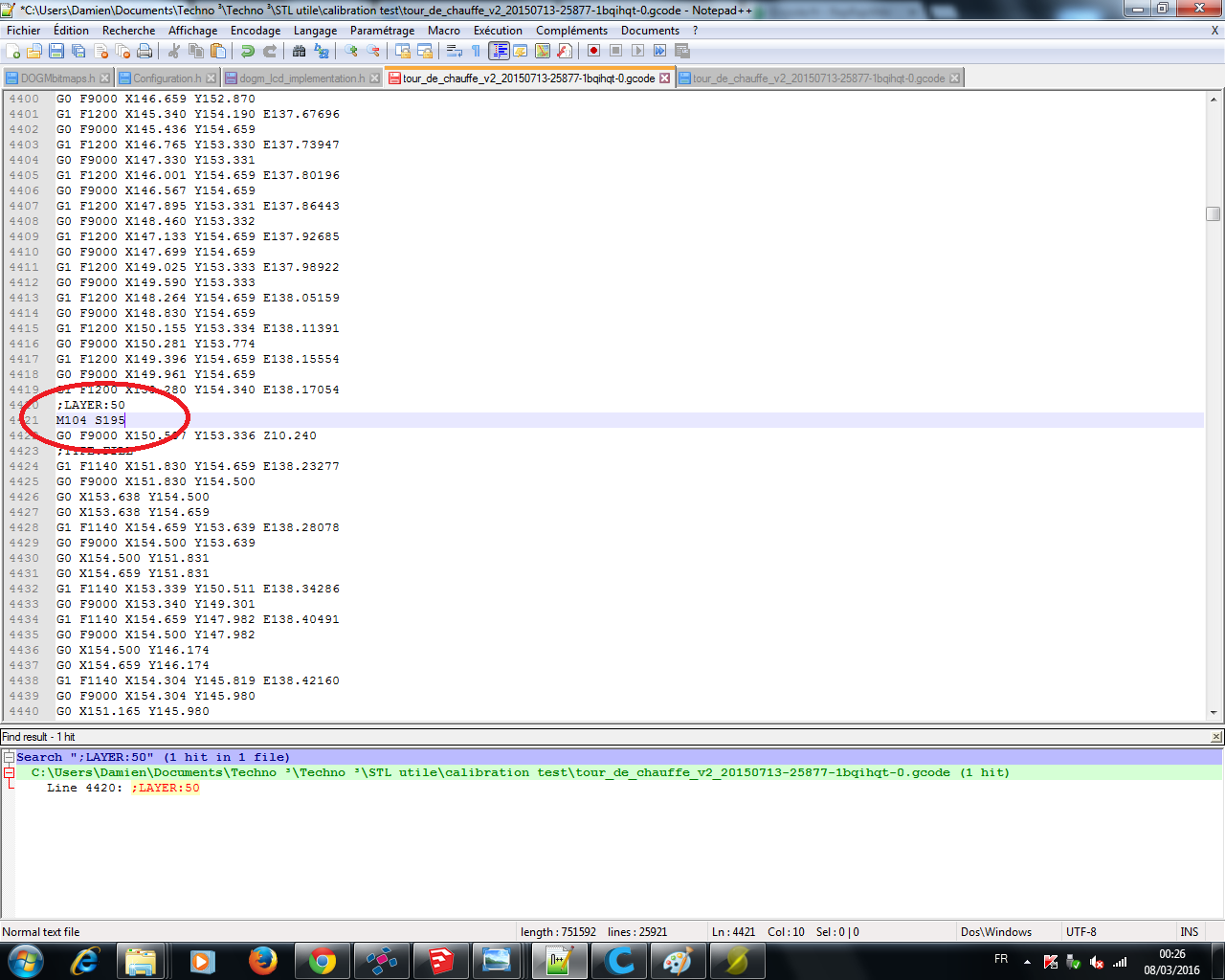
Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes):
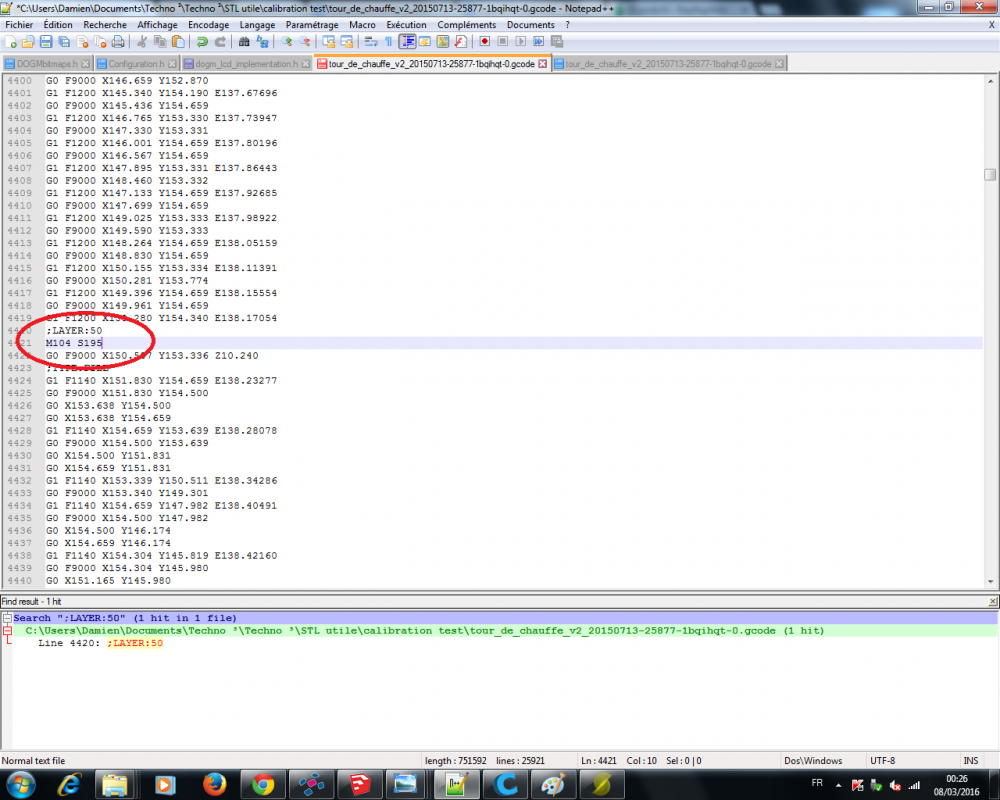
Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois.
Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament.
Si vous avez des questions au sujet de ce tuto, suivez ce lien
Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
-
Nettoyage de buse avant impression
[TUTO] Nettoyage automatique de la buse avant impressionJ'ai vu que sur un autre sujet ça parlait des techniques pour enlever l'excés de filament qui coule de la buse avant l'impression, donc peut être que cette méthode va intéresser du monde.
Le sopalin ne risque pas de prendre feu, la buse ne reste pas assez longtemps dessus. Il faut le rentrer "en force" pour qu'il ne se décroche pas lors du passage de la buse (parfois j'utilise une chute de support pour caler...).
La petite pièce qui sert de support au sopalin est simple a modéliser, il n'y a pas de design ou dimension précise a respecter, la mienne ne s'adaptera pas forcement a toute les machines je la poste quand même si vous voulez la modifier pour l'adapter a la votre. Si ça intéresse je verrais pour faire une pièce adaptable a différent plateau.
Télécharger Nettoyage buse.skp :
RévélationDans le marlin, fichier Configuration.h:
Modifier le rectangle dans lequel le palpage s'effectue de façon a ce que la buse se retrouve le plus proche possible du bord (gauche ou droit?!) ou le palpage se termine (pour moi coté droit, valeur en rouge). Il faudra placer le support du sopalin du coté ou le palpage se termine et dans l'axe du passage de la buse.
/!\ Ces valeurs représentent la position du capteur /!\
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 50
#define RIGHT_PROBE_BED_POSITION 250
#define BACK_PROBE_BED_POSITION 250
#define FRONT_PROBE_BED_POSITION 50Modifier la hauteur lors des déplacements entre les points de palpage (ligne en rouge), Ma pièce mesure 15/16mm avec le sopalin, j'ai mis la hauteur a 13mm...
#define Z_RAISE_BEFORE_PROBING 15 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 13 //How much the extruder will be raised when traveling from between next probing pointsDans le Start G-code (exemple avec le mien) :
G28 ; home all axes
G29; auto bed leveling
G91 position d'origine pour les prochains codes
G1 Y-100 F4000 le plateau recule de 100mm
G1 Z11 F4000 la buse remonte de 11mm pour se positionner au niveau du sopalin
G1 Y-70 F5000 le nettoyage commence, le plateau recule de 70mm
G1 Y40 F5000 le plateau avance de 40mm etc...
G1 Y-40 F5000
G1 Y40 F5000
G1 Y-40 F5000
G1 Y40 F5000
G1 Y-40 F5000
G1 Y70 F5000 a la fin du nettoyage le plateau avance de 70 mm afin de dégager la buse du support...
G90 on récupère la position d'origine machine et l'impression commence
Il faut adapter les distances de déplacement en fonction de la taille du plateau, là les valeurs sont données pour un plateau de 300x300 avec le support de nettoyage au milieu de la bordure.