Hagar
-
Compteur de contenus
52 -
Inscrit(e) le
-
Dernière visite
Récompenses de Hagar
")





-
OK, merci pour le lien. Pas bien compliqué à faire. Reste la minuterie qui n'est pas traitée dans cette vidéo et qui semble quand même indispensable. Bon ! Mon imprimante 3D résine est arrivée ce matin. Les quelques bricoles à prévoir (bac ultra-sons, accessoires de protection, résine, "resin cleaner", etc) et le coin "labo" sont prêts. Il ne manque plus que ce caisson à bronzer une Barbie. Vu le temps que mettra un ruban UV pour venir de Chine en char à boeufs, celui qu'il faudra pour faire un bricolage propre et fonctionnel et le prix de revient en fournitures diverses pour ce mini-projet, je crois qu'il vaut mieux que je m'offre un "Mercury" qui arrivera vendredi et fera, j'espère, un boulot correct. Merci pour vos informations et bonnes impressions.
-
Pas d'autres suggestions ? Personne ne s'est fabriqué sa propre boîte à UV ?
-
Bonjour Vector, Et merci de cette information. Je ne connaissais pas ces machines. On dirait bien qu'elles sont assez récentes. La jaune (mercury plus) ressemble beaucoup à une copie de la Wash&Cure du concurrent. Apparemment, elle n'est pas (encore ?) disponible à l'achat. Mais avec sa tour de LED sans aucun réflecteur, elle est sûrement moins efficace que sa petite soeur noire (mercury) dans le travail de durcissement. Vu son prix (mercury "toute simple"), je crois que c'est le meilleur choix. J'économise des heures de bricolage. En plus, son plateau tournant semble pouvoir être utilisé à part, par exemple pour faire une séquence vidéo sur un objet à 360°. Je ne l'ai trouvée que sur le site de vente du milliardaire chauve. Une exclusivité ?
-
Bonjour à tous, Une question aux "martiens" et autres "photoneurs" qui impriment en résine : Comment assurez-vous le bon durcissement des impressions ? On m'a recommandé la machine Anycubic "Wash & Cure". Elle nettoie la résine, puis la durcit aux UV. Mais c'est 155€ minimum pour juste un bac avec une roue à palettes qui fait des remous dans le produit et une demi-douzaine de LED UV. J'imagine que beaucoup d'entre nous se sont bricolé leur système perso 5 à 6 fois moins cher. J'aimerais bien en savoir plus.. J'ai un vieux bac à ultra-sons. Déjà, il va reprendre du service et assurer le nettoyage. Pour la boîte à UV, soit j'achète un "sèche-ongles" avec un minuteur intégré et je bricole une table tournante, soit je prends un ruban de LED UV et je fabrique un caisson tapissé de papier alu. Mais la fonction minuteur, je ne sais pas trop faire (l'électronique et moi, ça fait trois). Si vous avez des (bonnes) idées...
-
Usinage intrieur
Hagar en réponse au topic de Olivier_77 dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Pareil que Bud : j'utilise CamBam tous les jours depuis quelques années (wow, déjà !). Avec ça, tu fais de l'usinage en 2D (à partir de fichiers dxf) ou en 3D (à partir de stl), mais CamBam est un poil moins performant en 3D. C'est facile, pas si cher pour le travail que ça fait et il y a une communauté, même un forum dédié (en anglais) pour aider à la moindre question. Et si tu n'es pas à l'aise en anglais, pas de souci : le traducteur officiel tient un forum d'usinage en bon français et il est à l'écoute des éventuels problèmes. Il a mis plein de tutos sur utube. -
Grosse galère. Il ne faut jamais abandonner. Ton imprimante est neuve, je pense qu'il est temps de contacter le fournisseur puisque tu l'as achetée sur un vrai site spécialisé. Ils te doivent au minima des conseils, et au besoin, un échange de la machine. C'est 3djake.com n'est-ce pas ? C'est l'occasion de voir s'ils sont sérieux. Déjà, ils ont un mail : france arobase 3djake.com Un truc : dans ta prise de contact, précise bien (mine de rien), que tu as lancé un sujet sur ce forum pour trouver une solution. Ils devraient comprendre que tout le monde sait que la machine vient de chez eux (ça, tu leur dis) et attend de voir comment ils vont traiter le problème. Ce qui est vrai au moins pour moi. S'ils réagissent comme il faut, je serai un client de plus. Et on reste à l'écoute sur ce sujet. Tiens-nous au courant. Courage !
-
impression ratée, tas de résine au lieu d objet
Hagar en réponse au topic de buldogr dans Les imprimantes 3D SLA
Bon, je suis un peu rassuré. Ben oui, c'est sûr : la Saturn me tente bien. Mais je suis arrivé à la fumée des cierges. Les pré-commandes étaient closes. Et pas moyen d'avoir des infos sur la suite. Ni le nouveau prix, ni la disponibilité. Je suppose qu'elle sera remise sur le marché vers novembre, pour profiter du prochain Noël. En attendant, il me reste la solution Mars. Mais ce n'est pas plus mal. Je suis un débutant, dans la résine, alors autant rater des petites impressions plutôt que des grandes (et chères au kilo). -
impression ratée, tas de résine au lieu d objet
Hagar en réponse au topic de buldogr dans Les imprimantes 3D SLA
Bonjour, J'ai lu ce sujet un peu en diagonale, mais je pense avoir capté l'essentiel. Tous ceux qui ont des problèmes de "tas de résine", c'est bien sur une Elegoo Mars ? J'ai la souris au dessus du bouton pour passer commande d'une Mars "Pro", là. Euh ! je clique ou pas ? -
Bonjour, Renzie95 : es-tu satisfait de ta MARS Pro ? Je suis sur le point de m'en offrir une. Ce sera ma première imprimante à résine. Si tu as des conseils, je suis preneur.
-
conseil pour l'achat d'une CNC
Hagar en réponse au topic de divers dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, J'ai un portique CNC que j'utilise tous les jours pour tailler dans de l'aluminium, du FRP, du laiton ou du bois. C'est une machine Allemande et vraiment, ils sont à la hauteur de leur réputation. En 5 ans de travail régulier, pas de souci. Le seul truc, c'est que c'est hors de ton budget avec ses 6000€ tout compris, prêt à démarrer. Mais franchement, n'hésite pas à casser la tirelire pour avoir de la qualité. Les chinoiseries vont te faire des blagounettes qui ne font pas rire. Mettre une machine "à poil" pour chasser le défaut d'isolement électrique, par exemple, j'ai vécu ça (sur une autre machine) et je ne le souhaite à personne. Je te mets le lien : https://www.sorotec.de/shop/BZT-PFK-0403-PX.html Il te faut la machine elle-même + le contrôleur 3 axes + la broche + son variateur + un vieil ordinateur avec un port parallèle (un vieux clou, quoi). L'USB marche aussi mais moins fiable car géré par Windows. Et les fraises, bien sûr. Ma broche et mon variateur, par contre, c'est chinois. Mais je n'ai pas eu de problème. Une broche triphasée refroidie à l'eau. Pas si cher et nettement plus fiable et silencieux (tout est relatif) qu'une broche à charbons qui hurle et t'explose les tympans. Il y a un forum très actif pour aider ceux qui se lancent dans l'aventure des copeaux. Comme il n'est pas en concurrence avec ce forum d'impression 3D, je pense que je peux te laisser le nom : metabricoleurs Je leur dois tout... -
Soit. C'est vrai que le prix de revient au kilogramme imprimé n'est pas le même. On dirait bien qu'une Mars ne se trouve pas aussi facilement qu'une barre de chocolat. Apparemment, seuls amazon et aliexpress en vendent. C'est ce qui s'appelle un monopole. Tant pis, je vais sans doute enrichir un peu plus le crâne d'oeuf qui envoie des fusées bleues dans l'espace. Pas de trace de la version "pro" sur son site de vente ? On trouve pourtant des tests de cette Mars Pro, mais elle n'est déjà plus dispo ? Décidément, entre la Saturn qui disparait 2 semaines après son lancement et la Mars pro qui semble faire pareil, chez Elegoo, c'est spécial, leur stratégie commerciale...
-
Il semble que la préparation d'un fichier pour une imprimante résine et celle pour une imprimante FDM n'aient rien à voir. Je sais m'en sortir pour ma FDM mais je ne saurais pas pour une résine. Les supports en forme d'arbre, par exemple, pour moi, c'est nouveau. Et puis il faudra bien que je découvre cette façon de faire. La résine, ça m'intrigue. J'ai l'intuition qu'une fois que je saurai faire, les impressions FDM classiques me paraîtront désuettes. Je vois que tu as une Mars. Tu en es content ?
-
Oups, pardon pour le modèle. J'ai consulté tellement de machines que je mélange leurs noms. Info intéressante. En effet, la résolution ne peut pas être la même sur un grand plateau si le nombre de pixels de l'écran est le même. La Saturn doit arriver à tenir la qualité d'impression parce que son écran "suit" l'évolution des dimensions imprimables. Je suis arrivé trop tard. Pas de chance sur ce coup-là. Une Mars n'est pas trop chère et pourra déjà faire de la mini-pignonerie. C'est peut-être le meilleur choix, en effet. Pour les personnages, par contre, à moins de se contenter de miniatures à admirer avec une bonne paire de lunettes, ce n'est pas l'imprimante idéale. Je ne suis pas pressé. Quand la Saturn, ou une concurrente avec une bonne résolution, sera enfin dispo, il sera temps d'investir. A mon avis, tous les fabricants vont mettre leurs grandes DLP sur le marché avant Noël.
-
Bonjour, Ca fait plaisir de (re)voir une berlinette Hommel. Et que de imprimeurs 3D s'intéressent à son cas. Je souhaite passer, moi aussi, de l'impression FDM à l'impression résine. J'ai toujours été rebuté par le volume imprimable minable des imprimantes DLP abordables, mais on dirait bien que les "grands" volumes se mettent enfin à portée de compte en banque. C'est le moment de prospecter. Donc, cette Phrozen a l'air de valoir le prix. Je note. J'ai vu (trop tard) la nouvelle Elegoo Saturn me passer sous le nez. Les pré-commandes sont bouclées, personne ne sait quand passera la 2ème charette, ni à quel prix. On va dire que c'est foutu pour moi et qu'il faut que j'achète une autre machine, disponible. Dommage : son écran 4K, je ne vois aucune concurrence proposer l'équivalent. Connaissez-vous d'autres imprimantes à résine "grand" format à tarif humain (mettons environ 2500€) ? J'ai repéré la Phrozen Shuffle XL (120x190x200) ; la Phrozen Transform, une géante de 164x291x400, mais sans doute trop chère ; la Kelant S400-S (120x192x200) et la Wanhao Replicator 8 (120x190x180) un peu limite en Z pour moi, mais à 1000€... Je compte l'utiliser pour imprimer des personnages et des petits mécanismes avec roues dentées fines, genre horlogerie. Et sans doute aussi des carrosseries d'autos. Les personnages, j'ai l'habitude d'en faire en 26cm sur ma machine FDM. Mais certains éléments restent impossibles à imprimer, d'autres sont tout justes faisables et dans tous les cas, la post-production (le ponçage, surtout), est un cauchemar. Alors que l'impression résine sort des modèles parfaits.
-
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
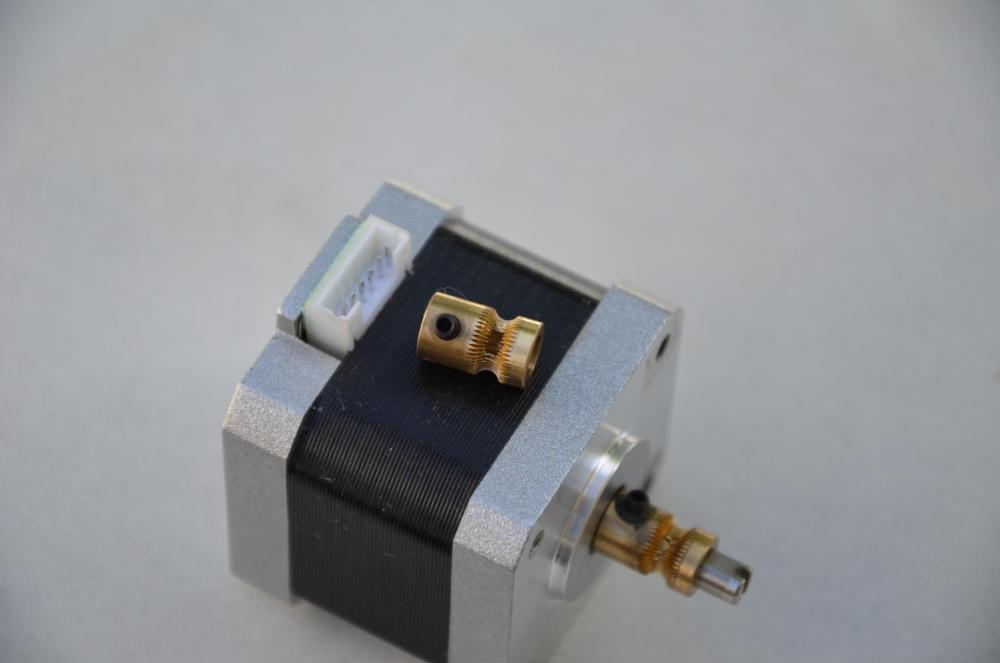
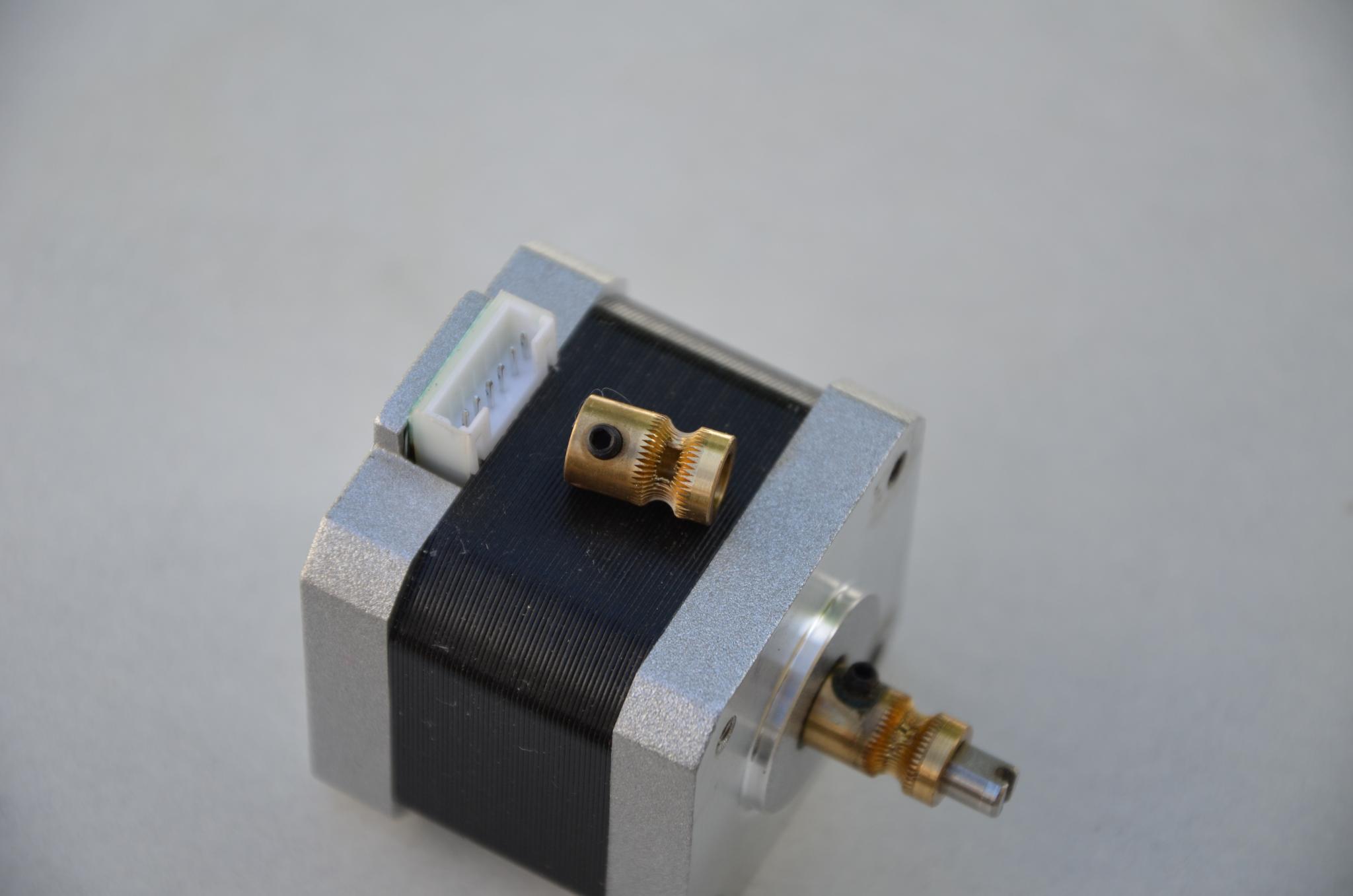
Bonjour, je remonte le sujet. Après quelques mois de fonctionnement régulier sur la seconde tête d'impression, le problème apparait à nouveau. Ce qui me fait les 2 têtes HS. Alors démontage. Et que vois-je ? Un trou (carrément) dans le fond de la gorge crantée du galet d'entraînement. Ce trou se trouve juste au dessus du méplat de l'arbre du moteur PàP. Là où il ne peut pas y avoir de réaction mécanique pour s'opposer à la force du galet de pression qui plaque le filament dans la gorge. Démontage de l'autre extrudeur : pareil. Tout s'explique enfin. J'ai trop serré le filament contre le galet pour être sûr qu'il ne patine pas et il ne fallait pas le faire. Je le signale pour tout le monde : ne serrez pas trop le filament sur l'entraîneur. C'est quand même dommage que les galets d'entraînement soient calibrés aussi près de l'arbre moteur. Avec 0,5mm d'épaisseur entre le fond de gorge et l'alésage, pour une pièce censée supporter l'effort radial du galet de pression, c'est mal pensé. Je vous mets la photo des galets crantés (quel massacre). J'attends de recevoir des galets neufs pour remettre tout ça prêt à imprimer.