Hagar
-
Compteur de contenus
52 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Hagar
-
OK, merci pour le lien. Pas bien compliqué à faire. Reste la minuterie qui n'est pas traitée dans cette vidéo et qui semble quand même indispensable. Bon ! Mon imprimante 3D résine est arrivée ce matin. Les quelques bricoles à prévoir (bac ultra-sons, accessoires de protection, résine, "resin cleaner", etc) et le coin "labo" sont prêts. Il ne manque plus que ce caisson à bronzer une Barbie. Vu le temps que mettra un ruban UV pour venir de Chine en char à boeufs, celui qu'il faudra pour faire un bricolage propre et fonctionnel et le prix de revient en fournitures diverses pour ce mini-projet, je crois qu'il vaut mieux que je m'offre un "Mercury" qui arrivera vendredi et fera, j'espère, un boulot correct. Merci pour vos informations et bonnes impressions.
-
Pas d'autres suggestions ? Personne ne s'est fabriqué sa propre boîte à UV ?
-
Bonjour Vector, Et merci de cette information. Je ne connaissais pas ces machines. On dirait bien qu'elles sont assez récentes. La jaune (mercury plus) ressemble beaucoup à une copie de la Wash&Cure du concurrent. Apparemment, elle n'est pas (encore ?) disponible à l'achat. Mais avec sa tour de LED sans aucun réflecteur, elle est sûrement moins efficace que sa petite soeur noire (mercury) dans le travail de durcissement. Vu son prix (mercury "toute simple"), je crois que c'est le meilleur choix. J'économise des heures de bricolage. En plus, son plateau tournant semble pouvoir être utilisé à part, par exemple pour faire une séquence vidéo sur un objet à 360°. Je ne l'ai trouvée que sur le site de vente du milliardaire chauve. Une exclusivité ?
-
Bonjour à tous, Une question aux "martiens" et autres "photoneurs" qui impriment en résine : Comment assurez-vous le bon durcissement des impressions ? On m'a recommandé la machine Anycubic "Wash & Cure". Elle nettoie la résine, puis la durcit aux UV. Mais c'est 155€ minimum pour juste un bac avec une roue à palettes qui fait des remous dans le produit et une demi-douzaine de LED UV. J'imagine que beaucoup d'entre nous se sont bricolé leur système perso 5 à 6 fois moins cher. J'aimerais bien en savoir plus.. J'ai un vieux bac à ultra-sons. Déjà, il va reprendre du service et assurer le nettoyage. Pour la boîte à UV, soit j'achète un "sèche-ongles" avec un minuteur intégré et je bricole une table tournante, soit je prends un ruban de LED UV et je fabrique un caisson tapissé de papier alu. Mais la fonction minuteur, je ne sais pas trop faire (l'électronique et moi, ça fait trois). Si vous avez des (bonnes) idées...
-
Usinage intrieur
Hagar en réponse au topic de Olivier_77 dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Pareil que Bud : j'utilise CamBam tous les jours depuis quelques années (wow, déjà !). Avec ça, tu fais de l'usinage en 2D (à partir de fichiers dxf) ou en 3D (à partir de stl), mais CamBam est un poil moins performant en 3D. C'est facile, pas si cher pour le travail que ça fait et il y a une communauté, même un forum dédié (en anglais) pour aider à la moindre question. Et si tu n'es pas à l'aise en anglais, pas de souci : le traducteur officiel tient un forum d'usinage en bon français et il est à l'écoute des éventuels problèmes. Il a mis plein de tutos sur utube. -
Grosse galère. Il ne faut jamais abandonner. Ton imprimante est neuve, je pense qu'il est temps de contacter le fournisseur puisque tu l'as achetée sur un vrai site spécialisé. Ils te doivent au minima des conseils, et au besoin, un échange de la machine. C'est 3djake.com n'est-ce pas ? C'est l'occasion de voir s'ils sont sérieux. Déjà, ils ont un mail : france arobase 3djake.com Un truc : dans ta prise de contact, précise bien (mine de rien), que tu as lancé un sujet sur ce forum pour trouver une solution. Ils devraient comprendre que tout le monde sait que la machine vient de chez eux (ça, tu leur dis) et attend de voir comment ils vont traiter le problème. Ce qui est vrai au moins pour moi. S'ils réagissent comme il faut, je serai un client de plus. Et on reste à l'écoute sur ce sujet. Tiens-nous au courant. Courage !
-
impression ratée, tas de résine au lieu d objet
Hagar en réponse au topic de buldogr dans Les imprimantes 3D SLA
Bon, je suis un peu rassuré. Ben oui, c'est sûr : la Saturn me tente bien. Mais je suis arrivé à la fumée des cierges. Les pré-commandes étaient closes. Et pas moyen d'avoir des infos sur la suite. Ni le nouveau prix, ni la disponibilité. Je suppose qu'elle sera remise sur le marché vers novembre, pour profiter du prochain Noël. En attendant, il me reste la solution Mars. Mais ce n'est pas plus mal. Je suis un débutant, dans la résine, alors autant rater des petites impressions plutôt que des grandes (et chères au kilo). -
impression ratée, tas de résine au lieu d objet
Hagar en réponse au topic de buldogr dans Les imprimantes 3D SLA
Bonjour, J'ai lu ce sujet un peu en diagonale, mais je pense avoir capté l'essentiel. Tous ceux qui ont des problèmes de "tas de résine", c'est bien sur une Elegoo Mars ? J'ai la souris au dessus du bouton pour passer commande d'une Mars "Pro", là. Euh ! je clique ou pas ? -
Bonjour, Renzie95 : es-tu satisfait de ta MARS Pro ? Je suis sur le point de m'en offrir une. Ce sera ma première imprimante à résine. Si tu as des conseils, je suis preneur.
-
conseil pour l'achat d'une CNC
Hagar en réponse au topic de divers dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, J'ai un portique CNC que j'utilise tous les jours pour tailler dans de l'aluminium, du FRP, du laiton ou du bois. C'est une machine Allemande et vraiment, ils sont à la hauteur de leur réputation. En 5 ans de travail régulier, pas de souci. Le seul truc, c'est que c'est hors de ton budget avec ses 6000€ tout compris, prêt à démarrer. Mais franchement, n'hésite pas à casser la tirelire pour avoir de la qualité. Les chinoiseries vont te faire des blagounettes qui ne font pas rire. Mettre une machine "à poil" pour chasser le défaut d'isolement électrique, par exemple, j'ai vécu ça (sur une autre machine) et je ne le souhaite à personne. Je te mets le lien : https://www.sorotec.de/shop/BZT-PFK-0403-PX.html Il te faut la machine elle-même + le contrôleur 3 axes + la broche + son variateur + un vieil ordinateur avec un port parallèle (un vieux clou, quoi). L'USB marche aussi mais moins fiable car géré par Windows. Et les fraises, bien sûr. Ma broche et mon variateur, par contre, c'est chinois. Mais je n'ai pas eu de problème. Une broche triphasée refroidie à l'eau. Pas si cher et nettement plus fiable et silencieux (tout est relatif) qu'une broche à charbons qui hurle et t'explose les tympans. Il y a un forum très actif pour aider ceux qui se lancent dans l'aventure des copeaux. Comme il n'est pas en concurrence avec ce forum d'impression 3D, je pense que je peux te laisser le nom : metabricoleurs Je leur dois tout... -
Soit. C'est vrai que le prix de revient au kilogramme imprimé n'est pas le même. On dirait bien qu'une Mars ne se trouve pas aussi facilement qu'une barre de chocolat. Apparemment, seuls amazon et aliexpress en vendent. C'est ce qui s'appelle un monopole. Tant pis, je vais sans doute enrichir un peu plus le crâne d'oeuf qui envoie des fusées bleues dans l'espace. Pas de trace de la version "pro" sur son site de vente ? On trouve pourtant des tests de cette Mars Pro, mais elle n'est déjà plus dispo ? Décidément, entre la Saturn qui disparait 2 semaines après son lancement et la Mars pro qui semble faire pareil, chez Elegoo, c'est spécial, leur stratégie commerciale...
-
Il semble que la préparation d'un fichier pour une imprimante résine et celle pour une imprimante FDM n'aient rien à voir. Je sais m'en sortir pour ma FDM mais je ne saurais pas pour une résine. Les supports en forme d'arbre, par exemple, pour moi, c'est nouveau. Et puis il faudra bien que je découvre cette façon de faire. La résine, ça m'intrigue. J'ai l'intuition qu'une fois que je saurai faire, les impressions FDM classiques me paraîtront désuettes. Je vois que tu as une Mars. Tu en es content ?
-
Oups, pardon pour le modèle. J'ai consulté tellement de machines que je mélange leurs noms. Info intéressante. En effet, la résolution ne peut pas être la même sur un grand plateau si le nombre de pixels de l'écran est le même. La Saturn doit arriver à tenir la qualité d'impression parce que son écran "suit" l'évolution des dimensions imprimables. Je suis arrivé trop tard. Pas de chance sur ce coup-là. Une Mars n'est pas trop chère et pourra déjà faire de la mini-pignonerie. C'est peut-être le meilleur choix, en effet. Pour les personnages, par contre, à moins de se contenter de miniatures à admirer avec une bonne paire de lunettes, ce n'est pas l'imprimante idéale. Je ne suis pas pressé. Quand la Saturn, ou une concurrente avec une bonne résolution, sera enfin dispo, il sera temps d'investir. A mon avis, tous les fabricants vont mettre leurs grandes DLP sur le marché avant Noël.
-
Bonjour, Ca fait plaisir de (re)voir une berlinette Hommel. Et que de imprimeurs 3D s'intéressent à son cas. Je souhaite passer, moi aussi, de l'impression FDM à l'impression résine. J'ai toujours été rebuté par le volume imprimable minable des imprimantes DLP abordables, mais on dirait bien que les "grands" volumes se mettent enfin à portée de compte en banque. C'est le moment de prospecter. Donc, cette Phrozen a l'air de valoir le prix. Je note. J'ai vu (trop tard) la nouvelle Elegoo Saturn me passer sous le nez. Les pré-commandes sont bouclées, personne ne sait quand passera la 2ème charette, ni à quel prix. On va dire que c'est foutu pour moi et qu'il faut que j'achète une autre machine, disponible. Dommage : son écran 4K, je ne vois aucune concurrence proposer l'équivalent. Connaissez-vous d'autres imprimantes à résine "grand" format à tarif humain (mettons environ 2500€) ? J'ai repéré la Phrozen Shuffle XL (120x190x200) ; la Phrozen Transform, une géante de 164x291x400, mais sans doute trop chère ; la Kelant S400-S (120x192x200) et la Wanhao Replicator 8 (120x190x180) un peu limite en Z pour moi, mais à 1000€... Je compte l'utiliser pour imprimer des personnages et des petits mécanismes avec roues dentées fines, genre horlogerie. Et sans doute aussi des carrosseries d'autos. Les personnages, j'ai l'habitude d'en faire en 26cm sur ma machine FDM. Mais certains éléments restent impossibles à imprimer, d'autres sont tout justes faisables et dans tous les cas, la post-production (le ponçage, surtout), est un cauchemar. Alors que l'impression résine sort des modèles parfaits.
-
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
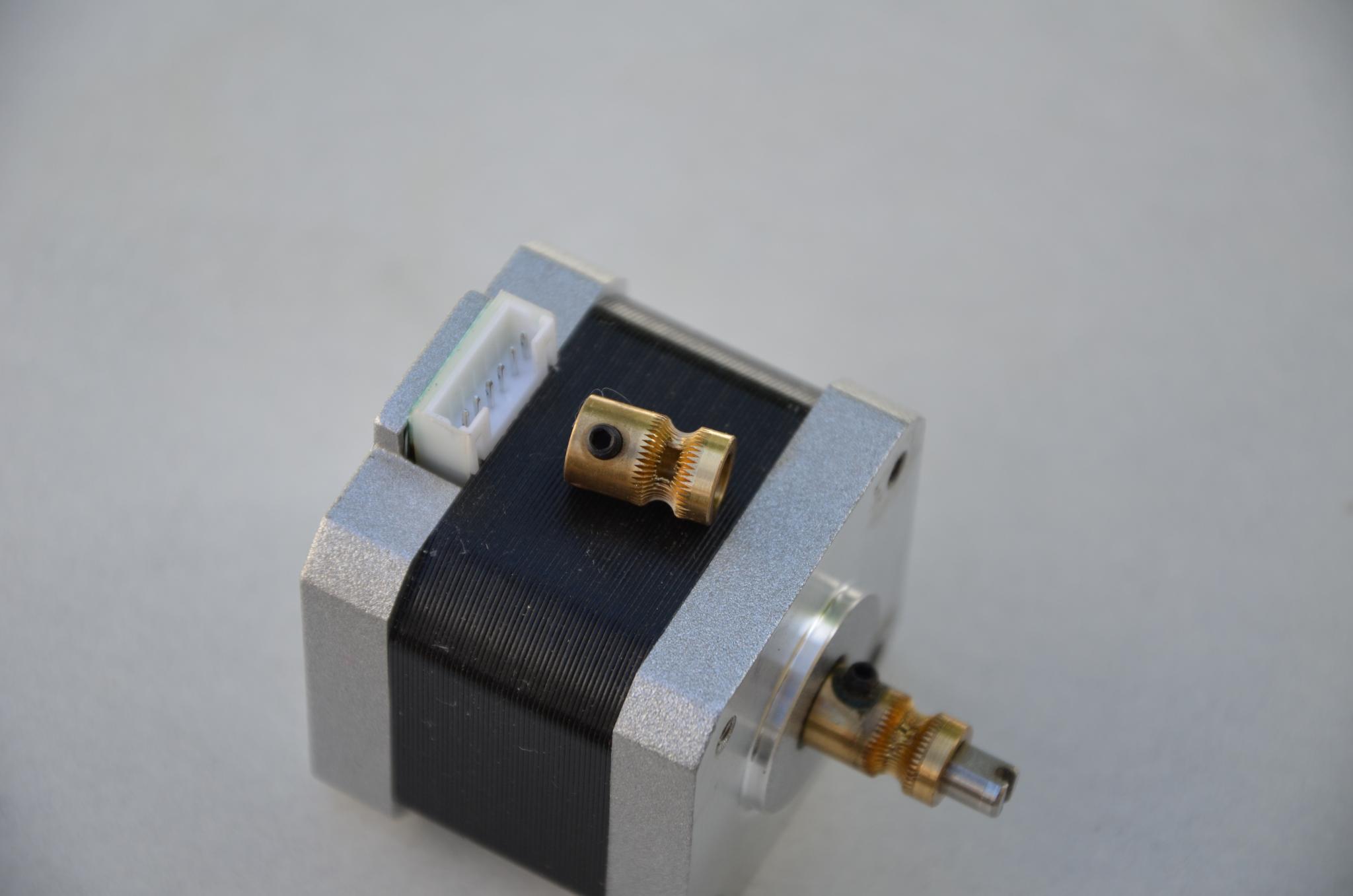
Bonjour, je remonte le sujet. Après quelques mois de fonctionnement régulier sur la seconde tête d'impression, le problème apparait à nouveau. Ce qui me fait les 2 têtes HS. Alors démontage. Et que vois-je ? Un trou (carrément) dans le fond de la gorge crantée du galet d'entraînement. Ce trou se trouve juste au dessus du méplat de l'arbre du moteur PàP. Là où il ne peut pas y avoir de réaction mécanique pour s'opposer à la force du galet de pression qui plaque le filament dans la gorge. Démontage de l'autre extrudeur : pareil. Tout s'explique enfin. J'ai trop serré le filament contre le galet pour être sûr qu'il ne patine pas et il ne fallait pas le faire. Je le signale pour tout le monde : ne serrez pas trop le filament sur l'entraîneur. C'est quand même dommage que les galets d'entraînement soient calibrés aussi près de l'arbre moteur. Avec 0,5mm d'épaisseur entre le fond de gorge et l'alésage, pour une pièce censée supporter l'effort radial du galet de pression, c'est mal pensé. Je vous mets la photo des galets crantés (quel massacre). J'attends de recevoir des galets neufs pour remettre tout ça prêt à imprimer.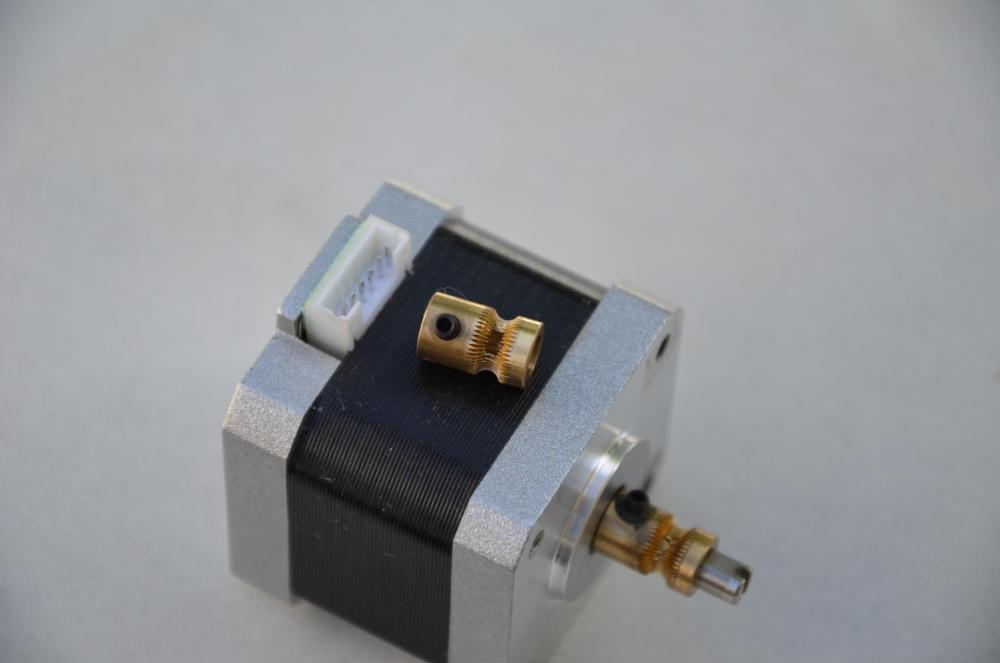

-
Bonjour à tous, Un vieux rêve : recréer la Ford P68 en modèle réduit. Une auto de course aux formes sublimes qui n'a rien à envier aux plus belles italiennes de la même époque. Mais une auto peu connue à cause d'un palmarès vierge. No glory, no memory... A l'époque (fin des années 60), Ford avait une idée fixe, une obsession : tailler des croupières aux Ferrari dont le patron, un certain Enzo, avait osé décliner l'offre de rachat du géant américain. Un affront à laver. Il fallait donc coûte que coûte qu'une Ford roule plus vite qu'une Ferrari. Tous les efforts ont donc été portés sur le développement de la fameuse GT40, au détriment de l'autre machine de course de la marque : la P68. Perso, jamais entendu parler de cette auto. Puis un jour, je tombe sur une miniature 1:43 signée Minichamps. In love en 1/10 de seconde, j'achète. Après plusieurs tentatives pour modéliser en 3D cette fichue mais sublime carrosserie aux formes quasi-féminines, j'ai arrêté mes efforts sur une version encore perfectible, mais j'arrive au bout de ce que je sais faire sur SolidWorks. J'ai enfin transformé le 3D en objet matériel (impression 3D). Echelle 1:16, environ. Voici ce que ça donne : Il y a encore des non-conformités dans certaines formes. Tant pis. J'ai compris qu'il existe un mode "vase" pour imprimer des pièces aux parois très fines (genre un seul passage de la buse pour toute épaisseur) Une histoire de retrait qui ne se fait plus. Une question : ce paramètre est planqué où, sur Simplify3D ? Parce que là, je ne l'avais pas activé et j'ai passé des heures de post-prod à poncer. J'en ai encore mal aux mains. La prochaine étape sera d'imprimer un vitrage. Il faut déjà que je fasse le 3D. Je vais essayer de faire ça dans un bon PLA transparent, bien que je sois conscient qu'on ne verra pas à travers. C'est un projet flou. Aucune idée précise de ce que je vais faire de cette carrosserie. Un modèle statique ou bien un bazar RC perso de plus ?
-
Filament vendu sans bobine : bonne idée, mais...
Hagar a posté un sujet dans Consommables (filaments, résines...)
Bonjour à tous, On trouve maintenant une alternative économique et écologique : le filament vendu tout enroulé, sans bobine, tenu par colliers plastiques et que l'on peut insérer sur sa propre bobine démontable. Intéressant. J'en ai trouvé sur le net, c'est le même que celui que j'ai l'habitude d'utiliser. Effectivement, sans la bobine, c'est moins cher. Logique... Et bien non ! A bien lire la fiche de plus près, je me rends compte que la "recharge" de filament fait 700 grammes net. Petit calcul : ce format de vente (sans bobine) met le kilo de filament plus cher que le format classique vendu avec bobine jetable. Ce qui fait qu'en plus de devoir assurer soi-même la fourniture de la bobine démontable (à acheter, imprimer ou à découper dans du MDF), il faudra payer plus cher le même filament. Dommage car l'idée de départ est bonne. Vérifiez donc bien le poids net des recharges avant de passer commande. -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Bien que ma machine est bel et bien faite comme tu l'expliques, sa barrière thermique, c'est juste un tube avec un seul filetage côté corps de chauffe. L'autre côté est lisse. Il s'emboîte dans le radiateur et il tient par deux vis-pointeaux sans tête. Aucune trace d'un tube PTFE. Ou peut-être est-t-il caché dans l'alésage du radiateur. Je n'ai rien vu de tel en tous cas. Dommage, j'ai remis l'extrudeur de droite en état juste avant de lire ton article. J'aurais jeté un oeil dans ce trou, sinon... Au moment où j'écris, ma Stream est en train d'imprimer la pièce que j'ai tenté de faire quatre fois de suite sans succès. Avec l'autre tête d'impression, cette fois. Aucun problème. Ca vient donc bien de la tête de gauche. Je penche en effet pour un corps de chauffe qui chauffe... quand il a le temps. Le remplacement s'impose. Mais ça peut aussi être l'alim de ce corps qui ne fait pas son boulot. Il faudrait faire un test : échanger les corps de chauffe pour voir si le phénomène suit le corps - dans ce cas, c'est bien lui qui et mort - ou s'il reste sur la même tête gauche, et dans ce cas, c'est l'alim qui déconne. On peut dire que le chat noir qui me pourrit ma vie de maker est en train de se faire serrer. Ses jours lui sont désormais petitement comptés. Et quand je lui aurai mis la main dessus, je serai très méchant. -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Je l'avais survolé à l'époque où j'étais sûr que c'est mon slicer qui me faisait une blague. Je viens de lire ce sujet. Il faut que je comprenne comment ça marche, un système de chauffe de filament. Un corps de chauffe, une barrière thermique et un radiateur. Donc, le but est d'avoir un filament toujours froid et rigide le plus près possible du corps de chauffe. L'idéal serait qu'il ne fonde que dans la buse mais les constructeurs font ce qu'ils peuvent. Donc, si la rétraction est trop haute, le bout fondu entre dans la zone froide et de solidifie. Il se met en vrac et bloque tout en fin de rétraction, au moment où il redescend dans la buse. Et mon problème pourrait venir d'une rétraction trop haute. C'est ça ? La rétraction est paramétrée à 2mm. C'est la valeur standard choisie par le constructeur. -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Désolé pour le retard. Les fêtes... Ma machine : Volumic Stream30dual Mk1. Bug aléatoire. La 1ère fois, c'était à 92% d'impression, après plus de 9 heures. La tuile ! Je me remets sur le problème. J'ai contacté l'éditeur de Simplify3D. Il a reçu les fichiers factory. Rien à signaler. Ca devrait fonctionner. Mes stl auraient besoin d'une restauration, d'après lui, mais je les avais déjà réparés sur MeshMixer. Sinon, il propose que je fasse une modif sur la vitesse d'impression. Bon, si c'était ça, j'aurais le problème d'un bout à l'autre de l'impression et ce n'est pas le cas. J'ai fait deux impressions d'une dizaine d'heures chacune sur des fichiers différents : nickel. J'ai imprimé une autre pièce ensuite et ça recommence. Au bout de 2 heures, re-voilà le gauffrage. Re-test de la même pièce avec le même code non modifié : gauffrage également, mais pas aux mêmes endroits. Donc, le slicer n'y est pour rien. J'y croyais, pourtant. Ca veut dire que les "toc-toc" que j'entends, c'est le filament qui broute sur la roue d'entraînement. C'est les dents qui sautent sur le fil. Ce n'est donc pas le moteur qui commande une rétraction parasite. Donc, si ça patine, c'est que le filament est bloqué en aval. Pas assez fondu ? Ca explique ce gauffrage : plus de plastique en sortie de buse. J'ai fait un test : ressorts serrés à bloc pour contraindre le filament sur la roue dentée + augmentation de la température buse qui passe de 210 à 215°C. Pour un PLA, ça devrait suffire, quand même !!! Résultat : pareil. Encore ce gauffrage au bout de 2 heures. J'en suis à me demander si je ne vais pas remplacer le corps de chauffe. Peut-être qu'il ne chauffe pas autant qu'on lui demande. Et aussi le moteur de l'extrudeur, tant qu'on y est. J'essaye d'imprimer avec l'autre extrudeur (machine à 2 têtes). Il n'a encore jamais servi et je n'arrive pas à faire comprendre à Simplify3D de basculer dessus. En fait il valide bien le 2ème extrudeur, C'est bien lui qu'il fait monter en température, mais machine lancée, ça n'extrude pas et la machine tourne dans le vide. J'avais acheté une machine d'usine pour ne pas avoir à bricoler dessus. Je suis vert. -
Salut, J'ai fait pas mal de tests récemment, sur des impressions de figurines. Je ne suis pas un spécialiste, je me fais ma petite expérience. Voici mon retour : Une figurine proprement réalisée sur une machine "normale" de type FDM, c'est largement faisable. Pour un niveau de détails comparable à ce que peut faire une vraie machine SLA à résine liquide, il suffit d'augmenter la taille du modèle. J'ai choisi une taille moyenne de personnage autour de 26cm debout et une résolution en Z à 0,1mm. Avec une machine bien réglée et un PLA de bonne qualité, le résultat est bluffant. Choix du filament : le PLA s'imprime bien et sans problème de warping (décollement local de la pièce). Le warping est le cancer de l'ABS. C'est pour ça que j'ai laissé tomber ce type de plastique, qui n'offre que des inconvients pour un seul avantage : la possibilité du lissage à l'acétone. L'autre gros problème de l'ABS est le décollement local des couches qui apparait après l'impression, quelquefois plusieurs jours après : libération des contraintes internes, elle-mêmes à l'origine du warping. En plus, un PLA de bonne qualité (important) a maintenant des propriétés mécaniques qui le rapprochent de celles de l'ABS. Bref, l'ABS, plus jamais... Finition : le lissage à l'acétone. Ca marche bien (sur l'ABS uniquement, on est d'accord), mais ce n'est valable que sur des pièces de grandes dimensions et sans détails saillants. Pour un vase "design" ou un buste de Batman grand modèle, sur quoi il n'y a pas de "trucs qui dépassent", c'est parfait. Pour une vraie figurine, forcément assez petite et pleine de détails, il faut éviter l'acétone parce que ça va dissoudre une chevelure, un noeud de string, une boucle de ceinture et même fondre un visage. Pas de secret, on n'aura jamais une belle figurine directement sortie de la machine sans rien faire dessus. Ca se mérite : lime, puis abrasifs de plus en plus fins, puis peinture. C'est du temps, des efforts, mais quand le résultat est au rendez-vous, on ne regrette rien. Bonnes impressions...
-
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Non, ça ne ressemble pas à un problème de tension domestique. Ca arrive toujours vers la fin de l'impression, au moment où la vitesse se réduit. J'ai imprimé des tas de pièces depuis un bon bout de temps sans aucun problème et là, fini. Ca déconne plein régime. Je n'ai plus confiance en mon matériel, sans que j'en connaisse la cause. Je viens de faire une autre pièce et re-belote. Ca a imprimé jusqu'à 90%, puis le gauffrage est apparu, puis carrément plus rien en sortie de buse : les derniers % se sont faits dans le vide, comme s'il n'y avait plus de filament. Dès la pièce terminée, j'ai extrudé 10mm à la même température. Le filament est revenu et est sorti comme il faut. Pas de bouchage, donc. On dirait que l'accumulation des ordres de rétraction "parasites" a donné une valeur de recul du filament plus importante que celle d'avancement requise pour imprimer. Le filament a fini par remonter dans le tube. -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
L'équipe de Simplify 3D m'a répondu. J'ai été mauvaise langue, tout à l'heure. Maintenant, ils ont les photos, les fichiers factory et tous mes espoirs... -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Salut Antho.breizh, Non, la simulation montre une pièce qui se construit normalement, même aux endroits "gauffrés". Ce n'est pas étonnant car la simulation montre les trajectoires de la buse, ainsi que sa vitesse, mais pas les rétractions. Le problème vient d'une rétraction intempestive et cyclique qui se produit pendant la trajectoire de travail (quand la buse dépose le fil fondu). Donc, les trous n'apparaissent pas dans la visu. -
Ma buse a le hoquet !!!
Hagar en réponse au topic de Hagar dans Entraide : Questions/Réponses sur l'impression 3D
Je remonte le sujet. Ce fichu hoquet de l'extrudeur arrive de plus en plus souvent. Ca me fout mes impressions en l'air et c'est d'autant plus frustrant que ça arrive vers 90% de l'impression, soit parfois 10 heures après le début et qu'il n'y a pas moyen de contrôler le programme avant. Même la simulation de S3D ne montre rien de particulier. J'ai envoyé une requête expliquant tout à l'éditeur de Simplify3D. J'imagine que je n'aurai jamais de retour... Je télécharge en ce moment Cura. C'est donc un slicer gratuit qui va remplacer mon slicer payant. Un comble ! Voilà l'image du résultat sur 2 pièces différentes. Pas terrible, surtout pour offrir... Je mets aussi mon fichier .factory, pour ceux qui pourraient me dire si c'est mon paramètrage qui déconne... Little ball jointed girl - Ens D2 125prc.factory