OrCompet
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
Récompenses de OrCompet
")





-

R_E_R_F Anycubic Photon x 6Ks
OrCompet en réponse au topic de OrCompet dans Discussion sur les imprimantes 3D
Un grand merci pour ta réponse ! C'est tout simplement ce que je cherchais ! Je n'avais même pas fait attention a cette roue dentée pour être honnête J'ai donc mis ces réglages dans mon slicer et je viens de lancé mon tout premier print perso sur cette machine, on verra . Bonne soirée/journée -
Bonjour à tous, J'ai fait l'acquisition d'une anycubic Photon 6ks, j'ai testé le Cube sur coin, puis le fichier R_E_R_F afin de comparer les temps d'exposition. J'ai pu déduire que le test n°4 est le plus propre, par contre, je ne sais pas comment/ou je peux trouver le temps d'exposition par défaut/standard de ma machine ? Sans ça je ne peux pas je peux pas ajouter les 4x 0.25 sec (1s) au fameux temps de départ . Merci à vous pour le coup de main
-
Trou entre deux couches, cheveux d'ange.. SOS
OrCompet en réponse au topic de OrCompet dans Discussion sur les imprimantes 3D
Hello, oui j'étais au courant de ce type de pane. J'ai de mon côté assez vite acheté le système équivalent en aluminium (couleur rouge, comme les ender 5 pro). Donc moi le système permettant l'entraînement de mon filament est nickel avec une pression (mordant) suffisant sur mon filament -
Trou entre deux couches, cheveux d'ange.. SOS
OrCompet en réponse au topic de OrCompet dans Discussion sur les imprimantes 3D
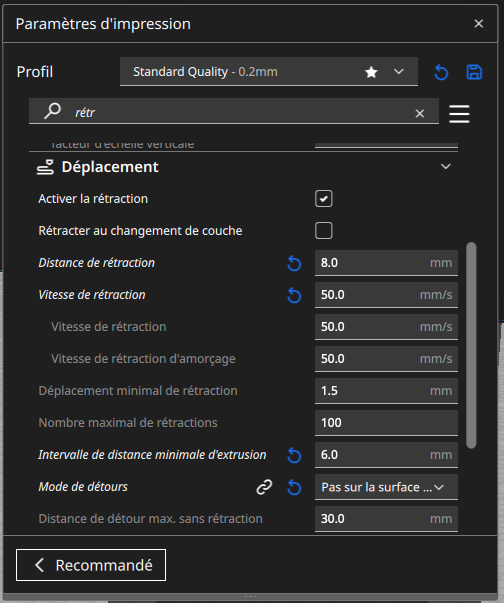
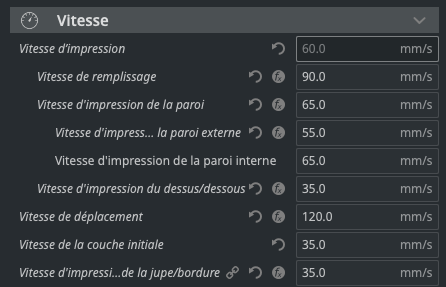
@Nunki0 Je viens faire une mise à jour de mon statut dans le cas où d'autres personnes auraient le même souci que moi: 1) J'ai démonté entièrement la partie chauffante ainsi que le bowden et la roue d'entraînement de filaments histoire d'être sûr que le système est OK, et c'était le cas. 2) Ensuite j'ai remis mon débit à 100% car mon extrudeur est également bien calibré. 3)Puis j'ai joué sur de nombreux réglages propres à la rétractation. D'on notamment la vitesse de rétractation et la vitesse d'amorçage qui n'ont pas les mêmes valeurs et me permettent à présent une impression très propre et sans trous. Le plus surprenant dans cette histoire, c'est que c'est arrivé sans raison, sans que je n'aie jouer avec les paramètres, et surtout contre intuitif car je suis à 2.5mm de rétractation pour un Bowden de +/-50cm... Allez comprendre... En tous cas, merci pour l'aide ! -
Trou entre deux couches, cheveux d'ange.. SOS
OrCompet en réponse au topic de OrCompet dans Discussion sur les imprimantes 3D
@Nunki0 La buse que j'ai remplacée est la même que la précédente car c'était un pack de plusieurs buses et niveau qualité, je n'ai jamais eu de soucis. Par contre, je vois revenir sur différents groupes que le soucis pourrait se trouver au niveau de la couture.. (je n'ai pourtant pas jouer avec ces réglages, et le problème persiste avec PrusaSlicer aussi..). Donc je vais essayé de me pencher dessus en rentrant du travail.. sinon je suis de Belgique, donc oui, niveau humidité c'est quelque chose, par contre toute mes bobines sont dans leur boîtes avec sachet de silice + dans leur boîte..:( (la bobine dois avoir quelques mois). -
Trou entre deux couches, cheveux d'ange.. SOS
OrCompet en réponse au topic de OrCompet dans Discussion sur les imprimantes 3D
Salut @Nunki0 un grand merci pour ta réponse et explications. Effectivement je trouvais bizarre de descendre autant en débit, d'autant plus que l'extrudeur mange les MM demandé à l'écran... Par contre je pencherais plutôt sur un pb mécanique car malgré le débit du a 100%, je persiste avec les trous entre couche... A la limite les cheveux d'ange je peux encore faire abstraction... Mais les trou... Ici je viens de commander un PTFE capricorne pour remplacer le mien.. mais tout le reste me semble pourtant bon.. -
Trou entre deux couches, cheveux d'ange.. SOS
OrCompet a posté un sujet dans Discussion sur les imprimantes 3D
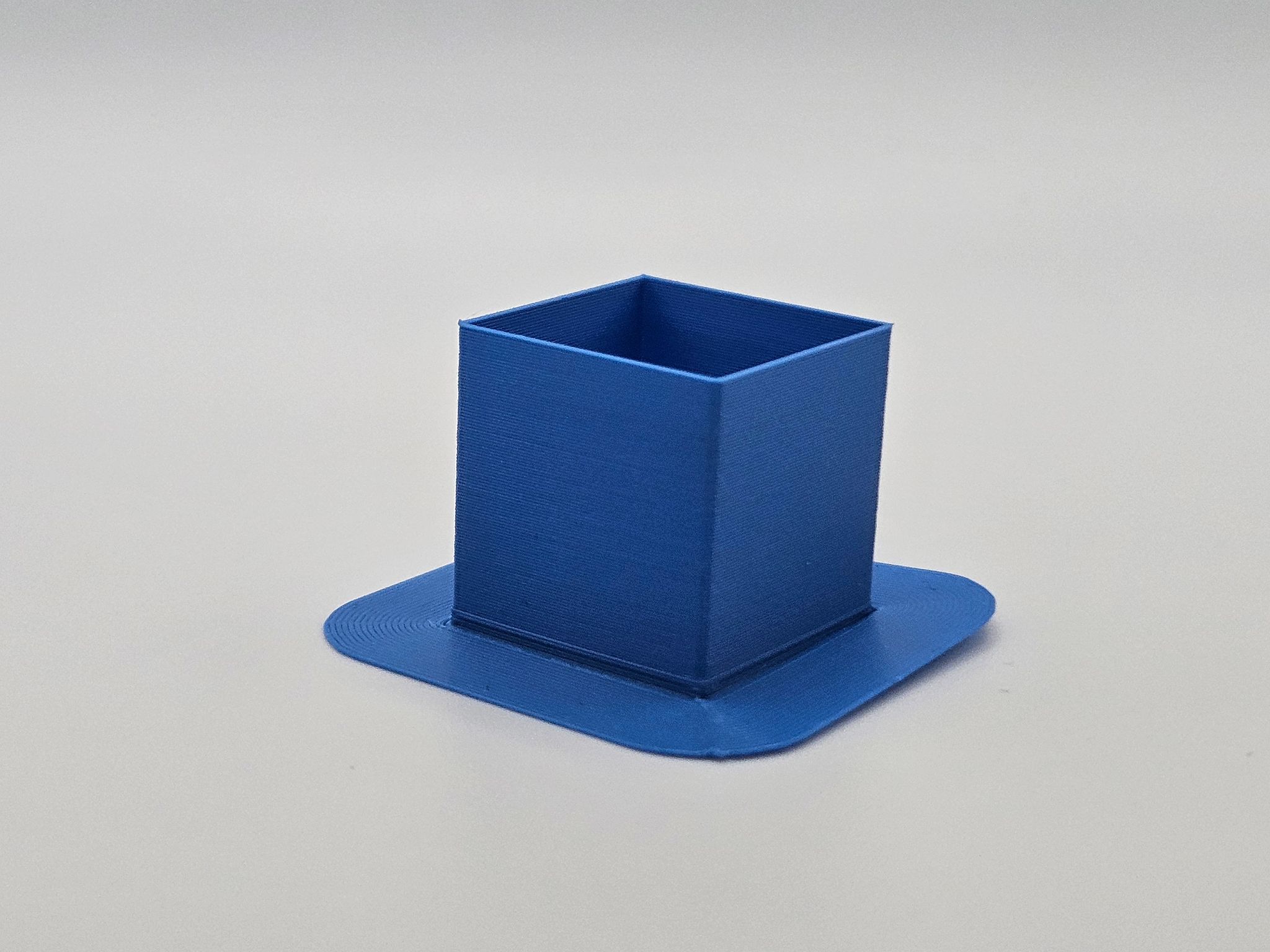
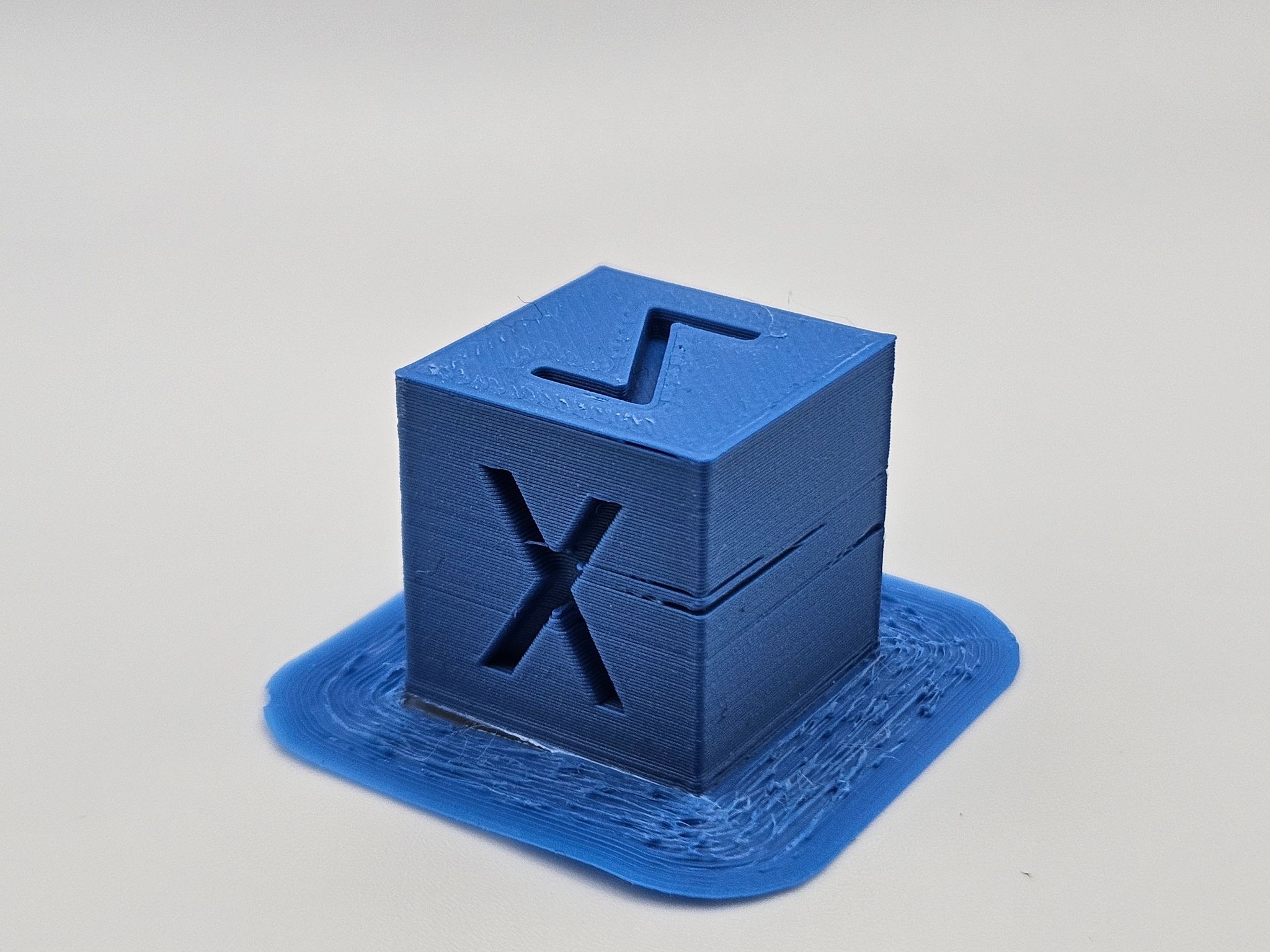
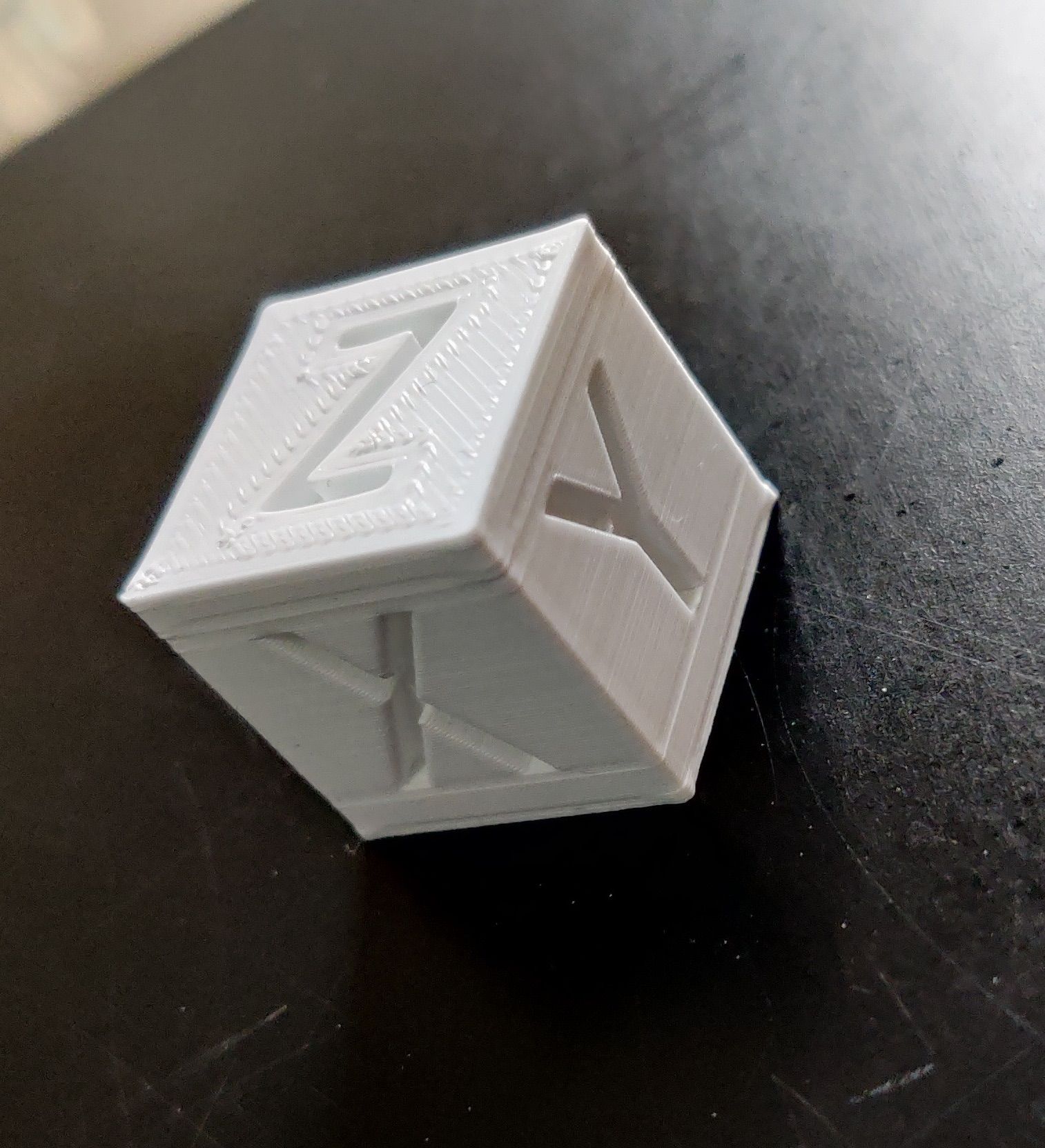
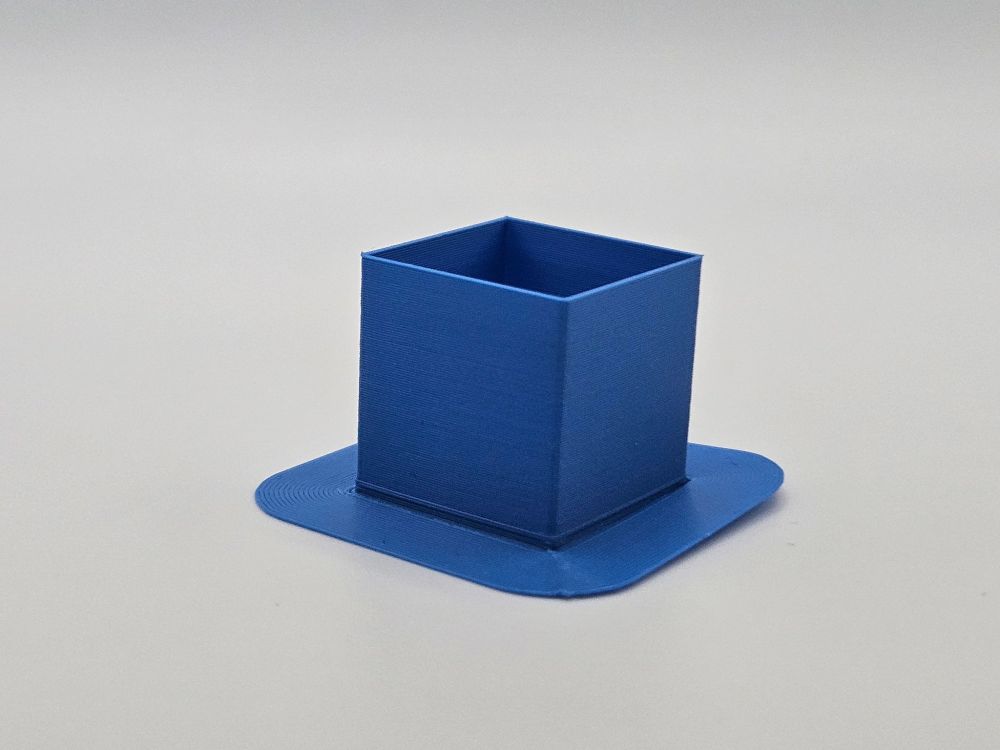
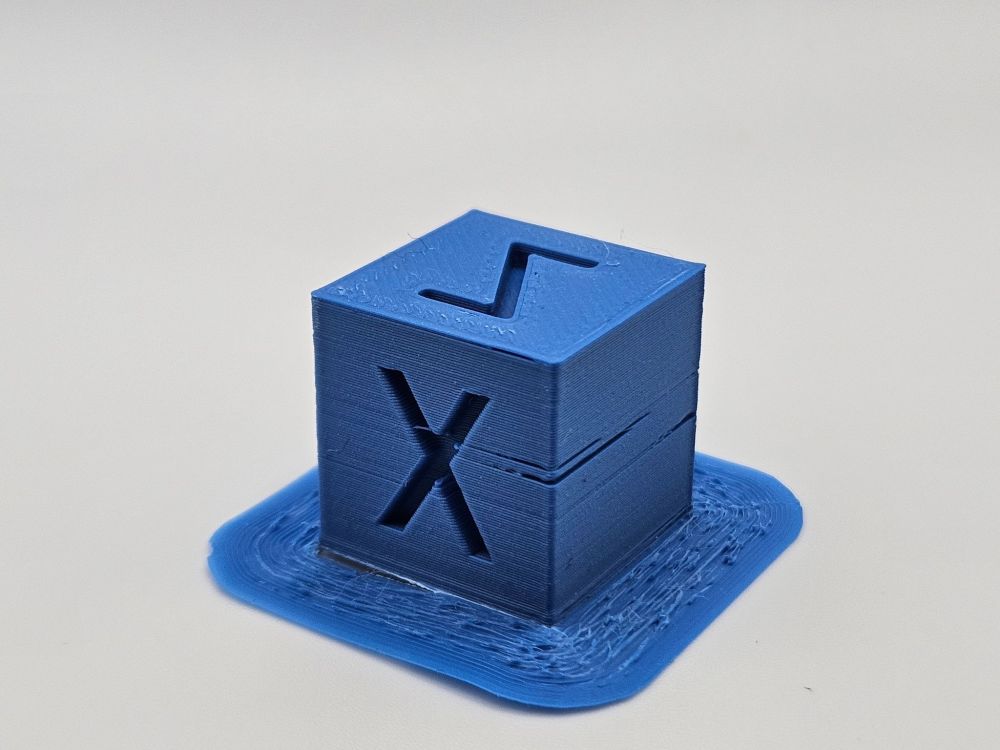
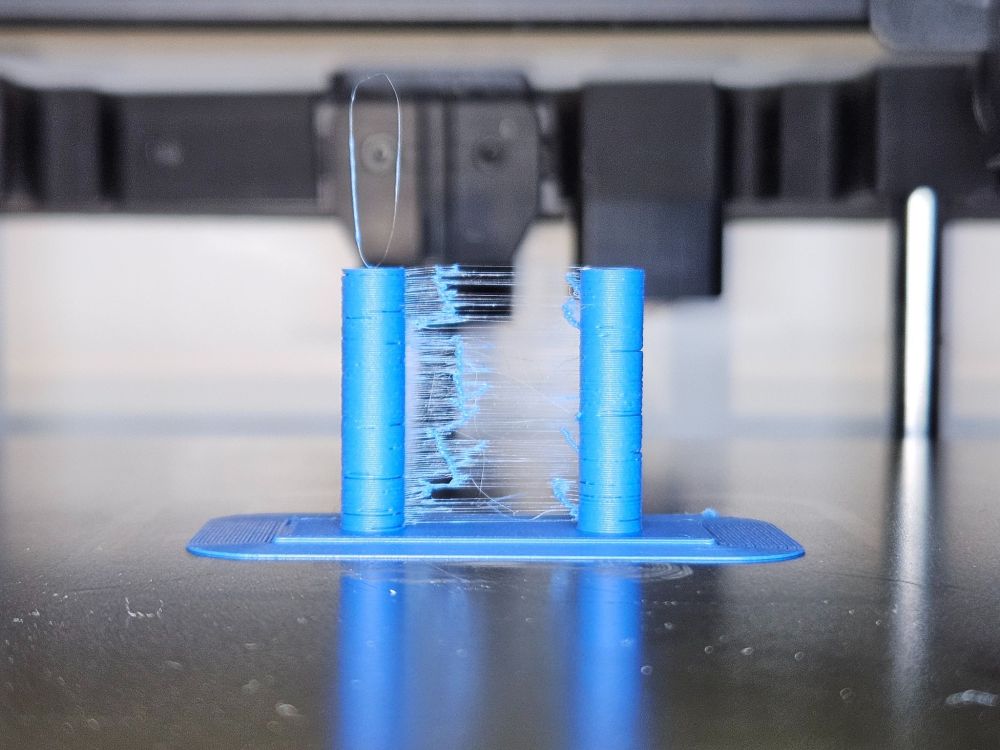
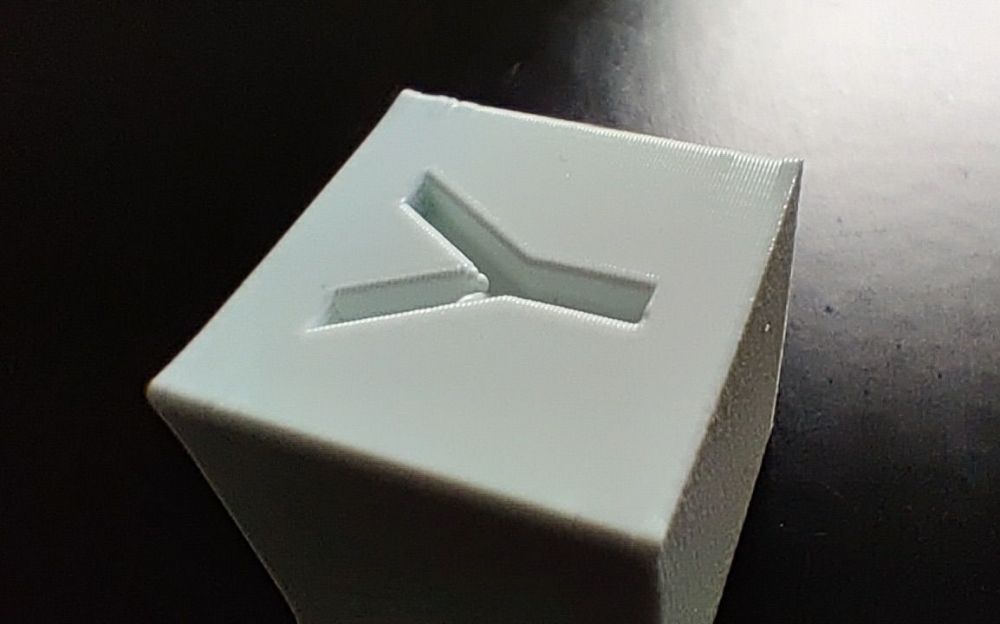
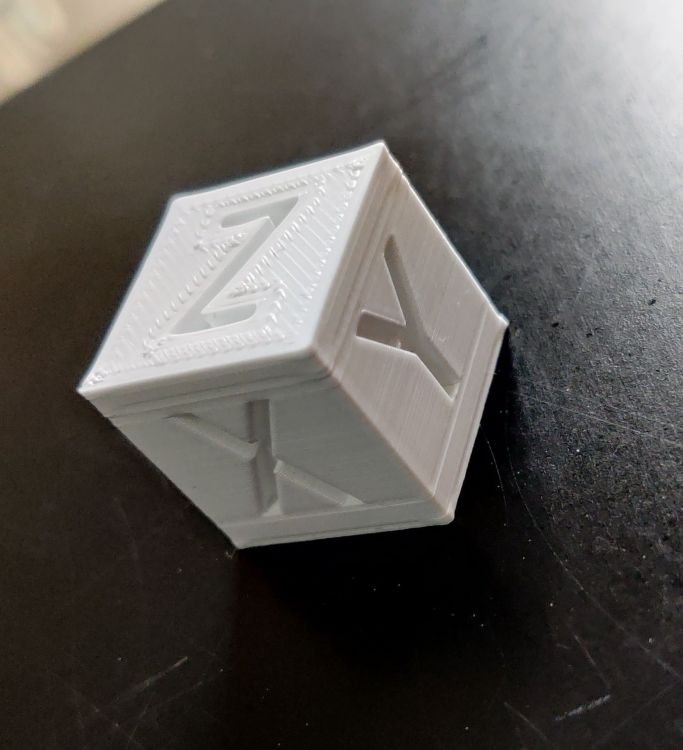
Bonjour à tous, et bonne année également! Machine: Creality Ender 5 Silent-Board avec PTFE Capricorne (Bowden). Je viens solliciter votre aide car je me trouve face à un problème que je n’ai encore jamais eu et que je ne parviens pas à résoudre… D’un jour à l’autre, j’ai commencé à avoir des petits trous dans mes impressions (style entre deux couches).. J’ai pensé à une sous-extrusion et j’en ai profiter pour re-calibrer tout mon imprimante avec une nouvelle buse: Step/mm extrudeur = Parfait puis première couche = Parfait débit (cube en mode vase = 0,4) = J’ai exactement 0,4 donc parfait. puis un cube XYZ (j’ai une tolérance de 0,03 en fonction des axes, donc c’est bon pour moi) enfin la rétraction (pour retirer les cheveux d’anges). (Je suis à 7,5mm et 50mm/s sur le dernier test) Et c’est sur ce dernier point que j’ai un problème: avec le PLA (mon plastique de tous les jours), je continue à avoir indéfiniment des cheveux d’ange mais surtout, pour peut que l’impression prend de la hauteur, je me retrouver avec des espaces/trous entre deux couches, ce qui les rendent inutilisable.. Avez-vous une idées, pistes, solution à mon problème? Je vous partage quelques photos de mon souci et de la machine :) Merci d’avance pour l’aide que je recevrai. PS: Le cube brun était le cube imprimé en tout premier avant de me lancer dans les calibrations avec le filaments bleu.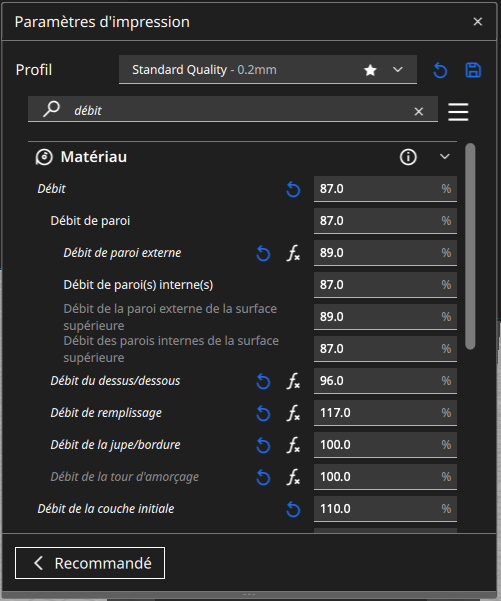

-
Bonjour, merci bcp pour vos retours. J'ai re-calibré l'extrudeur au pied à coulisse. Modifier le débit après de nombreux essais. Cela m'a l'air d'avoir bien diminué, mais j'étais également sur une sur-extrusion ^^
-
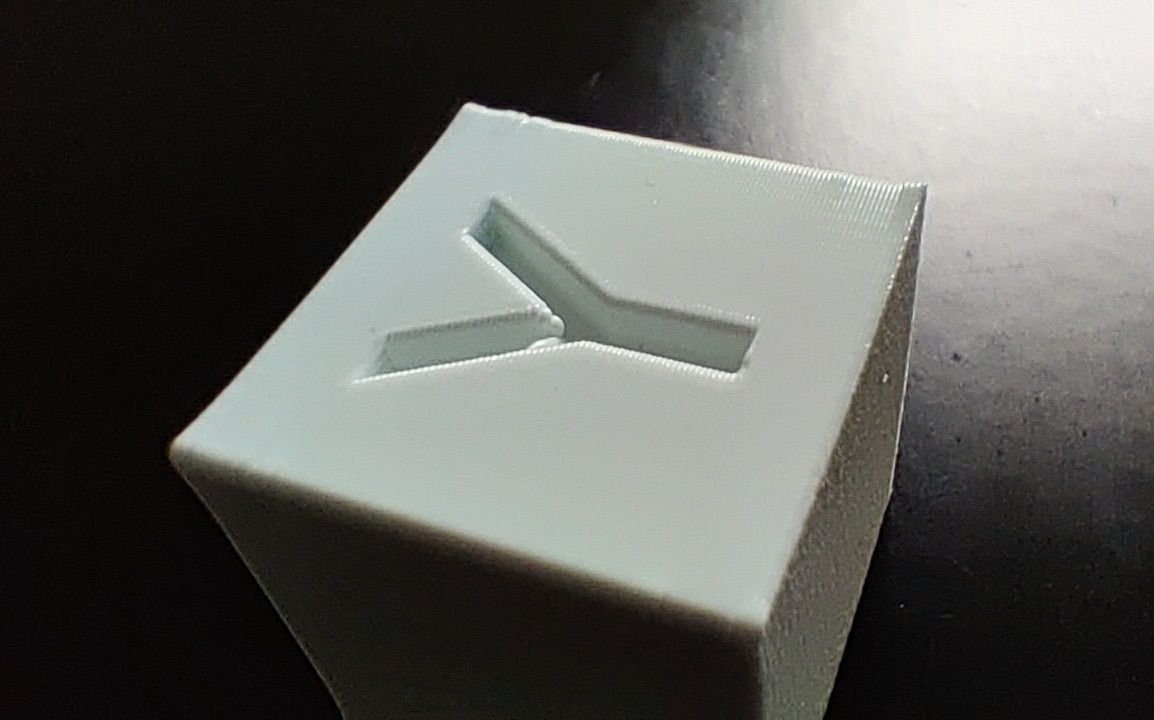
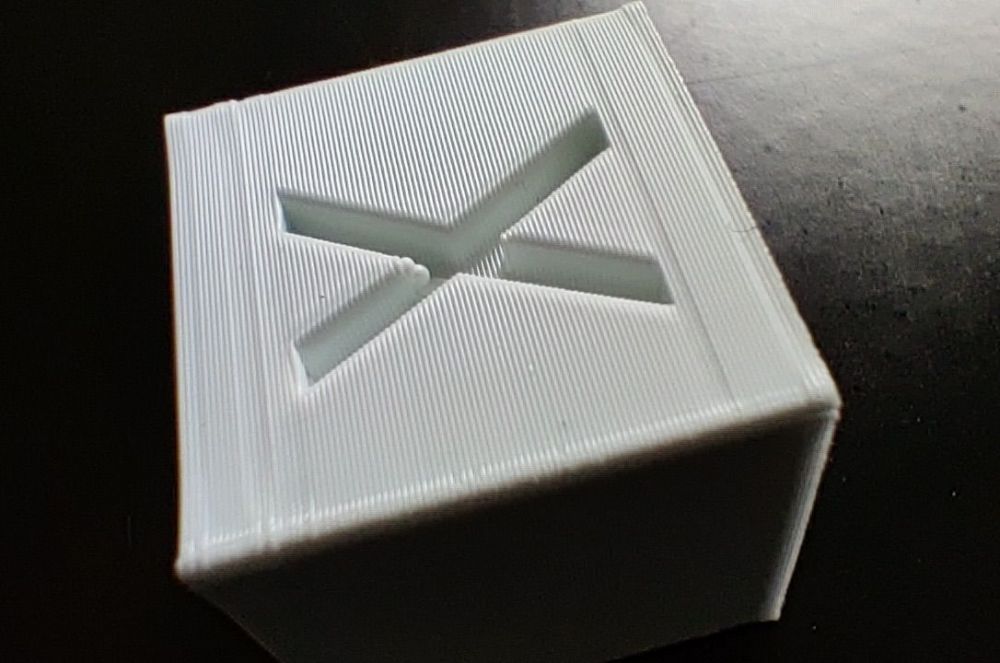
Bonjour à tous! J'aurais besoin de vos lumières... J'ai re calibrée mon imprimante (Ender 5) avec les steps/mm. J'arrive à une précision de l'ordre de 0.02~ ce qui me convient amplement. Cependant, je remarque que les coins ne sont pas vraiment pointus mais arrondi... Il y a t'il une solution pour "diminuer" (voir supprimer) ce défaut ? j'ai l'impression d'avoir également de la sur-extrusion... mon extrudeur à pourtant été calibré aussi Merci d'avance pour votre aide! Ender 5 (32bits - capricorne) 195° 50° Cura (Slicer) PLA PS: les photos sont en mode MACRO, les défauts (même s'ils sont bien là) sont accentués... ^^'

-
Bonjour, avais-tu résolu ton problème? j'ai un soucis similaire sur ma Ender 5 (4.2.7 Marlin 2). Lorsqu'une impression se fait (et uniquement pendant l'impression), de façon aléatoire et sans rien faire, la roue de sélection réagit comme si je venais de cliquer dessus, puis retourne sur l'écran d'accueil sans raisons..
-
32 bits tuto pour integrer marlin 2.0 dans sbase
OrCompet en réponse au topic de jpanasonic dans Électronique
Un tout dernier message de ma part pour enfin dire "Problème RESOLU!" J'ai du inverser le sens des moteurs, inverser la direction du homing et activer les EndStops software. Tout fonctionne comme si je n'avais rien changé! En tout cas, merci pour la patience et les nombreux tuyaux partagés. En espérant que mon soucis serve à quelqu'un d'autre -
32 bits tuto pour integrer marlin 2.0 dans sbase
OrCompet en réponse au topic de jpanasonic dans Électronique
Il n'est pas impossible que j'ai omi cette étape.. cela pourrait avoir un tel résultat sur la machine ? -
32 bits tuto pour integrer marlin 2.0 dans sbase
OrCompet en réponse au topic de jpanasonic dans Électronique
C'est bien ça en effet. Lorsque je demande à faire un "Auto-home", le chariot d'extrudeur se positionne au fond à droite (en ayant pris soin d'appuyer sur chaque fin de course) -> donc à ce niveau là, parfait. Par contre, lorsque je regarde la position des axes sur l'écran. Les valeurs de X et de Y m'affichent "220" (soit l'extrême opposé de l'origine). Ce qui résulte lors d'un début d'impression : buse qui traverse tout le plateau pour commencer en face et commence sa ligne de purge. (en gros, effet mirroir)... Je vais prendre soin de lire la documentation sinon je remet celui d'origine car je baisse les bras lol. En tout cas Merci ! -
32 bits tuto pour integrer marlin 2.0 dans sbase
OrCompet en réponse au topic de jpanasonic dans Électronique
Je viens de vérifier le fichier configuration.h et tout est bien comme tu le décris (les valeurs y sont par défaut). j'ai tenté de modifier un réglage dans la catégorie "Mesh" (avant ta dernière réponse), qui force la position X et Y à 0 lors d'un Auto-home mais il garde en tête le mauvais sens ^^ (donc un bruit de marteau-piqueur quand il veut avancer car il force). Je suis désolé si je te fais perdre patience, mais c'est vrai que la je patauge vraiment... Je pensais pas être confronté à un tel problème en voulant simplement activé cette fout*e option "Change Filament"... Je repost mes fichier au cas ou la boulette viendrais de moi, ou si tu vois peut être directement la ligne à modifier... Sinon ma dernière option reste de remettre le firmware de Creality et je me passerais de Change filament... _Bootscreen.h _Statusscreen.h Configuration_adv.h Configuration.h -
32 bits tuto pour integrer marlin 2.0 dans sbase
OrCompet en réponse au topic de jpanasonic dans Électronique
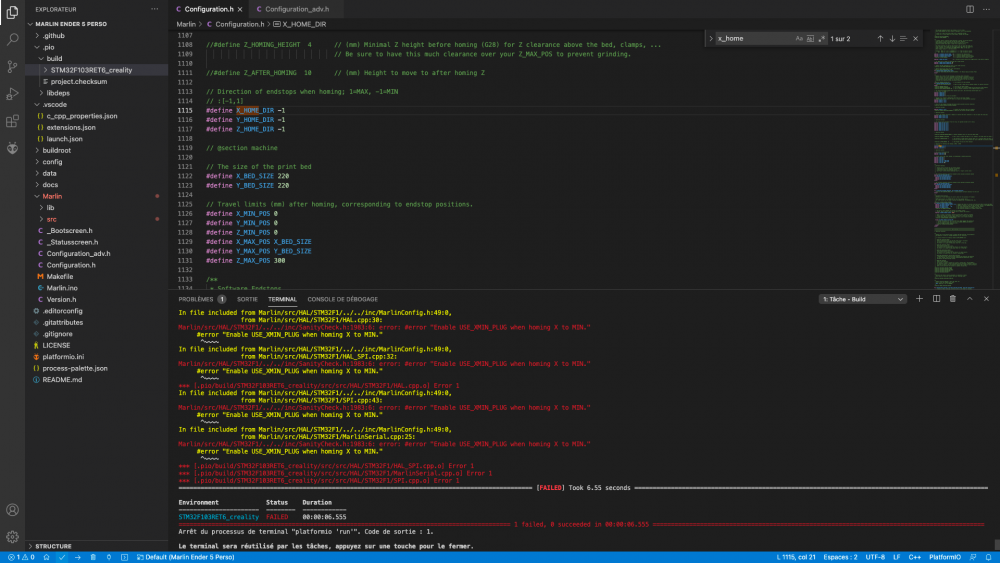
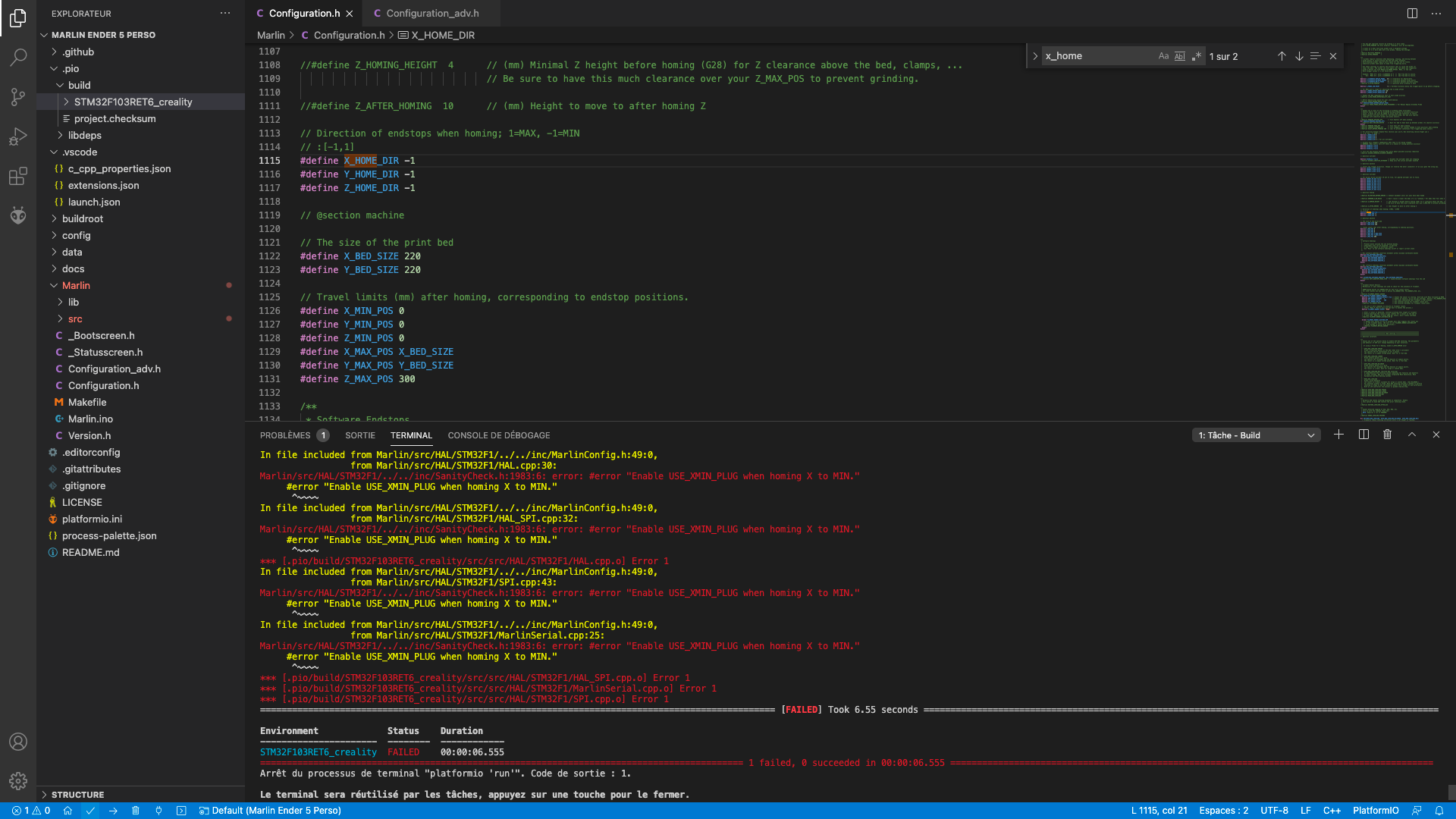
Encore une fois merci pour ton aide. J'ai tenté d'installer le Marlin de la Ender 5 Pro (même problème...), j'ai également tenté de modifier la ligne: // Direction of endstops when homing; 1=MAX, -1=MIN// :[-1,1]#define X_HOME_DIR 1#define Y_HOME_DIR 1#define Z_HOME_DIR -1 Par // Direction of endstops when homing; 1=MAX, -1=MIN// :[-1,1]#define X_HOME_DIR -1#define Y_HOME_DIR -1#define Z_HOME_DIR -1 Mais la compilation me génère une erreur qui n'empêche de compiler.. je suis vraiment dans un cul de sac, je ne comprend vraiment pas mon erreur, je m'y suis repris à plusieurs fois...