Mickael432
-
Compteur de contenus
68 -
Inscrit(e) le
-
Dernière visite
Récompenses de Mickael432
")





-
Merci.


-
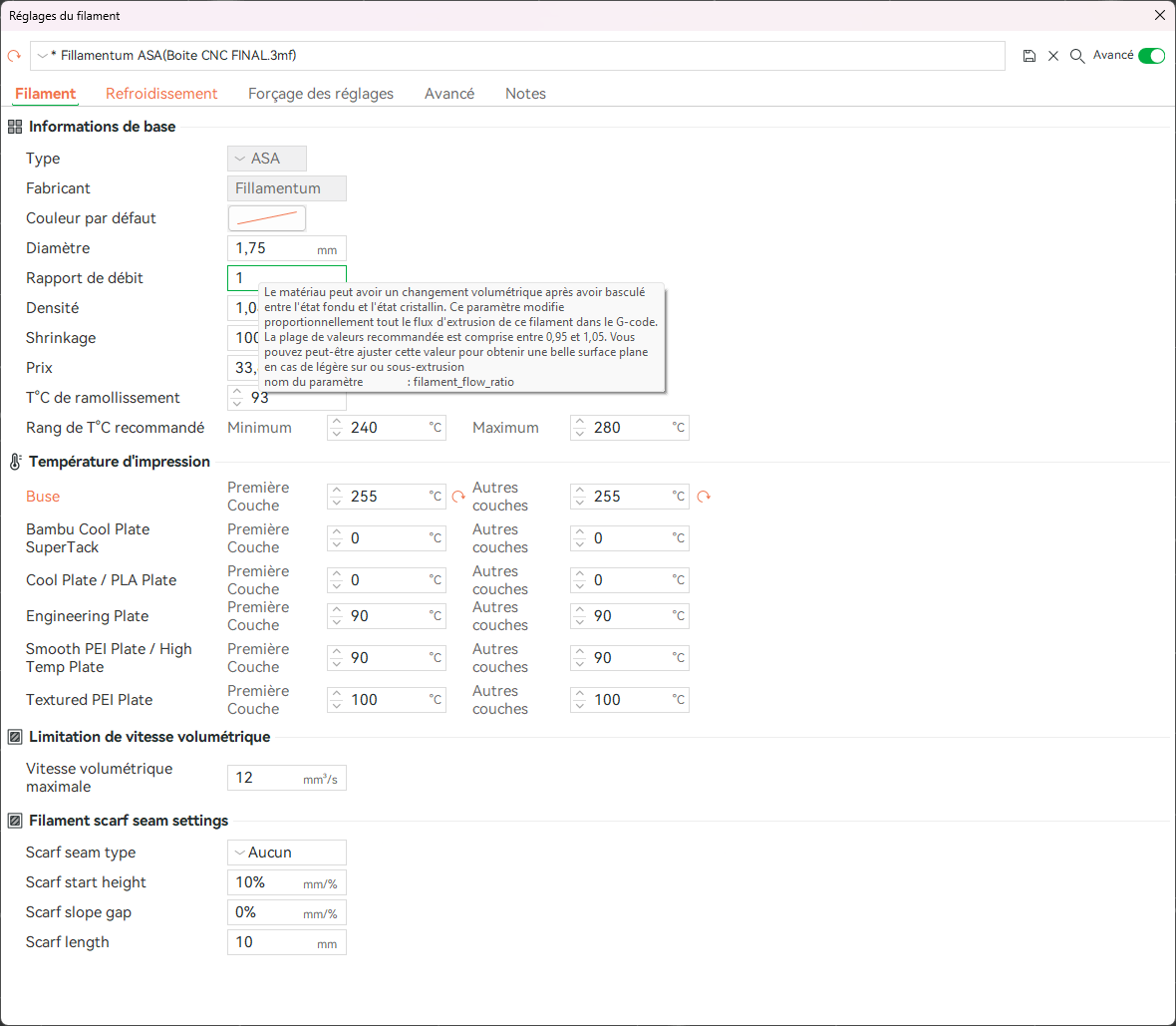
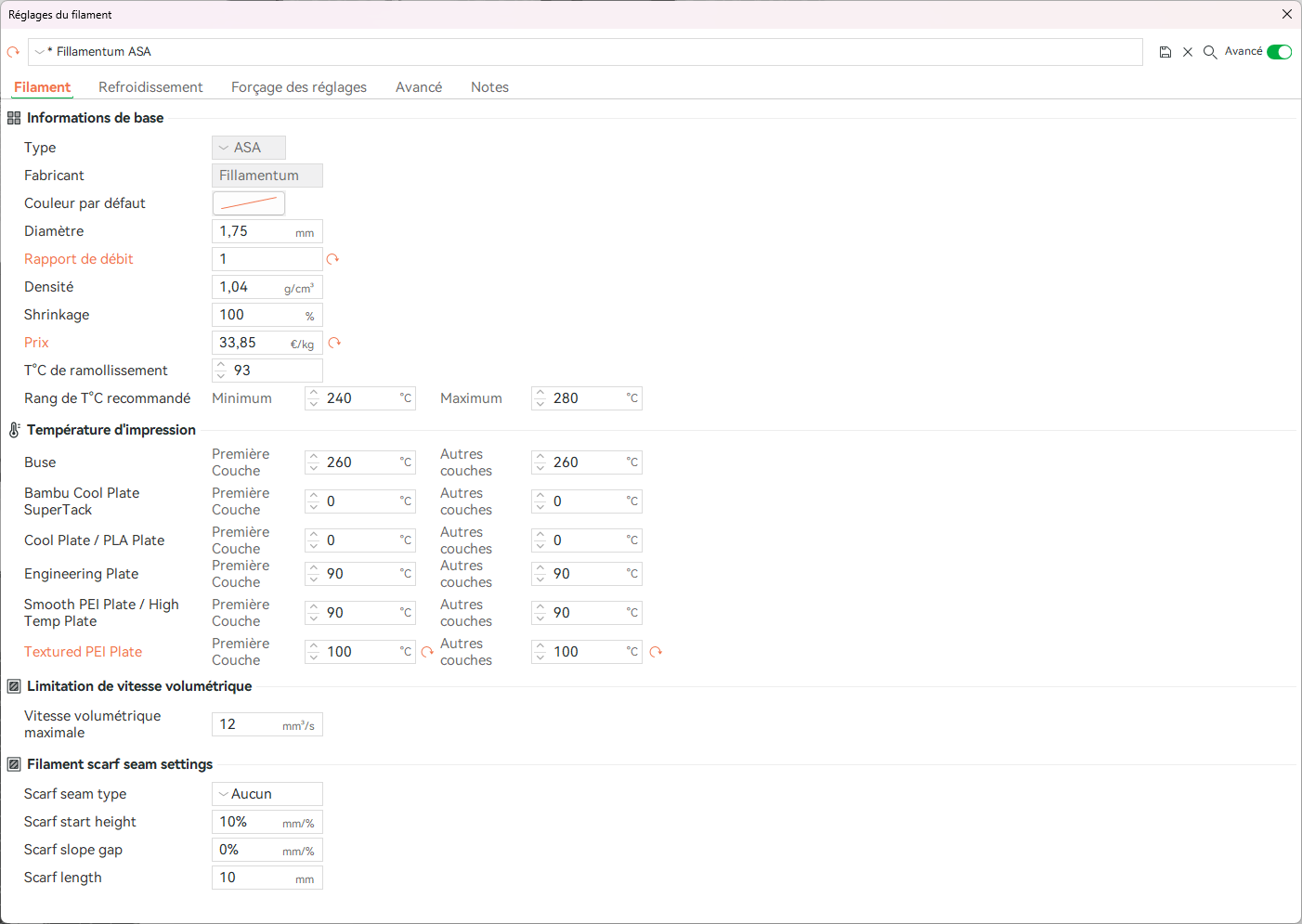
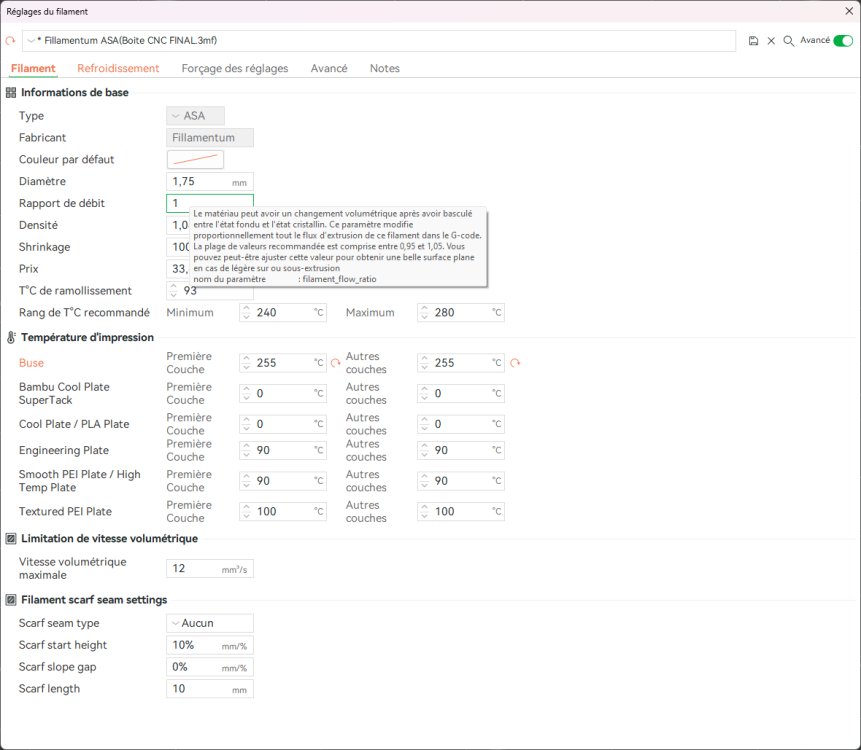
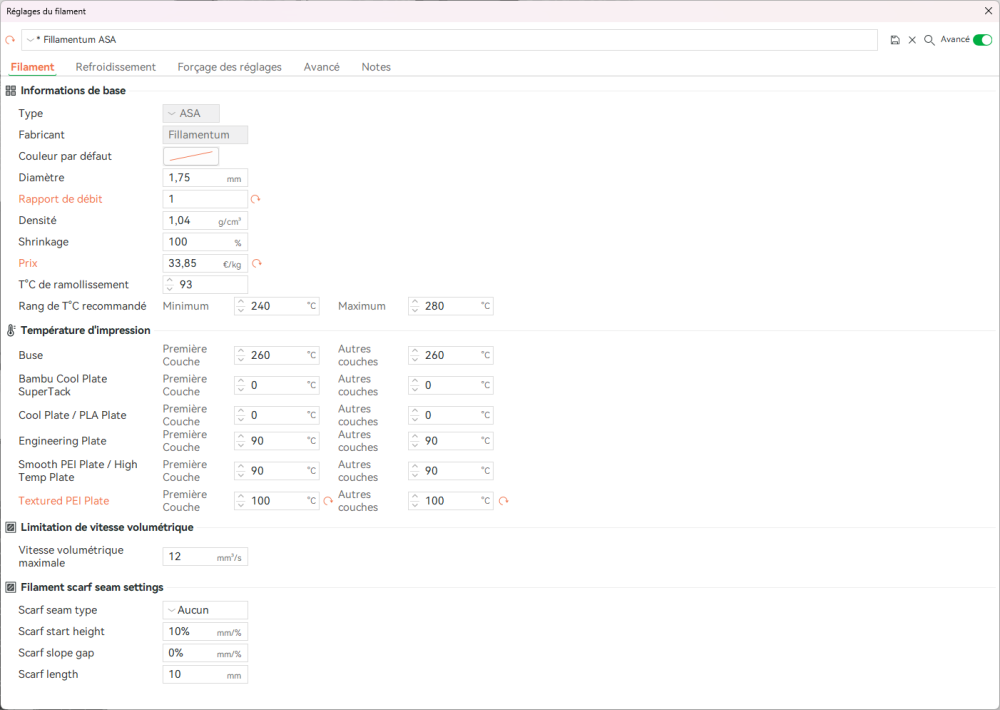
Idem que le test initial : 255° pour la buse et 100° pour le plateau, 0.95 en débit d'extrusion.
-
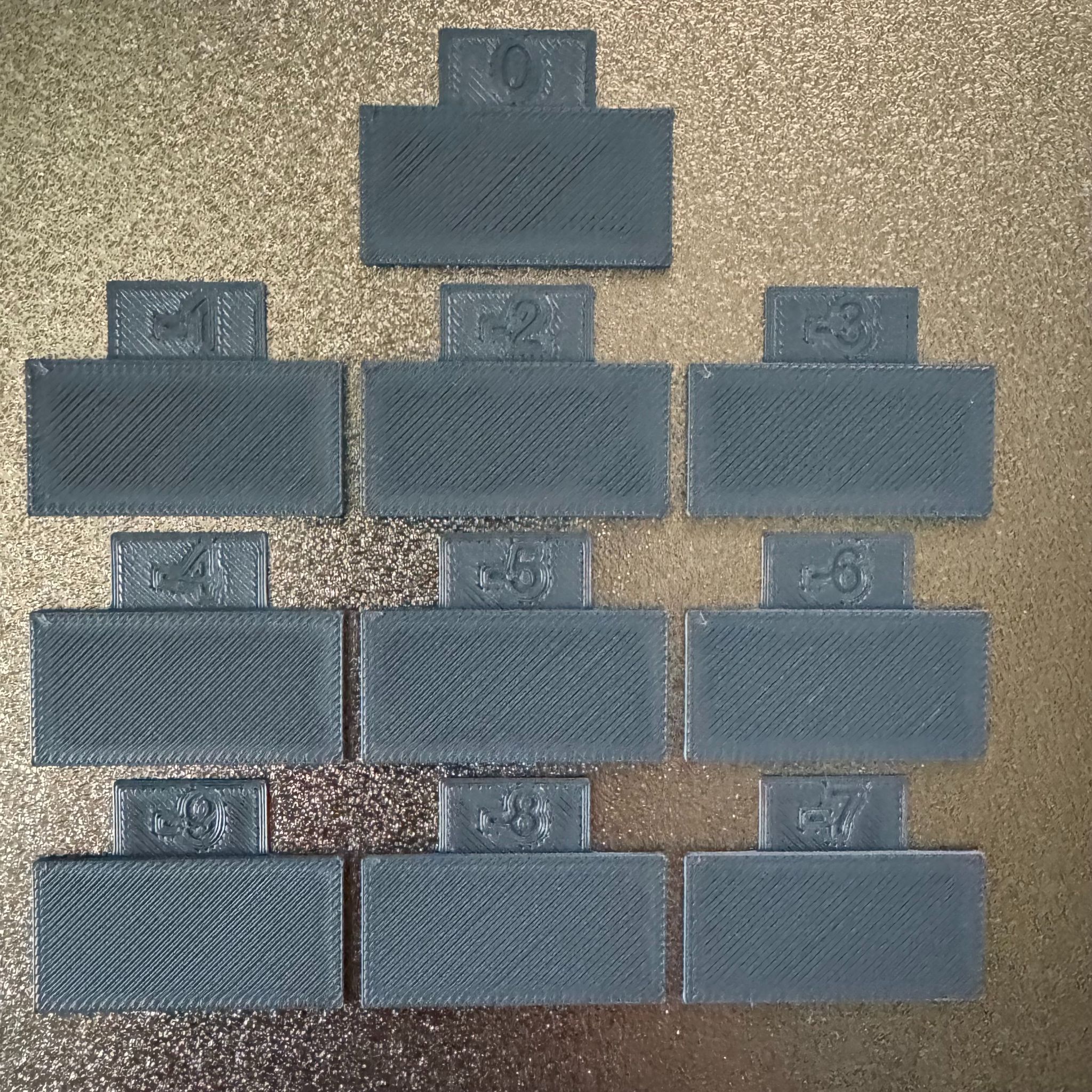
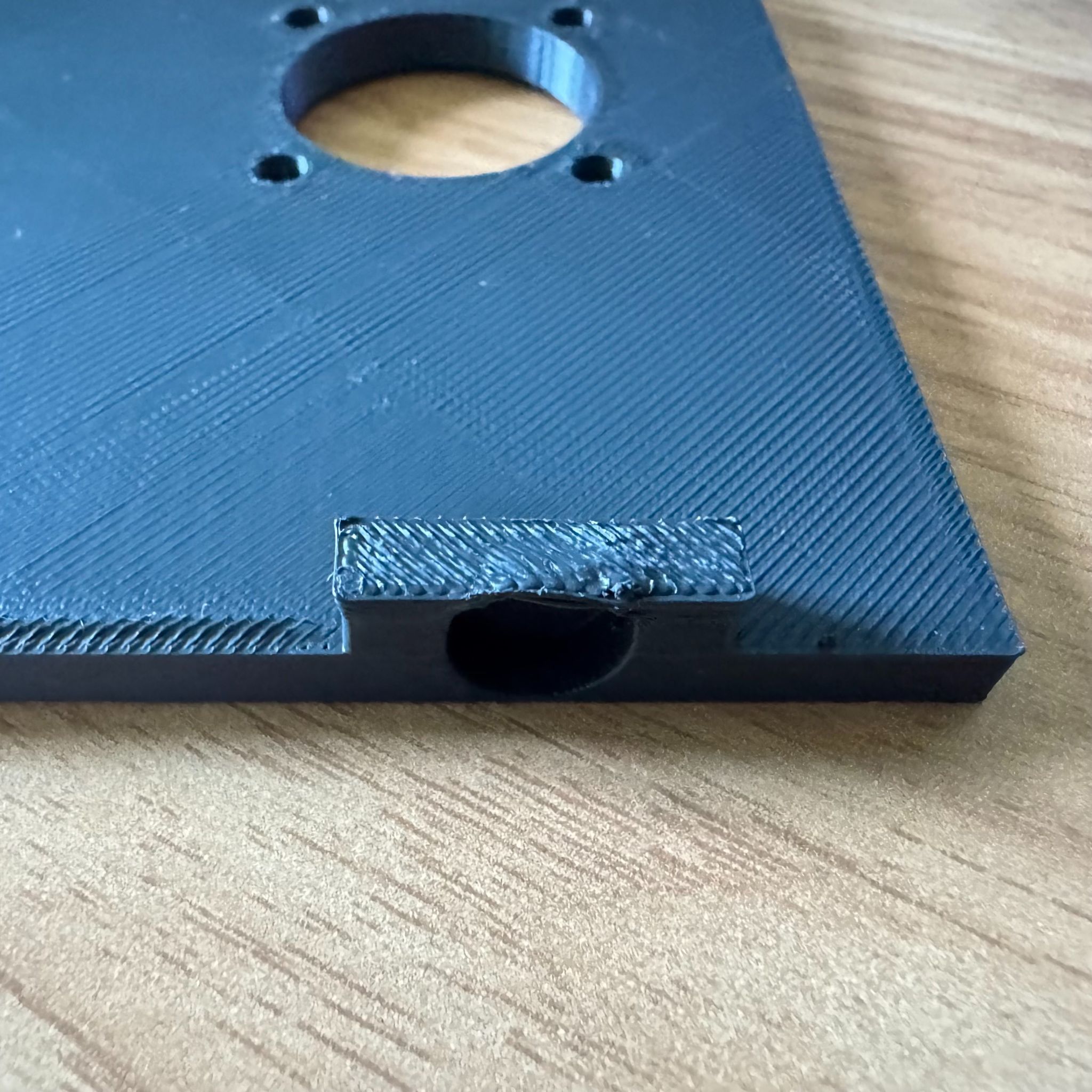
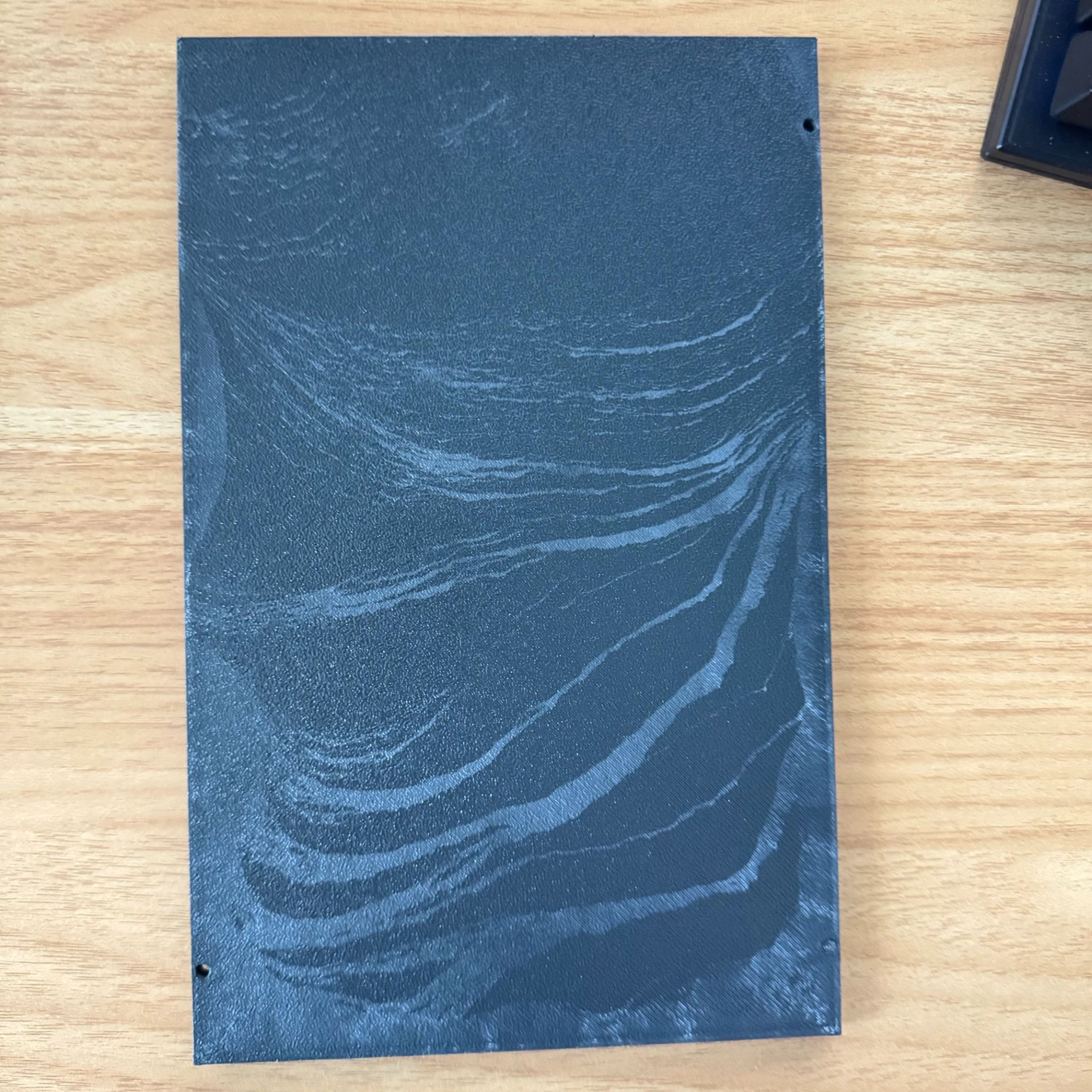
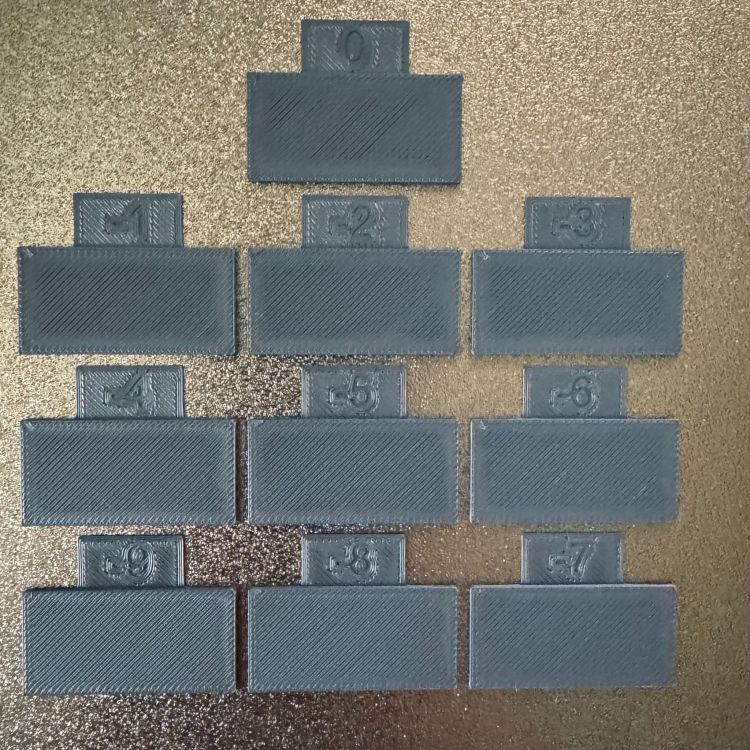
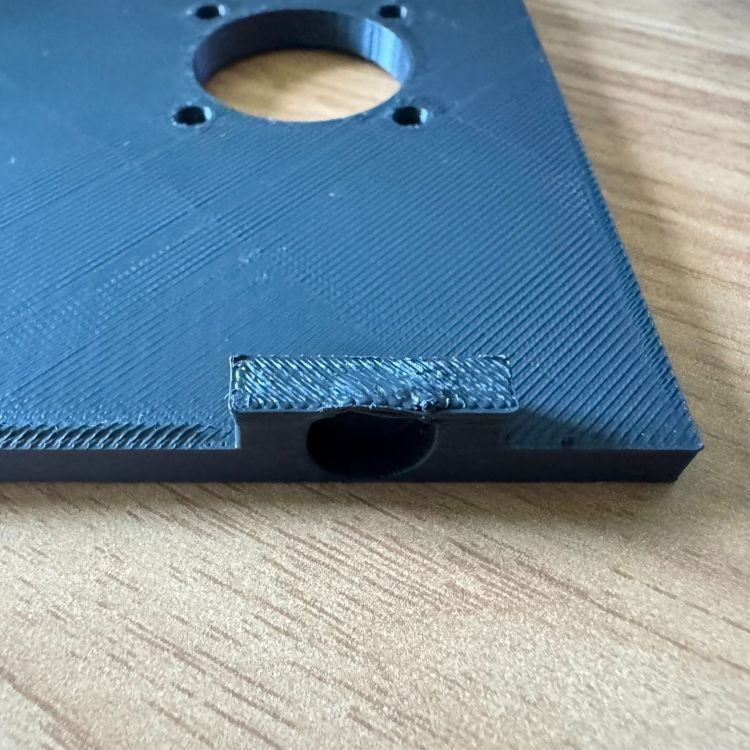
Concernant ma plaque, elle est texturée des deux côtés. C'est ce qu'on m'a dis, une fois l'imprimante bien réglée, l'ASA est top. Mais moi je galère ! Une calibration s'impose de nouveau ! J'ai mis à 0.95 comme point de départ. On vois du manque de matière sur le test de calibration mais sur la pièce de test ci dessus, c'est l'inverse pour le même débit 0.95. Une idée ?
-
J'avais mis une grande juste sur mes grandes pièces lors de mes premières impressions pour éviter le warping ds les angles droits donc la j'ai laissé pour le test.
-
@jcjames_13009 https://shop.fillamentum.com/en-in/pages/downloads#2 Déjà plus propre, test d'impression de la petite partie supérieur avant l'imprimer la pièce totale.

-
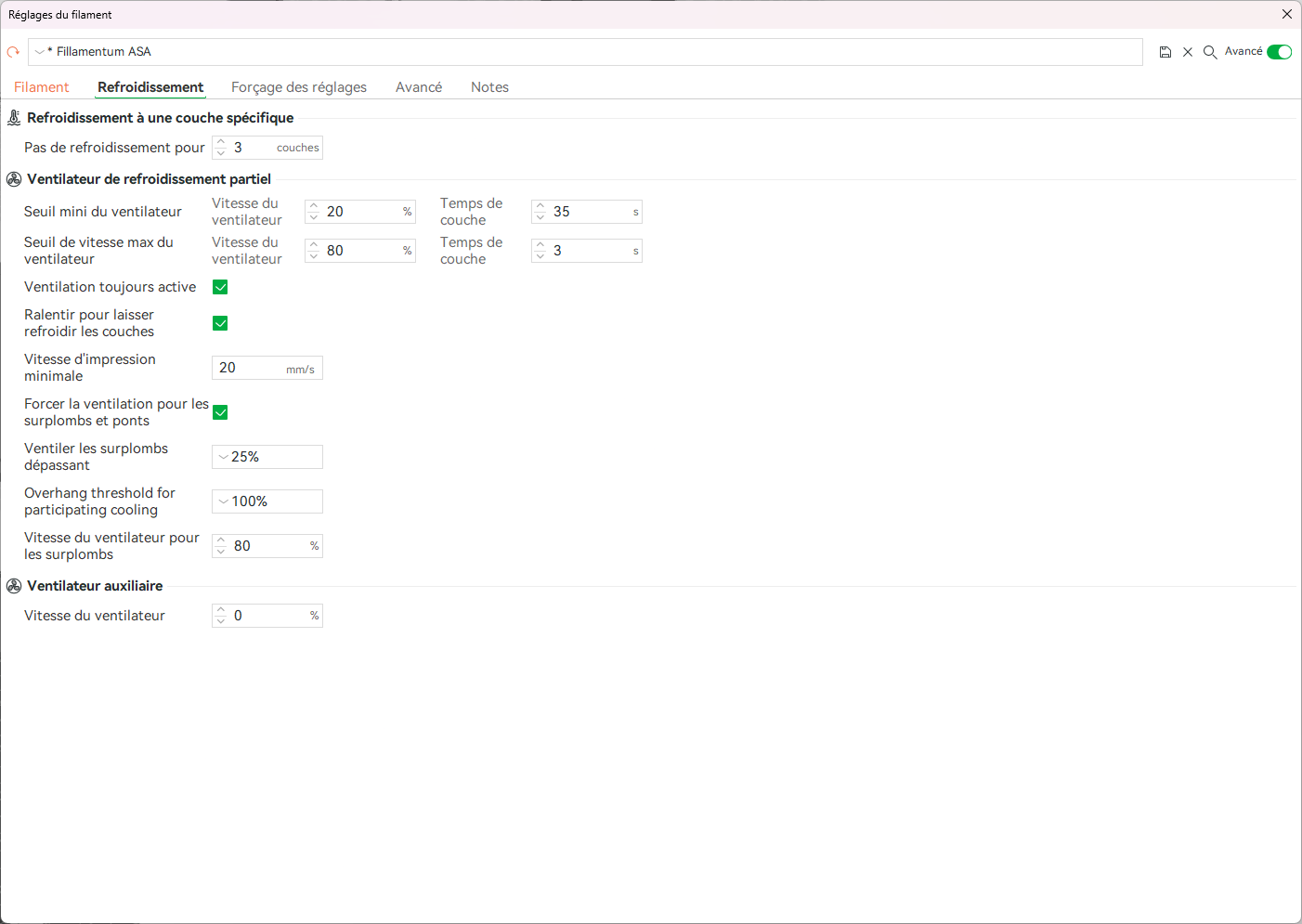
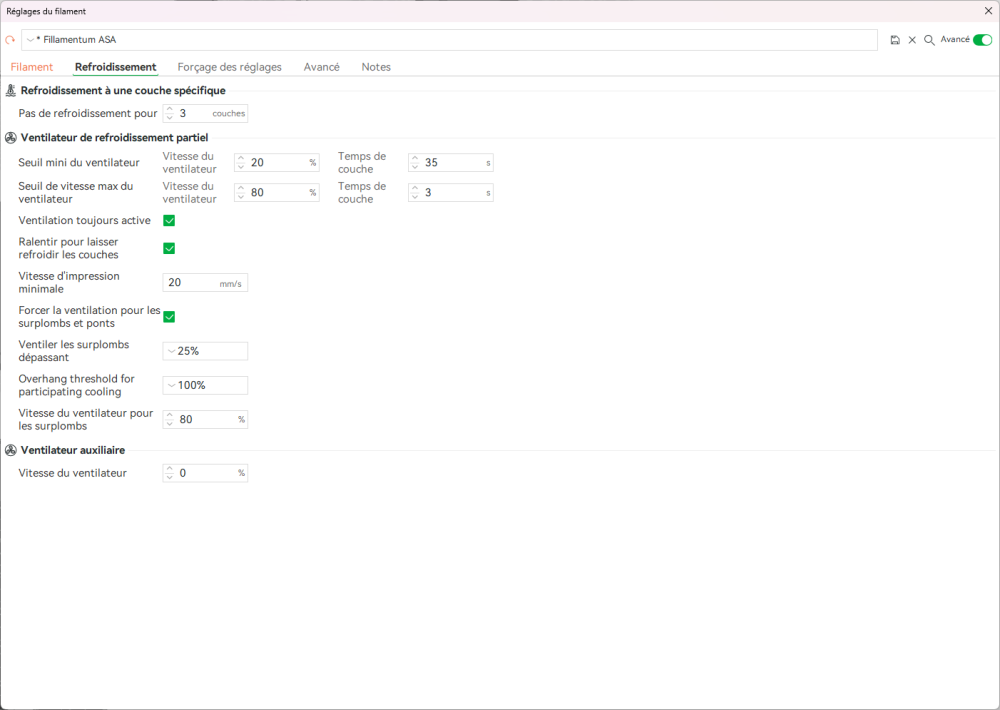
Fillamentum ont crée un profil pour les Bambu, ils ont mis 12, c'est pour ça que j'ai laissé.
-
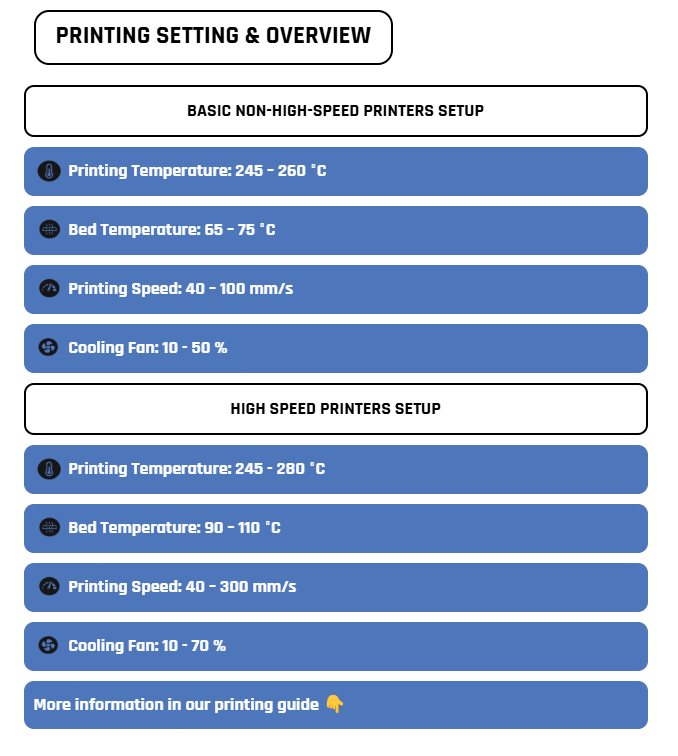
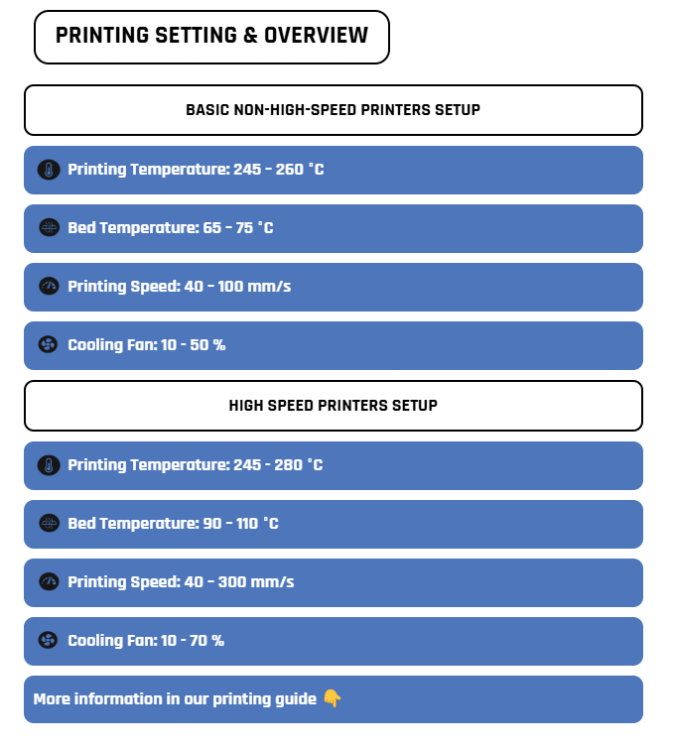
Quelques information :
-

Problème TPU, Calibration automatique Bambu Studio P1S
Mickael432 en réponse au topic de xavax dans Bambu Lab
Bonjour, Je confirme bien qu'il n'y a pas de calibration automatique sur la P1S, cette calibration automatique n'est réservé qu'au X1 avec son lidar. -
Profil mis à jour.
-
Bonjour, vu que j'avais PrusaSlicer auparavant d'installer, je me suis inspirer mais enchainer les testes ratés sans trop savoir ce qui cloche, ce n'est pas simple. Lors des premiers essaie, le rapport de débit par défaut était à 0.95, il y avait clairement de la sous extrusion, je l'ai monté petit à petit jusqu'à 1.01, le centre des pièces était correct mais sur les bord, pas lisse du tout. J'ai redescendu à 1. La P1S est une imprimante fermé et non ouverte @pjtlivjy 'L'ASA ne s'imprime pas lentement', je croyais l'inverse. Merci pour vos conseils. Ca viens du site officiel de la marque Fillamentum.
-
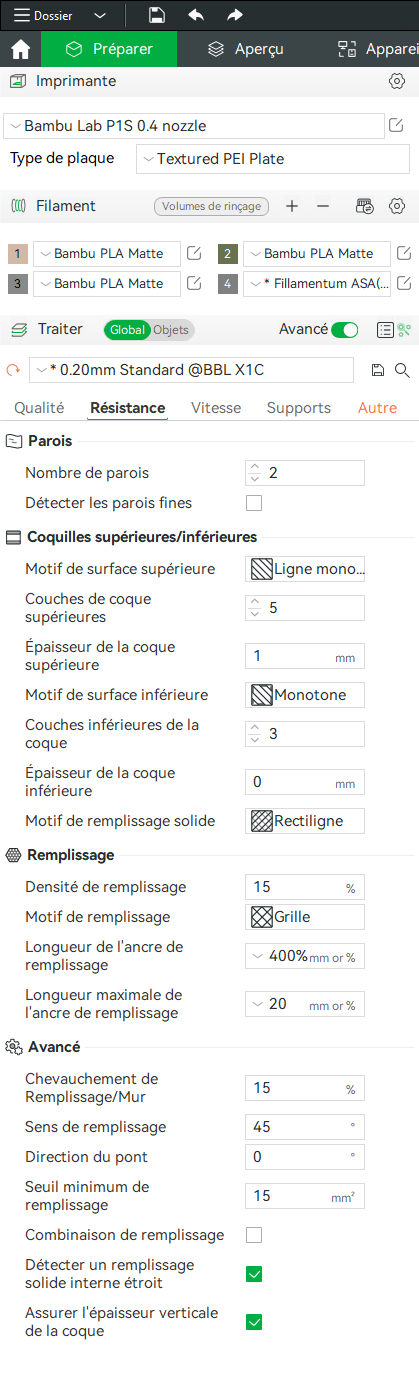
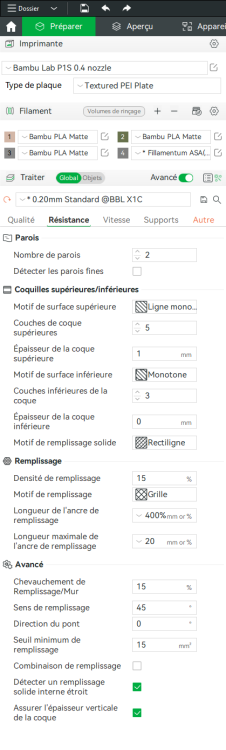
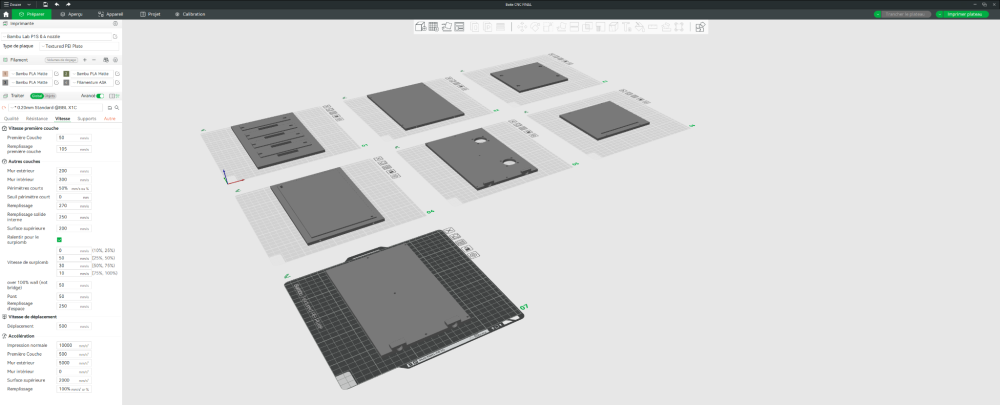
Bonjour à tous. Je suis à la recherche de conseil, d'aide s'il vous plait pour imprimer de l'ASA. J'ai commencé à imprimer mais je ne suis pas satisfait de la qualité des surfaces, certains endroits sont légèrement rugueux et d'autre propres, manque de matière, trou déformé sur les côtés, les petites surfaces (Corps 7 et 5) ne sont pas propres. On m'a dis que l'ASA doit être imprimé lentement 80 mm/s max. Mais j'aimerais trouver un compromis entre vitesse et qualité. Pouvoir imprimé les grandes surfaces rapidement puis plus lentement les petites surfaces... Je suis un peu perdu avec tout ces paramètres.
-
Salut, Petite question : as-tu un caisson fermé sur ton imprimante parce que c'est très recommandé pour de l'ABS. Je ne peux pas de donner des conseils vu que je suis un débutant.
-
Première impression (decollement au bout de 79%)
Mickael432 en réponse au topic de Mickael432 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos conseils, je n'ai pas trouvé le type de remplissage en 'nid d'abeille" sur Cura. -
Première impression (decollement au bout de 79%)
Mickael432 en réponse au topic de Mickael432 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour les conseils. Pour ma part j'utilise que du PLA, pour le moment. -
Première impression (decollement au bout de 79%)
Mickael432 en réponse au topic de Mickael432 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai du arrêter une impression vers les 20% parce que j'ai constaté ceci. Il y a un problème mais quoi ! Est-ce du au parametre " pourcentage de chevauchement du remplissage" qui a 10 % par defaut. Une autre idée. - Couche : 0.2 mm - Densité de remplissage : 10% - Vitesse d'impression : 45mm/s - Température impression : 210° - Température du plateau : 60° - Refroidissement : 100%