goug
-
Compteur de contenus
41 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par goug
-
Bon, réparation effectué, la seconde technique à mieux fonctionnée, j'ai bien dénudé les mini fils de la sonde sur 2 mm, je les ai entortillés et j'ai mis de la locite sur la jonction ensuite. 2 jours plus tard, je recevais les nouvelles tête dont une complète ... bon, j'attendrais pour la changer là, car j'ai pu redémarrer mes test TPU, et cette fois en employant une technique simple : je fais chauffer la buse à 250° et ensuite j'envoie doucement avec l'extrudeur par petites touches, une fois que ça coule bien, j'ai pu lancer 4 impressions avec des settings différents, dont un mode vase. Pour l'instant les coutures extérieures sont très visible, mais ça s'affine. Infinite Cube, 1h d'impression en standard avec un affinage des réglages. Le seul échec que j'ai eu, c'est en voulant passer en vitesse sport ... bon là forcément, ça a lâché ... mais bon, fallait bien tester hein ! ^^ Sinon j'ai monté la caméra ainsi que le filtre à charbon, ultra facile. La camera immédiatement reconnu ... Bon après, y'a les soucis de mode réseau qui sont vraiment à leur début. Par exemple, on ne peut avoir le contrôle de la X1 sur PC qu'avec le mode réseau local activé, et si on était connecté avec l'appli android en Wlan avant, on perds non seulement la connexion, mais aussi le couplage ... et impossible d'avoir la camera sur le Slicer PC pour l'instant, il me laisse avec le message "initialisation" sans que rien ne se passe. Sachant qu'on ne peut pas envoyer de fichier depuis l'app Android, qu'il n'y évidement pas de slicer ... On a donc des fonctions qui ne sont que sur Pc , ou que sur Android ... vivement les futures mise à jours, on est vraiment dans du early adopter sur ce genre de point.

-
- Non, justement j'étais en confiance après que des impressions réussi, du coup, je l'ai laissé faire. Par contre, je l'avais laissé avec les check par défaut, et les lignes de vérification qu'elle imprime pour le lidar n'étaient pas sur le plateau lorsque j'ai récupéré l'amalgame, sachant que l'impression ne les chevauchaient pas, j'aurais du les retrouver. Je ne comprends pas ce qu'il s'est passé... Je n'ai pas encore la caméra, mais oui, je m'attendais à avoir au moins le check du Lidar, mais j'ai déjà eu le cas avec le TPU qui ne passait pas dans l'extrudeur, les lignes imprimées pour le scan n'étaient pas là, mais la X1 avait continué à imprimer dans le vide. - J'était par défaut setting PLA, vitesse standard, la température à 220° colle sur le plateau. Rien de bien exotique quoi. Pour le modèle, c'était un modèle perso, une grande surface plate, sans relief étranges. - Le TPU, j'avais baissé la vitesse à 40 en initial et 80 en remplissage initial. Mais de toute manière, rien n'est sorti de l'extrudeur. Autant avec le 90A ça ne m'a pas surpris, autant avec le 95A de chez Overture, là ça m'a plus étonné. Si tu teste avec le TPU de BambuLab tu me dira, je pense que ça passera mieux ! Par contre je veux bien que tu regarde un truc sur la tienne, c'est au niveau de l'extrudeur, la roue jaune qui est visible sur le coté, lorsqu'il n'y a pas de filament, est ce que la tienne a une bonne roue libre ? la mienne n'a pas la même friction suivant sa révolution, y'a des moment il faut vraiment que je force pour la faire tourner. Merci pour le lien de la sonde, si ma réparation ne fonctionne pas, j'en commanderais une après avoir réceptionné la nouvelle ! Pour ce qui est de la température, depuis le contrôle réseau ça ne fonctionne pas, je n'ai pas pensé à tester directement sur l'imprimante, seul les déplacement et l'extrusion fonctionnaient.
-
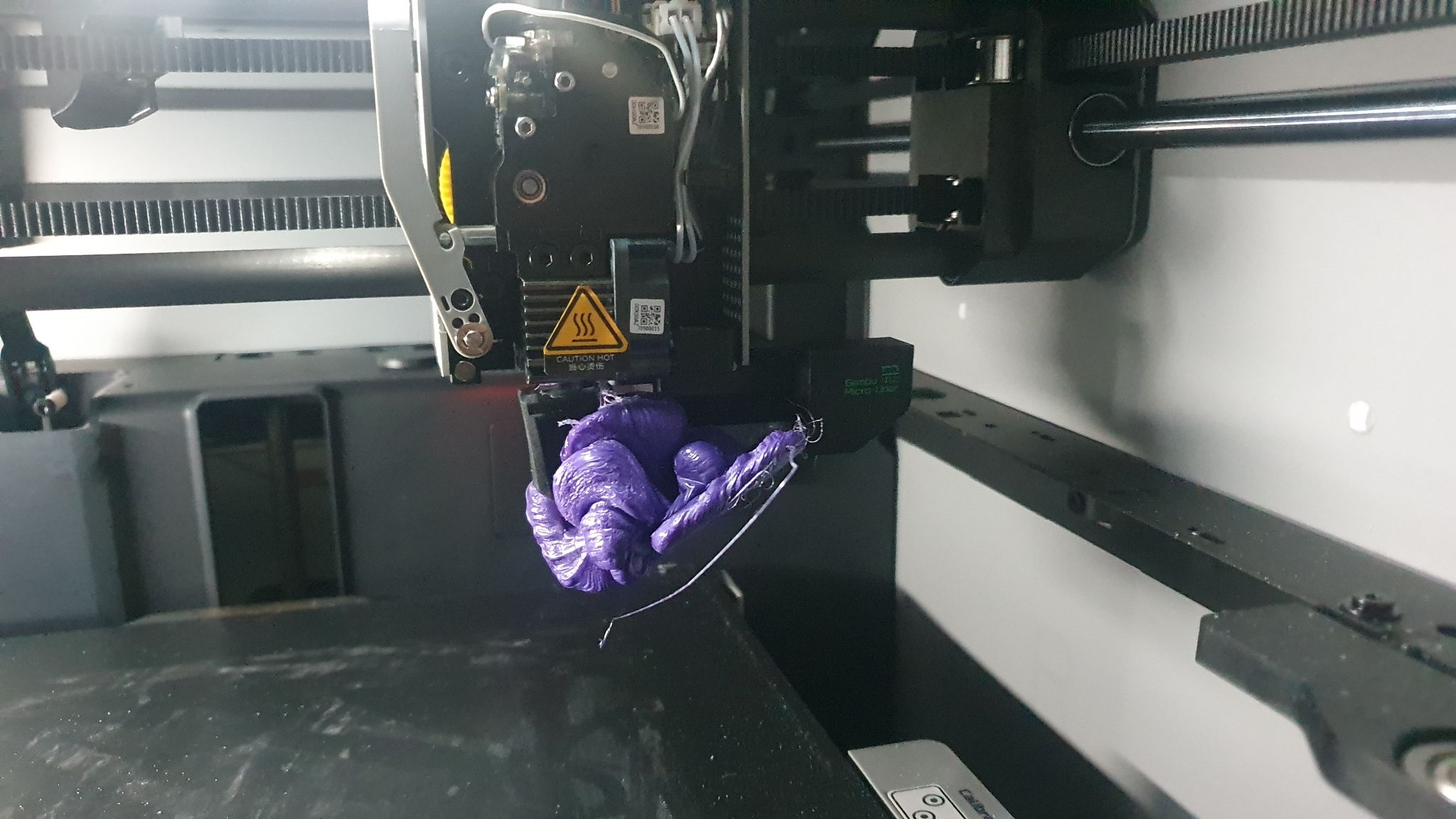
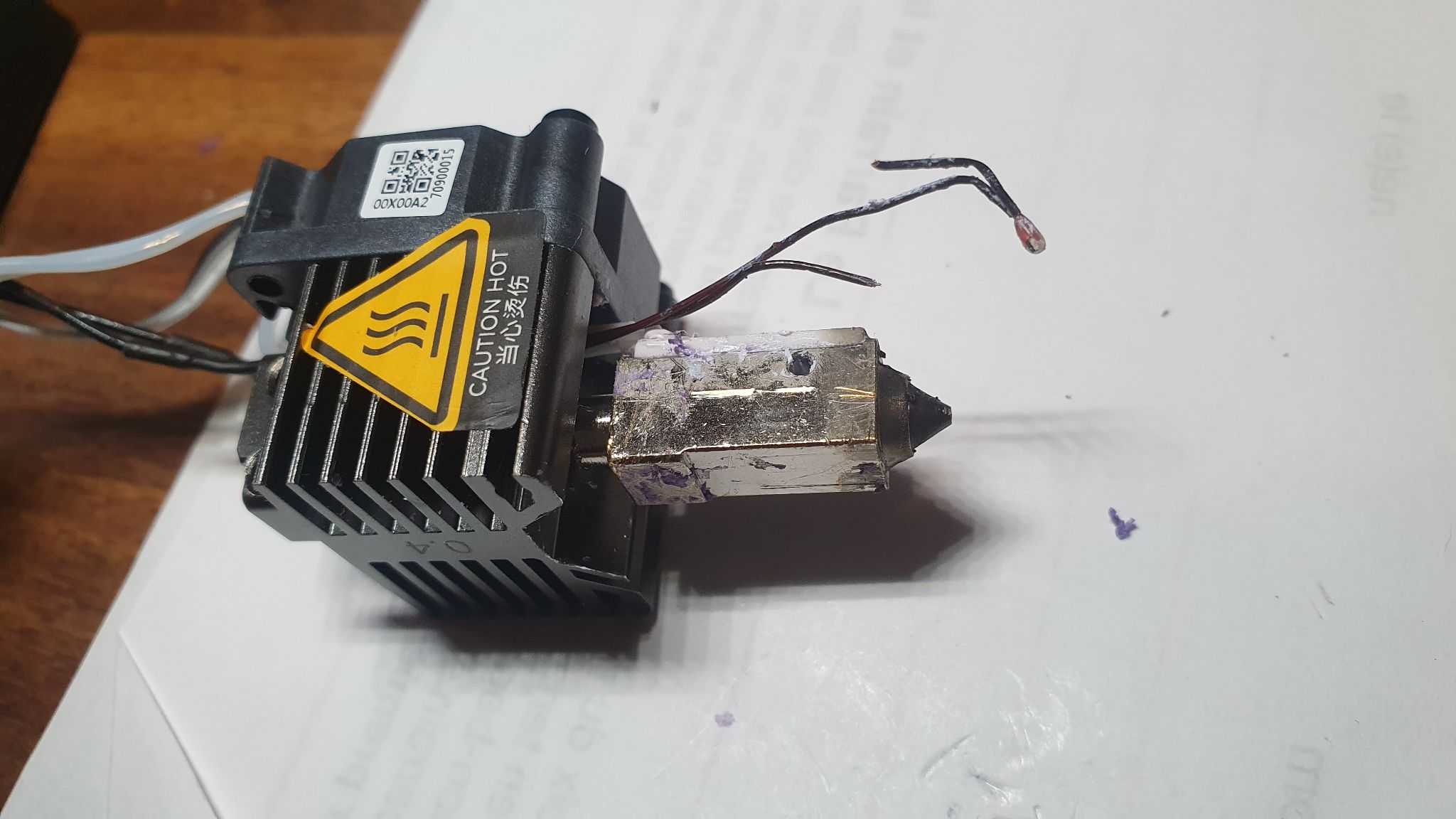
- A cet endroit là, une soudure ne tiendra jamais je pense, trop chaud, et il n'y a même pas l'espace pour passer une gaine une fois que l'on place le serrage métal autour. C'est pour ça que je réfléchi à une solution alternative. - Oui, j'ai fait pas mal de test et d'impression différente avant ça, mais je venais de me heurter à des problèmes avec le TPU, même en 95A ça ne passait pas et j'avais fais un clog d'extrudeur que j'ai du démonter pour extraire le filament. Tout c'était bien passé au remontage, et j'avais pu lancer une impression test après qui s'était bien passé. En confiance, j'ai lancé celle là et je suis parti faire mes trucs ... - Et pour ce qui est d'extruder manuellement, non, en tout cas je n'ai pas trouvé. On peut juste demander à l'extrudeur d'envoyer du filament, mais à faire uniquement en arrêtant un début d'impression pour avoir la tête chaude. Là j'étais en PLA simple, je pense que la tête à dû heurter les premières couches sur le plateau pour faire un tel amalgame. Mais c'est aussi ce qui m'énerve, ce n'est qu'une théorie.
-
Ouais, elle est belle la technologie avec détection lidar ^^
-
Je voulais vous préparer un post sur le sujet de ma X1 normale, mais j'ai eu quelques petits soucis avec aujourd'hui ... Une fois l'énorme amalgame retiré, j'ai en fait sectionné un câble de ce que je pense être la sonde ... Je ne sais pas si dans le paquet des extra que j'attends de BambuLab il y a une tête complète, mais au vu de la section de fil coupé, je ne sais pas encore avec quoi je pourrais réparer ça. peut être que juste un point de Loctite suffirait ...



-
Arf, tu as complètement raison, tu fais bien de me le dire, je me suis complètement planté sur le modèle du ventilateur !
-
Dés que j'ai un moment, je partagerais mes premiers pas avec la bebête ! Déjà, je viens de recevoir l'ouverture de coupon pour la commande des accessoires cadeaux KS, et du coup, j'en ai profité pour commander les éléments qui me manquaient entre ma X1 et la X1 Carbon : On va voir si c'est facile à adapter !
-
Ayé, le modèle de la Bambu X1 vient de m'être livré aujourd'hui, gros bébé, mais je n'ai malheureusement pas le temps de l'essayer tout de suite ! Je l'ai quand même sortie du carton pour voir si elle avait bien vécu son voyage, et oui, c'est impeccablement emballé !
-
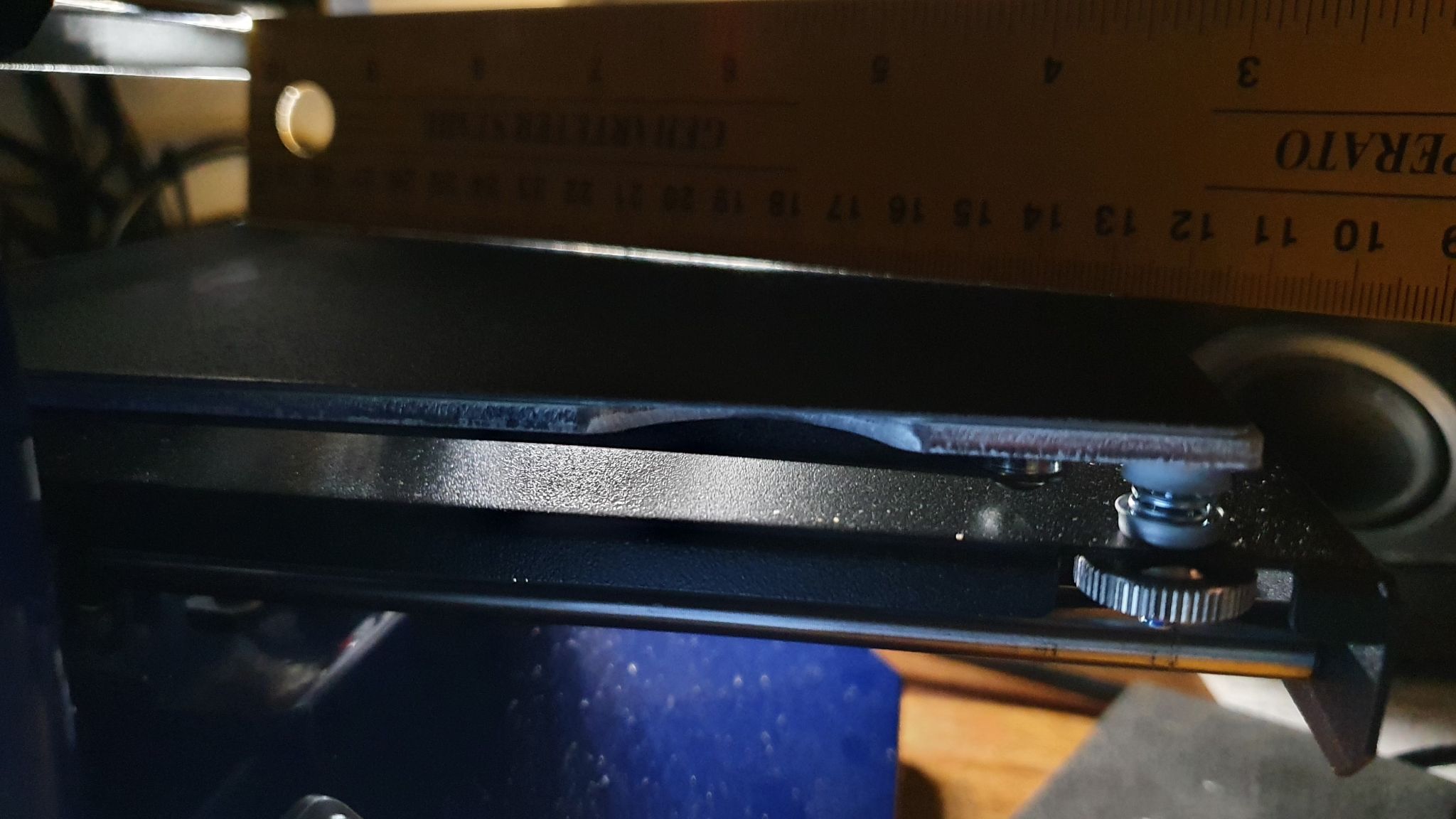
Prima m'a renvoyé un plateau ! Par contre je viens de le recevoir, et le carton était bien trop fin ... Résultat, plateau tordu à la réception .


-

cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
Eh oui, mais je ne sais plus si je l'avais précisé, mais je n'ai pas arrêter l'imprimante pour justement pouvoir conserver l'origine, mais autant j'ai pu actionner X et Y avec de bonnes valeurs d'absolu, autant le Z était perdu. Eh eh eh, c'est sûr ! mais on verra déjà comment elle s'en sort de toutes ses promesses ! -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
Bon, j'ai une bonne et une mauvaise nouvelles J'ai réussi en faisant pas à pas ta technique @pommeverte en passant en ligne de commande dans repetier. Mais certains angles n'ont pas tenu, il y a dû il y avoir un léger décalage sur le Z, entre la rétraction du pla et le temps qui a passé, sans compter que là ou j'ai donné le 0 de mon Z, ce fût régler en plusieurs étapes, à chaque fois que j'envoyais la commande G28 Z, la tête s'écrasait plus bas dans le plateau, j'étais obligé de compenser avec des offset. Certaines couches ont adhéré, d'autres non, surtout deux angles arrondis n'ont pas réussi a être au contact. En tout cas cette technique est censé fonctionner. Je pensais vraiment que ça serait plus simple ! Merci encore pour les conseils ! C'est ça qui est fou, c'est que je possédais toutes les valeurs en absolu, c'est pour ça que je pensais que ça serais simple. Mais non, impossible de rentrer le Z en absolu. Même si la tête s'était relevé pour éviter de bruler le point d'arrêt . Y'a un truc qui m'échappe. -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
C'est déjà un peu ce que je fais, mais ça ne fonctionne pas contrairement à ce que je pensais ( je force G90, ensuite G1 Z34 mais ça ne positionne pas la tête à 34mm de on plateau) Et oui, j'ai en effet perdu l'origine ... J'ai un bout du plateau que je peux atteindre en 0, je vais tester pour lui redonner son Z0 Maintenant que j'ai atteint le plateau avec un Z0 Je vais tenter ça : G90 M82 M106 S0 M140 S55 ;température plateau M190 S55 M104 S205 T0 ;température buse M109 S205 T0 ;au dessus GCODE d'initialisation G1 Z34 G28 X0 Y0 ;on réinitialise les axes X et Y, mais pas le Z G1 X87.58 Y31.04 G92 Z32.988 ;on indique que le Z actuel G92 E0 ;par sécurité on remet le compteur d'extrusion à 0 -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
Oui, là complètement, mais si je souhaite positionner Z sur un valeur définie de l'espace (34 par exemple) il n'y a pas de moyen sans connaitre sa position donné ? Si je fais un G1 X100 la tête va bien se positionner à 100mm sur l'axe X Je ne comprend pas pourquoi un G1 Z100 ne positionne pas le Z à 100mm -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
OK, je vois, mais il n'existe pas une commande pour donner une valeur au Z en absolu ? ça fonctionne bien avec X et Y. -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
Alors en rebranchant en Usb pour avoir la console, un M114 me donne : Recv:11:50:45.316: X:0.00 Y:0.00 Z:-15.00 E:0.00 Count X:0 Y:0 Z:-16463 Sauf qu'elle n'est pas du tout sur la dernière couche là. Sinon, la ligne G1 Z34, c'était pour avoir un Z plus haut que l'arrêt de ma pièce (Z:32.988) lors des mouvements avant reprise d'impression, pour éviter un strike dans la pièce Du coup, si je le zappe, je ne sais pas ce que ça pourrait donner Si je rentre G1 Z34 dans la console, mon Z va monter de 34 quelques soit la position où je suis, il est en relatif. Si je lui met G92 Z34 il ne bouge pas un poil. -
cura Reprendre l'impression à la bonne hauteur en Z
goug en réponse au topic de goug dans Paramétrer et contrôler son imprimante 3D
Salut ! Et merci pour ton retour, j'ai essayé en remplaçant par G1 les valeurs d'axes que j'avais spécifié en G28, ça ne fait plus redescendre le Z ! Par contre ça le monte, comme pour une valeur relative depuis la position en cours ... J'utilisais justement G28 pour faire un Skip Home, et faire dire que j'avais une trusted position. J'ai trouvé cette commande là : https://marlinfw.org/docs/gcode/G028.html Pour ma position Absolut, j'ouvre mon code en introduction avec un G90, du coup, je ne comprends pas bien comment je pourrais être en relatif. Concernant la commande M114, il faudrait que je la passe en console par repetier ? Mais là j'ai déconnecté l'USB pour pas avoir à nouveau un bug similaire à celui que j'ai eu. Pour mon code qui se positionne en relatif, même en forçant G90, j'en suis là : ;gcode d'initialisation G90 M82 M106 S0 M140 S55 ;température plateau M190 S55 M104 S205 T0 ;température buse M109 S205 T0 ;au dessus GCODE d'initialisation G28 X0 Y0 ;on réinitialise les axes X et Y, mais pas le Z G90 G1 X87.58 Y31.04 G1 Z34 M114 G92 Z32.988 ;on indique que le Z actuel G92 E0 ;par sécurité on remet le compteur d'extrusion à 0 ;LAYER_COUNT:449 G0 F90 X34.058 Y29.537 Z33.163 G0 F7200 X34.698 Y29.101 G0 X34.849 Y27.985 G0 X33.288 Y27.206 ;TIME_ELAPSED:9970.938632 ;LAYER:188 ;TYPE:FILL -
cura Reprendre l'impression à la bonne hauteur en Z
goug a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Hello, Après un test sous Repetier, quelque chose s'est mal passé, et il s'est arrêté à la moitié de l'impression. J'ai les Valeurs de X de Y et de Z en connaissant la couche, je n'ai pas fait refroidir le plateau, du coup je me suis dit que j'allais éditer une version du Gcode pour reprendre où ça s'est arrêté ... J'ai donc coupé avant la couche 188, et édité le début du Gcode. Bah à chaque fois, quoi que je mette, il veut faire redescendre mon Z, je ne comprends pas, du coup, si l'un de vous à une idée, c'est volontier ! Voici mon début de code édité : ;FLAVOR:Marlin ;TIME:19568 ;Filament used: 17.3445m ;Layer height: 0.175 ;MINX:20.175 ;MINY:20.175 ;MINZ:0.263 ;MAXX:99.825 ;MAXY:99.825 ;MAXZ:78.663 ;Generated with Cura_SteamEngine 5.0.0 ;gcode d'initialisation G90 M82 M106 S0 M140 S55 ;température plateau M190 S55 M104 S205 T0 ;température buse M109 S205 T0 ;au dessus GCODE d'initialisation G28 X0 Y0 ;on réinitialise les axes X et Y, mais pas le Z G28 X87.58 Y31.04 G28 Z34 G92 Z32.988 ;on indique que le Z actuel G92 E0 ;par sécurité on remet le compteur d'extrusion à 0 ;LAYER_COUNT:449 G0 F90 X34.058 Y29.537 Z33.163 G0 F7200 X34.698 Y29.101 G0 X34.849 Y27.985 G0 X33.288 Y27.206 ;TIME_ELAPSED:9970.938632 ;LAYER:188 ;TYPE:FILL ;MESH:Boxdesk_5-Little_Box_Pen_Holder.stl G1 F3300 X33.288 Y27.274 E223.08718 G0 F7200 X34.64 Y27.475 G0 X34.809 Y29.142 G0 X33.863 Y29.51 G1 F3300 X33.527 Y30.588 E223.11938 G1 X33.498 Y30.683 G0 F7200 X39.024 Y30.429 G1 F3300 X39.024 Y29.512 E223.14553 G1 X39.024 Y29.412 G0 F7200 X38.11 Y29.311 -
Email de commande reçu ! Vérifiez vos boîtes mail, car après la confirmation Kickstarter, c'est maintenant la confirmation de Bambulab !!!
-
Ils m'ont enfin répondu, je m'étais planté sur le contact form ... Ils m'ont demandé des photos avec une règle et un lampe en face, le résultat est là :


-
Ne t'en fait, pas, franchement, oui j'ai des soucis, mais je trouve que ça reste une super petite imprimante ! Le PETg c'est normal d'avoir des galères au début, par contre, les bases pas clean et le reste qui roule, c'est incompréhensible. Etant une cousine des Mp Mini et Malyan 200 je m'attendais à trouver pas mal de ressources sur le net, mais c'est un peu la foire, surtout cette version est assez différente des autres (Carte mère, écran tactile ...). Mais c'est fou de ne même pas trouver les profil Cura, ou d'un autre slicer sur le net. Prima aurait pu en faire un plutôt que de laisser les réglages par défaut. J'ai envoyé un mail hier au service client de Prima pour l'histoire du plateau, en espérant qu'ils m'en renvoient au moins un. Si ils semblent communiquant, j'essayerais d'en savoir plus. Mais vraiment, rien que pour son format, et son coté fini, avec le carénage, j'ai envie de la garder, même si je dois l'améliorer après avoir combler ses failles. Je n'avais pas envie de perdre du temps sur une nouvelle imprimantes (d'où ma commande de la Bambulab X1 ! ) Mais avoir une imprimante à domicile sur son bureau, ça donne un autre rapport à l'impression. Je la trouve mieux finie que les creality que j'ai eu entre les mains ^^' Tu pourrais me faire une photo d'un Benchy que tu as fait avec histoire de comparer ? Sinon, sur le forum Il n'y a pas vraiment de section pour ces imprimantes, la communauté ne doit pas être si grande chez les francophones. Mais ça serait pas mal de tout regrouper dans un seul post. J'ai trouvé un cas similaire sur GitHub : c'est le bed qui est déformé ...
-
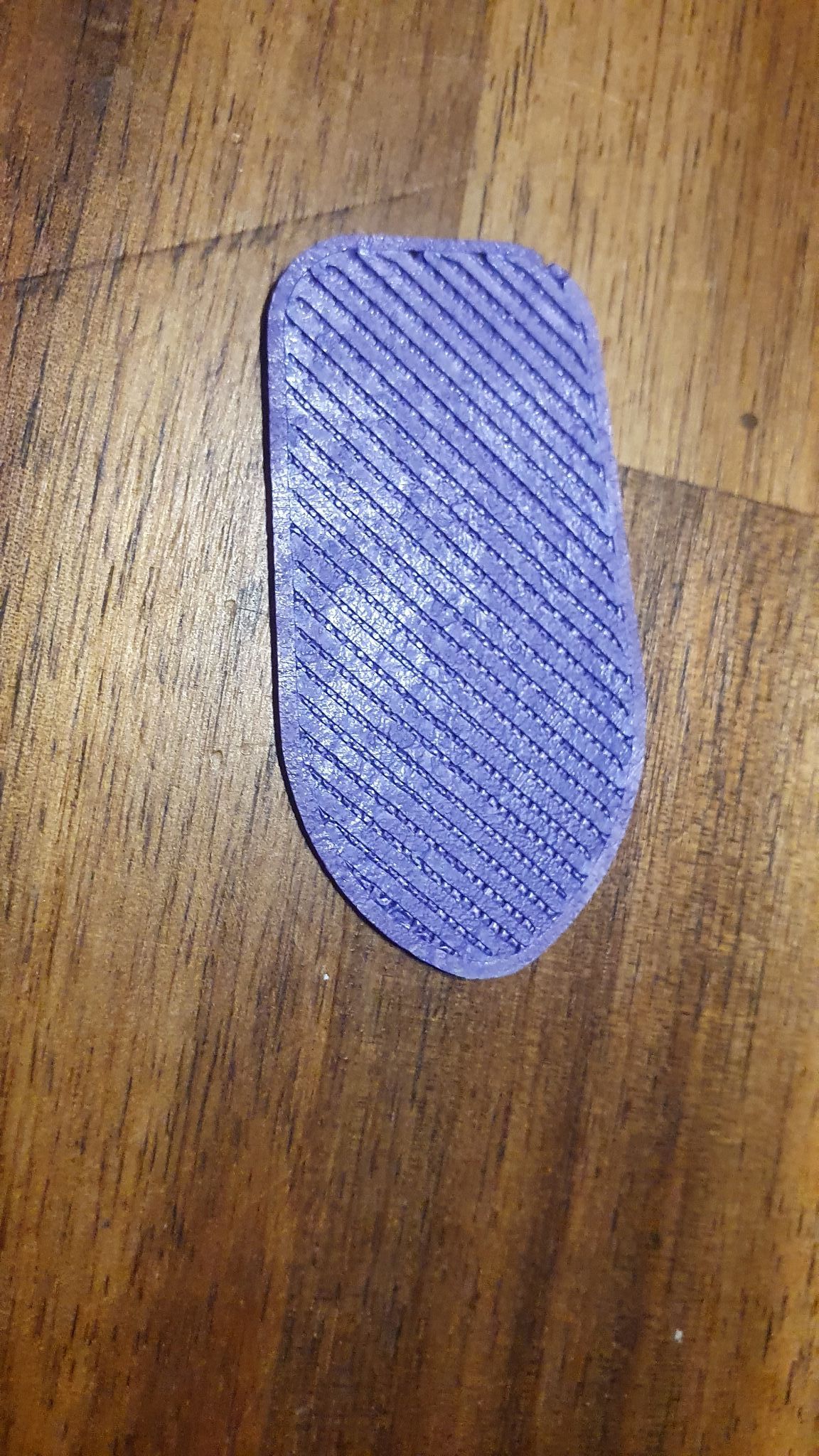
Merci de ton retour, pour d'adhérence, la colle stick fait le double boulot normalement, apporter de l'accroche, et simplifier la phase de décrochage. Mais je ne me rappelle pas l'avoir tester sur ce genre de surface, le texturé semble vraiment idéal pour éviter cette étape. Par contre, pas de Z Offset réglable sur l'imprimante, faudrait que je regarde où se trouve l'option dans Cura. Sinon, j'ai imprimé un Benchy pour voir ce que donnais mon setting Pla, toujours pareil, le modèle n'est pas parfait, mais très bon sur beaucoup de point, et toujours un Raft nickel, mais un dessous crade sur les premières couches. Sachant qu'en PETg, le fond n'était pas lisse, mais pas avec ce type de rendu illisible et tordu. Vraiment, je ne comprends pas quel réglages à une influence dessus (Même vitesse sur Raft et première couche, flow à 99% maintenant. Et le Bed le plus droit possible.) Photos : Petg Imprimé sans raft, mais skirt, avec beaucoup de colle ; Le raft du Benchy :




-
J'ai pu finalement le trouver grâce à une recherche google, impossible dans la recherche AliExpress ... ni dans leur page dédié. Mais oui c'est cool, je me demande si je vais devoir installer le bed magnétique ou si celui déjà installé suffira. Je verrais, je l'ai pris, c'était juste quelques euros de plus. Par contre, je ne pense pas que ce soit un modèle bi surface : / https://www.aliexpress.com/item/1005002333549066.html?spm=a2g0o.order_list.0.0.41c11802pAc6oe
-
En voyant cette liste passer, j'ai été plutôt surpris. Hormis la Camera et le "Auxiliary Fan Coolling Part" (non présent sur la X1 non Carbon) qui me paraissent un poil cher, franchement le reste, ça reste très correct pour du propriétaire ! Surtout les buses spéciales comprenant plusieurs partie, 9€ en version de base, je m'attendais à pire. A voir les stocks, les lieux de livraisons ainsi que les frais de port qui vont en incomber du coup !
-
Merci pour l'info, je ne les connaissais pas, j'ai pas encore trouvé de 160X130 en référence, mais je vais les contacter. Entre hier et aujourd'hui, j'ai fait des tests en PETG, après pas mal d'échecs, j'ai trouvé des settings qui commencent à être bon, par contre, j'ai du mettre de la colle en stick sur le plateau pour l'adhérence, le PETG reste compliqué à adhérer en première couche, surtout sur un plateau de cette qualité très moyenne. Le stringing reste tolérable pour ce type de filament.


-
En effet, il y a un problème avec ce lit magnétique, je pense qu'il n'est pas de bonne qualité, il n'a pas la flexibilité ou le rebonds d'un WhamBam par exemple lorsqu'on le tord (légèrement !), je me demande bien où je vais pouvoir en trouver un de substitution. Et oui, le plateau est propre, pas de surface grasse, juste un dépôt très fin de Pla à un endroit que je n'arrive pas à ravoir, mais c'est excentré. Mais sinon, lorsque j'arrive à aplanir au maximum la surface, lorsque c'est un Raft, c'est beaucoup plus homogène, et l'impression fini par être équilibré sur les couches supérieures.