Basilic
-
Compteur de contenus
59 -
Inscrit(e) le
-
Dernière visite
Récompenses de Basilic
")





-
pour l'instant c'était mon 1er essai et ce fut a 95% un échec mes supports se sont imprimé, mais mes pièces non (polymérise sur le film) seul un pignon pour un ami c'est imprimé correctement. Pour la durée je pense qu'il faut compté 10h vue les dimensions. Les différentes machine se valent je pense, ce qui change c'est la résolution (dimension des pixels) le volume, et le puissance des UV (rapidité de polymérisation).

-
Monfred si tu met un STL je peux le passé dans le trancheur et te donnée une idée du prix qu'affiche cette outils
-
Je confirme, les résine de bases sont très dure, et donc cassante. J'ai fait ma 1er impression hier avec de la résine dite ABS-like de chez Ifun qui me reviens a 180€ le litre (j'ai pris 500gr pour 67€ avec les frais de port avec une densité de 1,36 ça fait 370ml) mais meme si ma 1er impression a raté en grande partie, c'est effectivement bien plus proche de l'ABS ou PLA niveau dureté/souplesse. L'autre problème meme au 1/40eme c'est la dimension des imprimantes SLA qui risque d’être vraiment limite (a vue de nez une 1/40eme doit fait 10-12cm de long par 5 ou 6cm) car elle va occupé toute la surface.
-
Bon et bien faudra attendre encore, l'impression a raté. Les supports se sont bien imprimé mais les pièces sont resté collé au fond. Seul le pignon est sortie correctement. La vis a coté c'est du M5 le filetage fait 10mm. Les paramètres que j'ai mis pour cette premier impression son: Layer: 0.025 Bottom Layer Count 8 Exposure time 12s Bottom Exposure time 63s Liht-off delay 2s Bottom Light-off delay 6s Support medium (il me semble) densité 70%, les pièces incliné a 30° (sauf le pignon qui était a plat..) Je pense qu'il faut peu etre exposé moins longtemps pour évité l'accroche sur le film ou juste renforcé les supports
-
Problème rétractions
Basilic en réponse au topic de ddavyy dans Entraide : Questions/Réponses sur l'impression 3D
Quel température de buse? -
Tu peux essayer de dégraisser le verre. Sinon moi j'utilise de la colle PVA (colle a bois) j'en étale une fine couche sur le plateau (avec une raclette), ça aide bien a l'accroche, ça ce nettoyer a l'eau et ça coûte rien.
-
Désolé pour le temps sans nouvelle, j'ai attendu une pièce d'un ami (un pignon module 0.5, 19 dents) que je voulais imprimé en même temps, l'impression est donc en cours, résultat vers 20h (9h d’impression environ)
-
Déjà si tu as le bip c'est qu'elle vois le fin de course c'est déjà pas un premier diag. Si ta Photon est comme la mienne, regarde la languette qui est vers la vis et qui passe dans le capteur optique, peu être qu'elle est déformé et empêche la descente.
-
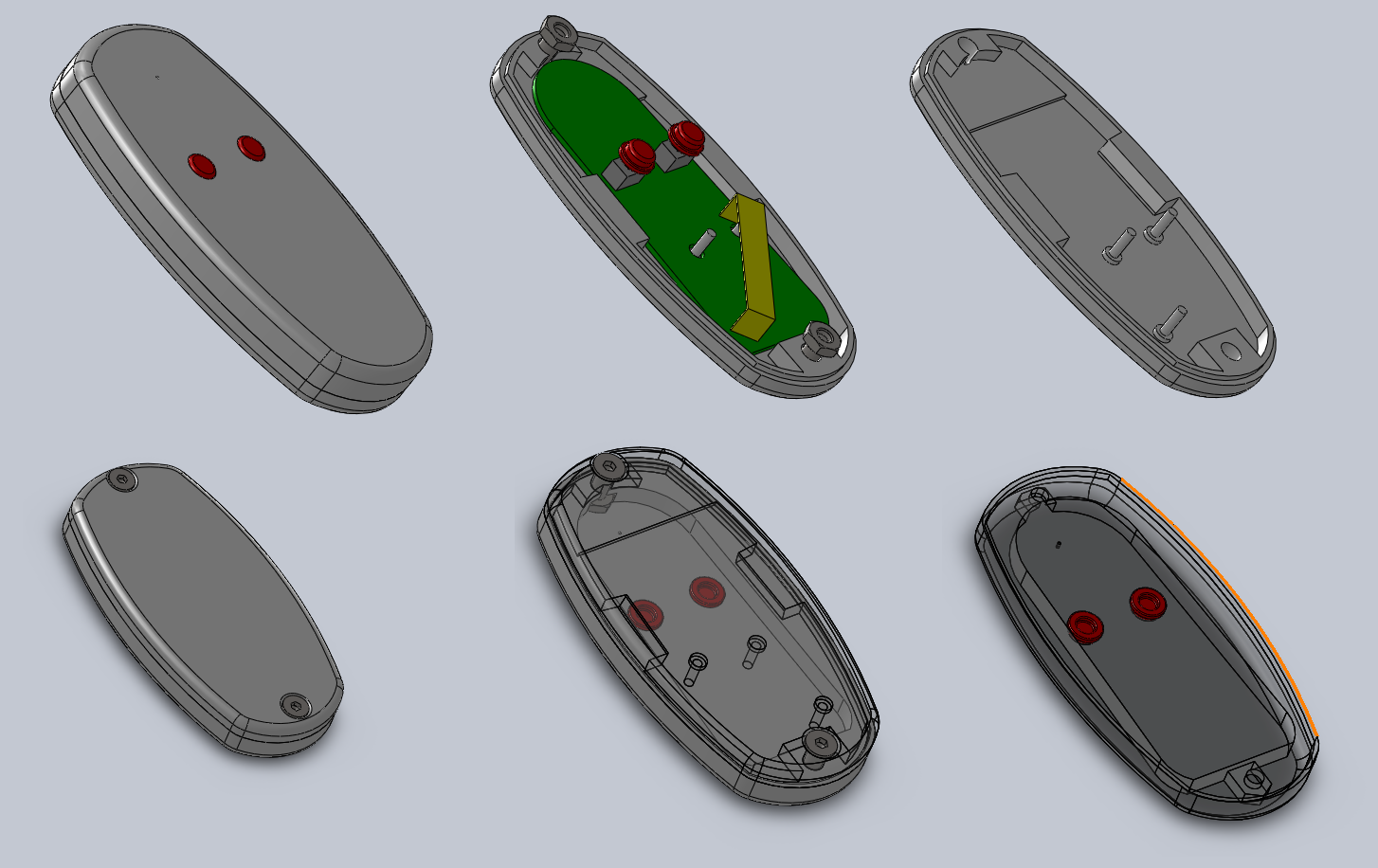
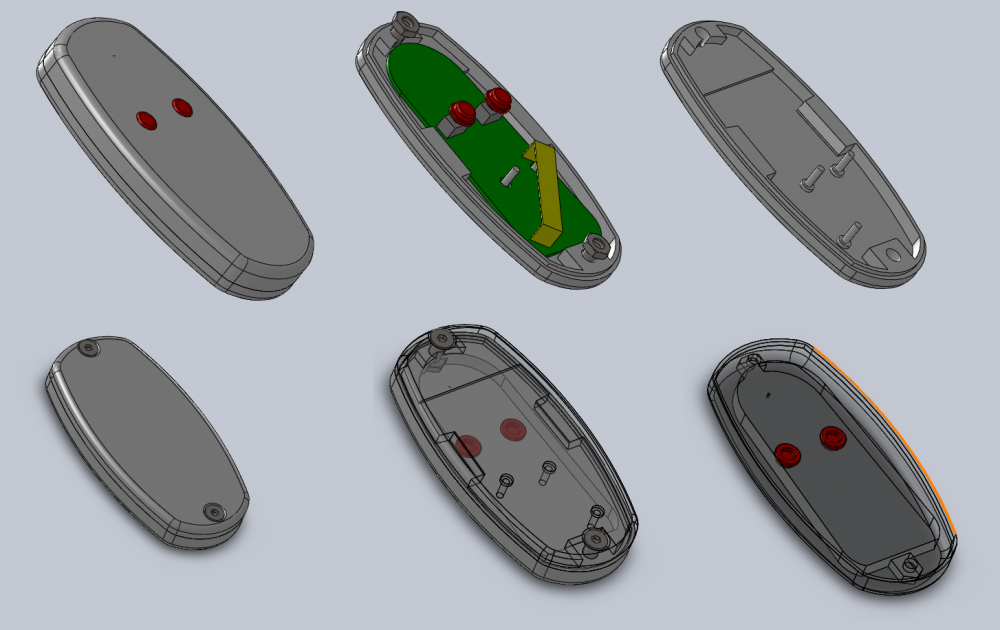
Voilà l'impression FDM terminée, environ 1h30 en couche de 0.2mm Premières constations le trou pour le diffuseurs de lumière a disparu (normal pour un trou de 0,5mm) et les pions de centrage sont plus que fragile un c'est cassé en retirant le bout de filament (je vais les grossir il n'y a aucune raison qu'il soit si fin) les congés on aussi quasi disparu (normal avec des couche de 0,2mm) Reprise des diamètre des trou et faire entré les écrou dans leur support. Il m'aura fallu environ 1h pour que tous s'assemble a peu près correctement. Le résultat final, une télécommande qui fonctionne. Y a plus qu'a attendre la résine.


-
Voilà grosso modo le projet J'en imprime une version avec l'imprimante FDM, en attendant (et ça permettra de vérifié certain point.
-
Bon en vue de faire un test "réel" je vais me dessine un boîtier de télécommande pour ma télécommande de garage, cette dernière étant clipsé, ils ont cassé à la 1er chute ou après un ou deux changements de piles, collé et décollé les coques c'est pas l'idéal pour changer les piles et ça à fini par ce fissuré. Je fait donc 2 coques avec écrou dans des coulisses et 2 boutons (peut être attaché j'hésite encore) Je prendrais les cotes une fois imprimé (celle qui sont simple, pas les galbes) Pour la planéité on verra, j'imprimerai les coques renversé de façon a avoir l’extérieur le plus propre possible (sans support dessus)
-
Bon a priori la résine arriverai lundi, donc je devrai pouvoir faire une paire dans la semaine prochaine.
-
Typiquement je fait des pièces fonctionnel, pas forcement mécanique, mais la résine qui m'a été livré est visiblement très bien pour faire des objets décoratifs, mais a la chute elle casse net comme du verre. Ce qui exclu la plupart des usages "fonctionnel". Le type de pièce c'est plutôt engrenage, gabarit, ou réparation diverse, modification d'existant. Pour l'exemple des usages que je fait de l'impression 3D (en général), j'ai déjà fait des gabarit pour le perçage de façade de tiroir, des gabarits pour des cartouches vide pour masque a gaz (pour faire un masque a poussière), des bouchons de tube, des pièces d'imprimantes 3D (lol). Pour la précision je pense qu'on est bien supérieur a la FDM, mais j'ai jamais trop contrôler les cotes, chaque pixel fait 47um et les couches 25-50um sur cette machine. Pour la planéité des pièces je sais pas trop, effectivement ça va dépendre de la tension du film sur l’écran mais je pense pas que se soit pire que la FDM.
-
Je viens de commandé de la Ifun ABS-Like, je ferais un retour quand j'aurai pu la testé.
-
Bon ben sa semble pas attiré trop de gens ce type de résine.