Lucien.M
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Récompenses de Lucien.M
")





-
Bonjour thsrp, oui bonne analyse je pense effectivement que ce serait une bonne option tout à fait realisable
-
Bonjour a tous, oui je confirme, si vous avez fait la mise a jour, ne plus prendre en compte mon tuto, car depuis la V1.60.7 il y a un auto leveling systématique a chaque début d'impression, si vous avez encore des soucis avec le capteur voici une vidéo qui peut être utile :
-
Bonjour jmevrd, oui c'est vrai je me suis mal exprimé, c'est en effet un métal a part entière si il est constitué uniquement d'alumine, mais il est utilisé très majoritairement sous forme d’alliages, et de ce fait, on a un peu tendance a dire que c'est un alliage
-
Bruno, Non il est pas possible de mettre les tiges filetés avec les anciens support car comme je le décris dans le tuto ce n'est pas le même entraxe car on est obligé de le fixer sur le profil aluminium vertical, et pas de bol, les trous de celui d'origine fixé sur la seul rainure horizontal ne correspond pas aux deux rainures du profil vertical. Pour le capteur, le doigt était cité non pas pour le réglage mais pour dire seulement qu'il n'en est pas insensible (Électromagnétisme du corps humain) qu'il soit capacitif ou inductif , bien sur il détecte la plate-forme aluminium principal celle qui est fixe (ce qui est généralement le cas qu'avec un capacitif car l'alu ne contient pas de fer, c'est un alliage d'ou son nom, et c'est la, la grosse différence), dans mon cas j'ai réussi a décoller le bultak d'origine, nettoyer toute la colle et dans un soucis purement esthétique l’intercaler entre mon verre et l'aluminium. Pour plus se sensibilité j'ai descendu le capteur plus bas que si javais gardé la deuxième surface en aluminium, réglage avec la clef plate et trois feuilles de papier si on opte pour une surface en verre, ou réglage avec la cale d 'origine si on garde la plaque en aluminium. je rappel que CREALITY dans certains pays comme au Canada a envoyé une séries avec une surface en verre. tu cite: L’imprimante commence toujours par une remise à zéro de son axe Z. C’est pour ça qu’il va au centre du plateau et recherche son point zéro grâce au capteur de proximité. Tu t'est peut être mal exprimé, ce n'est pas une remise a zéro de l'axe Z.., simplement comme toutes les imprimantes 3D il va chercher un HOME de tous les axes avant de commencer l'impression, sauf que la, comme tu le sais, il y a pas de contacteur pour l'axe Z donc il met un peux plus de temps car il se sert du capteur a la place. et cette position du milieu est corrigé vers le bord dans X/Y 50 dans le beta firmware avec marlin 1.9
-
Bonjour, Bruno et les autres J'ai imprimé en PLA ce qui est largement suffisant car aucune contrainte mécanique sur ces deux pièces, pour le firmware, je ne l'ai pas fait car je n'ai vraiment aucun soucis sur le nivellement, d'ailleurs depuis deux semaines je n'ai jamais retouché a ce réglage, je suis prêt a imprimer en moins de trois minutes j'allume l'imprimante je fais chauffer mon bed, certaines fois je je vérifie ma hauteur Z dans, SETTINGS, MOVE, Auto Home, je descend Z a 0.1 mm et je contrôle avec une feuille de papier, c'est généralement bon, et c'est tout!. Mais il n'est pas impossible que je le fasse, pour une bonne et seul raison, ce qui me gave un peu c'est que la tète fait son test au milieu du bed quand on lance l’impression ! ce qui laisse toujours un amas de filament au centre et vide la buse obligé de faire une jupe a trois ou quatre tours a 8 mm de la pièce a imprimer, avec le nouveau firmware il fait un nouveau check a a peu prés X50,Y50 et non plus au centre, ce qui et plus pratique quand même. J'attends des retours sur d'autres utilisateurs, je vous ferait parvenir les miens quand ce sera fait, En attendant je vous partage ce script de début que j'utilise pour démarrer avec une la buse pleine et non plus vide, il vous fera un dépôt d'extrusion a X/Y 10mm. G28 ; home all axes M204 P500 T1250 M205 X10 Y10 ; set jerk x/y=10 G1 X0 Y20 Z0.2 F3000 ; prepare a amorcer G92 E0 ; reset extrusion distance G1 F200 E15 ; extrude filament G92 E0 ; reset extrusion distance encore A bientôt, Bonne journée a tous, Lucien.
-
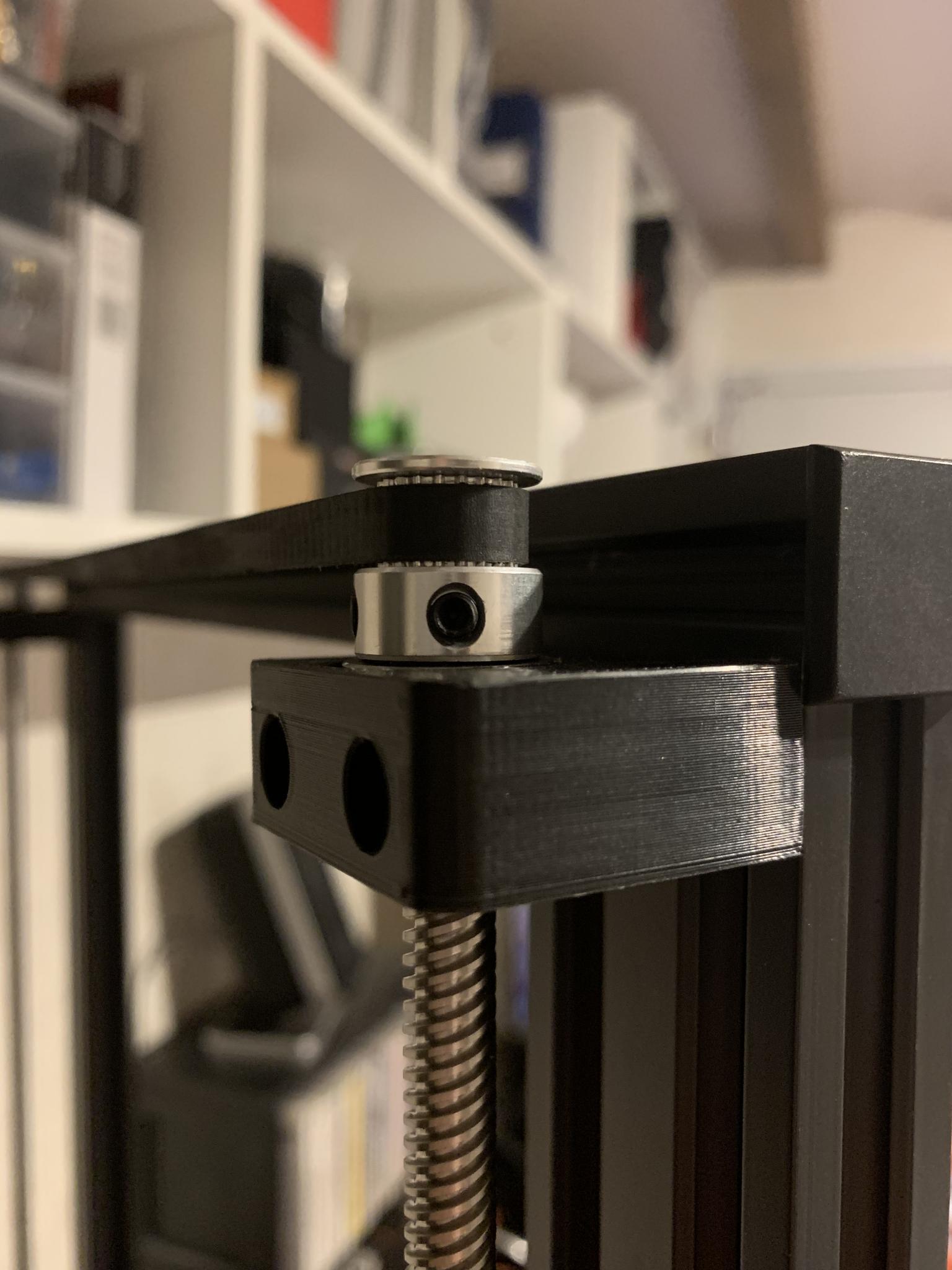
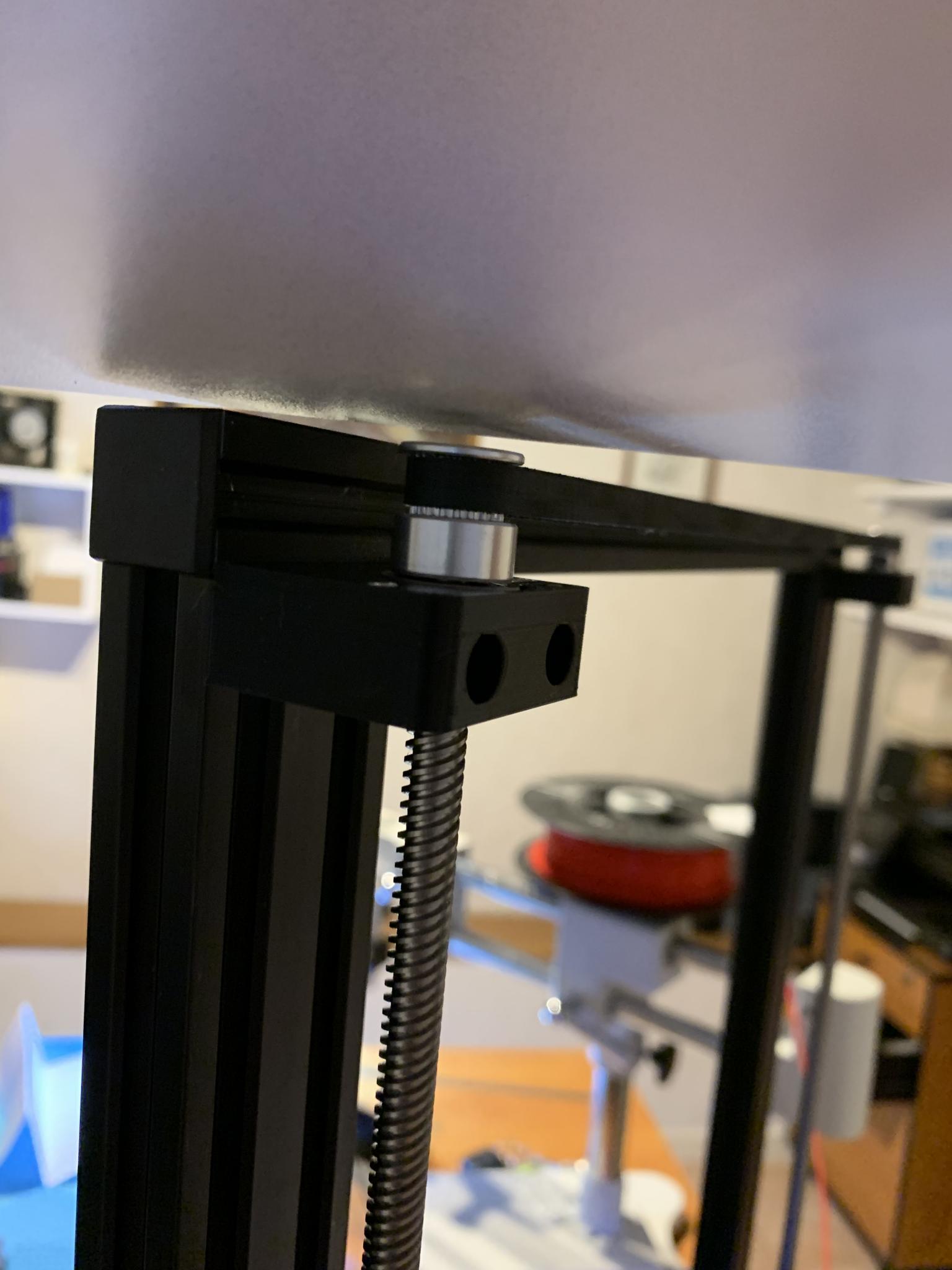
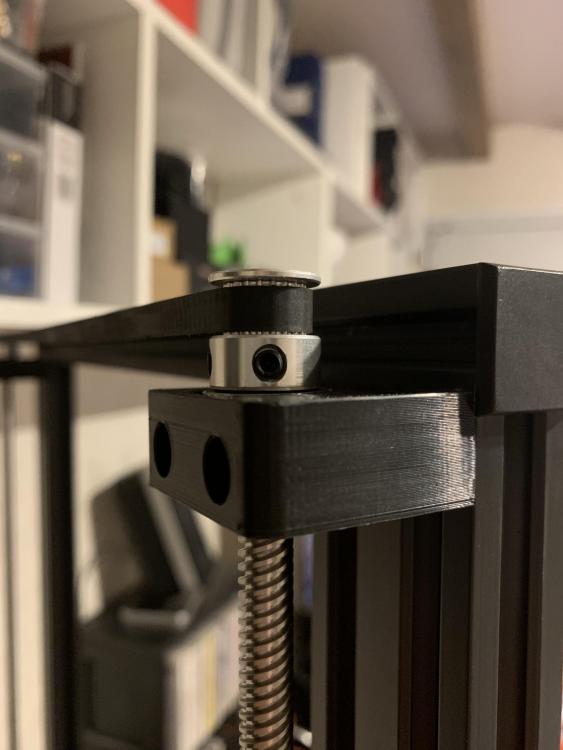
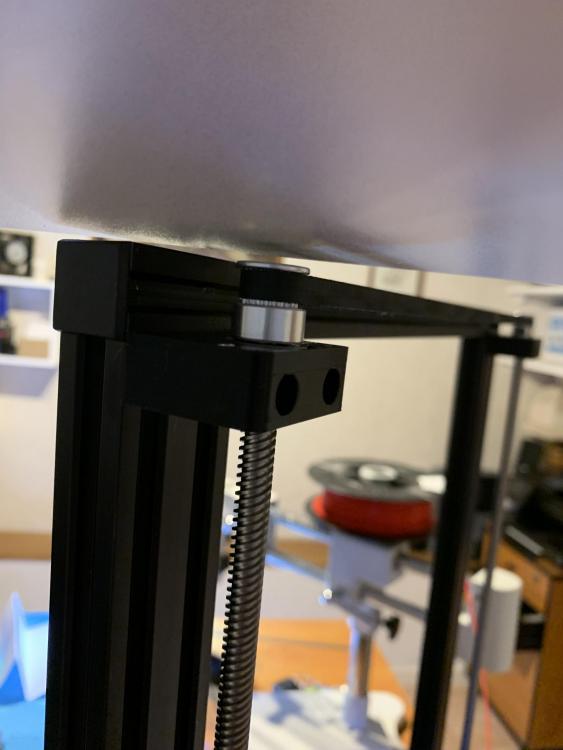
A la demande de Bruno et ceux a qui ça peut intéresser je vous fait part de la liste très peux onéreuse des pièces a acheter ainsi que le lien thingiverse pour les deux support a imprimer -Après avoir coupé le courant, dévissez les deux petites vis de chaque cotés des cache roulements et enlevez les cache, puis dévissez les deux vis de chaque support en plastique des deux tiges filetés qui sont fixés sur le profil aluminium horizontal du haut de l'imprimante, déboîtez les deux supports l'un après l'autre en le glissant vers le haut maintenez le roulement pour ne pas qu'il tombe car vous en aurez besoin pour les poser sur les deux nouveau support que vous avez imprimé au préalable car l'entraxe n'est plus le même. - Fixez ce coup ci sur le profil aluminium vertical et au plus haut les support imprimés mais sans serrer complètement pour faciliter le passage de la courroie plus tard, en butée contre le profil horizontal avec les vis qui maintenaient les anciens, en principe il y a pas besoin de remonter les tiges filetés des moteurs Z. - posez les roulements de chaque cotés dans la cavité prévue ( il est normal qu'il y ai du jeux en avant et en arrière mais pas de droite a gauche ce qui rapprocherait le tiges entre elles!) - Emboîtez de chaque cotés les poulies 20 dents 2GT GT2 , puis la courroie GT2 6mm de large par 760mm de circonférence qui a la dimension prévue et veillez a laisser un demi millimètre de jeux entre elle et le roulement, avant de tout serrer, pour tendre légèrement la courroie, écartez un peux les deux support de tiges filetés. Bien sur il faudra refaire le réglage de niveau de la potence avec la cale en composite. Courroie GT2 pes de 2, 6mm de large 760 de circonférence : https://www.amazon.fr/gp/product/B07D928LS1/ref=ppx_yo_dt_b_asin_title_o08__o00_s00?ie=UTF8&psc=1 Poulie GT2, 20 dents alésage 8mm : https://www.amazon.fr/gp/product/B06Y5MCVJ8/ref=ppx_yo_dt_b_asin_title_o07__o00_s00?ie=UTF8&psc=1 Support Guide de tige fileté 8mm a imprimer: https://www.thingiverse.com/thing:3387741 Je poste ces informations ( comme toutes les autres) dans un sens de partage, et pour aider la communauté car cette imprimante le mérite et si ça peux vous aider j'en serais ravi. je suis ouvert aux commentaires qui sont rationnels ou peuvent faire évoluer les choses, pas pour recevoir des critiques, je peux avoir laissé volontairement des détails qui restent une évidence pour moi sans que j'en parle, soyez compréhensifs. Merci a vous tous, Lucien.
-
Bruno, ta machine n'est pas a jour ta version v1.61 est trop vieille, j'ai reçu la mienne commandé sur amazon france livré en deux jours il y a bientôt un mois en V1.6.3 et cette version date déjà du 3 janvier 2019, il y en a pas eu d'autres depuis!.. il est pas normal que dans le Leveling Mode en faisant Z-HOME ton imprimante fasse un Z a zero! le capteur ne doit pas s'allumer!! ne confonds pas avec le réglage que tu dois faire au début avec la vis en sortie de aux-leveling, elle ne détermine pas la hauteur z0 , simplement la sensibilité.
-
Oui pas de soucis, il y a pas de moteurs a débrancher surtout pas, ils sont en fait branché sur me même driver sur la carte mère donc ils son déjà syncro sauf mécaniquement c'est pour ça qu'il y a pas de soucis a le faire, a part faire des Economies je ne vois pas pourquoi CREALITY ne la pas fait , j'en dirais un plus ce soir avec des liens pour l'achat des pièces car je dois m'absenter a plus tard.
-
Bien sur moi non plus, chacun fait comme il veux mais Tu cite : Ensuite j'ai beaux effectuer l'auto-leveling, l'imprimante ne règle absolument rien. Elle ne fait que relever les écarts de planéité du bed en utilisant le capteur de proximité et mémorise ces écarts pour corriger l'impression de la première couche et ainsi rattraper les défauts de planéité du bed. c'est exactement ça! elle ne règle rien elle ne fait que retenir avant l'enregistrement ! et confirmé dans mes commentaires... si ta buse est a zero quand tu fais Z-Home sors du menu et reviens y tu verra qu'elle n'y sera plus! ou alors elle est vraiment top basse et mal réglé.
-
Non! Non! pas de doute la dessus il valide bien la hauteur a la deuxième fois après le leveling! , oui c'est NORMAL qu'il positionne la tette au centre et a 1mm du plateau a chaque fois car ce n'est pas sa fonction!!! quand on appuie dessus c'est seulement pour emmener la tète au centre a 1 mm au dessus du lit affin de pouvoir procéder au réglage de la hauteur avec z+ et z-!! Ce n'est pas pour faire un Z zéro!! si vous ra-appuyez sur Z-HOME non seulement vous perdez le réglage de la position zéro fait auparavant, mais en plus il se mettra toujours 1 mm au dessus du réglage fait avec la vis du capteur avec souvent la LED éteinte, pour vérifier si vos réglages sont bons, faire retour, MOVE, puis appuyez sur la maison :HOME une fois qu'il a fini et arrêté de bouger, descendre Z-axis a zéro si votre réglage est bon, le papier sous la buse doit frotter a 0.1 et ne pas passer a 0.0.
-
Bonjour, thsrp, si tu commences avec une feuille de papier il faut tout faire avec du papier!, (0.20 c’est trop haut pour la première couche il faudrait régler la hauteur Z au début de chaque print dans les options qui sont disponibles au moment de l’impression ) pour le reste Non !!??suis bien le tutoriel! car si tu est a Etape du Measuring Tu as déjà fait le réglage avec les roulettes dans Aux-leveling! A aucun moment il est noté de les re-régler et de revenir dessus!!!, Le tutoriel me semble bien clair pourtant. Ce qu’il Faut Retenir: -Aux- leveling : Ne sert que pour niveler le plateau! Avec une feuille de papier ou a la calle on s’en fout! Le principal c’est que le plateau soit bien parallèle a la potence. -Measuring: sert pour l’enregistrement ( mais non validé a cette étape) de la compensation des défaut du plateau il faut cependant régler la hauteur Z avant la mesure et après la mesure! ( en réglant avec du papier avec Z- ou Z+) et valider l’enregistrement avec Z-Home! Qui sert pour la validation de l’enregistrement. Ne pas se re-servir de la commande Z-Home avant d’avoir fini tout le processus!!! si tu as d’autres questions à me poser il n’y a pas de souci je te répondrais, bonne journée a tous.
-
Bonjour, pour vous aider un petit Tuto:
-
Bonjour a tous, comme pas mal de monde a des soucis sur le nivellement automatique, je vous communique un petit tutoriel qui fonctionne très bien et a coup sur si vous le suivez bien, D'abord, vous devez abaisser le capteur plus près du lit. Desserrez les 2 petites vis sur le côté du capteur. -Buze a zero, Placez la clé ouverte à deux côtés (clé plate livré avec la machine) a plat sur le lit avec 3 morceaux de papier sur le dessus de la clé. Abaissez le capteur jusqu'à ce qu'il repose sur 3 morceaux de papier et la clé et serrez les 2 vis de pression. Ajustez la température du lit a 55 degrés (température avec laquelle vous avez l’habitude d'imprimer car le capteur est sensible a la chaleur), Puis allez a Leveling mode et Aux Leveling nivelez manuellement les quatre coins à l'aide de la jauge d'épaisseur ou du papier pour le rapprocher. (pour ma part a cette étape je l'ai fait avec du papier). -Retour et activez le bouton de niveau automatique (ON) et appui sur Z-HOME. -Utilisez la jauge d'épaisseur et réglez le Z de haut en bas jusqu'à obtenir une résistance. Si le voyant du capteur est allumé, dévissez-le jusqu'à ce qu'il s'éteigne. Puis tournez-le jusqu'à ce qu'il s'allume, puis répétez l'opération en le tournant jusqu'à ce que la lumière s'éteigne, puis lentement jusqu'à ce que la lumière s'allume. -Exécutez ensuite le processus de mise à niveau automatique du lit (Measuring). Quand il a fini, utilisez à nouveau la jauge d'épaisseur et ajustez le Z de haut en bas jusqu'à ce que vous obteniez une résistance, C’est là l’étape la plus importante qu’ils ont omise dans le manuel. Ensuite, lorsque vous avez la résistance sur la jauge que vous désirez, vous DEVEZ appuyer sur le bouton Z Home. En faisant cela, vous définissez votre position de niveau. Si vous ne faites pas cette étape, cela ne sauvera jamais cette position et ne sera jamais juste. Une fois que vous appuyez sur Z Home, vous êtes prêt à imprimer. Lorsque vous commencez à imprimer le premier print, vous pouvez appuyer sur le bouton de réglage et régler le Z vers le haut ou le bas. Remarque à retenir est que chaque fois que vous allumez l’imprimante, vous devrez répéter cette procédure car elle ne sauvegardera pas les corrections de mise à niveau (pour l’instant). Bien sur avant tout, cela ça suppose que vous avez bien ajusté la potence avec la cale fourni, et pour éviter de perdre ce réglage j'ai fais une synchro dual z et ça fonctionne plutôt bien
-
Oui c'est bien ce qui est décrit dans les spécifications, ce type de capteur est pourtant très peu sensible a l’aluminium, bizarre il y aurait il eu plusieurs modèles?.. en tout cas pour ma part depuis plusieurs jours ça fonctionne bien comme ça, je n'ai même plus a régler l'auto leveling seulement des fois rajouter +0.1 a Z
-
Oui c'est surement vrai et logique pour le miroir, la je suis bien tombé pour mon verre 4 mm je pense que plus il est épais moins il y a de déformations a vérifier, je n'ai pas essayé l' ABS sur cette imprimante