feanor007
-
Compteur de contenus
42 -
Inscrit(e) le
-
Dernière visite
Récompenses de feanor007
")





-
problème de réglage d'extrusion après changement de buse
feanor007 en réponse au topic de feanor007 dans Entraide : Questions/Réponses sur l'impression 3D
Je me permet une modification par rapport à ce que j'avais dit : les parois externes, faites à plus basses vitesse, me laissaient penser qu'il n'y avait pas de sous-extrusion, mais une investigation plus poussée m'ont montré qu'à l'intérieur ce n'était pas terrible... bref j'ai baissé la vitesse et ça passe mieux. Est-ce que vous connaissez une hotend de type mk8 qui permette un débit de filament correct pour des impressions à plus haute vitesse ? -
problème de réglage d'extrusion après changement de buse
feanor007 en réponse au topic de feanor007 dans Entraide : Questions/Réponses sur l'impression 3D
Tu penses que le hotend ne parvient pas à fondre le filament assez vite ? C'est une mk8 de base achetée sur amazon, tu as un modèle équivalent plus performant à me recommander ? Niveau température je suis monté jusqu'à 220 (c'est du PLA) et pas d'amélioration mais bien plus de stringing. Pour la vitesse je suis déjà à 50mm/s... Je vais essayer de baisser encore. Ce qui est bizarre c'est que je n'ai pas l'impression d'avoir de sous-extrusion malgré le moteur qui saute des dizaines de pas... -
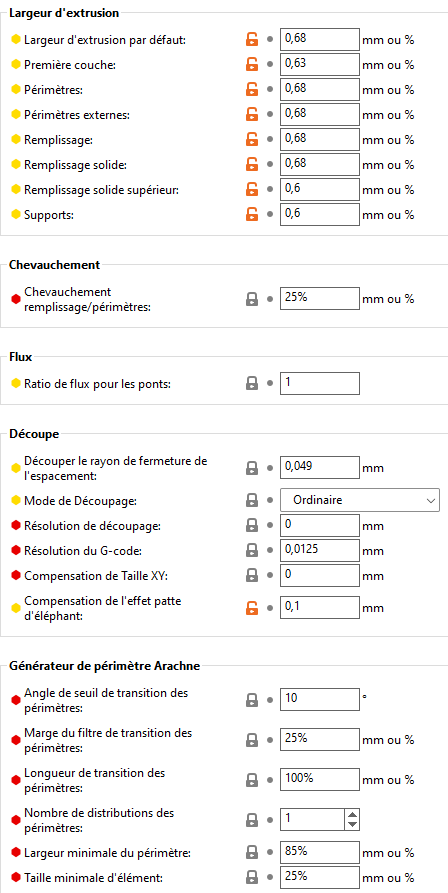
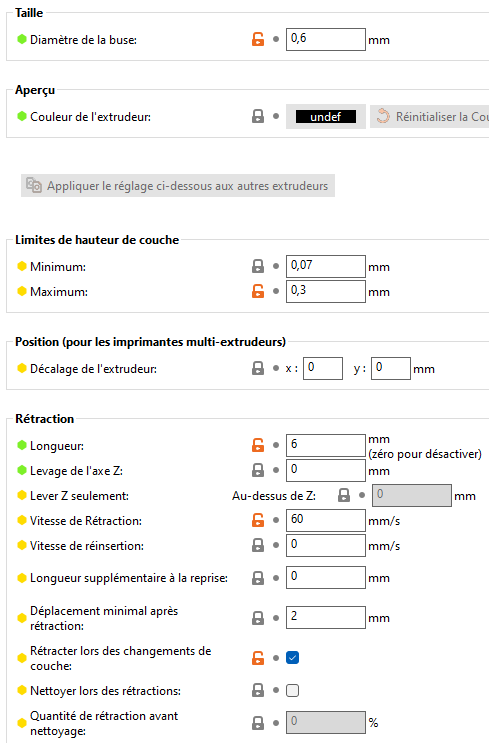
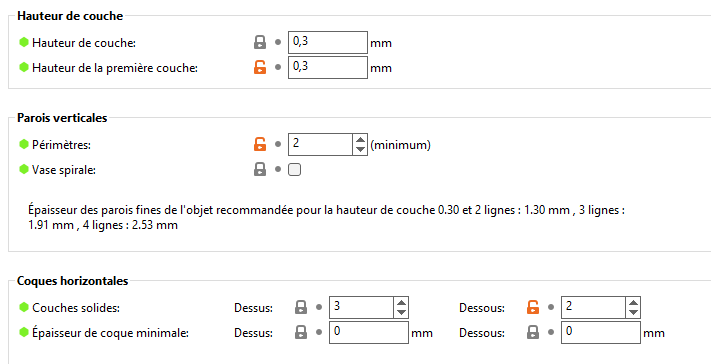
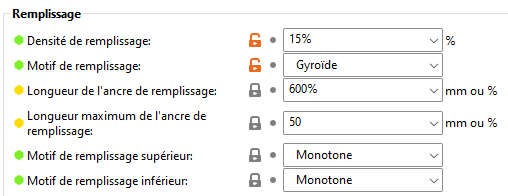
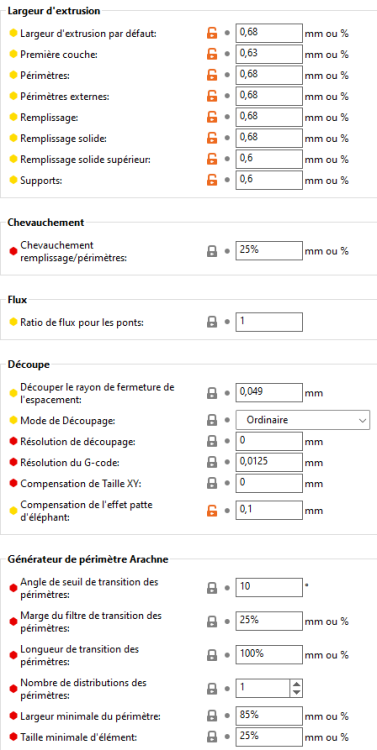
Bonjour, Ayant de grosses pièces à imprimer, j'ai troqué ma buse de 0.4 pour une buse de 0.6 et revu comme d'habitude les réglages du slicer. Sauf que depuis l'extrudeur claque en permanence, particulièrement lors de l'impression des périmètres intérieurs. C'est comme si il essayait d'extruder deux fois plus de filament que nécessaire à ce moment là. Sur le remplissage ou les périmètres extérieurs, j'entends parfois l'extrudeur sauter un pas, mais c'est rare. Je précise que l'extrudeur est calibré correctement (et je n'ai pas de problème avec la buse de 0.4). Etrangement, même avec ce problème, mais impressions sont correctes ! Je vous met ici les réglages sous prusaslicer, le problème apparaitra peut-être évident à quelqu'un, mais à force d'avoir le nez dessus je sèche... Merci à ceux qui prendront le temps d'y jeter un oeil !
-
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
Ok merci pour toutes ces infos. Par contre dans sa video Le Gueri Loco ne parle pas du type de driver pour le linear advance. Donc en fait j'aurai pu l'activer dès le début même avec les TMC 2208, sans forcément privilegier le TMC2209 sur l'extrudeur ? -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
C'est vrai que l'extrudeur n'a pas besoin de faire un homing en plus, bonne façon de contourner le problème ! Pour le linear advance c'est juste une option à activer dans Marlin ou il y a d'autres réglages software ou hardware à faire ? Merci de l'info pour le sensorless, ça doit effectivement être le problème. Mais du coup pourquoi il ne tente même pas de faire le homing du coup ? Et si je passe le TMC2209 sur l'extrudeur je dois quand même couper la broche ou elle ne gênera pas ? -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
? Connais pas le sensorless... J'ai commandé un TMC2208 pour voir si c'est un problème de compatibilité. Il devrait arriver samedi... -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
Je n'ai rien changé niveau configuration ni sur la CM ni sur marlin (à part la définition du type de driver) donc ça doit toujours être en UART -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
Dans l'autre sens, mais uniquement pour la commande G28. Et uniquement d'1cm, pas en continu comme il devrait le faire en attendant la fermeture du endstop. Une fois fait il enregistre la position comme 0 (ce qui n'est évidemment pas le cas) et tous les axes fonctionnent correctement. Donc si je faisais l'origine "manuellement", je pourrai imprimer normalement... -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
non, au moment du homing il avance seulement d'1cm, et lorsque j'envoie une commande G0 X20 par exemple il avance bien dans le bon sens ! -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 en réponse au topic de feanor007 dans Électronique
Bonjour, J'ai changé le driver qui avait grillé (j'ai juste pris un TMC2209 à la place du 2208) et je me retrouve avec un problème singulier : le moteur est bien commandé et tourne dans le bon sens, mais quand je demande un homing à la machine, au lieu de revenir jusqu'au endstop, l'axe avance juste d'1cm... En gros si le nouveau pilote est sur l'axe X, lors de la commande G28 l'axe X avance d'1cm et l'axe Y fait son homing. Si je met le pilote sur l'axe Y, c'est l'inverse (l'axe X fait correctement le homing et l'axe Y avance d'1cm)... J'ai évidemment changé la définition du driver dans la compilation Marlin. Une idée ? Est-ce un problème matériel lié au nouveau driver ou plutôt logiciel et mon post doit aller dans une autre section ? -
- autre - problème bigtreetech skr 1.4 driver TMC grillé
feanor007 a posté un sujet dans Électronique
Bonjour à tous, Je viens d'avoir un problème avec mon imprimante, une Alfawise U30 modifiée avec CM Bigtreetech SKR 1.4 et drivers TMC2208. Je précise que cela fait un an et demi que tout fonctionne et mécaniquement je n'ai rien changé... Hier en pleine impression, l'imprimante s'est coupée brusquement. Après vérification, le fusible de 10A avait sauté. Je le remplace, remet l'alim en route mais rien ne se passe (le ventilo de l'alim ne tourne pas et elle ne fournit aucun courant). Je débranche la CM pour tester l'alim, elle fonctionne. Je remonte la CM en débranchant tous les moteurs, ventilateurs, buse et bed, et ça ne fonctionne toujours pas. en désespoir de cause je débranche tous les drivers, et la carte refonctionne. Je les remonte un par un pour trouver le fautif, et il se trouve qu'un des condensateurs (le C7, juste sous le potentiomètre) avait grillé. La question est donc la suivante : quelqu'un a-t-il déjà eu ce problème ? A quoi cela peut être dû ? faute à pas de bol ou il y a un autre problème sous-jacent et le driver va reclaquer dès que je l'aurai changé ? -
Défauts sur mes impressions
feanor007 en réponse au topic de Scott dans Entraide : Questions/Réponses sur l'impression 3D
"vérification de points dur sur le Z sur le début" tu éteints l'imprimante, tu positionne la tête d'impression contre le plateau, et tu tournes à la main la tige filetée pour faire monter la tête et ressentir éventuellement si ça force. Plus qu'un problème mécanique, j'ai l'impression que tu as une sous-extrusion importante sur certaines couches. Ca peut aussi venir d'un problème de réglage dans le slicer : lorsque la buse se déplace, généralement le filament est rétracté pour ne pas couler. Mais dans certains cas, lorsque la tête d'impression est à l'intérieur du remplissage, le slicer ne paramètre pas de rétractation car les coulures éventuelles ne se verront pas. Sauf que si le trajet est trop important, tu perds tellement de matière que lorsque l'impression reprend, la buse est vide et n'extrude pas sur les premiers centimètres. Tu peux essayer de relancer une impression en modifiant le paramètre "distance maximale de déplacement sans rétractation" à 1 ou 2 mm seulement et voir ce que cela donne. -
Filament qui se bloque
feanor007 en réponse au topic de feanor007 dans Entraide : Questions/Réponses sur l'impression 3D
En reprenant dans les premiers posts tu verras que j'ai déjà écarté ce problème matériel en changeant (avec la bonne procédure) le ptfe et la buse. Concernant les problèmes logiciels j'en ai déjà croisé quelques uns (genre prusaslicer qui me déforme une pièce à un seul endroit et seulement sur les 5 premières couches...) donc il me paraît raisonnable à ce stade de ma recherche d'investiguer par là (même si un autre problème matériel n'est pas forcément à exclure, il faudra effectivement que je teste ma carte sd) -
Filament qui se bloque
feanor007 en réponse au topic de feanor007 dans Entraide : Questions/Réponses sur l'impression 3D
Pas de carte mémoire dans l'imprimante, elle est pilotée par octoprint... après il y a aussi une carte mémoire dans le rpi, il faudra peut-être que je la teste... -
Filament qui se bloque
feanor007 en réponse au topic de feanor007 dans Entraide : Questions/Réponses sur l'impression 3D
Comme je disais ce n'est pour moi pas un problème materiel mais logiciel, sur toute la pièce l'extrusion est nickel sauf une couche, toujours la même, où l'extrudeur saute sans imprimer... même si pour l'instant je ne l'explique pas, je suis sûr que ça vient du fichier généré par le slicer...