


Peebee
-
Compteur de contenus
37 -
Inscrit(e) le
-
Dernière visite
Récompenses de Peebee
")





Favoris
-
CR10S PRO : Informations générales et réglages
CR10S PRO : Informations générales et réglagesBonjour,
Etant nouveau dans le monde de l'impression 3D, je découvre ce monde avec surprise. Je m'attendais à des outils beaucoup plus rôder que ça ne l'est actuellement.
Devoir aller chercher sur les forums dans la 1ere heure du déballage de l'imprimante pour comprendre son fonctionnement, n'est pas normal, a mon sens.
Mais bref, pour le moment avec CREALITY c'est comme ça, faisons avec.Je souhaite donc mettre en place un post recensant les différentes informations concernant la CREALITY CR10 S PRO pour m'aider, et aussi aider les prochains nouveaux.
J'ai besoin de votre aide pour corriger / compléter ce post.
Merci d'avance.- PROCEDURE -
Fonctionnement d'une imprimante 3D :
Vidéo qui explique bien son fonctionnement
Montage :
Pour cela rien de plus simple suivre la notice. ( Ici le manuel en PDF )
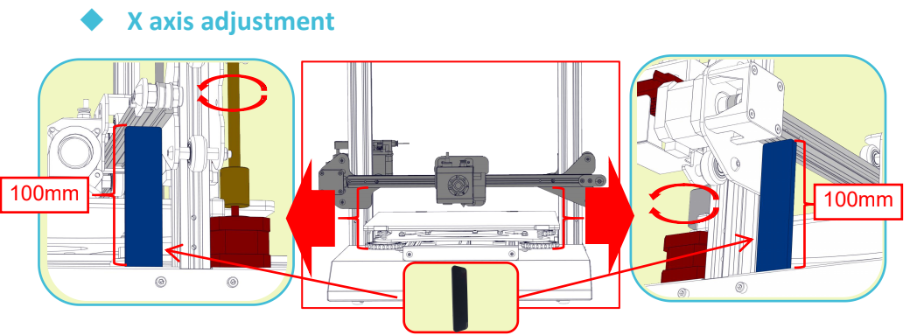
Réglage de l'axe X :
Pour le réglage de l'axe X, il faut utiliser la cale de 10cm fourni, la caler bien droite sous la courroie, et regler en fesans tourner la vis sans fin derriere. (Penser a tenir l'autre vis sans fin pour pas qu'elle ne tourne en même temps)
Réglage de l'axe Z :Visser toutes les vis du plateau a fond sans forcer et desserrer de 1 tour.

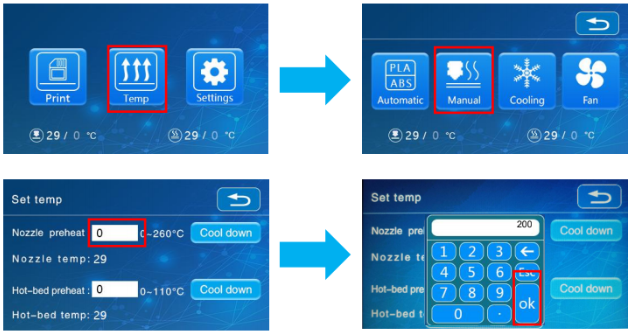
Allumer l'imprimante et chauffer le plateau à 60° et la buse à 200° (MENU : Temp > Manual > Nozzle 200° et Hot-Bed 60°)
Une fois les températures atteintes, cliquer sur MENU : Settings > Level mode, la buse va se placer sur la position du milieu et avec les touches Z+ et Z- ajuster la hauteur avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher.

On va régler le détecteur de leveling : dévisser la vis du dessus jusqu'à ce que la led rouge soit éteinte, et revisser jusqu’à ce qu'elle se rallume.

Appuyer sur Z Home, la buse va se placer sur la position du milieu et ajuster de nouveau la buse avec une feuille de papier avec les touches Z+ et Z- et recliquer sur Z Home.
Réglage de l'axe Y (Le Plateau) :
2 méthodes existe, le faire manuellement sans les moteurs et sans le mode AUX LEVELING, ou en automatique avec le mode AUX LEVELING.
MANUEL :
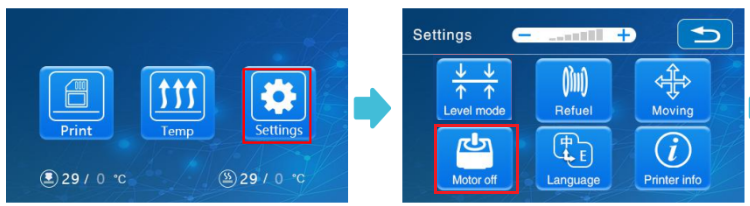
Désactiver les moteurs , cliquer sur MENU : Settings >Motor Off
Déplacer manuellement la buse dans les 4 coins du plateau et régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu.

Automatique :
Cliquer dans MENU : Settings > Level mode > AUX LEVELING

Cliquer ensuite sur chaque coin, pour que la buse se déplace et ensuite régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu (1).
Une fois que c'est fait, cliquer sur Z Home, une fois que la buse s'est déplacé , cliquer sur Check level. La buse fera le chec kde 16 points.

Ne touchez plus a ce menu ensuite. Les paramètres sont enregistré dans l'imprimante.
Tester l'impression :
Pour la première impression, utiliser le fichier Dog_Test contenu sur la carte SD.
Au début d'une impression, regarder bien le départ, et ajuster la hauteur de buse avec le bouton Adjust > Z- et Z+

Ensuite vous pouvez essayer le Test Bed Calibration ici pour valider votre configuration :
https://www.thingiverse.com/thing:3409848?fbclid=IwAR2Q3_BtI3UeNdZvZAobStS9_dGBbsSYJObGzkPBRsEdqdG9zqN2ktt7e3kMise à jour du firmware :
Télécharger le firmware ici : https://fr.creality3d.cn/creality3d-cr-10s-pro-p00253p1.html
Tuto ici : https://www.youtube.com/watch?v=SBX30GmM3Qo
Problèmes d'impression et solution :
https://cults3d.com/fr/blog/articles/identifier-corriger-defauts-problemes-impression-3D
-
Changement buse
[TUTO] Titi's procédureBonjour,
Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE.
Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir)
En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère !
En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip !
En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure
Avis important : faire attention aux câbles de la tête
Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse !
Voici donc la Titi procédure :
1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur.
Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4
Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3
2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse
3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés
4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite)
5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube)
<EDIT / COMPLÉMENT>
il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités :
5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) .
5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube .
6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur.
7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe.
- pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance
8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559
9- bien vérifier que tout est propre
10- bien vérifier que tout est propre sinon retour étape 7
11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps)
12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse .
13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué
14- relever la bague de verrouillage du pneufit pour bloquer le tube.
15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse.
16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari)
Toute ressemblance avec d'autres tutos est normale.
J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum!
<Modération>
C'est fait

</fin>
Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse:

Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :



