Nicoleyko
-
Compteur de contenus
69 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil




Récompenses de Nicoleyko
")





-
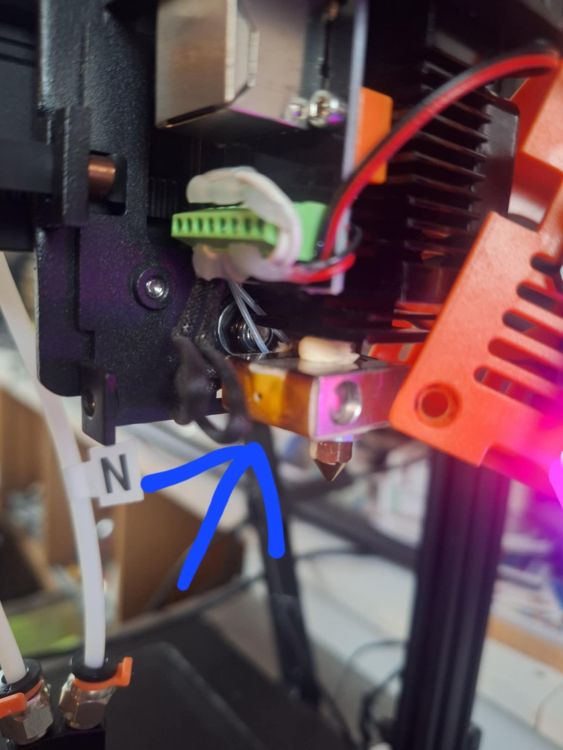
j'ai changé la buse et j'ai eu l'erreur "erreur maxtemp printer halted wanhao" je n'ai pas de chance.... du coup la température de l'extrudeur affiche -14°C.... j'ai dévissé la buse et remis sans trop serrer, j'ai démonté pour regarder l'extrudeur, mais rien ne changer... après, la boite où est fixée la buse bouge... (flèche bleue) j'ai vérifié les cables ne semblent pas se toucher pourtant... je sais qu'il peut y avoir un court-circuit s'ils se touchent (c'est la thermistance) je me réponds à moi-même.. en serrant la sonde de température s'est cassée en deux alors qu'elle est censée être liée.
-
Alors j'ai justement refais manuellement le réglage du plateau et ensuite l'autolivelling pour régler le z- offset (j'avoue que c'est un peu nébuleux le z offset, j'ai du mal a comprendre pourquoi et quel est cette valeur.. il doit me manque des explications) Et j'ai réimprimé une pièce. C'est déjà mieux mais pas parfait. J'y ai pensé a la buse qui a 1 an même si elle n'a pas 1 an d'impression je me suis dit pt la remplacer, faut que je regarde sur wahnao comment on fait le changement pour ne pas faire de bêtises. Pour le plateau c'est le plateau fourni avec la wahnao, je le lave à l'alcool ? Calibration du filament c'est fait ça n'a rien changé ou pas perceptible en tout cas. Merci pour votre patience


-
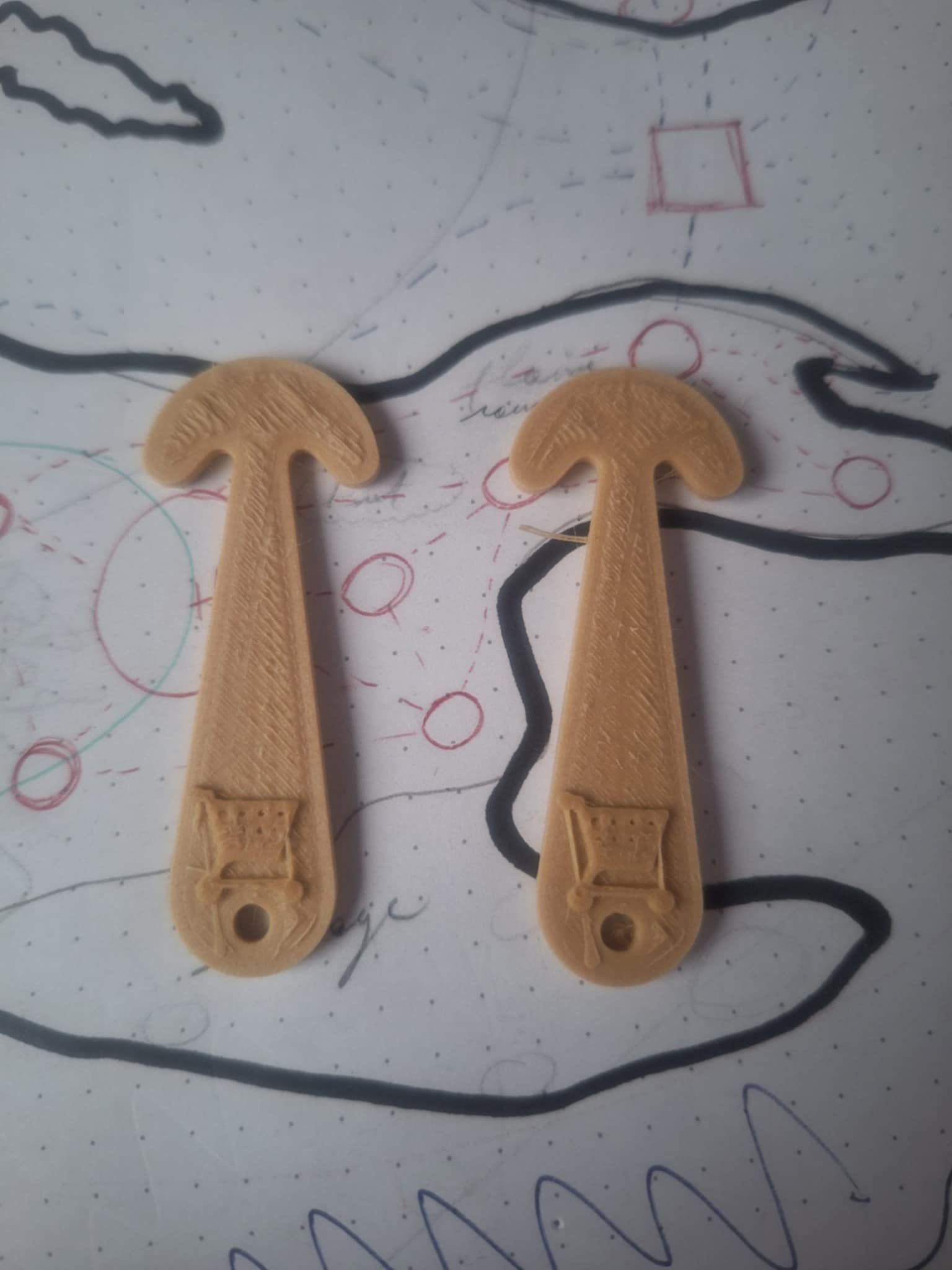
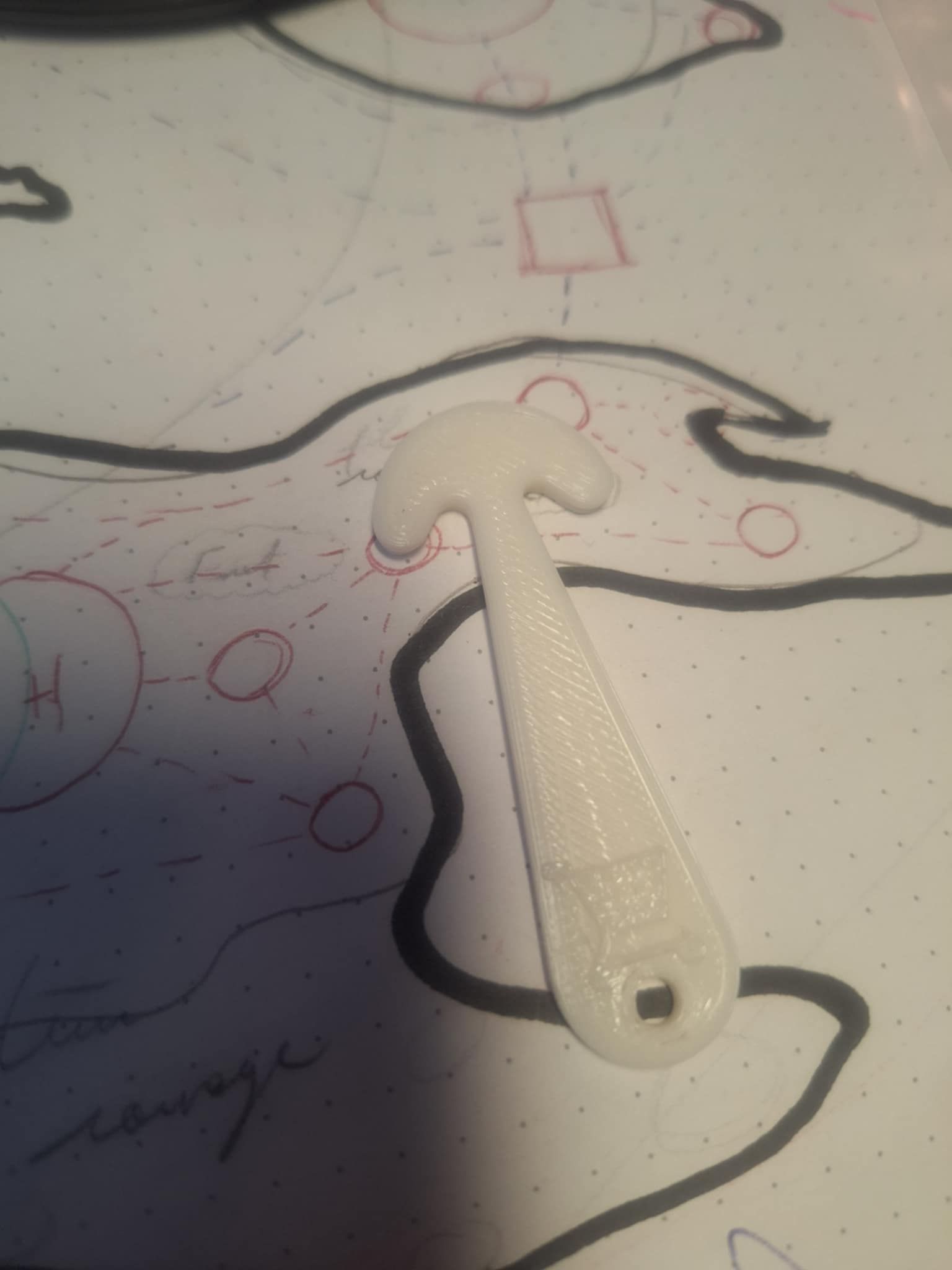
Bon alors voici deux photos, à gauche la pièce initiale, à droite la pièce après les modifications. Ce qui est "marrant" c'est qu'après les réglages expliqués dans mon message d'avant, je suis à 105% de débit.... je vais refaire la même impression avec 95% de débit pour voir la différence. Par contre, la première couche est restée à 110% (pour le bon accrochage, paramètre par défaut dans cura) et ma 1ere couche est plus "dégueu" qu'avant... j'ai bien compris l'idée de la sur extrusion. Ce qui m'étonne, c'est que je n'ai rien changé et avant cela imprimait bien... je vais changer le filament aussi et remettre un basique blanc. j'ai changé de filament pour un plus basic : BALCO PLA White voici le résultat, la couche initiale est toujours aussi dégueu... je suis à 95% Par contre, la couche de finition est plus propre. Au toucher, on sent moins la rugosité comme sur l'impression d'avant mais cela est toujours apparent visuellement. Par contre, j'ai du mal à comprendre, je suis à 95% de débit et la couche de finition est plus propre, mais la couche initiale est bien dégueu... Je vais vérifier le plateau, s'il est bien à niveau. (normalement le BL touch corrige) Voilà, je vais attendre l'avis d'expert merci d'avance et joyeuse fête de fin d'année




-
Hello, désolé pour le temps de réponse... je n'ai pas beaucoup de temps pour le loisir créatif. J'utilise un filament effet bois de chez SUNLU mais quand je teste un autre filament, j'ai la même blague. Pour le plateau, pas de soucis, la couche que je montre en photo est la couche de finition, celle du dessus. Hello, merci pour les explications, j'ai refait les points 1 à 3 j'ai dû ajuster la longueur du step pour l'extrudeur de 400 à 394 j'ai fait l'étape 2 et 3 et j'ai réduit le débit à 95% là, je refais un test pour voir en imprimant le débloque caddie pour voir ce que donne la couche de finition. JE poste le résultat dès que c'est fait.
-
Bonjour j'ai une imprimante wahnao d12 /230 pro, j'utilise actuellement une mono impression je n'ai pas encore tester l'impression duo. Ma wahnao est équipée du 3d touch Au début tout fonctionnais super bien, mais ici la couche de finition est écrasée et n'est pas lisse. J'ai pensé que c'était le modele 3d mais en prenant un autre j'ai exactement le même problème. J'ai cru que c'était le réglage du plateau, donc je l'ai fait manuellement et puis j'ai refait un réglage de l'auto nivelling et.... Rien ne change. Avec l'auto nivelling , j'ai un z offset de -1,90 je me suis dis que c'était ça donc je l'ai remis a 0 mais cela ne change rien le filament n'accroche plus. Du coup je l'ai augmenté en cours d'impression pour revenir a -1,60 pour que cela accroche bien mais le problème de la couche de finition ne change pas... Je ne sais pas d'où ça vient Mes paramètres de reglages cura son réinitialisé car je pensais que c'était un vieux réglage de l'écrasement de la dernière couche pour un effet lisse mais non ce n'est pas ça non plus. Voilà est ce que vous avez eu un soucis similaire ? PS: j'ai aussi mis a jour le logiciel et j'ai même réinitialisé le tout au cas où. Mais rien ne change que ce soit une nouvelle version ou la version d'usine.


-
Bonjour à tous J'ai début l'impression 3d en 2017 avec l'achat d'une ender 3 j'en étais très content, mais aujourd'hui en 2023 j'aimerais bien une nouvelle imprimante 3d avec plus de fonctionnalités. J'avais fait quelques upgrades mais voilà j'ai envie d'avoir une nouvelle machine plus performante. Je n'ai pas de préférences particulière. J'imprime des objets déco, quelques pièces fonctionnelles mais rien de bien foufou. La fonction 2 extructeurs me tente bien je trouve ça assez chouette. Si vous avez des avis la dessus. Merci d'avance, il y a tellement de machines que c'est compliqué de choisir une marque et un modele
-
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
super merci ! j'ai fait les tests et j'ai baissé ma température d'impression à 205 et pour la rétraction 3,2 mm à 40 mm/s et nickel sur les tests je vais pouvoir retenter une impression et voir ce que cela donne en conditions réels ! Merci pour ce lien très pratique ! enfin un problème en moins -
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
J'ai imprimé une tour de température. Bah oui entre 205 et 215 pas de problème. Par contre, les filaments perdu j'en ai à toute les temperatures.. Le problème n'est donc pas principalement ma température mais bien un autre paramètre... Peut être augmenter la distance de rétraction. Je devrais faire un test d'oozing qui modifie se paramètres en cours d'impression mais je ne maîtrise pas du tout le gcode. Peut être cela existe 'il déjà ?

-
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
Ah j'avais fait une tour et 210 me semblait correct, je vais en refaire une pour être certains Et je vais peaufiner la rétraction pour ne plus avoir cet effet d'oozing. -
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
Oui j'ai d'autres problèmes tel le oozing. Une vrai plaie à résoudre ce truc. Mais je suis répartis des paramètres de base ender 3 sur prusaslicer, j'ai configuré la rétraction à 5 MM à une vitesse de 40mm/s j'ai déjà beaucoup moins de oozing mais encore un peu. Niveau température bed à 60 première couche a 215 et le reste à 210. Ce qui me semble correct pour du pla d'apres mes recherches -
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
ok parfait, un grand merci pour les explications ! -
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
d'accord je comprend mieux. bah en imprimant sur cura ça fonctionne. Donc je vais pas m'en plaindre mais au moins j'ai une explication claire et précise. Je comprend mieux le soucis par contre pour la buse j'ai un peu de mal, purement théorique, que dois-je changer dans mon slicer pour lui indiquer une buse d'un diamètre plus petit ? Car bon faut j'ai compris, je sais changer la dimension de la buse dans le slicer mais comment il sait qu'il peut imprimer ces "trou" avec des parois plus fines vu que j'ai une buse plus "précise" ? C'est lui qui le calcul automatiquement c'est ça ? mais du coup su prusaslicer j'ai toujours le même problème. Pour ce print je dois le passer absolument sur cura alors. -
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
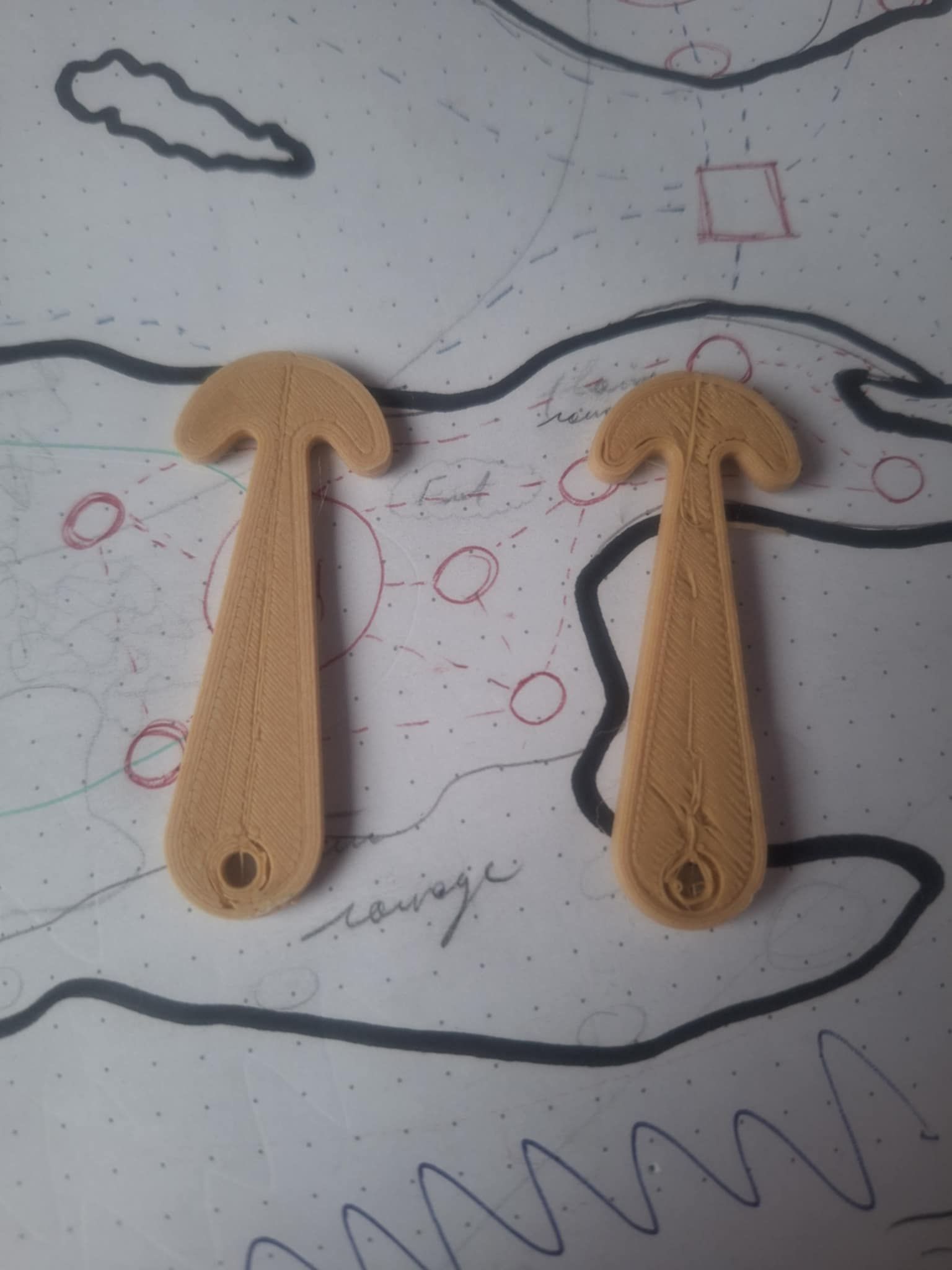
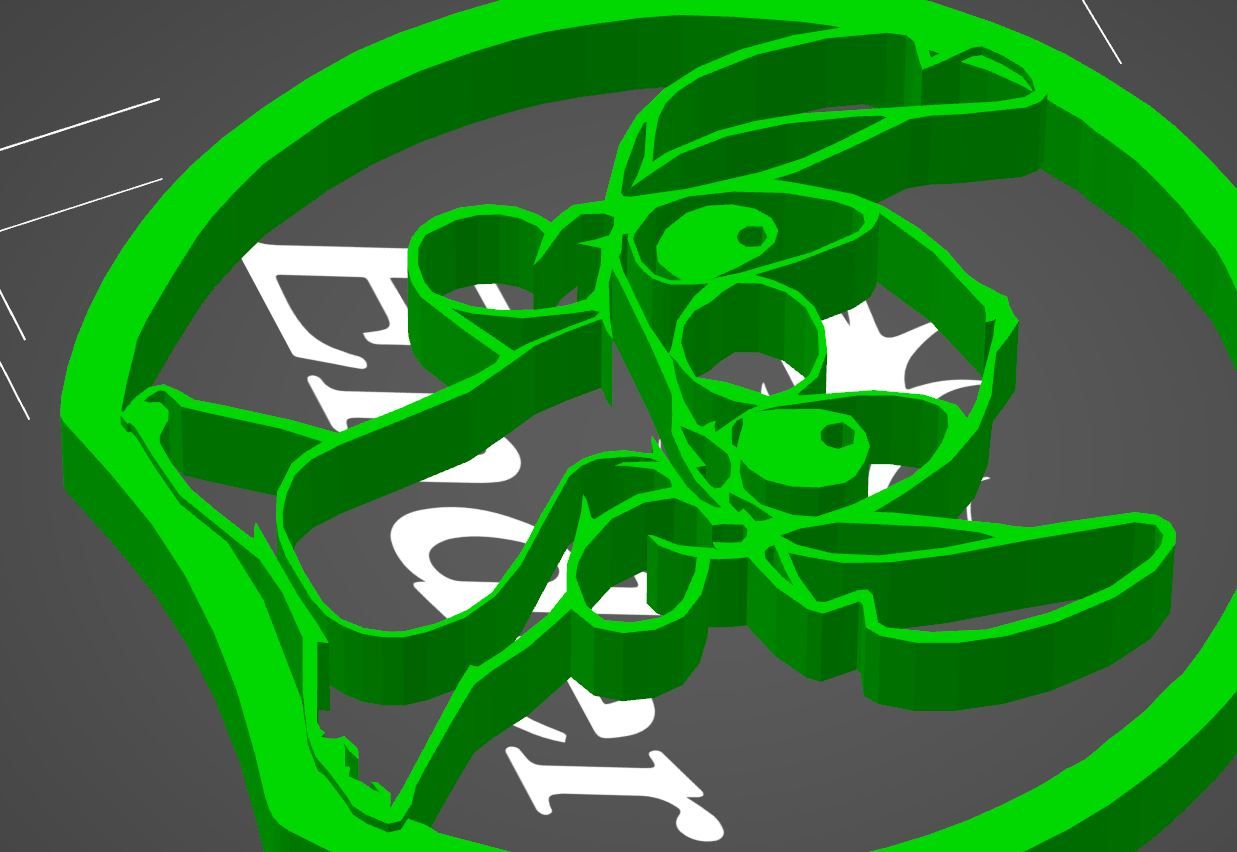
pour compléter mon problème, voici une photo de ma pièce imprimée avec prusaslicer, on voit bien les trous et par endroit c'était tellement fin que cela à cassé.
-
réglage slicer pour éviter des erreurs d'impression
Nicoleyko en réponse au topic de Nicoleyko dans Entraide : Questions/Réponses sur l'impression 3D
ok j'ai compris, j'ai lancé l'impression en cura pour voir. Ce qui m'étonne aussi c'est qu'a paramètre équivalent prusaslicer met 2h40 alors que cura n'en met que 1h51. est-ce du à ces trous justement ce temps supplémentaire ? car la machine doit prévoir des arrêts et des déplacement supplémentaires pour imprimer les parties situées de part et d'autres des trous ? et je n'ai jamais changé de paramètre de buse, si je comprend bien si je passe à une buse de 0,2 je peux donc travailler avec une hauteur de couche de 0,08 - 0,04 ? On divise la buse 0.4 en deux pour une buse de 0,2 donc je divise les hauteurs de couche par 2 aussi. Est-ce correct ou c'est plus compliqué que ça ? Merci -
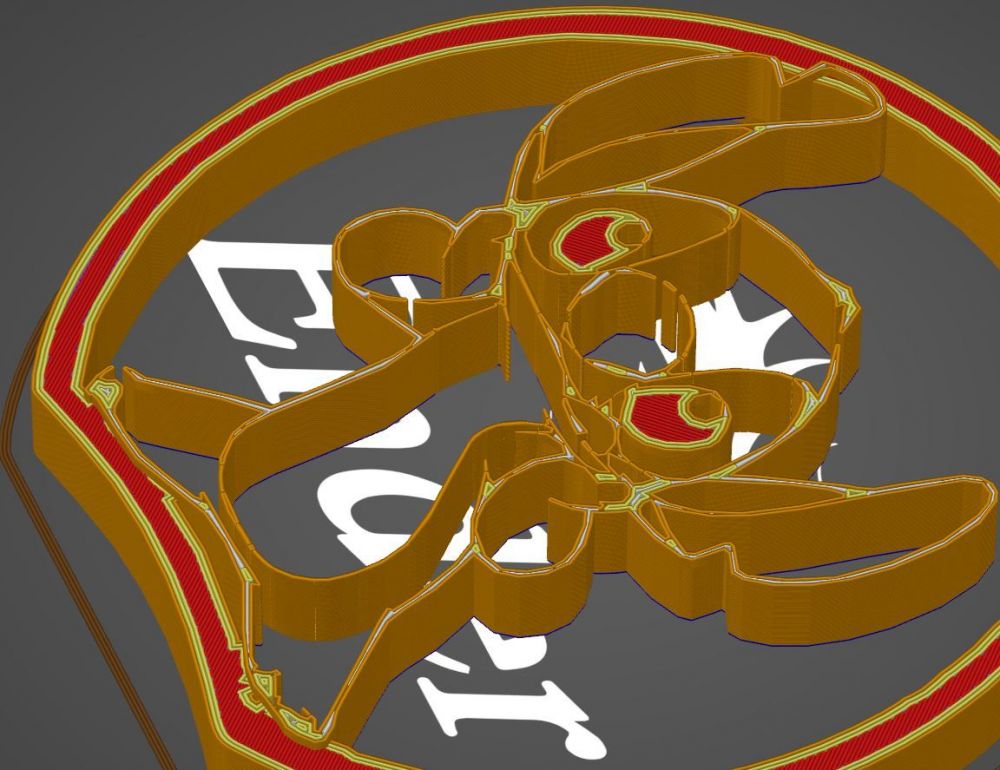
Bonjour, je rencontre un problème lors de mes impressions. j'utilise une ender 3 avec prusa slicer qui me semble bien configurer. (configuration ender 3 par défaut avec quelques adaptions en suivant ce site : https://all3dp.com/fr/2/cura-ender-3-profil-reglages-configurer-settings/) - sur la photo modèle 3D on peut voir que toutes les parois du modèles se touchent. - sur la photo modèle découpé, on constate que par endroit certaines parties ne se touchent plus - sur la photo modèle découpé mis en valeur, j'ai entouré en rouge les parties dont je parles pour plus de compréhension. J'ai déjà imprimé cette pièce sans problème mais ici impossible de l'imprimer car j'ai des trous qui apparaissent et je ne sais pas quel option, quel manipulation réaliser dans prusaslicer pour imprimer cette pièce. Par acquis de conscience, j'ai testé la découpe sur Cura (dernière version et configuration de base pour ender 3) et je n'ai pas ce problème l'image tranchée est la même que l'image modèle 3d. Une idée de comment faire pour résoudre ce problème sur prusaslicer ? je vous joint également le fichier stl au cas où. Merci d'avance. Stitch_Ears_Stitch_V2.stl