


Titouvol
-
Compteur de contenus
3 339 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
11
4 abonnés



Visiteurs récents du profil





Récompenses de Titouvol
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-

-

-

Badges récents
962
Réputation sur la communauté
6
Sujets solutionnés !
-
Ça sert à quelque chose ? (Ou c'est juste pour un élément decoratif ?)
-

Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
1/ cool ! 2/ effectivement, si l'imprimante coupe tout en attendant, le bed refroidit et le print peut se décoller. Ça peut aussi venir du fait que lorsqu'on recharge le filament on peut légèrement appuyer sur la tête et la baisser un peu, ce qui fait qu'elle reprendra un poil plus bas et buter sur l'impression. Bien faire attention lorsque tu manipules la bobine de ne jamais lâcher le bout, sinon il risque de faire 'bzing' et passer sous une spire (il existe des pinces à imprimer sur thingiverse). Pour résoudre ça, il vaut mieux avoir une bobine vide et rebobiner le reste dessus pour enlever les noeuds. 3/ plus compliqué, ce sont les passage d'un pétale à l'autre ... Voir les paramètres de rétraction reprise ... -
Pour réparer les petites tringles qui se fixent directement sur les fenêtres ? Celles qui étaient en métal creux.
-
Ca y est je sais ! C'est pour relier deux tiges ! Bon sinon, les choses que ça relie, c'est en plastique, fibre, métal ? Le truc qui tourne pour changer l'inclinaison des stores vénitiens ?
-
C'est collé ou juste emboité pour être utilisé ?
-
Pour joindre deux tiges ? Comme des tiges carbone de cerf volant ou fibre de verre comme pour les tentes pour imprimante 3d ?
-
10x5.5 mm ? C'est un bouchon de quelque chose ? Un embout pour protéger une vis qui dépasse ? C'est fait en quoi ? Tpu ? Pla ?
-
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
Alors attention, suivant le modèle ce sera difficile voire impossible. Parfois certains modèles ne peuvent pas être réduits : si tu as des parois qui ont été prévues pour faire 0.4mm, le fait de réduire la taille du modèle va réduire l'épaisseur des parois, ce qui fait que le trancheur va considéré que c'est trop fin pour lui, et les ignorer. Idem pour des parois de 0.6mm et que tu réduis de 50% ... elles tomberaient à 0.3mm Le mode vase étant particulier, car comme il ne prend en compte qu'une ligne, je n'ai jamais eu de souci de parois ignorées, même avec ma buse de 1mm. C'est pour ça que c'est super important de faire un petit tour dans l'aperçu avant de lancer une impression, surtout si tu joues avec l'échelle du modèle ou que tu l'imprimes autrement que comme cela a été prévu (buse plus grosse par exemple). C'est vrai que comme on parlait de mode vase, je n'avais pas pensé que tu ne pourrais pas l'utiliser à cause des supports et donc que tu retomberais dans le souci des parois trop fines ... car même une paroi double (0.8mm) avec une buse de 0.4, peut devenir trop fine pour une buse de 1mm. Je n'utilise pas Cura, mais regarde si tu n'as pas une option genre "murs fins" ou "parois fines" qui serait désactivé. Si c'est le cas, tu peux essayer de l'activer et de lancer un tranchage l'histoire de vérifier si il imprime bien les morceaux manquants. -
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
Y'a que moi qui blêmi à l'idée de dépoussiérer la chose après quelques mois d'exposition ? Sinon, juste pour tester, si tu agrandis le modèle avant le tranchage, est ce que l'aperçu te montre une amélioration ? (Cela aurait pour effet d'épaissir les parois et peut être de les rendre assez épaisses pour être imprimées). Je ne connais pas ton expérience en impression 3D, mais tu n'as pas choisi le modèle le plus simple ! -
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
Il faut que le modèle le permette. Si il y a des parois naturellement plus fines que 1mm elles risquent d'être supprimées lors du tranchage. -
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
C'est quoi cette espèce de pyramide qu'il fait sur le sommet ? Ton "vase" est fermé sur le dessus ? Il faudrait voir le modèle pour comprendre comment l'imprimer au mieux, le mode vase ne peut pas s'appliquer à tout. Ah, grillé par @hyoti ! Comme il dit, le mode vase fonctionne sur le principe d'une spirale : Au lieu de faire des couches "finies" et de les empiler, il forme la base (de manière classique) sauf que pour monter les murs, il va augmenter la couche au fur et à mesure et imprimer sans jamais s'arrêter. C'est pour cela que tu ne peux avoir qu'une paroi et que tu n'as pas de reprise (couture). Donc si tu as besoin de supports, c'est mort. -
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
Pla cassant correspond plus à un pla humide. Passage au four 3h à 45max. Direct drive, c'est essentiellement pour le tpu sinon ça n'apportera rien. J'ai les deux et mon Bowden me va très bien (même pour du tpu même si maintenant que j'ai les deux je le ferais plutôt sur la seconde en direct drive). Je change de buse pour une 1mm car avec une seule paroi c'est le meilleur moyen d'avoir quelque chose de resistant ... En plus le mode vase est super rapide ... En mode vase tu n'as toujours qu'une paroi. (Attention de ne pas confondre paroi et couche). Les couches tu fais ce que tu veux tant que tu ne dépasses pas 3/4 du diamètre de la buse. (0.3 avec une buse de 0.4 et 0.6 avec une buse de 0.8 par exemple). -
Choix matière filament : ABS ?
Titouvol en réponse au topic de Pascal11 dans Consommables (filaments, résines...)
Tu as une idée de la température cible ? Car même si l'ABS est plus résistant que du PLA ou du PETG, tu risques vite de l'atteindre. Avant de chercher un matériau adapté, ce serait pas mal de savoir la température qu'il va devoir supporter. (Au cas ou ce soit juste impossible par exemple). -
Quel filament pour des clips ?
Titouvol en réponse au topic de Jeff777 dans Consommables (filaments, résines...)
L'intérêt de l'impression 3D est que tu peux profiter de refaire des pièces cassées en les améliorant. Perso je ne chercherais pas à refaire la même, j'en profiterais pour refaire aussi la platine de maintient. Comme l'a justement proposé @divers tu fais ta poignée en 2 parties : Par exemple, la première partie (poignée) avec juste un trou pour accueillir la seconde partie qui sera reliée à la platine. La seconde (base/insert) en forme de T inversé, qui sera juste un cylindre avec un épaulement et percé de ton trou carré. Tu refais la platine pour te ménager un peu plus de place pour la solidité, tu fais passer ton insert dans le trou de la platine, et tu emboites ta poignée dessus avec un point de colle. Tu excuseras le design, c'est juste pour aider à la compréhension des explications un peu tarabiscotées ... (Le trou carré est traversant)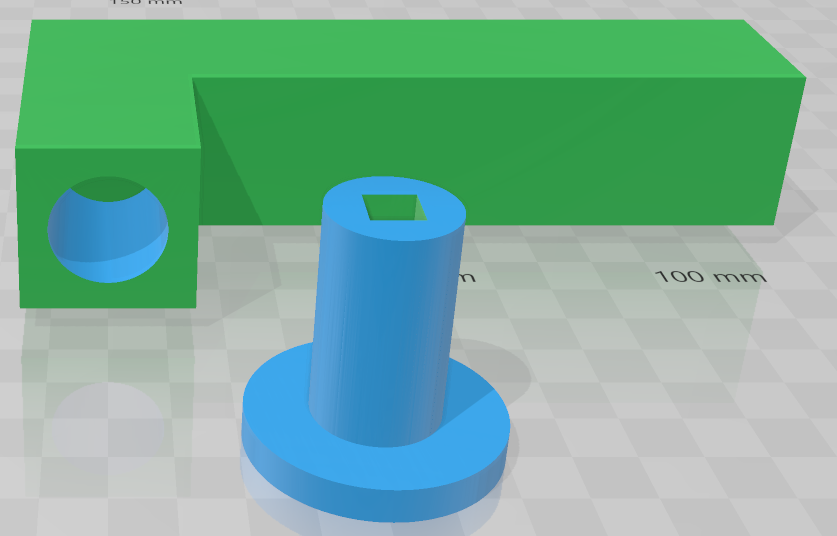
-
Print qui fait ressort
Titouvol en réponse au topic de gegeg40 dans Entraide : Questions/Réponses sur l'impression 3D
Dans Cura, quand tu vas dans l'aperçu, tu vois bien 2 parois ? La photo ne me permet pas de vérifier. Il semble que de toute manière tu avais déjà des soucis en cours d'impression, jusqu'au bouchage complet. D'où des manques et des avec si peu d'épaisseur, forcément des fragilités. Je commencerais par un bon nettoyage, et je vérifierais quand même si tu as bien tes 2 parois, car si l'objet a été conçu pour être un vase et fait par exemple 0.5 d'épaisseur, tu auras beau demandé 2 parois pour un total de 0,8mm, Cura risque fort d'ignorer le paramètre et de n'en faire qu'une. Perso les vases je les fais en 0,8 ou 1mm ... ça fonctionne très bien et je ne trouve pas les lignes gênantes.

