Felkin
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Felkin
-
Bonjour @BO105cbs, Effectivement tu as raison, mais pour le même filament (et la même couleur) le passage du bowden au direct drive à suffit à me faire changer des paramètres qui ne me paraissaient pas le devoir, comme la température de la buse (15 °C de plus tout de même). Je n'utilise que du GST3D comme filament. On en apprend tous les jours. Cela est également dépendant de mon type d'impression. C'est assez frustrant au début, car je suis passé du bowden au direct drive pour éviter le stringing en TPU et le bouchage en PLA, et tout n'est pas rose du premier coup. Au moins, pour le TPU c'est bon, mais j'imprime plus de PLA que de TPU. J'ai vite fait essayer du PETG (qui avant cramait mon PTFE qui, à terme, se bouchait), j'ai réussi mon impression mais ça a été la fête du stringing. Je n'ai pas poussé plus loin mes investigations pour ce matériau. A+ Felkin
-
Salut @Titof2375, Sur mon ender 3 pro, il y a quelques semaines, je suis passé à l'extruduer sprite pro. Depuis, je n'ai plus de problème pour imprimer du TPU 95A : aucun stringing aucun bouchage. Par contre, en PLA c'est l'inverse. Pour des impressions demandant beaucoup de rétraction j'ai énormément de bouchage et pour les autres du stringing. Comme toi, au bout de quelque millimètre en Z, l'extrudeur commence à claquer et cela fini irrémédiablement par un bouchage. Je me suis pour l'instant concentré sur les impressions demandant beaucoup de rétraction. J'ai pas mal galéré et trouvé des paramètres qui me permettent de finir une impression plutôt correctement, mais cela ne me convient pas totalement. Je suis passé d'une température d'impression de 200 °C à 215 °C, une rétraction à 0,4 mm au lieu de 0,8 mm, avec une vitesse de 25 mm/s à la place des 40 mm/s. De plus, mais je ne sais pas si cela à un réel impact, j'active le décalage en Z à la rétraction. Avec ces paramètres et sur cette impression, j'ai un petit peu de stringing mais rien de trop problématique. Il faut que je regarde maintenant pour mes impressions plus classiques qui, avec les paramètres creality, me donnent énormément de stringing mais pas bouchage. J'ai l'impression que l'on a le même phénomène, mais pas exactement pour la même raison. Felkin. (J'utilise Cura 5.2.1. Le plateau est à 50 °C et je n'ai aucun problème d'accroche).
-
Bonjour JonathanB, As-tu envisagé un bouchage au niveau de la buse et plus particulièrement au niveau du raccord tube PTFE-buse ? A tout hasard je te met le lien vers la fameuse : Titi's procedure
-
🎁 Concours de Noël 🎅🌲 des imprimantes à gagner ! 🎁
Felkin en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
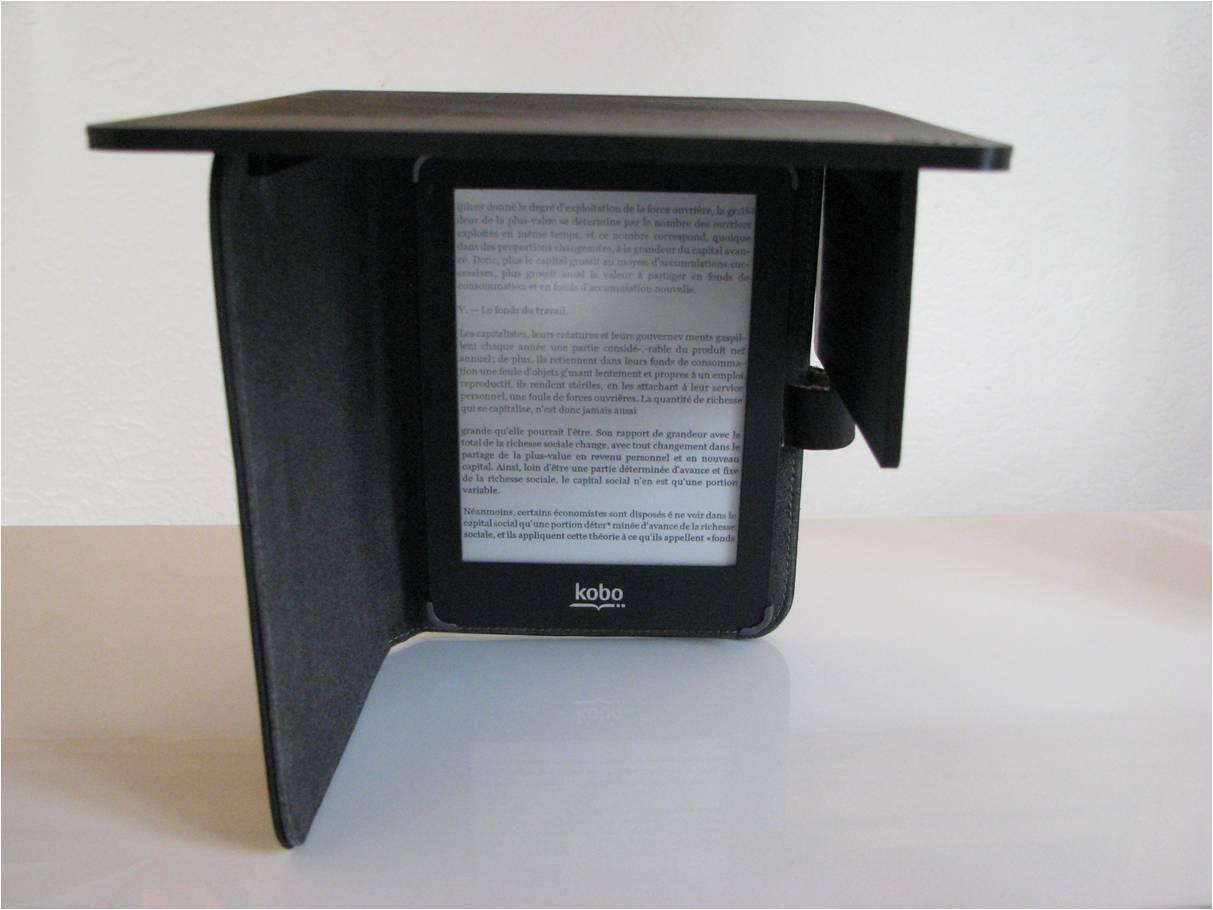
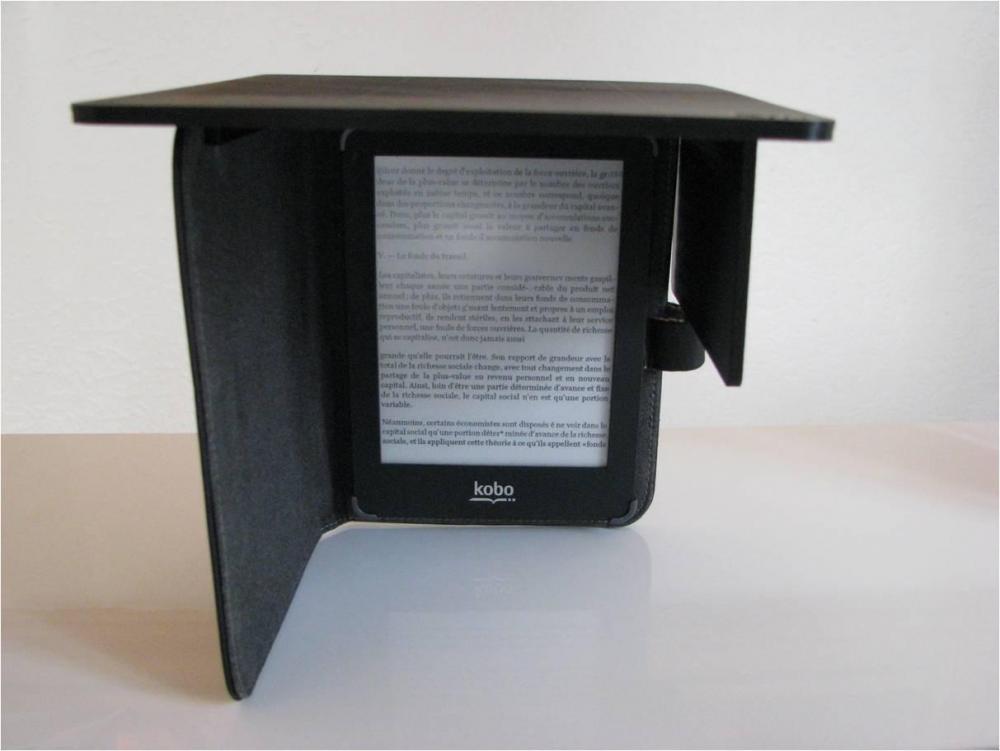
Bonjour à tous, J'ai moi aussi reçu un petit cadeau : Comme j'étais en train de faire un jeu d'échec pliable (ce n'est qu'un "prototype") j'en ai profité pour l'utiliser : Sur la dernière photo on peut voir l'effet de transparence (on voit l'aimant). Encore merci. Felkin




-
🎁 Concours de Noël 🎅🌲 des imprimantes à gagner ! 🎁
Felkin en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Merci beaucoup pour vos votes et félicitation à tous les participants. Je suis heureux de voir que ma contribution ait quand même plu. -
🎁 Concours de Noël 🎅🌲 des imprimantes à gagner ! 🎁
Felkin en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
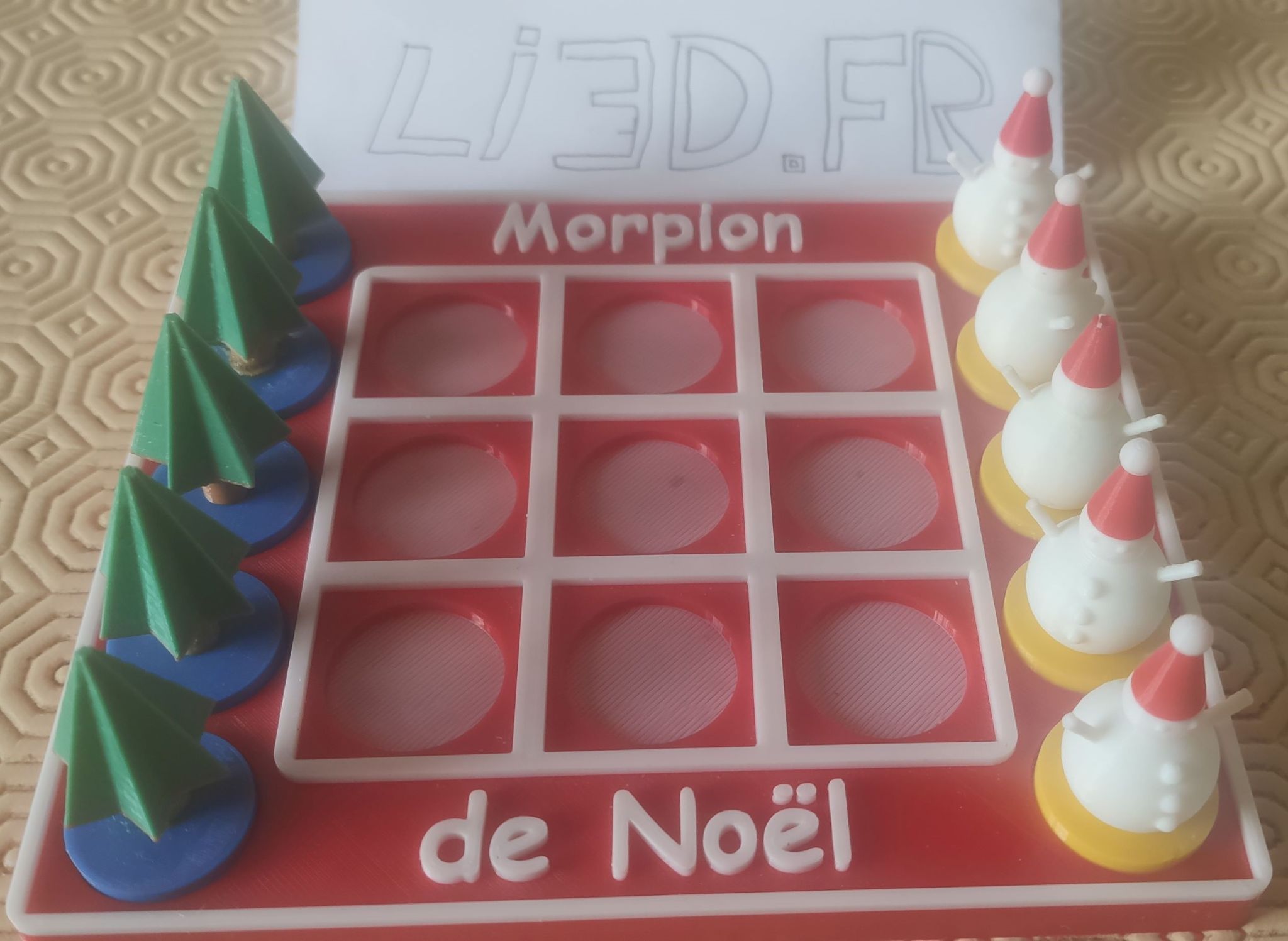
Voici une contribution à ce petit jeu. Pour égayer les repas de Noël en famille, j'ai fabriqué quelques petits jeux de Noël pour les petits et les grands. Pour une partie rapide au coin de la table (ou du feu) : le Morpion de Noël aimanté, sapins contre bonhommes de neige. Matériels : Ender 3 pro (seule modif : ptfe capricorn, buse 200°C, bed 50°C), filaments GST3D, 19 aimants ronds (2.5*10 mm), imprimé sans supports. Fichiers : Plateau 160*141 mm : Morpion-Plateau.stl Pion sapin : Morpion-Pion sapin.stl Pion bonhomme de neige : Morpion-Pion bonhomme de neige.stl Bonnes fêtes de fin d'année à tous. Felkin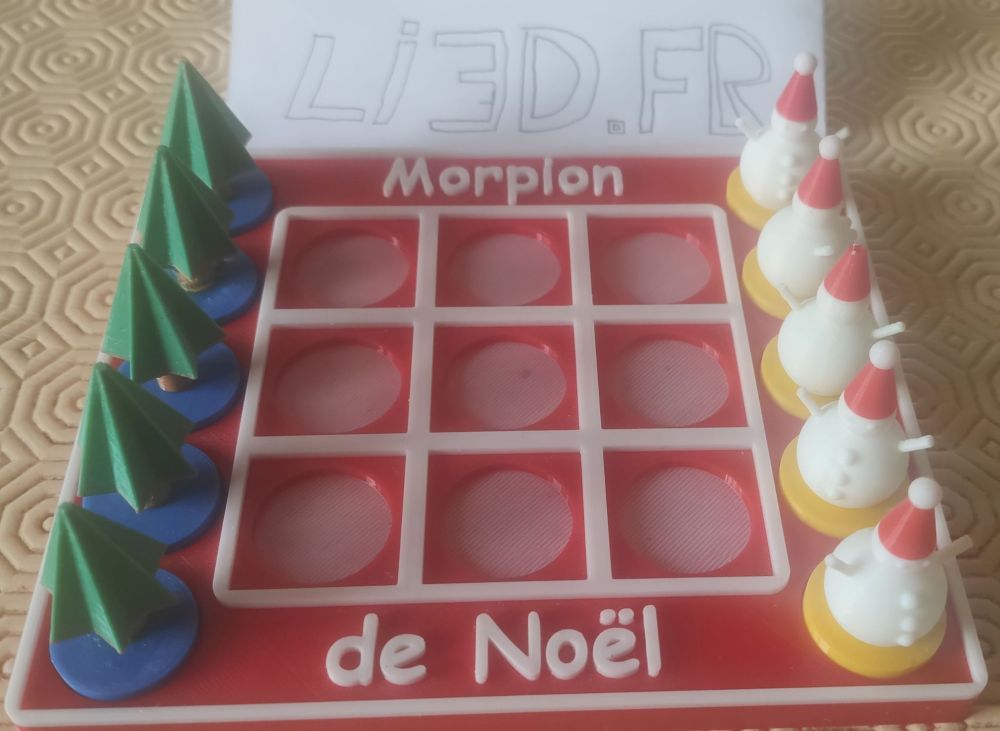


- 187 réponses
-
- 17
-

-

-
Impression double matière PLA-TPU sur ender 3
Felkin en réponse au topic de Felkin dans Projets et impressions 3D
Oui tu as raison, mais c'était pour voir si déjà ça fonctionnait avec une seule buse. Je laisse les possesseurs d'une IDEX faire des essais, si cela leur dit et qu'ils en ont l'utilité. -
Impression double matière PLA-TPU sur ender 3
Felkin a posté un sujet dans Projets et impressions 3D
Bonjour à tous, Ayant acheté une bobine de TPU, je me suis demandé s'il était possible de faire une impression double matière (en Z) avec une imprimante simple extrudeur comme ma Ender 3. J'ai fait une petite recherche sur le forum (et un peu plus), mais je n'ai pas trouvé de réponse précise à la question : est-ce que ça marche ? Pour cela j'ai utilisé une bobine de PLA+ noir de chez GST3D et une de TPU 95a noir de chez Overture. La ender 3 pro est d'origine, sauf le PTFE qui a été remplacé par un Capricorne. Pour ne pas avoir à bidouiller le G-code (je ne sais pas vraiment faire), j'ai souhaité avoir des paramètres d'impression identiques entre le PLA et le TPU. Après quelques tests d'impression du TPU (trois seulement), j'ai vu que c'était assez jouable. Pour les paramètres du trancheur (Cura 5.1.0) j'ai conservé à peu près ceux que j'utilise pour le PLA : buse 200°C ; Bed 50°C ; remplissage 20% ; rétraction 4mm ; vitesse rétraction 25mm/s. J'ai changé : vitesse d'impression 30 mm/s ; mode détours : A l'intérieur du remplissage. Ci-dessous le résultat de l'impression avec les côtes. Les changements de matières (deux) ont été fait classiquement sur le menu de l'imprimante. Je dois dire que le résultat est satisfaisant. Je n'ai pas eu de soucis lors de l'impression, un peu de cheveux d'ange avec le TPU et le porte-à-faux avec le TPU plus sensible qu'avec le PLA, mais c'est tout. Le plus important, la liaison entre le PLA et le TPU est solide. Pas de délaminage ou que sais-je. Même en tordant l'impression elle ne bouge pas : Voilà j'espère que cela pourra aider certain. Felkin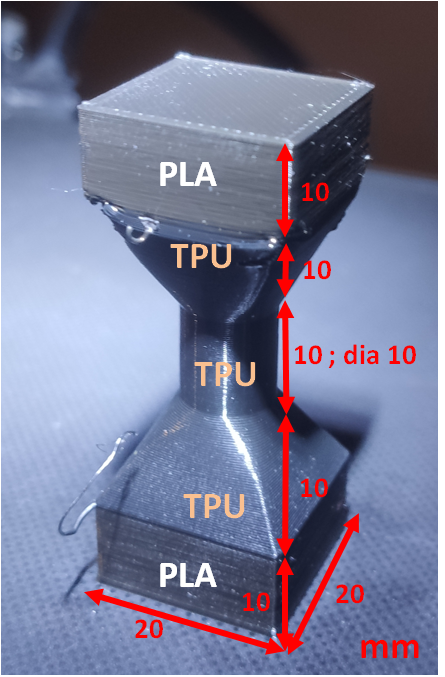
-
Merci pour ton aide. J'ai essayé ta méthode mais, si elle donne un bon résultat, demande, en ce qui me concerne, à être refaite à chaque impression. Du coup tes conseils m'ont amené à le faire manuellement et non logiciellement. Je fais un home, règle le plateau et avant de lancer l'impression je tourne les molettes d'1/4 de tour pour remonter le plateau et tout est OK. Par contre, au début de la 2ème couche je remets les molettes dans la position initiale pour pas que la buse effleure trop la couche inférieure. C'est du bricolage mais ça à l'air de marcher. Merci. Felkin
-
Classiquement, à chaud avec une feuille de papier. Je n'avais pas eu de soucis jusque là. (effectivement pas de BL-touch) Felkin
-
Bonjour à tous, Depuis quelques jours ma première couche tient difficilement au plateau (ultrabase creality), malgré le nettoyage et la vérification du niveau du plateau. Dans ce laps de temps j'ai dû, après un bouchage, faire mon premier changement de buse et raccourcissement du PTFE. Merci à la @Titi78's procédure (quelques sueurs froides mais tout est bon). Je suppose (mais sans certitude) que mon problème de première couche vient du fait que les hauteurs buse-plateau après auto-home (après nivellement) et après lancement de l'impression sont différentes. La différence est nette quand je lance un test sans filament. J'ai quand même réussi à faire une impression correcte (pas de différence de hauteur), mais à l'impression d'après ça a recommencé. C'est très bizarre. J'ai peut être commis une erreur quelque part, mais je ne vois pas où. Merci à ceux qui pourront m'aider ou me donner des pistes. Felkin
-
Depuis que j'ai reçu la mienne (1 an maintenant), le port microSD n'a jamais fonctionné. Pourtant j'ai essayé une tripotée de carte. Si quelqu'un a une solution je suis preneur. Felkin
-
(ultrabase creality + un peu d'alcool isopropylique avant l'impression) Si ça peut aider pour la première couche, je règle pour que ça gratte pas mal (mais pas trop quand même) avec le papier. Quand la première couche est fini, je descend mon plateau d'un quart de tour par molette pour que la buse ne gratte pas, en se déplaçant au dessus de la première couche. J'imprime comme ça depuis plusieurs semaines sans re-réglage du plateau, juste en reprenant la position initiale des molettes (petit papier autocollant dessus). Un utilisateur contant de sa ender 3 pro. Felkin
-
Trait sur paroi externe + effondrement filament
Felkin en réponse au topic de Felkin dans Entraide : Questions/Réponses sur l'impression 3D
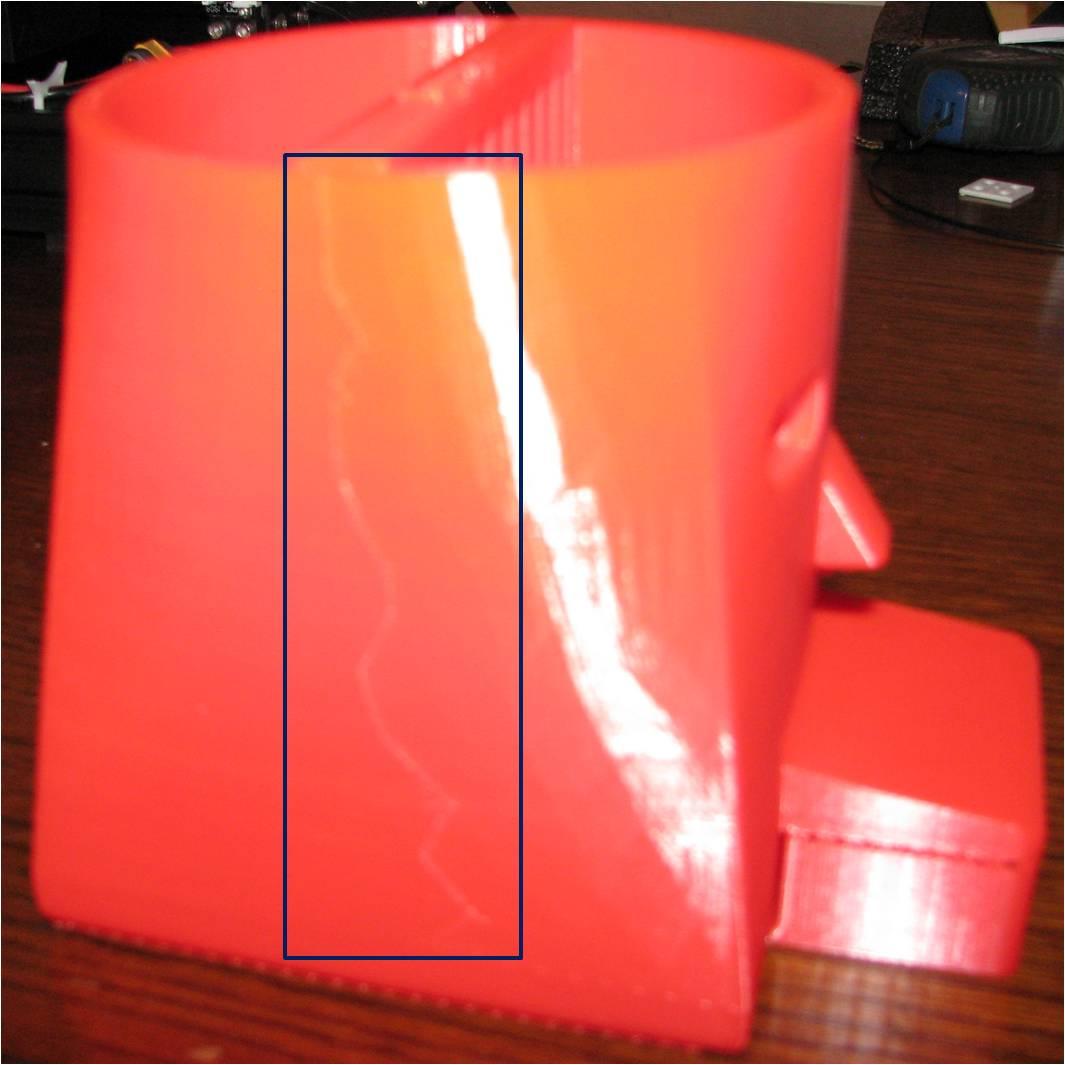
Merci. J'ai utilisé du PLA 1.75mm Giantarm, buse à 200°C et bed microporeux à 50°C (nettoyé à l'alcool isopropylique). J'utilise Cura. Je vais donc regarder du côté des options de coque et regarder d'un peu plus près les supports. -
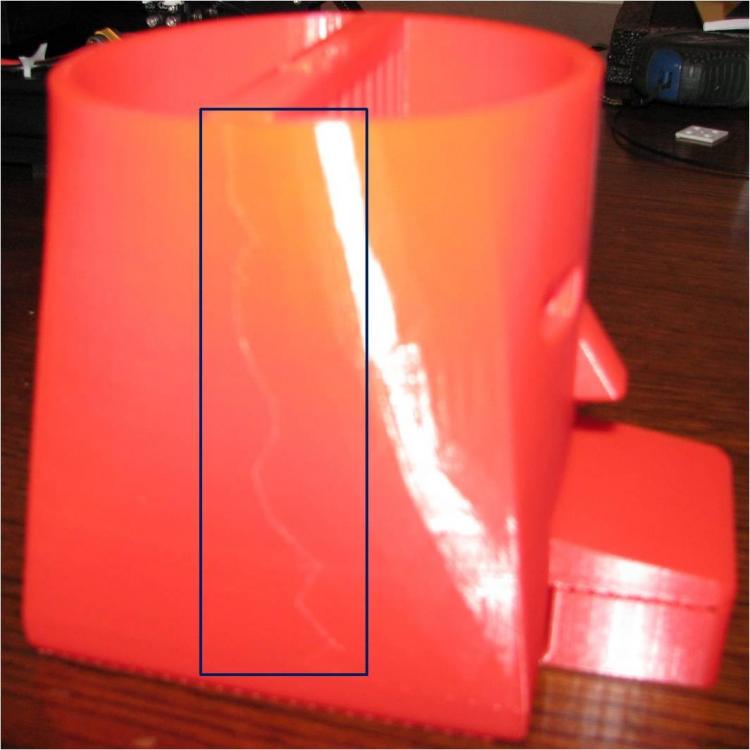
Bonjour tout le monde, Çà fait maintenant 2 semaines que j'apprivoise mon ender 3, et pour l'instant ça va pas trop mal. Je viens de réaliser ma première impression marathon (pour moi) de plus de 30h, un pot pour éponge. Après un premier essai où j'ai vu les 1ères couches se décollées au bout d'une heure, j'étais pas tranquille durant ces 30 h. Finalement le résultat est super satisfaisant. J'ai quand même 2 interrogations : 1) une ligne en zig-zag, de bas en haut sur l'extérieur d'une des parois s'est formée (voir photo). Sur quels paramètres jouer pour éviter que ça recommence ? 2) Sous le nez de mon pot, j'ai eu un peu d'effondrement de filament (voir photo), très bien rattrapé à la pince coupante et à la lime. Y'a-t-il une technique simple pour l'éviter ou l'atténuer, autre que le support qui aurait été créé sur une surface de mon pot (peut-être pas gênant??) ? Merci.

-
freecad Validation/Amélioration d'une pièce à imprimer
Felkin en réponse au topic de Felkin dans Dessiner / modéliser en 3D
Mea culpa, les lignes étaient bien dû à un problème de points durs sur l'axe des X. J'ai rectifié le tir en jouant sur l'excentrique (léger desserrage) et en retendant un peu la courroie. -
freecad Validation/Amélioration d'une pièce à imprimer
Felkin en réponse au topic de Felkin dans Dessiner / modéliser en 3D
@Vincent non, elles ne sont pas alignées sur ces deux parties, il n'y a pas de correspondances visibles avec la pièce. -
freecad Validation/Amélioration d'une pièce à imprimer
Felkin en réponse au topic de Felkin dans Dessiner / modéliser en 3D
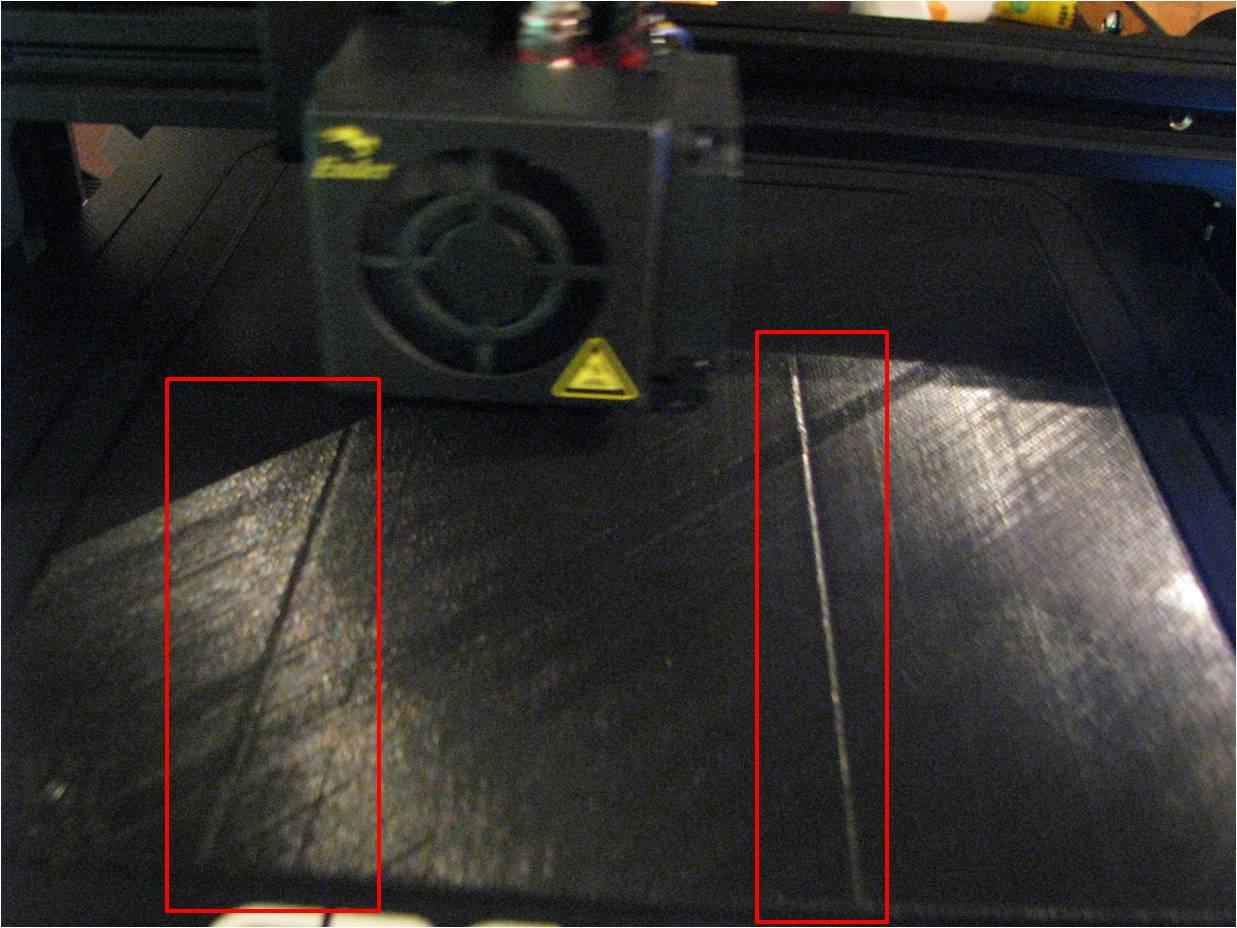
Salut tout le monde, Ben voilà, après une semaine d'apprentissage avec l'engin je me suis lancé dans l'impression de cette pièce avec assez d'appréhension parce qu'elle recouvrait toute la surface du bed (peur pour mon nivellement). J'ai utilisé un bed microporeux nettoyé à l'alcool isopropylique et du PLA noir Giantarm commandé sur amazon. Mes tests étaient fait avec le PLA blanc fourni avec l'imprimante. Je n'ai pas fait de modifications des paramètres : bed 50 et extrudeur à 200°C. Le lecteur de microsd ne fonctionnant toujours pas, je me connecte en USB. Lors de la première couche j'ai vu deux petites lignes verticales se créer (voir 1ere photo), l'imprimante déposait en diagonale haut/droite vers bas/gauche. Je ne suis dis problème de point dur sur l'axe des X, mais à la 2ème couche, dans l'autre sens de diagonale, ce phénomène avait disparu. Une idée de ce que c'est ?? Du coup ça se voit un peu à la fin vu que c'est la 1ère couche, mais rien de dramatique. Après 13 heures d'impression la pièce s'est finie sans problème . Comme un noob, j'ai quand même oublié d'activer l'étirage. Trop pressé de lancer l'impression. Merci à vous. Felkin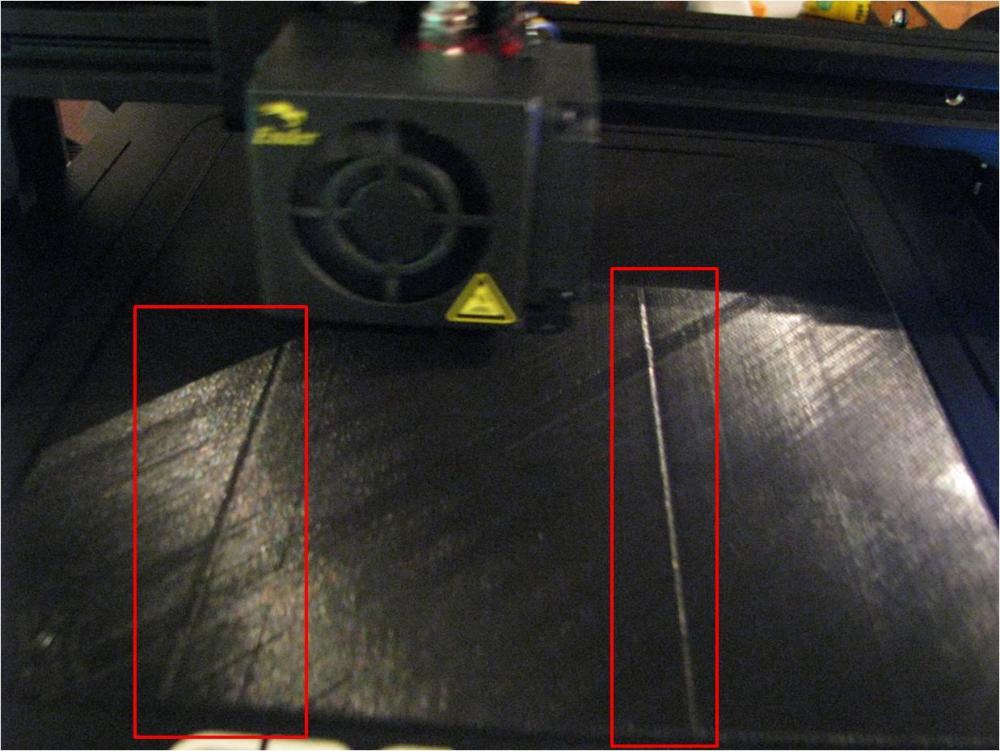
-
Centrer l'impression
Felkin en réponse au topic de Felkin dans Paramétrer et contrôler son imprimante 3D
@Hervé-34, non c'est pas une connerie, je pense. Je l'ai d'ailleurs remise pour certaines impressions. Mais maintenant, je sais comment la virer. Felkin -
Un petit rappel ne fait pas de mal, mais t'en fait pas, je travail dans le domaine de la chimie donc je connais ces produits. Par contre, c'est pas le premier solvant auquel j'aurais pensé pour dégraisser, mais en définitif il fait super bien le taf. " Ce n'a d'alcool que le nom... ", en faite c'est un alcool puisqu'il possède une fonction alcool. Mais c'est pas de l'éthanol effectivement, qui est d'ailleurs également toxique. Comme tout produit chimique, il faut s'en méfier.
-
Centrer l'impression
Felkin en réponse au topic de Felkin dans Paramétrer et contrôler son imprimante 3D
Merci, c'est tout bon. C'était effectivement mes dimensions de plateau qui n'étaient pas bonnes et donc tout est rentré dans l'ordre maintenant. J'ai également viré la ligne de purge sur vos conseils (à gauche en effet). -
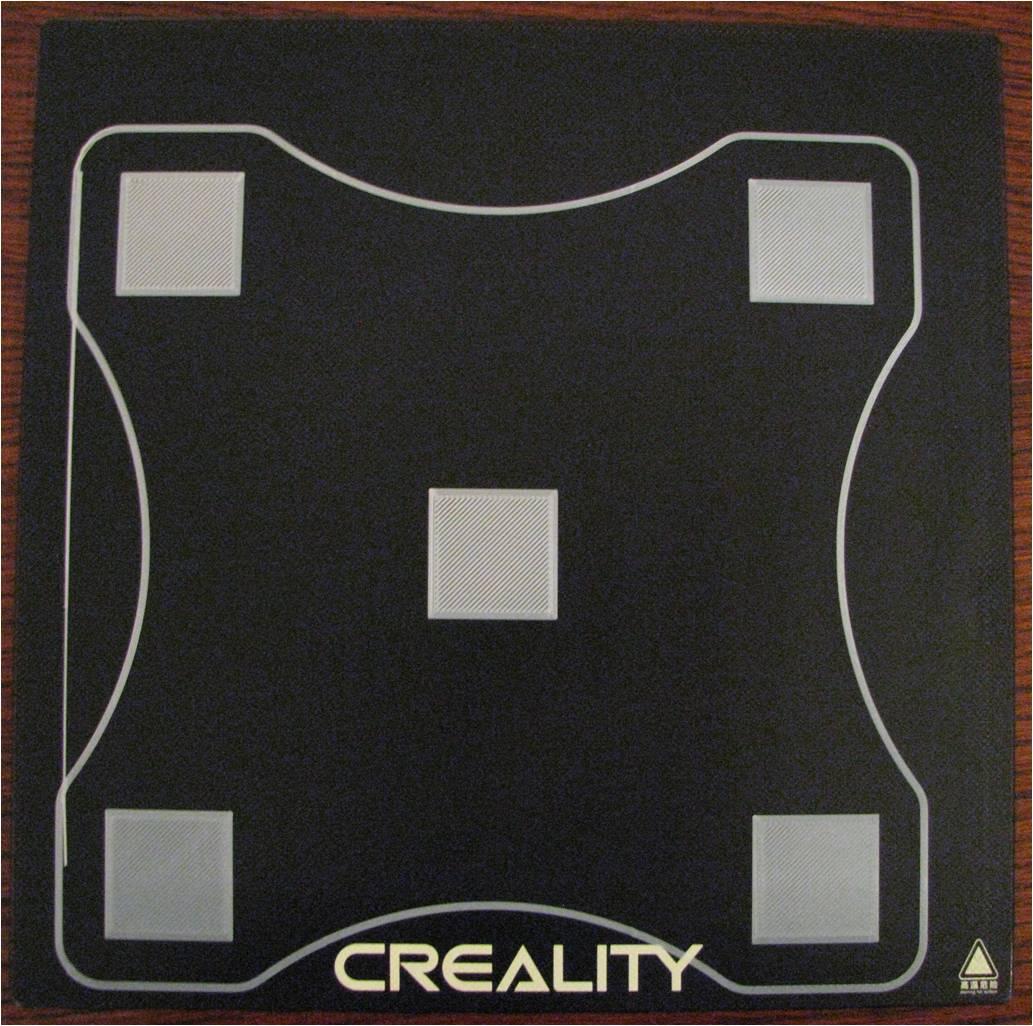
Bonjour à tous, J'ai fait le test d'impression avec les 5 plans de 20x20 et comme vous pouvez le voir sur la photo ci-dessous l'impression n'est pas centrée sur le plateau (décalée en bas à gauche). J'envisage une impression assez grande et cela m'embête un peu. Je préfère demander un conseil plutôt que de modifier n'importe quoi dans Cura (si c'est bien là que ça se passe). (Si en plus vous pouviez m'indiquer comment virer la ligne à droite faite en début d'impression ce serait super). Felkin
-
L'isopropanol ça déchire grave. J'avais beaucoup entendu parlé mais ça dépasse mes espérances. J'ai imprimé de petites pièces pour tester et c'est parfait (plus de problèmes d'adhérence). Maintenant y'a plus qu'à voir pour les plus grandes. Merci à vous.
-
OK pas de laque sur le microporeux (ultrabase), merci @Framemanager j'aurais pu faire une connerie. J'ai récupéré de l'isopropanol, j'essaie dès que possible (je viens de me couper tous mes doigts graisseux, donc pas facile maintenant ). Par contre, j'ai bien tenté de nettoyer au liquide vaisselle, mais pas mieux. Comme le dit @jmevrd je vais m'assurer du réglage de mon bed. Et merci pour le lien vers le coupleur. Felkin
-
Merci @jmevrd, évidemment imprimante achetée sur Gearbest, donc pas trop envie de renvoyer sachant que cela marche via l'USB. J'ai pour l'instant jamais eu de soucis avec eux, c'est la 1ère fois que j'ai un "petit" défaut sur un appareil. Pour l'instant ça ne m'empêche pas d'imprimer, donc ça va. J'ai quand même essayé une troisième carte, pareil. Peut-être qu'il y a un truc que je fais mal. Si quelqu'un a déjà eu se problème de détection de carte microSD je serais content de le savoir. Pour le "pied d'éléphant", c'est pas super marqué. Si c'est un point dur ce serait pas de bol que ce soit pile-poil sur la première couche, non ? Au cas ou, aurais-tu le lien pour le coupleur ? (Question subsidiaire et un peu hs : avec l'imprimante j'ai pris 2 beds Creality en verre miroporeux (https://fr.gearbest.com/3d-printer-parts/pp_009517974128.html?wid=1433363). J'ai pu imprimer sans problème une 1ère fois sans soucis, que ce soit avec le bed d'origine ou avec les deux autres, mais dès que je veux ré-imprimer ça n'adhère plus, sur aucun des 3 beds. Phénomène connu ????? Je pense qu'il va falloir que je passe à la laque.) Felkin