Kemar
-
Compteur de contenus
25 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Kemar
-
Salut nico378, Pour ma part j'ai toujours des soucis avec mon Ender 3, tellement que ça fait bien longtemps qu'elle n'a pas imprimé. J'ai tout démonté, remonté avec les pièces d'origine, mais la qualité n'est toujours pas la. Trop aléatoire. C'est assez frustrant et en même temps je me dis que c'est un peu normal pour une imprimante à ce prix. Quand je vois ce que certains font avec, soit je n'ai vraiment rien compris soit on a pas tous les même machines.
-
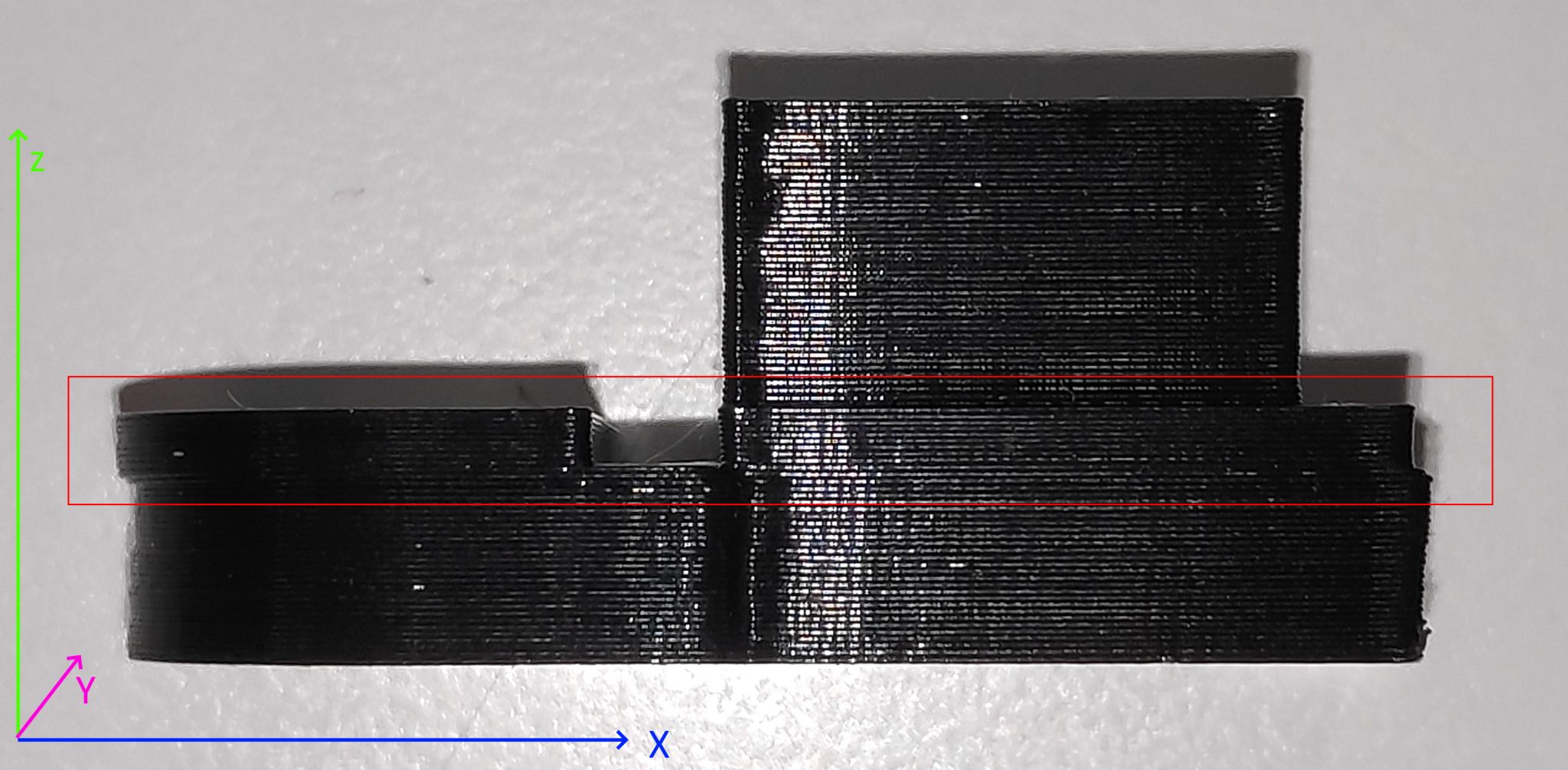
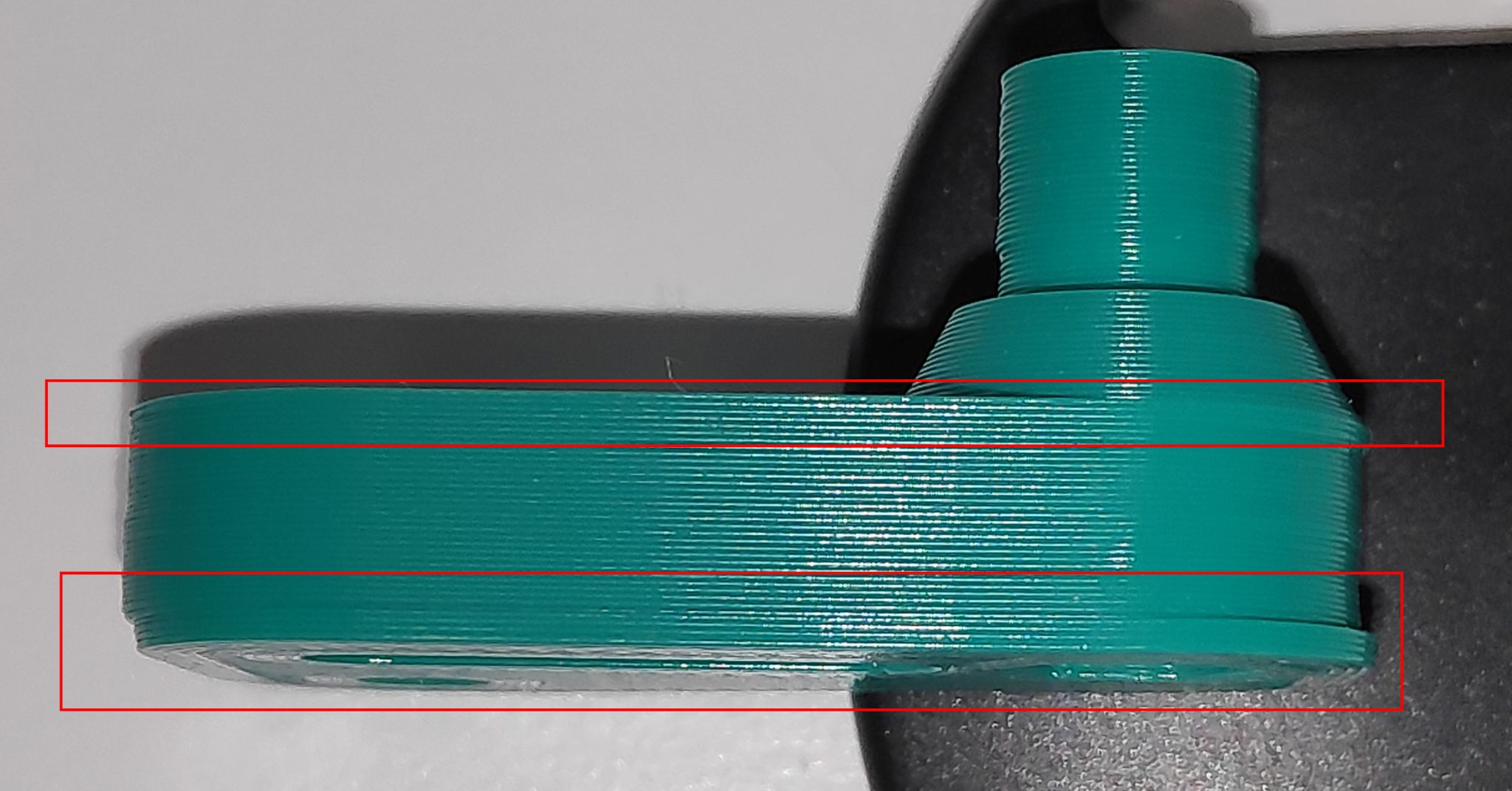
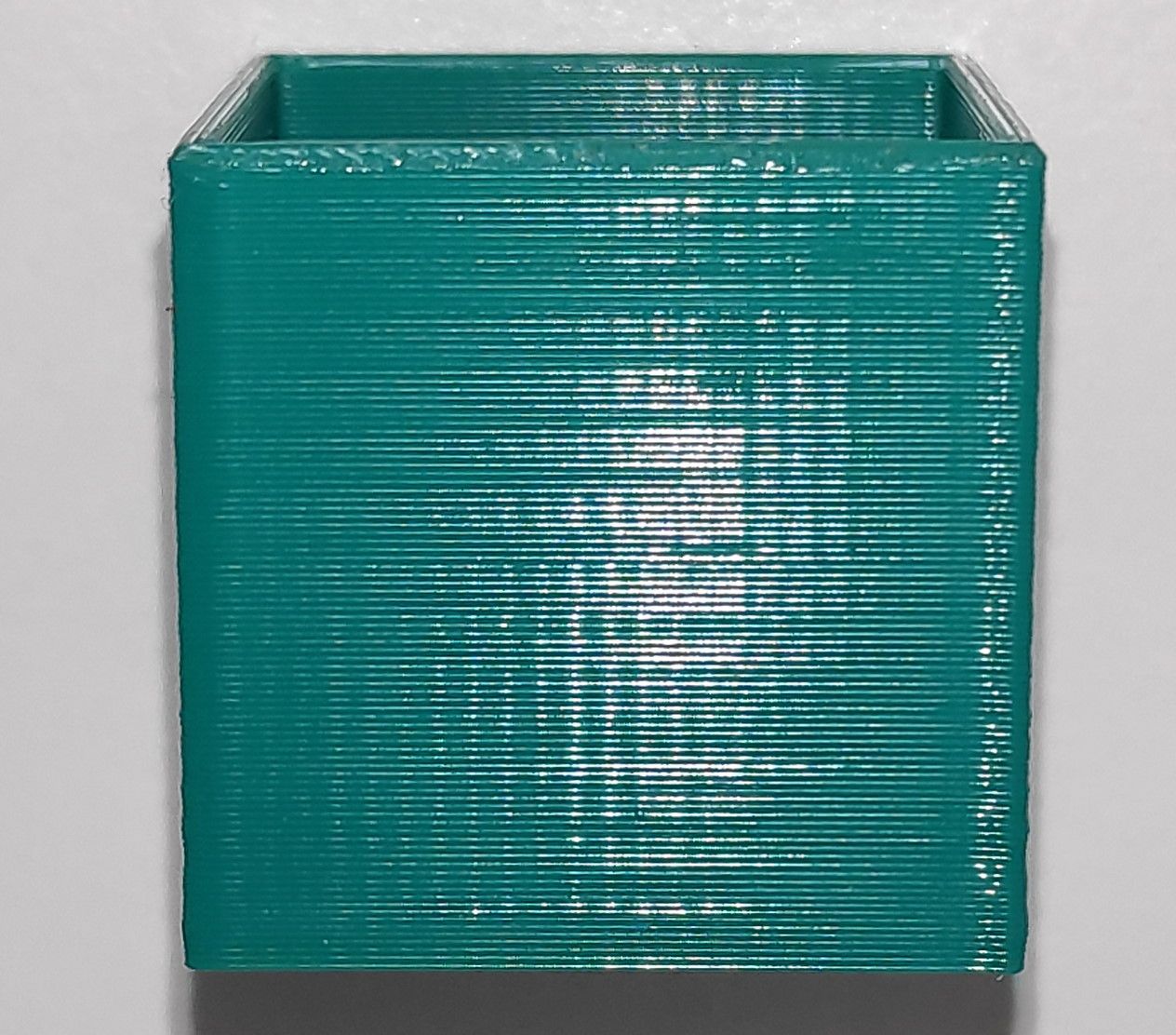
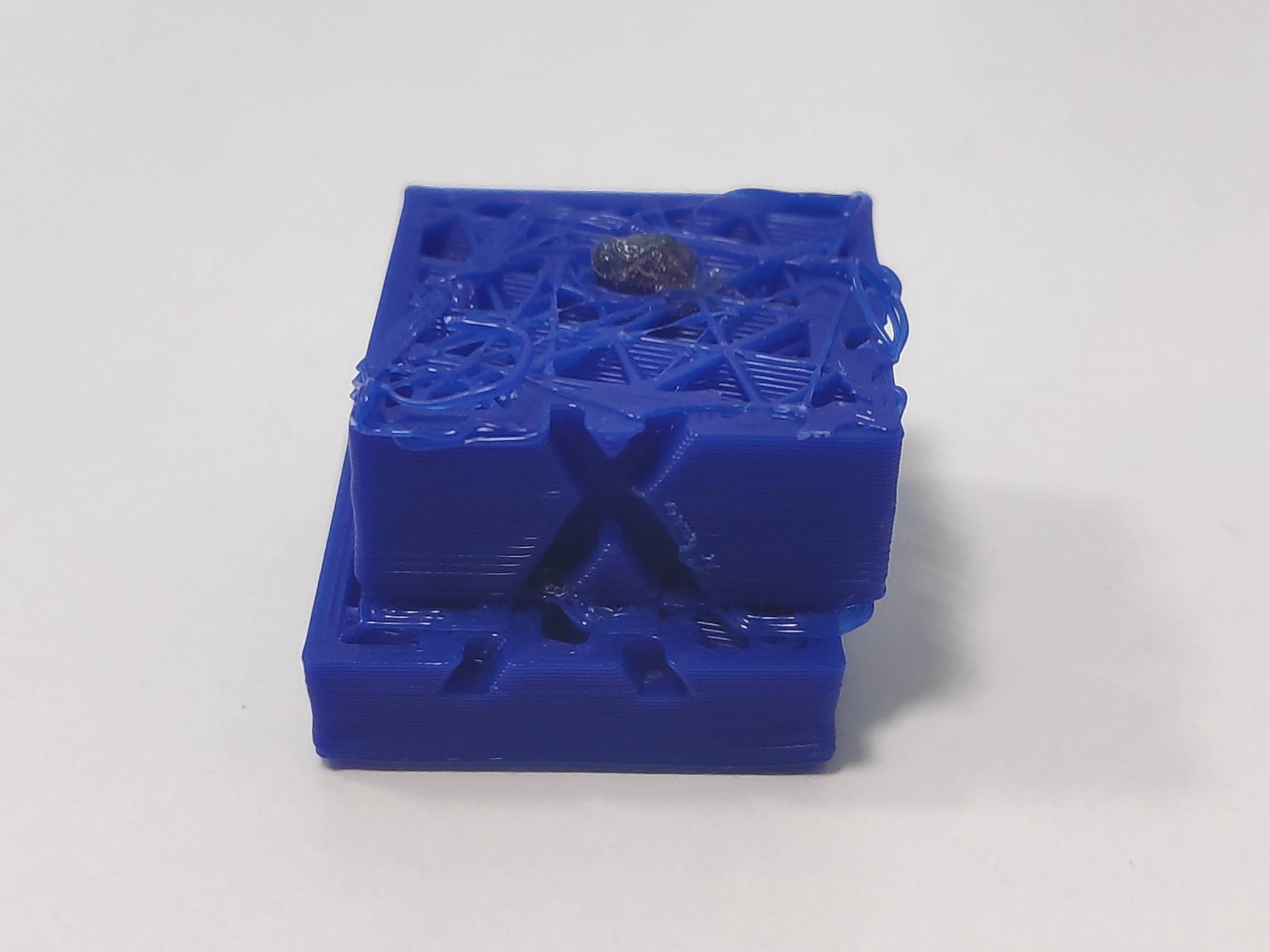
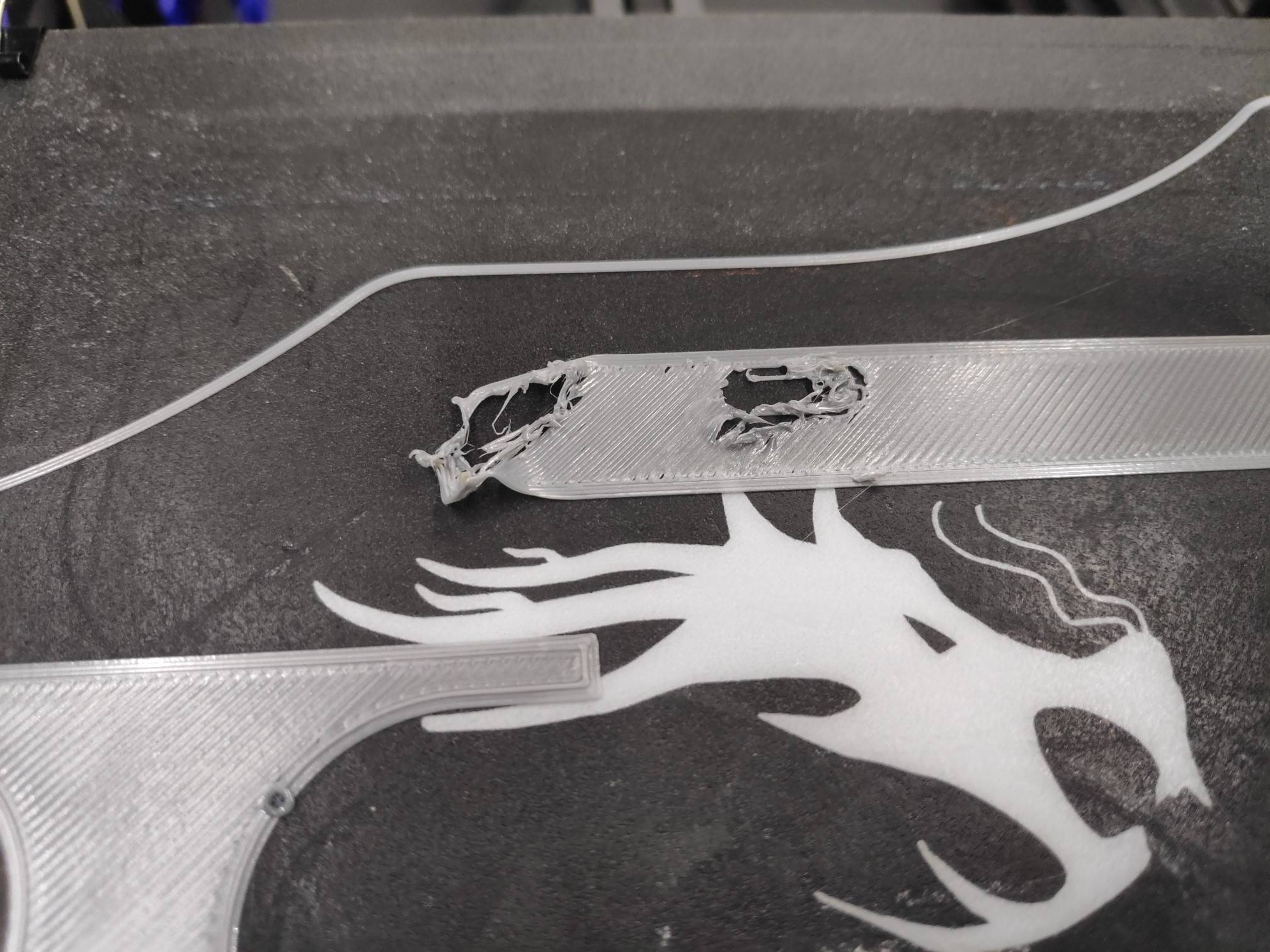
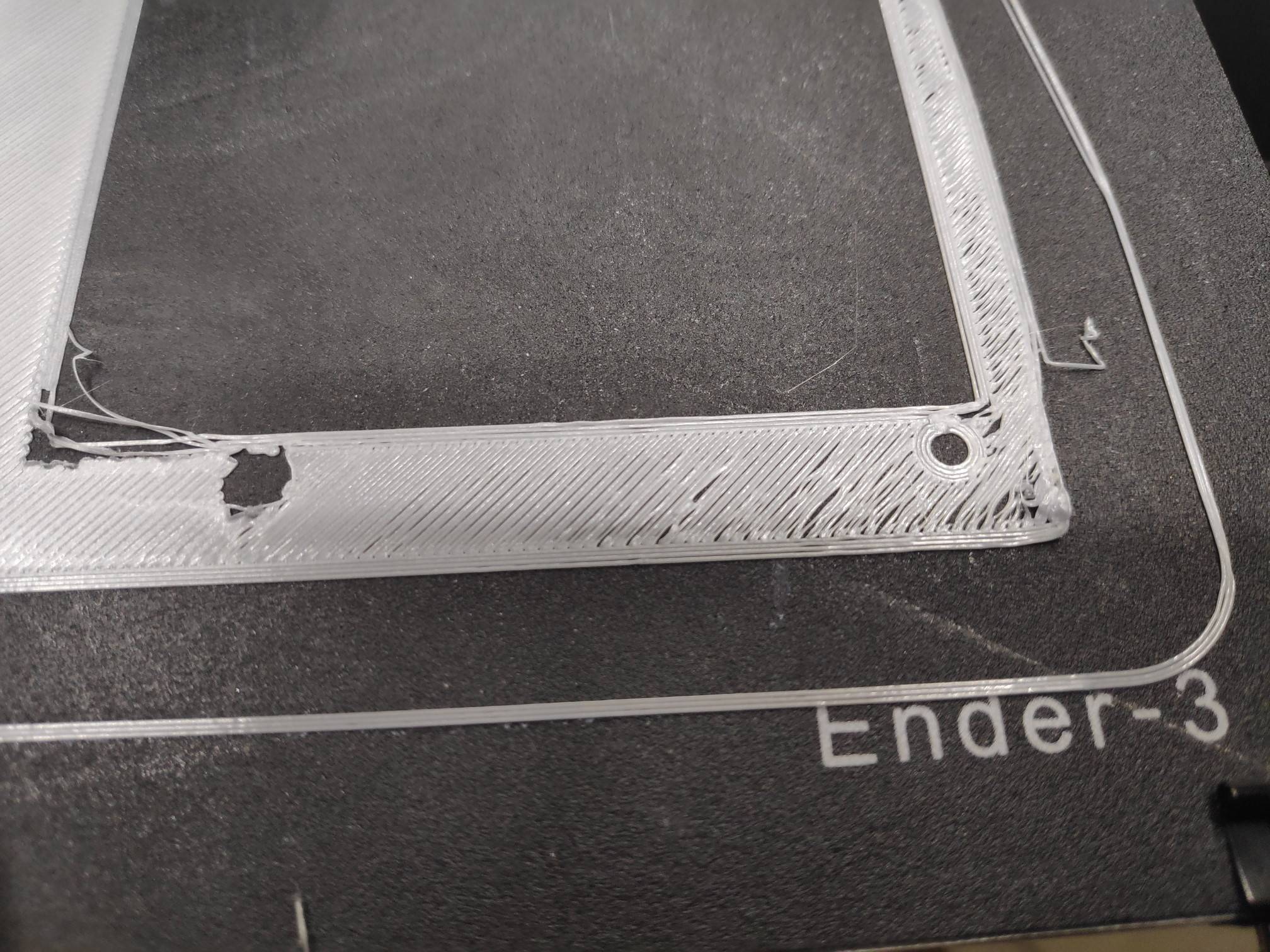
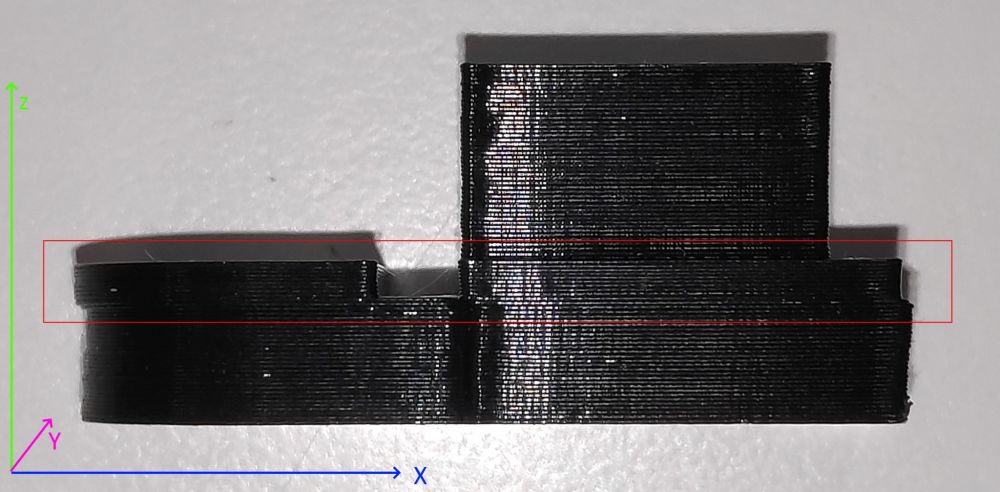
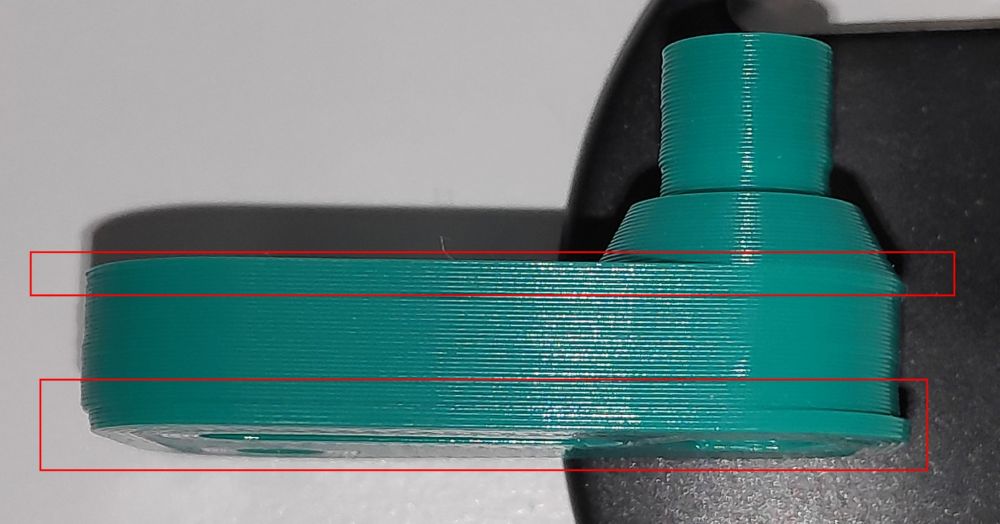
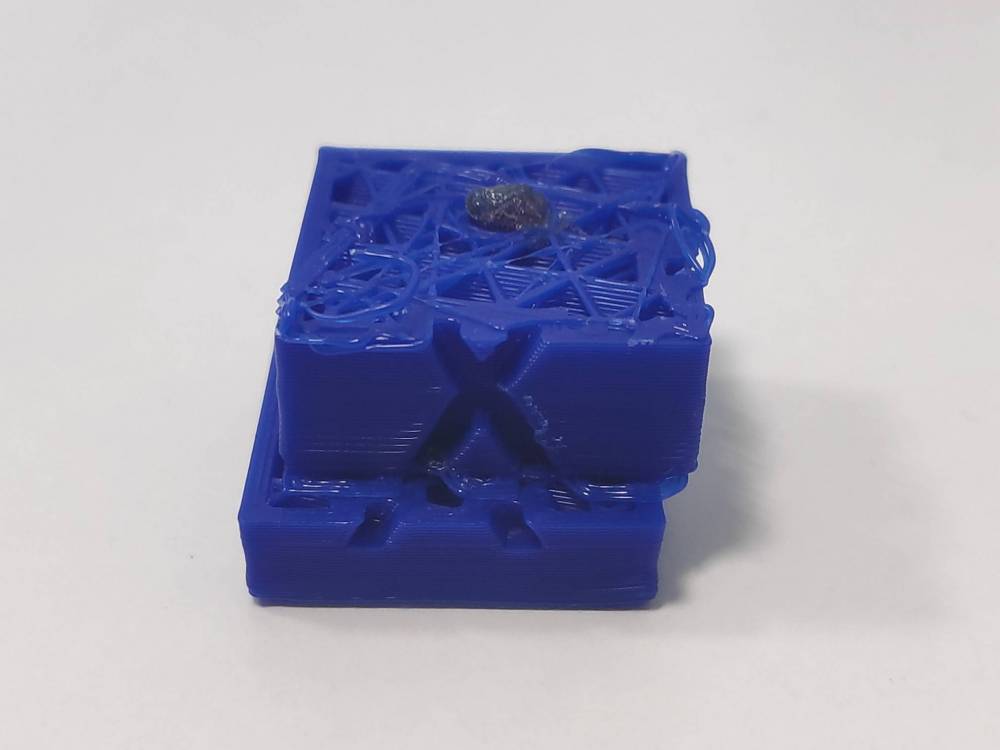
Bonjour à tous, Oui, encore un sujet sur le décalage de couches. D'habitude j'essaye de me débrouiller pour résoudre mes soucis en cherchant et testant, mais la je vais devenir fou, alors je viens vous partager un peu de folie J'ai déjà pas mal cherché, mais difficile de décrire le problème avec quelques mots (que ce soit en français ou en anglais). Je pense que des images sont bien plus parlantes. Je posterai mes avancées au fur et à mesure, même si je fini en monologue. Mais n'hésitez pas à venir exposer vos théories les plus farfelues ! Le contexte : Ender 3 depuis bientôt un an, pas mal de modifications apportées au fur et à mesure (Touch Mi, lit en verre, Octoprint). Jusqu'à maintenant pas de soucis qui n'ai été résolu. Avant la première photo de ce poste, j'ai sorti de belles pièces dont j'étais content. Je ne connais donc pas le déclencheur. Historique: J'ai pu remonter mon problème à une grosse impression de +50H. Je pensais que c'était lié à une éventuelle chauffe, car c'était ma première impression aussi longue. Je ne me suis pas inquiété. Ensuite, j'ai imprimé une petite pièce, la j'ai commencé à me poser des questions. Le décalage semble avoir lieu sur l'axe des X. Donc vérification des courroies, serrages chariots, nozzle etc... Impression suivante, un joli "double shift". Celui du haut est moins visible sur la photo mais pourtant bien présent. Donc je décide de créer un cube 20x20mm vide, 0,8mm de paroi pour provoquer le problème. Mais... RIEN !!! Je fait une rotation à 90° de ma dernière pièce dans CURA, et je constate que le problème est bien uniquement en X car il a lui aussi tourné. Création d'un escalier pour test car j'ai l'impression que le problème se passe à la transition "bottom / infill" et "infill / top". Mais... rien? Juste un bourrelet bizarre. Arrivé la, je commence à sécher. Plusieurs pistes : Le problème ne semble se produite que s'il y a des arrondis dans la pièce. Le cube et les escaliers n'ont pas ce shifting. --> Test: un cylindre seul et des escaliers avec des cylindres. Le problème se produit-il avec une hauteur de couche différente ? --> Test: Augmenter la hauteur à 0.4 Bien que le problème soit récent et pas de modif depuis longtemps, retirer toutes les modifications de l'imprimante. --> Test: La pièce en question après chaque modif. Bien sûr si jamais quelqu'un a une idée, ou déjà vu ce problème, je suis à l'écoute. J'espère bien pouvoir trouver une solution à mon mystère !

-
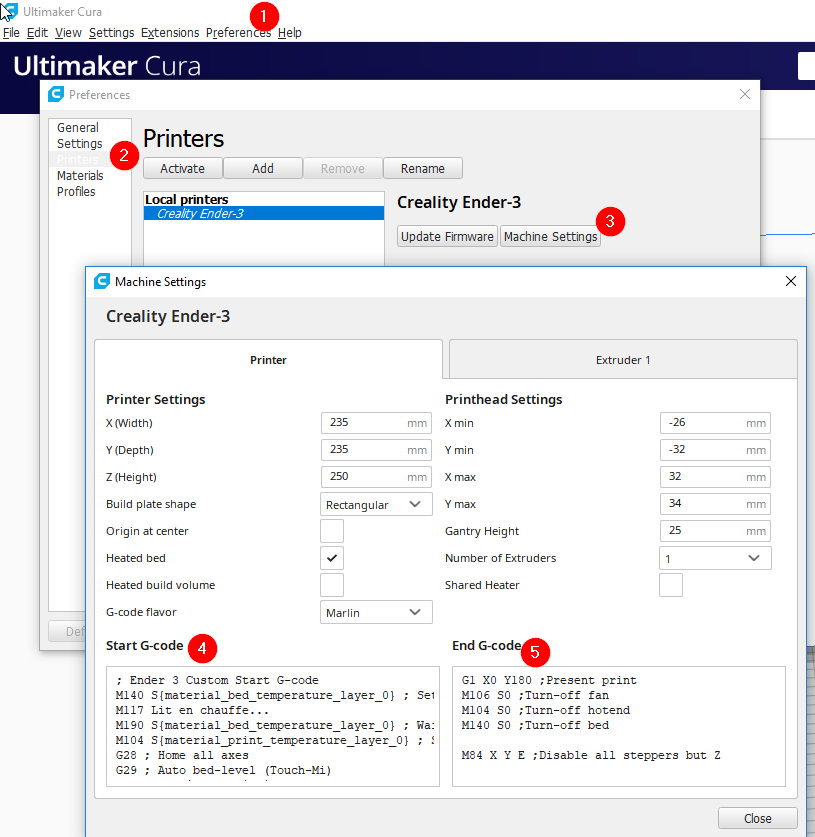
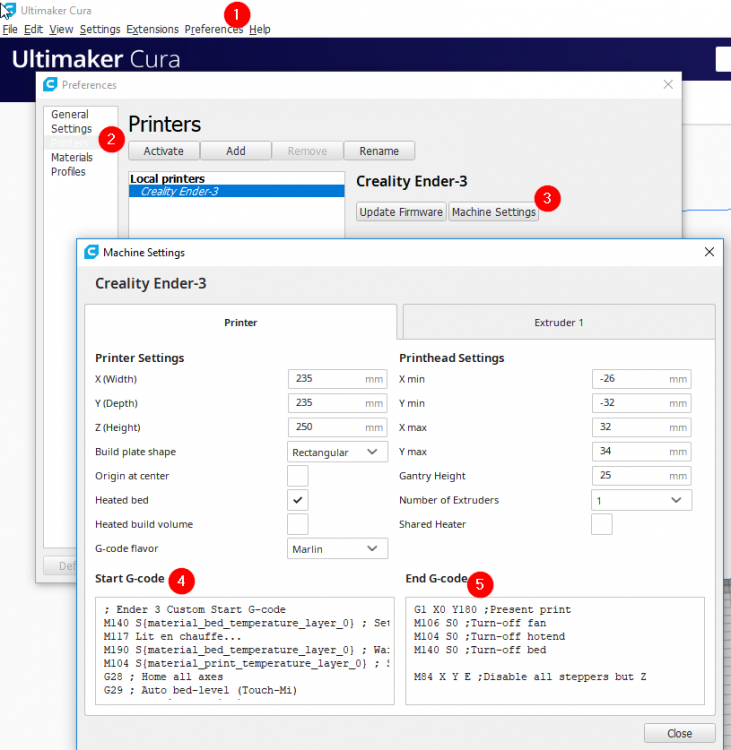
Salut, Alors je ne suis pas expert, mais en te lisant je dirais : As tu vérifié le Start / Stop GCODE dans Cura ? Explication: Les fichiers fournis avec ton imprimante sont déjà "tranchés / slicés". Donc ils contiennent tout le nécessaire pour être imprimés. Quand tu slices ton propre fichier, c'est le rôle du logiciel (ici CURA) de rajouter au début les actions comme le préchauffage lit/ tête, la mise à 0 des axes etc. Peut être n'est-ce pas bien réglé ? Ou alors ton profil CURA n'est pas bien renseigné, et la température n'est pas bonne ? Pour vérifier le paramétrage de ton imprimante dans CURA voici le chemin : Donc pas de "priming" de l'extruder (souvent un aller retour a gauche du plateau pour amorcer la buse) ? Et si l'impression commence trop haut, peut être un mauvais réglage du Z offset, ou une première couche réglée trop haut dans CURA ? Peux tu envoyer ce que tu as comme imprimante dans la liste sur CURA, et si tu as la bonne, le start GCODE ? Perso j'ai commencé avec CURA, et je ne le trouve pas si mal, il me convient. Après je suis pas un pro non plus, mais j'arrive à faire ce que je veux.
-
Salut ymgui, Je pense (mais je laisse vap38 confimer) que le "tube ptfe" utilisé pour calibrer la soudure n'est pas de la récup d'imprimante, mais une pièce qui est présente d'origine avec la soudeuse. C'est visible sur le schéma, "Guide PTFE d'origine fendu". Du coup son diamètre est, je suppose, idéalement de 1,75. Ce qui réglerait le problème.
-
Merci pour la séparation des sujets ! C'est bien plus clair ! Tu avances comme un fou, j'ai envie d'essayer ! Je pense commander le nécessaire sous peu. Juste une remarque, histoire que personne ne mette le feu à sa baraque (ou ne s'explose une main) ! Les accus 18650 9800 mAh, CA N'EXISTE PAS !! Faites attention, avec de la chance, ce sera un minuscule accu et le reste du tube plein de sable (vécu), au pire un truc qui prendra feu ! Un vrai accu Li-ion, c'est 3000mAh max, 7€ environ pour du LG, du Sony, Panasonic... allez dans une boutique de vapote, ils en ont plein (et ce sera plus sur).
-
cartes additionnelles soudeuse de filament PLA 1.75 mm électronique
Kemar en réponse au topic de vap38 dans Électronique
Ca donne envie dis donc ! Magnifique soudure. Tu parles d'un ensemble complet a modéliser, du coup tu abandonnes la soudeuse chinoise comme base ? Mais du coup comment fais tu pour "calibrer" et refroidir après soudage ? -
Ouaip, mais malheureusement ça sent la fin. J'ai des pièces a imprimer et je ne peux plus perdre du temps à chercher. Je suis vraiment déçu, et frustré. Si ça fonctionne pour les autres et pas pour moi, c'est que je dois être plus bête que la moyenne. Mais la je ne vois plus quoi essayer. Allez, remontage du endstop, flash, et on se lance une pièce.
-
LIN_ADVANCE est en effet activé par défaut dans le firmware "Touch Mi". Mais je ne l'ai pas activé dans le 1.1.9bugfix que je viens de tester. Sans succès malheureusement. Ce qui me rend vraiment fou, c'est que j'ai a droite du plateau un filament parfaitement bien écrasé, ni trop ni trop peu, mais de l'autre il est loin au dessus ! Du coup il ne colle pas. Alors que dans ma petite tête, l'ABL est justement sensé empêcher ça ! C'est fou quand même ! Désolé j'étais sur du gris et c'est pas super visible. Bon du coup, re-flash avec Firmware Touch Mi modifié pour désactiver LIN_ADVANCE, et drivers TMC2208.
-
Salut, Peu probable. J'ai imprimé un peu entre le changement de carte et le TouchMi. Dont un magnifique Benchy. Et aucun soucis. Je suis en train de refaire un firmware sur base de 1.1.9 bugfix avec les options TouchMi pour voir si ça aide. J'ai l'impression que le firmware fourni n'est pas adapté à la 1.1.5.
-
Oui, je confirme... je l'aurais appris à mes dépends ! Pour la valeur dont tu parles, c'est le Z offset. J'ai testé la feuille de papier comme indiqué dans la doc, mais aussi collé au plateau, +0.1mm au jeu de cales et rien ne va. Tant pis, j'aurais perdu l'équivalent d'une bobine de PLA, je l'ai mauvaise, mais c'est la vie. Je vais le ranger avec les "trucs inutiles" dans le garage. Peut être qu'il aura une troisième chance un jour. Merci à tous ceux qui m'ont aidé sur ce post, pour résumer deux soucis : bouchage entre la buse et le ptfe, et le Touch Mi. Solution: Titi's procédure et suppression du Touch Mi.
-
Bon, c'est fini, j'en peux plus. J'ai de bons résultats avec le end stop Z. Première couche impeccable. Je décide de remonter le Touch Mi. Je suis la doc à la lettre. Et je ne peux plus imprimer. Ça ne colle pas au plateau, c'est dégueulasse. Alors soit il faut un bac +10 impression 3D pour comprendre ce truc, soit c'est 20€ de foutus en l'air. Dommage, ça semblait prometteur comme produit. Voila désolé fallait que ça sorte.
-
C'est bien un point dur sur l'axe Z. Et lors des vérifications j'ai pu le décaler en tournant les roulettes a la main. Donc je penche pour une roulette avec un plat. Cause probable : j'ai du resserrer mes excentriques car l'axe Z descendait tout seul dès que les steppers étaient off (très, très chiant). Et j'ai du serrer un peu trop... Sauf que si je serre moins, ça va recommencer. Dur dur les réglages !
-
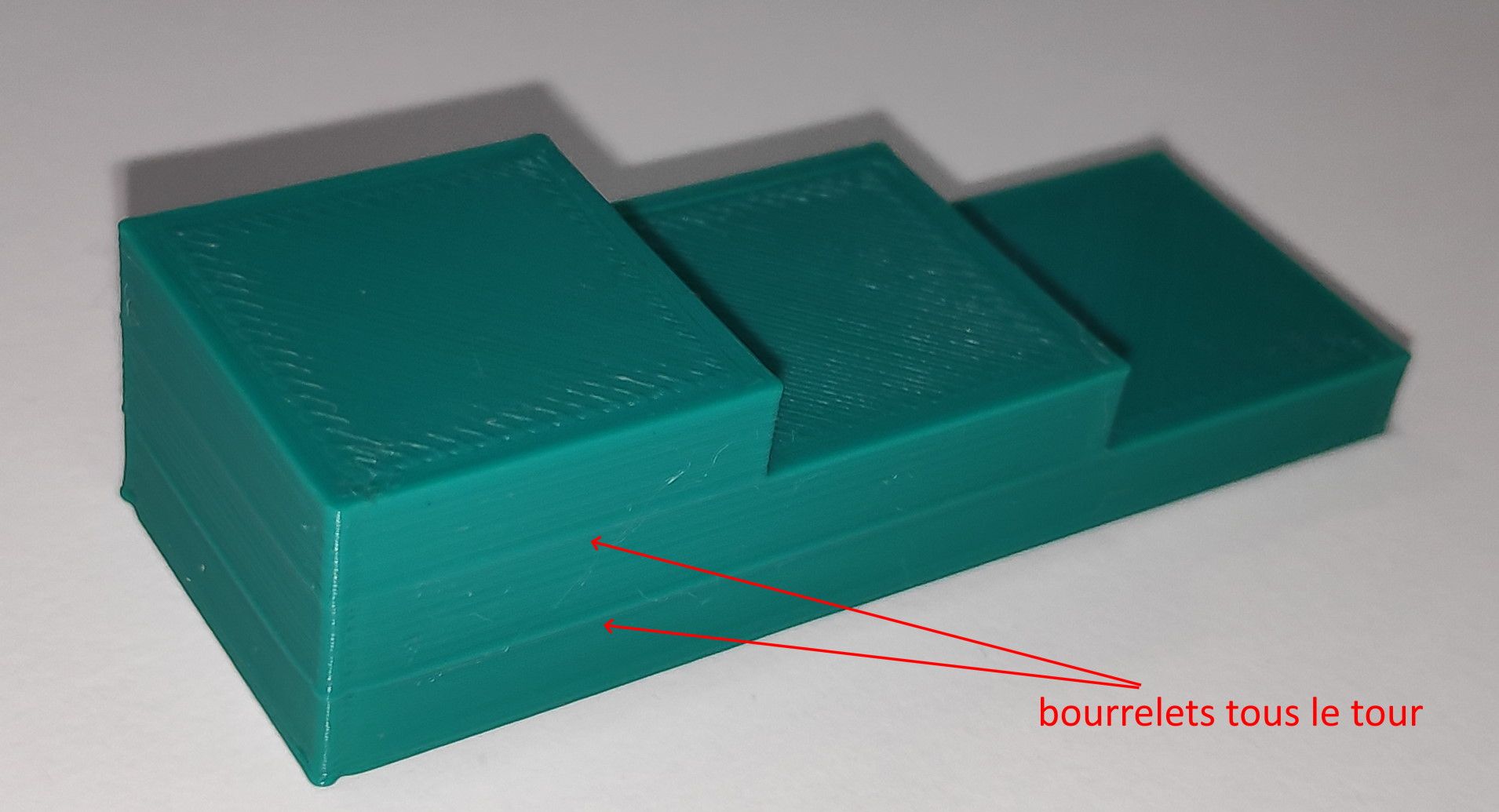
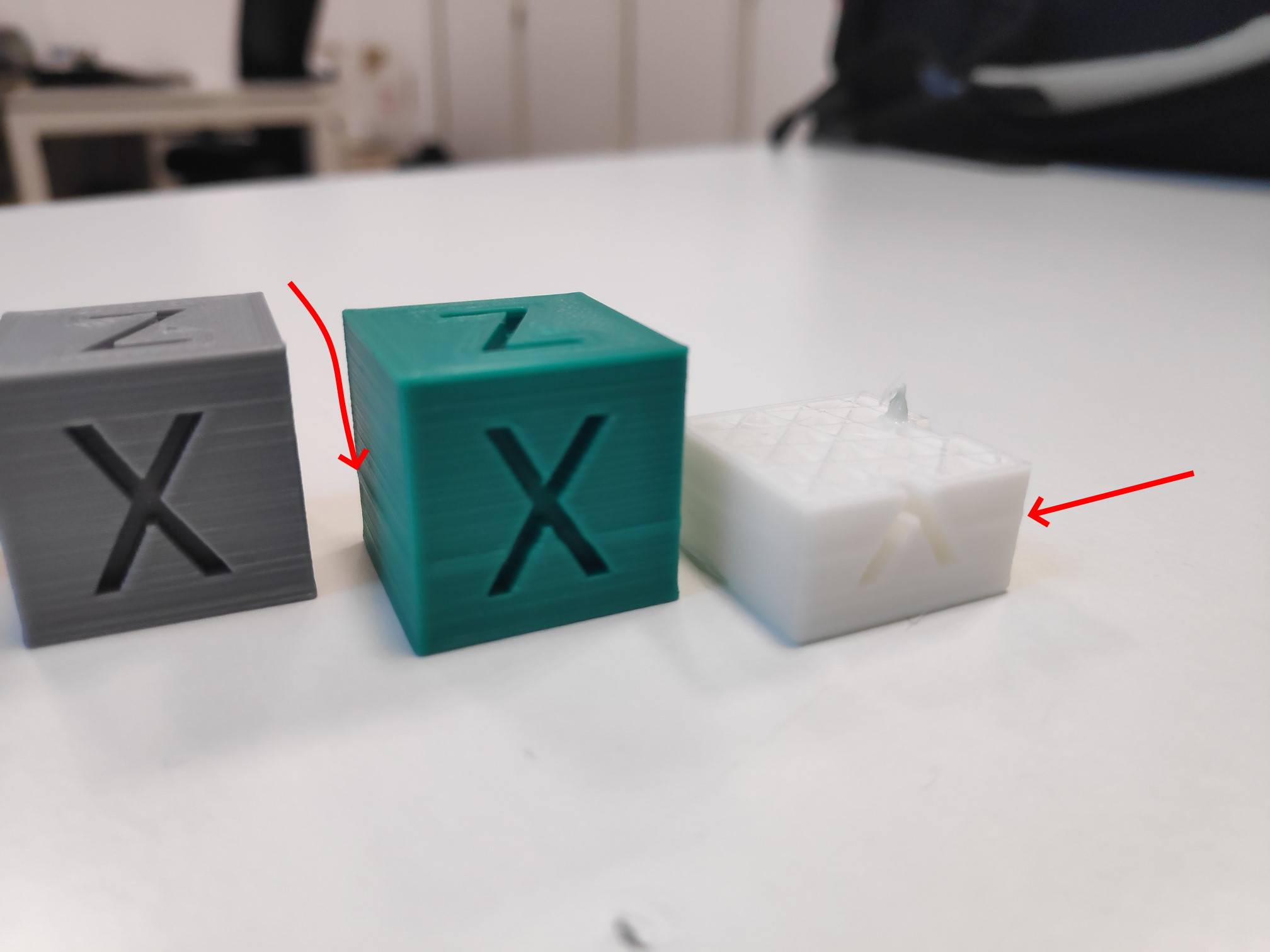
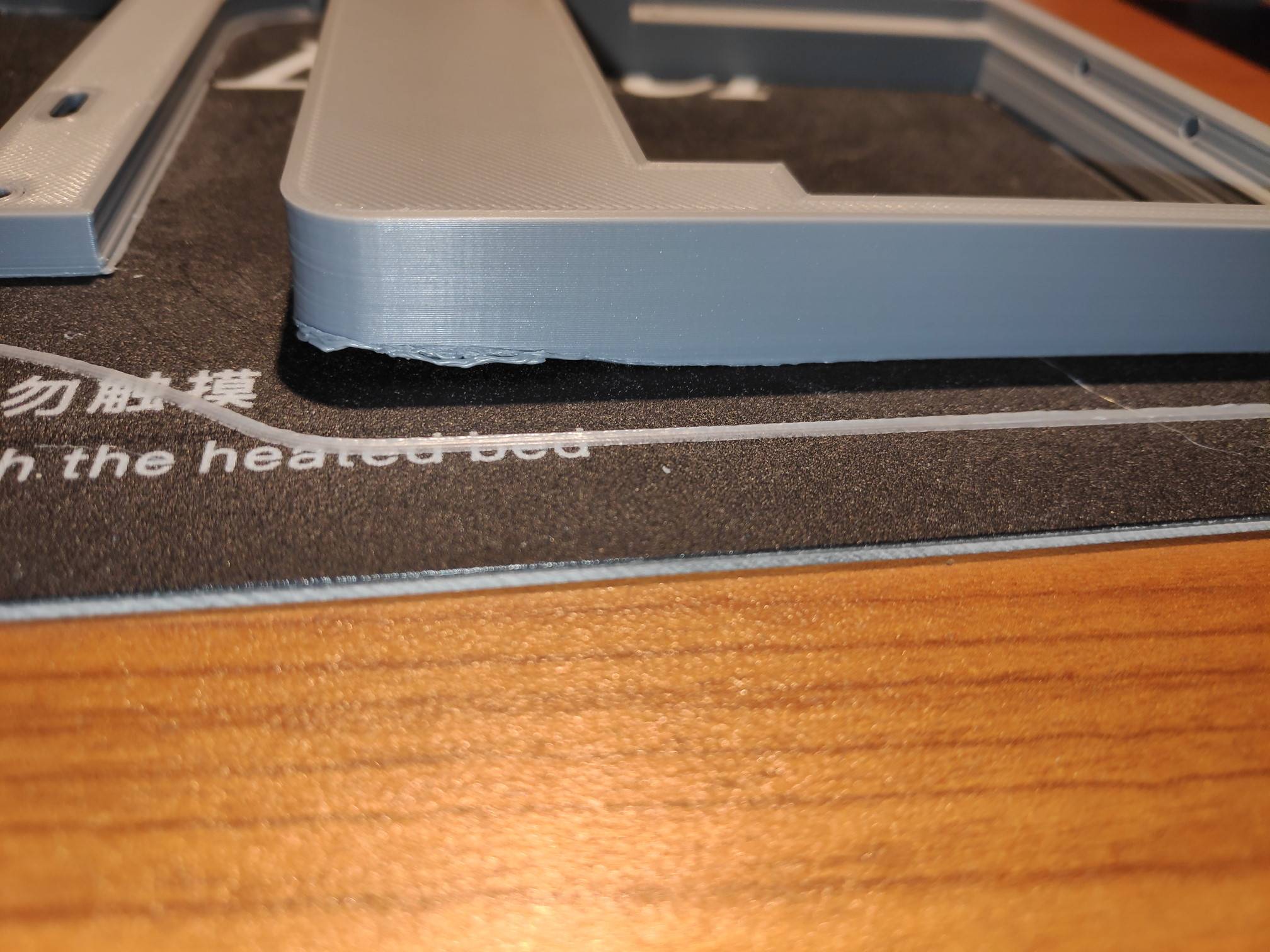
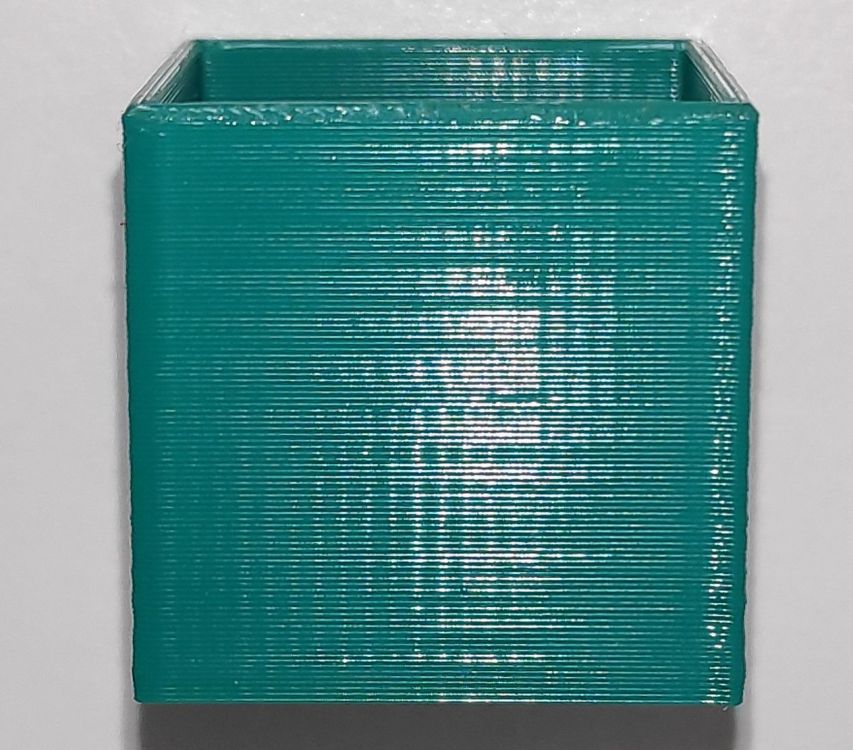
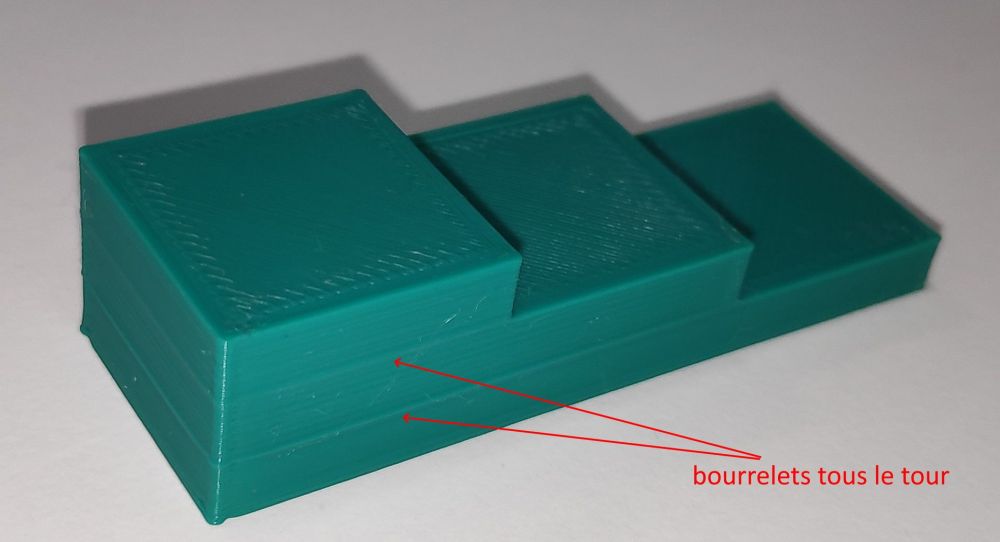
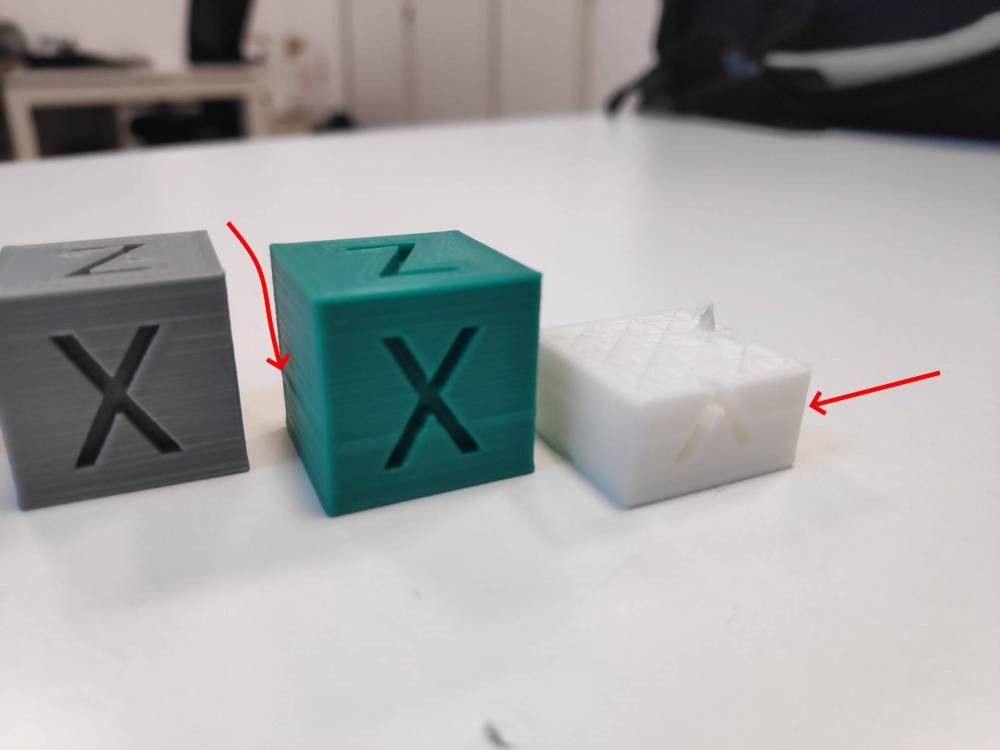
Coucou à tous !! Me revoilà avec des nouvelles... mitigées. @Titi78, merci pour la photo, j'avais démonté / remonté le pignon pour éliminer les éventuels traces de PLA dans les dents. Donc non malheureusement pas si simple. Merci également à tous pour vos idées et les pistes que vous m'avez donné. Le démontage / remontage en totalité de la tête semble lui avoir fait du bien. Merci la Titi's procédure ! Cette imprimante est bien, mais clairement la tête est son point faible. C'est mal conçu. J'en ai profité pour revoir les équerrages, rien vu d'aberrant au démontage, mais dans le doute... J'ai également changé de tactique pour ma vitre. Plutôt que de poncer à l'abrasif, ce que je trouve peu efficace, je l'ai sablée. Bien, bien mieux ! Si je devais le refaire, peut être sabler plus fin (c'est un système artisanal, et c'est du sable "ordinaire" que j'ai tamisé). Donc : Adhérence : OK Extrusion: OK Mais... c'est quoi ce bourrelet qui fait le tour de mes cubes de calibration ?!? Vous avez déjà vu ça ? J'ai testé deux PLA différents, pensant que c'était peut être lié à un mauvais diamètre... mais pareil, et au même endroit. On voit mal sur le blanc, mais il est exactement a la même hauteur. J'ai également vérifié mon axe Z, au cas ou il aurait un point dur, mais je n'ai rien senti.
-
Bonjour à tous, Petite pause car la famille passe quand même avant l'imprimante, mais je vous donne des nouvelles semaine prochaine, en espérant qu'elles seront bonnes. Je vais partir sur un démontage / remontage total, car la on a atteint le fond des abîmes ! Appelez moi si vous voulez monter un musée des horreurs !
-
Salut CriTof, Côté leveling, je viens de le passer en long, en large et en travers malheureusement. J'ai exactement 0.10 entre ma buse (neuve donc propre) et mon plateau de verre. Et ce sur les 5 points de test. Pour la température, j'ai testé 200 / 210 / 220 / 230 . Léger mieux sur 220 mais franchement pas de quoi crier victoire. @Idealnight pas bête... j'ai vérifier les serrages hier, en même temps que j'ai nettoyé la roue dentée, mais je n'ai pas vérifié les fissures. Le fait qu'il "tire" fort sur le filament me semblait un indicateur suffisant. Je vais regarder ce soir. J'ai commandé un extrudeur alu il y a quelques temps déjà, mais en Chine donc... encore au moins une semaine
-
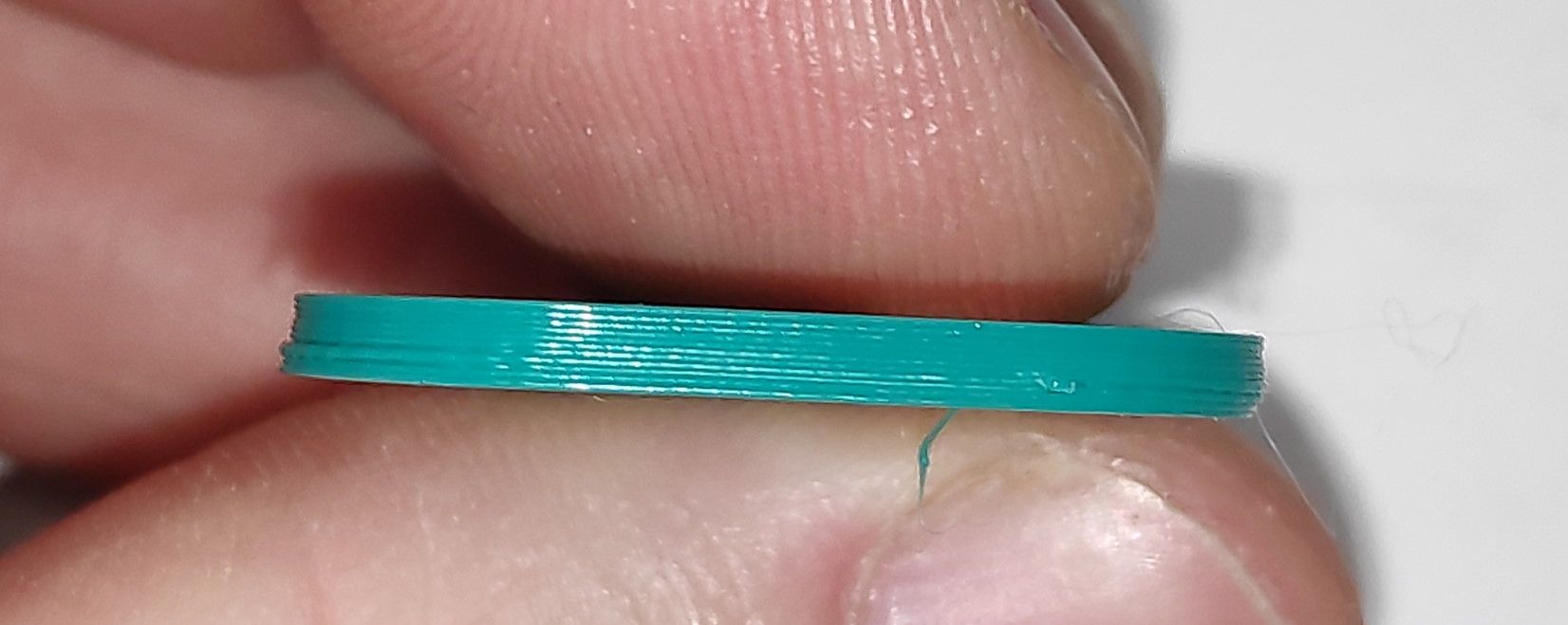
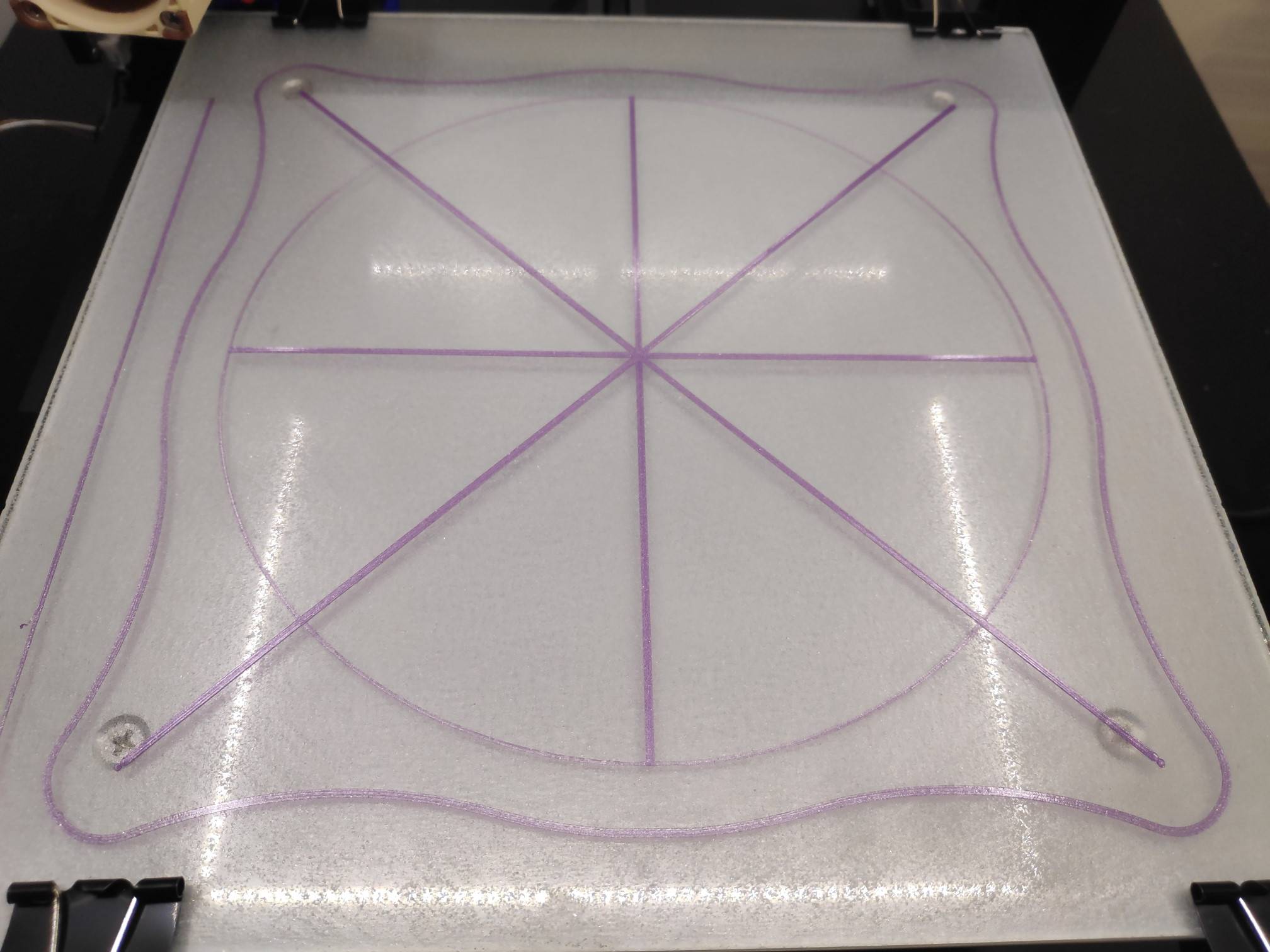
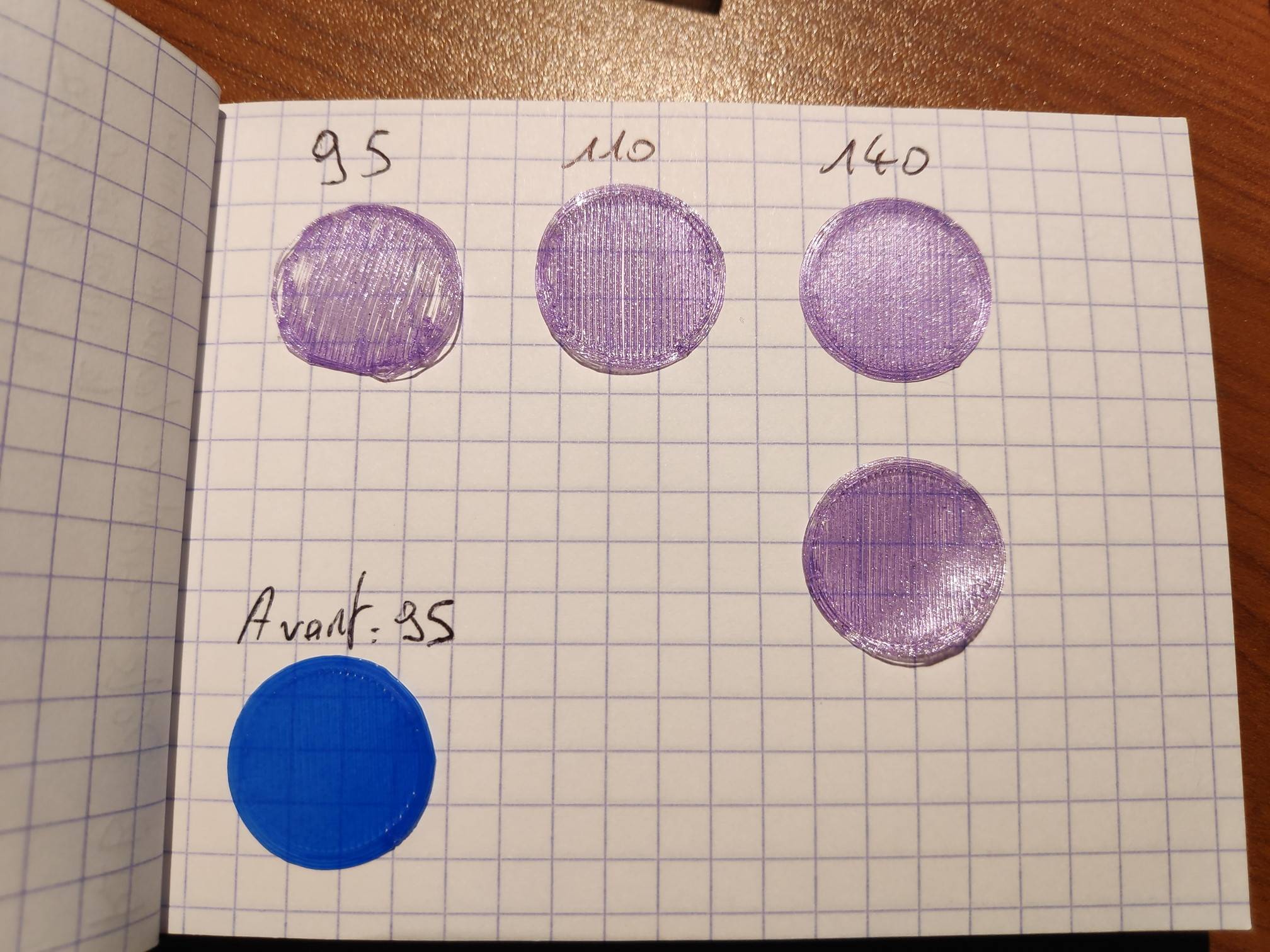
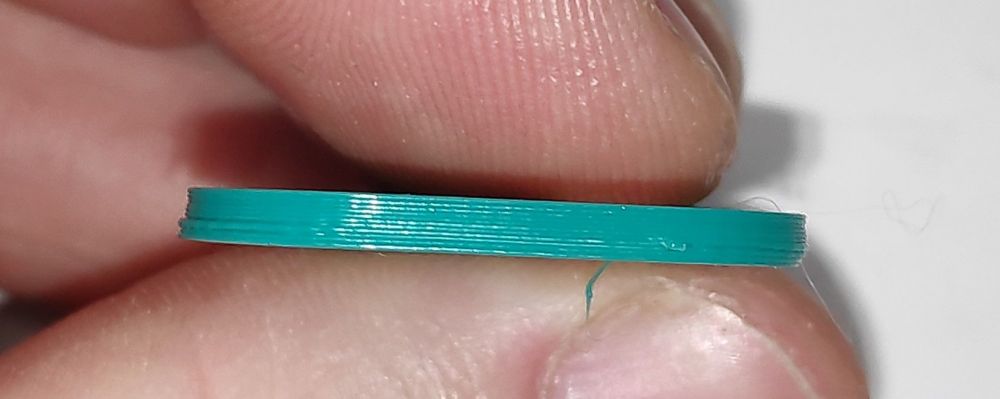
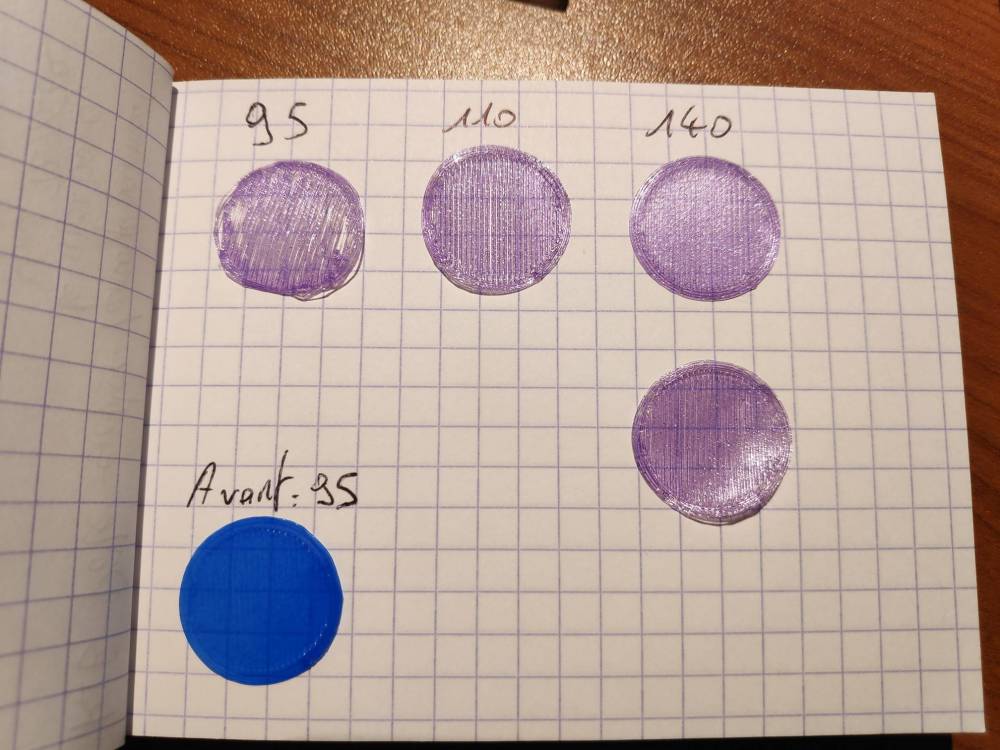
Coucou tout le monde, Ça progresse, par contre je vois de moins en moins comment m'en sortir ! J'ai donc effectué les actions du post ci-dessus, sans amélioration. Je pense de plus en plus que je n'ai aucun problème d'adhérence, mais un gros problème d'extrusion comme l'a pressenti Duncan4031 un peu plus haut. Et du coup c'est plus dur de coller car pas assez de matière qui sort, sèche trop vite, trop fin. J'ai donc commencer a m'amuser avec GCODE "M92 Exx". Voici les différents résultats. Ce qui est top c'est quand dans ma "poubelle à PLA" j'ai retrouvé un test d'avant ! On voir la diff ! Clairement, même à 140 (ce qui fait dévider 145mm de fil pour 100 demandés !!!!) les différents passages ne fusionnent pas !?! On voit encore un peu le jour entre les stries. Je suis avec une buse neuve de 0.4mm. Pas de bocage dans le heatbrake, ni le PTFE. J'ai nettoyé les dents de l'extrudeur à la brosse. J'ai testé en retenant le fil, je trouve que l'extrudeur a pas mal de force pour tirer. J'aime bien bricoler, mais une semaine sans pouvoir se servir de son imprimante, c'est long Je commence à de venir un peu fou !
-
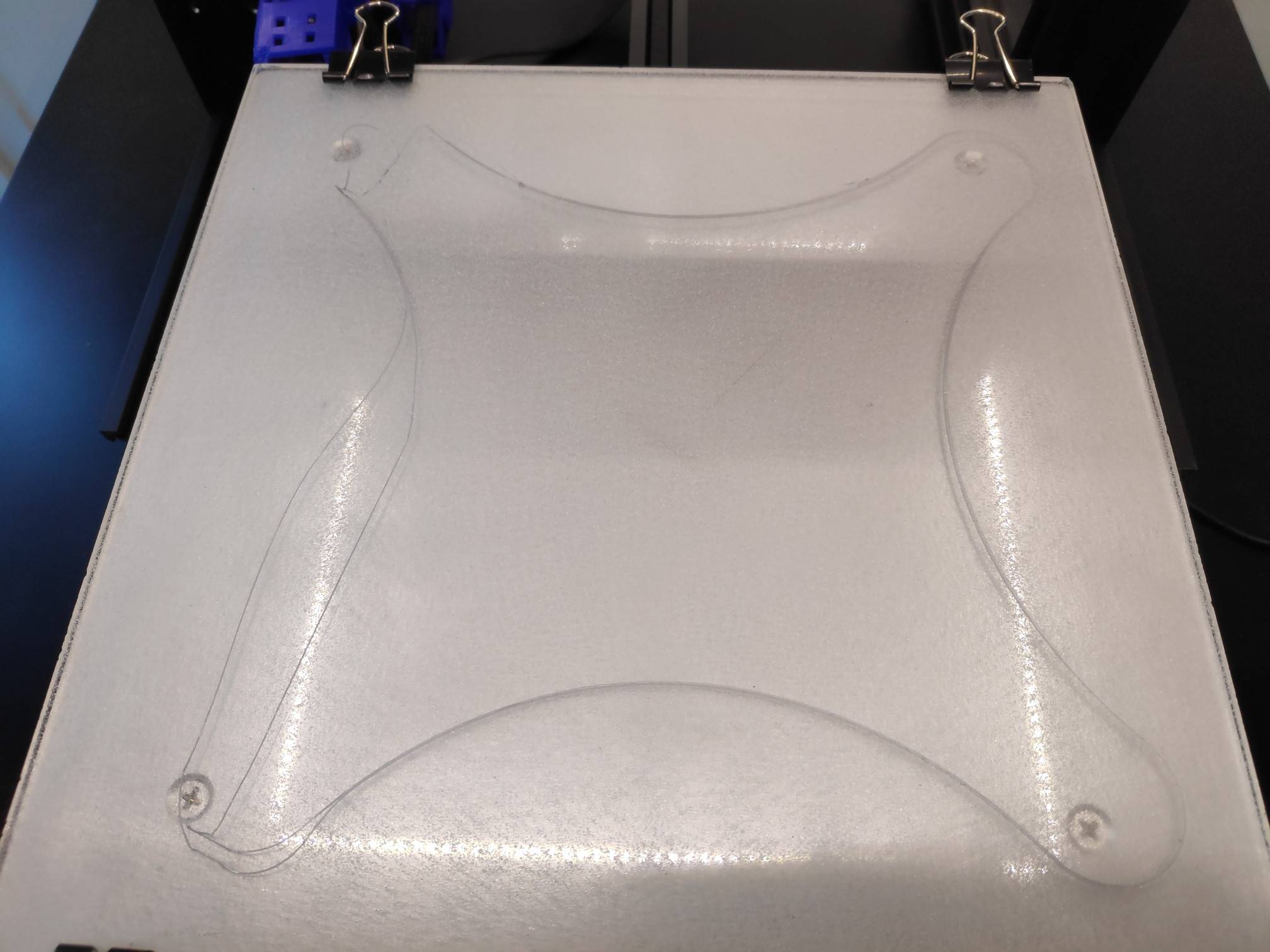
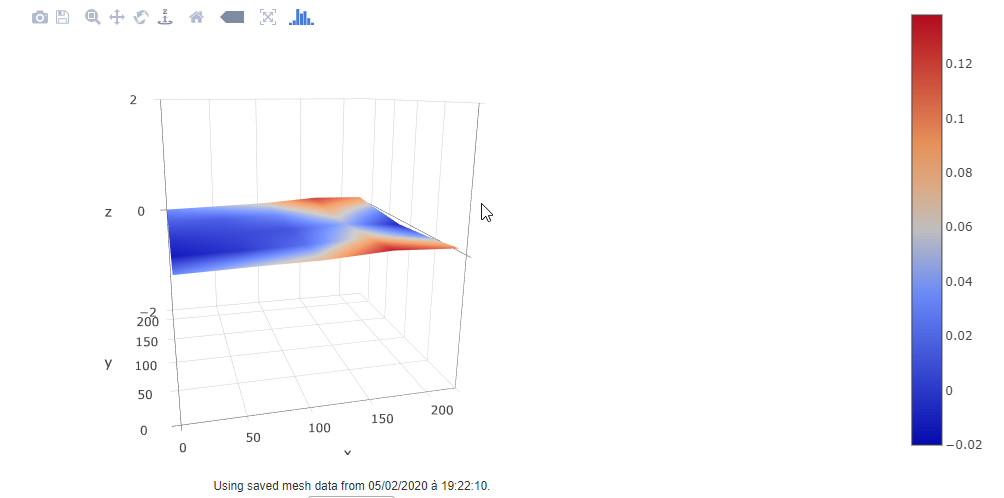
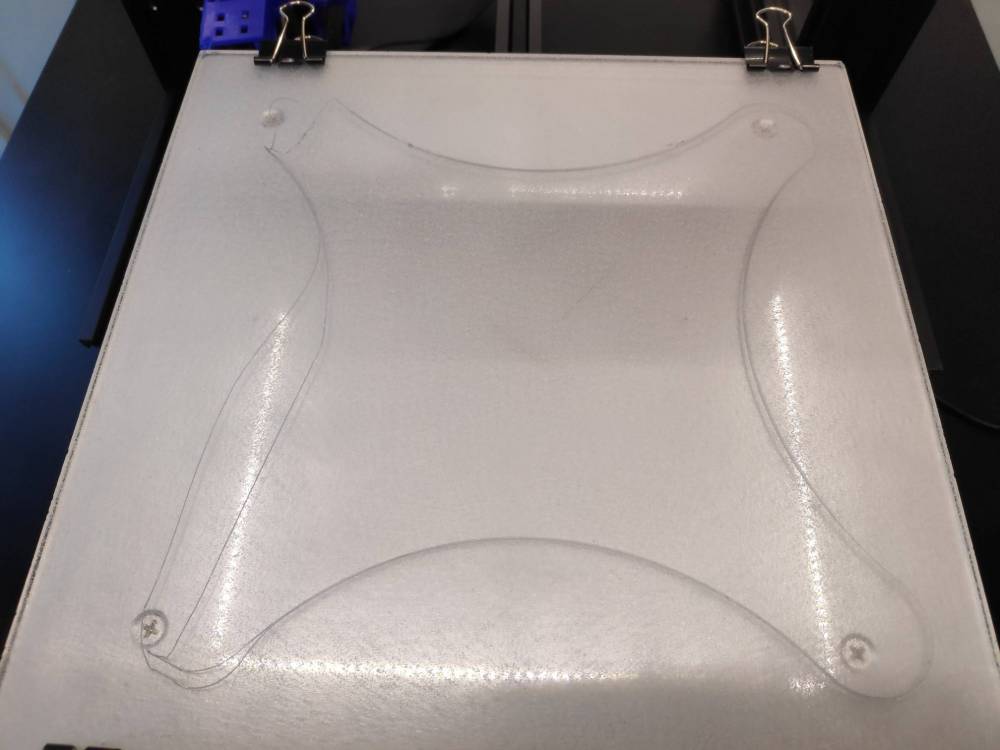
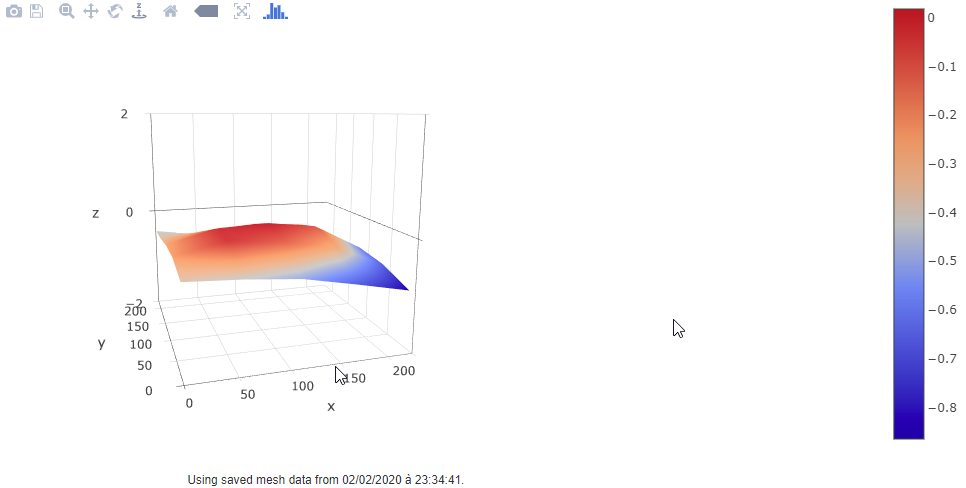
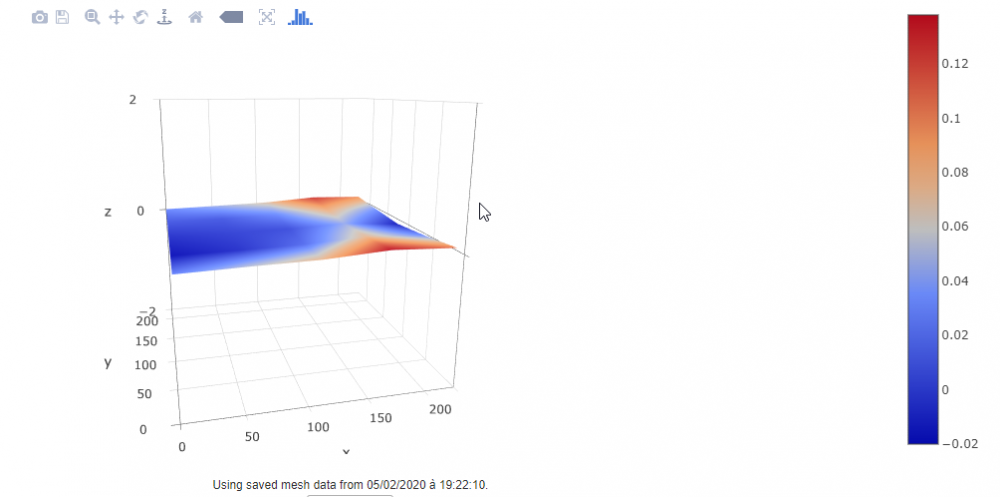
J'avais fait une image de mon plateau avec le touch mi. 0.8mm d'écart entre le centre et le bord le plus bas. Donc programme de ce soir : Changement de la buse pour une neuve Paramétrage du estep extrudeur : Nouvelle valeur = (100 / 98) * 93 = 94.89 Vérification du plateau (déja fait mais mieux vaut deux fois qu'une) --> TEST. Si NOK : Démontage complet, équerrage, resserrage etc. C'est pas encore ce soir que je vais dormir Mais ça me turlupine cette histoire !! En tout cas encore merci pour vos idées, ça m'aide à ne pas devenir fou !
-
@Idealnight, mon plateau en verre à été passé au papier de verre pour le rayer. Pour la température, je suis a 200 / 60. Pour la buse, j'ai une petite brosse laiton pour la nettoyer et je rétracte toujours de quelques mm avant le test. Et pour ce qui est de la hauteur, ce que tu vois est le meilleur résultat que j'ai pu obtenir. Mon plateau est bombé en son centre, donc la j'ai 0.1 dans chaque coin, mais forcément dès qu'on s'approche du milieu, on voit que c'est trop écrasé (tes flèches). Si j'éloigne plus, pour ne pas écraser, aucun des coins ne colle. C'est donc un compromis. @Duncan4031, j'ai viré le touch mi pour essayer de résoudre mes problèmes justement. Sur le premier post dans la vidéo, je suis avec le Touch mi et ça n'adhère pas. Donc je test "à l'ancienne", pour voir si c'est mieux. Et non, dans les deux cas problème d'adhérence. J'utilise octoprint pour le terminal, je ne connais pas pronterface mais je vais regarder. Comme tu le dis, peut être de la sous extrusion ? J'ai demandé 100mm de filament (G1 E100 F150) et j'ai obtenu 98mm. Ok, c'est moins, mais penses-tu que ça puisse expliquer ce résultat ? Vu la faible différence, je n'ai pas modifié la valeur du pas.
-
Bonjour à tous, J'ai donc suivi vos conseils : Vérification des axes : tout coulisse mais pas de jeu. Courroies bien tendues. Réglages avec le GCODE d'Idealnight (à chaud) Nettoyage des plateaux au nettoyant freins (j'avais rien d'autre, mais ça dégraisse très bien). Vérification des esteps de l'extrudeur (ok) Et... non. Toujours pas. Je dis au dessus "les" plateaux. Car comme Duncan4031, j'ai testé une plaque de verre. Donc à chaque fois, je test le bed d'origine et la plaque de verre. Pour éviter les mouvements inutiles j'ai également retiré les ressorts pour fixer le plateau. J'ai bien sur du les remettre quand j'ai retiré le touch mi ! Clairement l'avantage du verre est qu'il n'est pas bombé au centre, comme l'est mon plateau origine. Une fois les 4 coins réglés, le centre est parfaitement à la bonne distance ! Mais malgré ça, non. J'ai réglé avec un bout de feuille A4, une cale de 0.1mm, puis de 0.05mm , pour chacun des plateaux. J'ai essayé d'autres filament (Eryone, ICE). Sur la première photo on voit bien le plateau qui est bombé au centre, le rond est a peine visible. Ce soir changement de buse, puis retour au refroidissement d'origine si besoin. Car je ne comprend rien. Pour ce qui est du support Hotends, j'ai essayé... j'ai posé ma question, et j'ai reçu une réponses sèche de 2 lignes qui me dit d'utiliser une feuille de papier et de vérifier mon câblage. Youpi, merci pour l'aide. Ça donne pas envie d'acheter français.
-
Salut Idealnight, Je vais tout vérifier, mais j'ai un gros problème depuis le début, problème que je pensais pouvoir "effacer" avec un ABL... Tous les tutos que j'ai pu trouver disent "placez une feuille, et quand ça frotte, c'est bon".J'ai un gros problème avec ça, car je ne comprend pas: Qu'est ce que je règle à ce moment la ? Le niveau 0 ? Si oui, pourquoi la feuille ? Frotter c'est vague Entre toucher et déchirer, je trouve qu'il y a beaucoup de marge. C'est quoi l'épaisseur d'une feuille ? 0.1, 0.2 ? J'ai un jeu de cales (pour les jeux aux soupapes), c'est un peu plus précis. Si je règle le niveau "0", ça veut dire que lors de ma première couche, mon GCODE va dire à l'imprimante de se placer à un Z de 0.2 (si j'ai bien compris). Donc si je laisse une feuille de papier (disons 0.1 ?), j'imprime alors à 0.3 du BED non ??
-
@Duncan4031 Salut, En fait je débute dans le milieu de l'impression 3D, et au moment ou j'ai installé tout ça, je m'y connaissais encore moins que maintenant. Quand j'ai commandé le Touch Mi, c'était marqué compatible Ender 3... j'ai suivi la doc ici "https://hotends.dozuki.com/Wiki/Capteur_TouchMI" , avec le Firmware fourni par le vendeur. Pas de version précisée, donc pour moi c'est compatible. Mais la question est légitime, et en cherchant un peu sur le forum, au moins une autre personne a eu ce genre de problème avec le Touch Mi ! J'espère qu'il est toujours présent je lui ai envoyé un message. Cependant, même si je pense que le firmware mériterait d'être mieux réglé, j'ai l'impression que le Touch Mi est plutôt inutile (ou que je l'utilise mal ? ou que le mien est mal installé ?) car j'ai plus de mal a imprimer avec que sans ! Concernant le test, j'ai donc flashé la 1.1.9 "origine", remonté le Z endstop, et lancé un test. C'est un peu mieux (disons que j'ai pu imprimer), mais franchement pas beau et difficilement exploitable. Regardez moi cette première couche de l'enfer !! Sur les suivantes, j'entendais la buse qui raclait et sautait en passant dessus ! Ce qui du coup à fait sauter un cran a la courroie du X je pense car j'ai des couches décalées. Est-ce que ça viendrait du filament ? C'est du Sunlu "PLA+", j'imprime a 210° sur un plateau à 60°. J'ai testé 200°, je n'ai pas vu de grande différence.



-
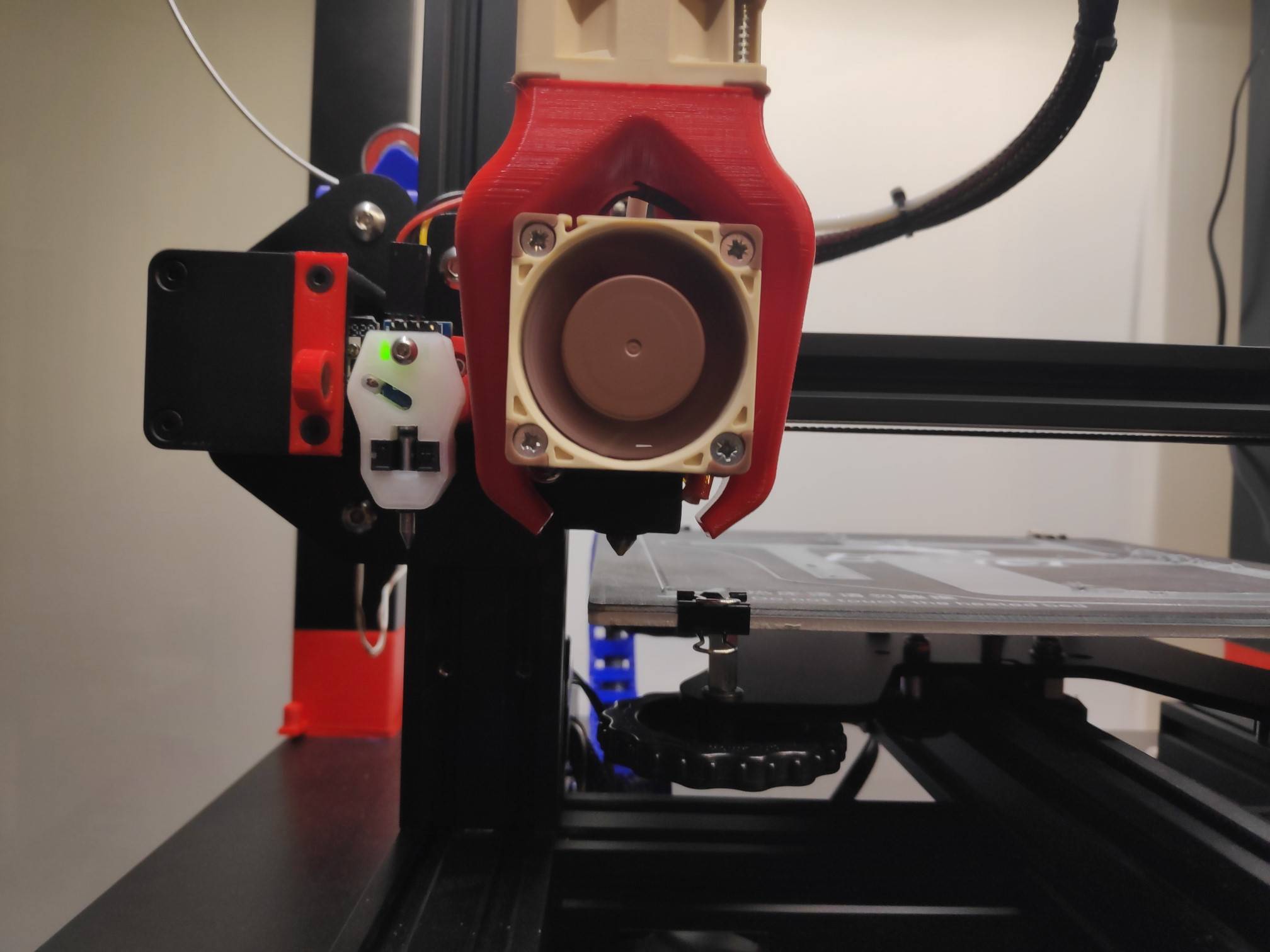
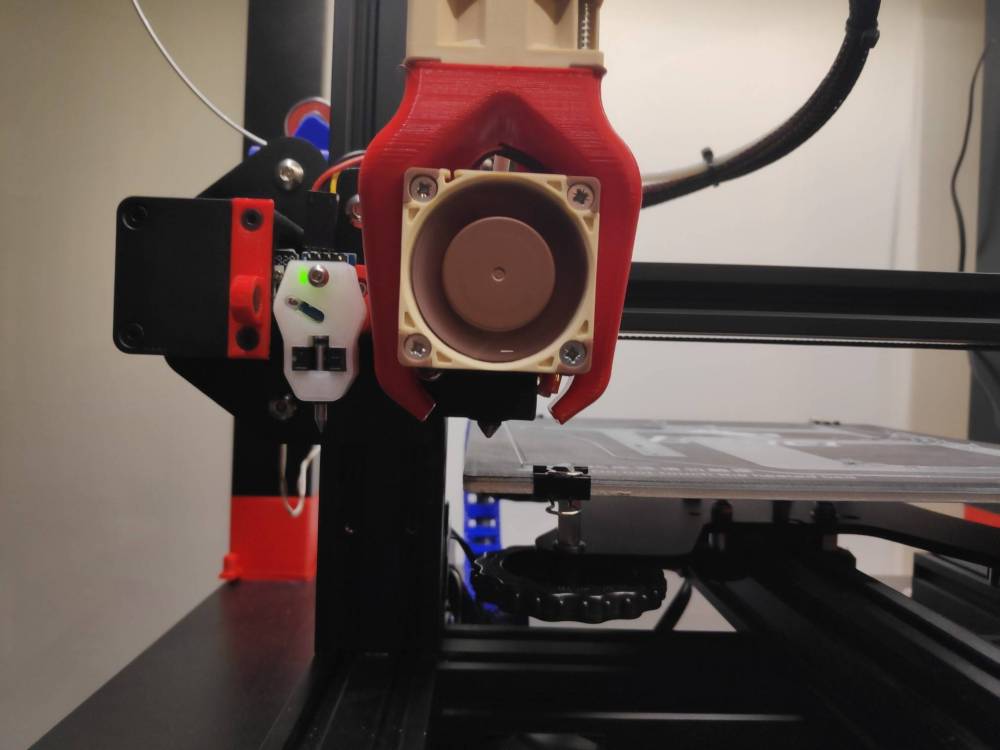
Salut, Merci beaucoup pour vos réponses ! Ça aide de pouvoir en discuter ! Je voulais justement faire un test en supprimant le touch mi, car j'ai comme l'impression que mes problèmes viennent de la. Mais comme j'ai aussi fait le changement de carte mère quasiment en même temps... difficile d'identifier. C'est pas comme ça qu'on fait ? Toujours changer deux choses en même temps pour ne pas pouvoir identifier la source du problème ? Mince :/ Donc ce soir, flash en 1.1.9 "sans touch mi". Remontage du endstop. Youpiiii ! Pour les Noctua, je les ai pris pour le bruit (j'imprime dans le salon la nuit), ils ne brassent pas moins (environ 9m3/h pour les deux) mais en effet le Sunon a deux fois plus de pression statique, ce qui le rend bien meilleur pour le refroidissement des pièces. Pour le dissipateur du hotend, c'est pas vraiment gênant car peu de restriction ;) Pour ça qu'on utilise souvent des blowers, mais je préfère réduire vraiment le bruit (et pour réduire... c'est très efficace, cf ma vidéo de présentation). Et vu que le problème actuel se passe sur la première couche, ou le refroidissement n'est pas actif, je met de côté cette piste pour le moment ! Allez: "GO GO Power Flasher !" (années 90 tout ça...)
-
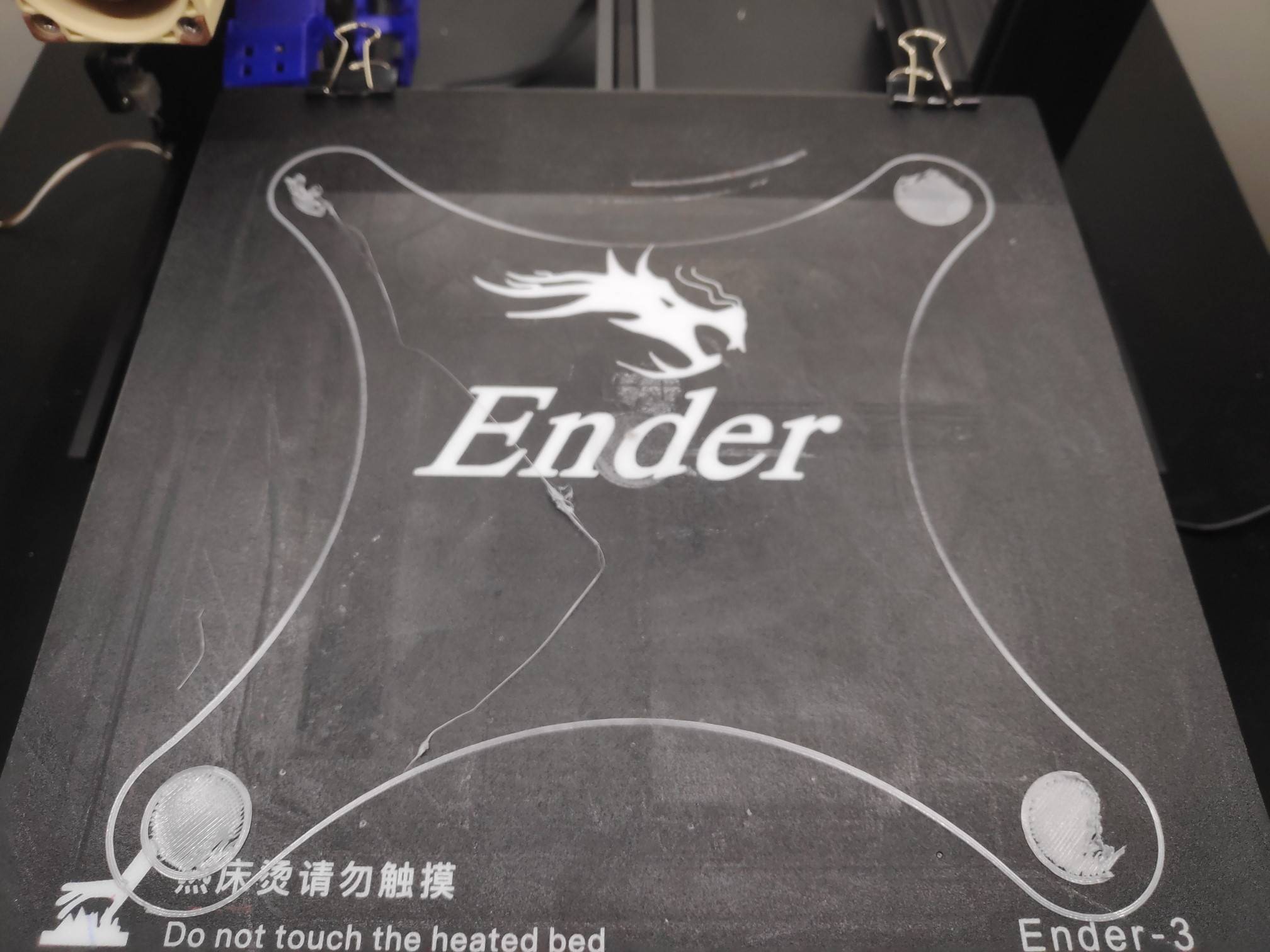
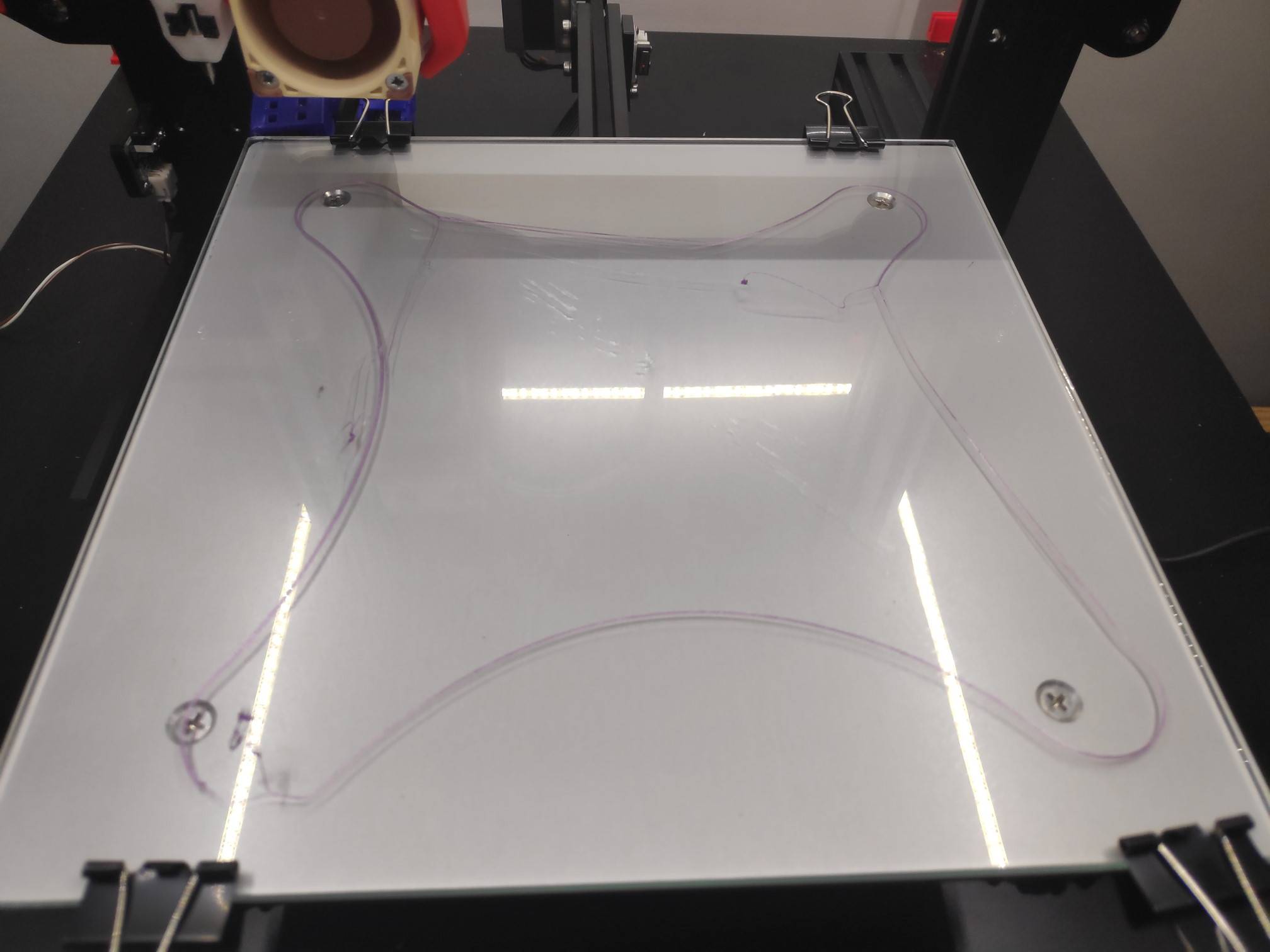
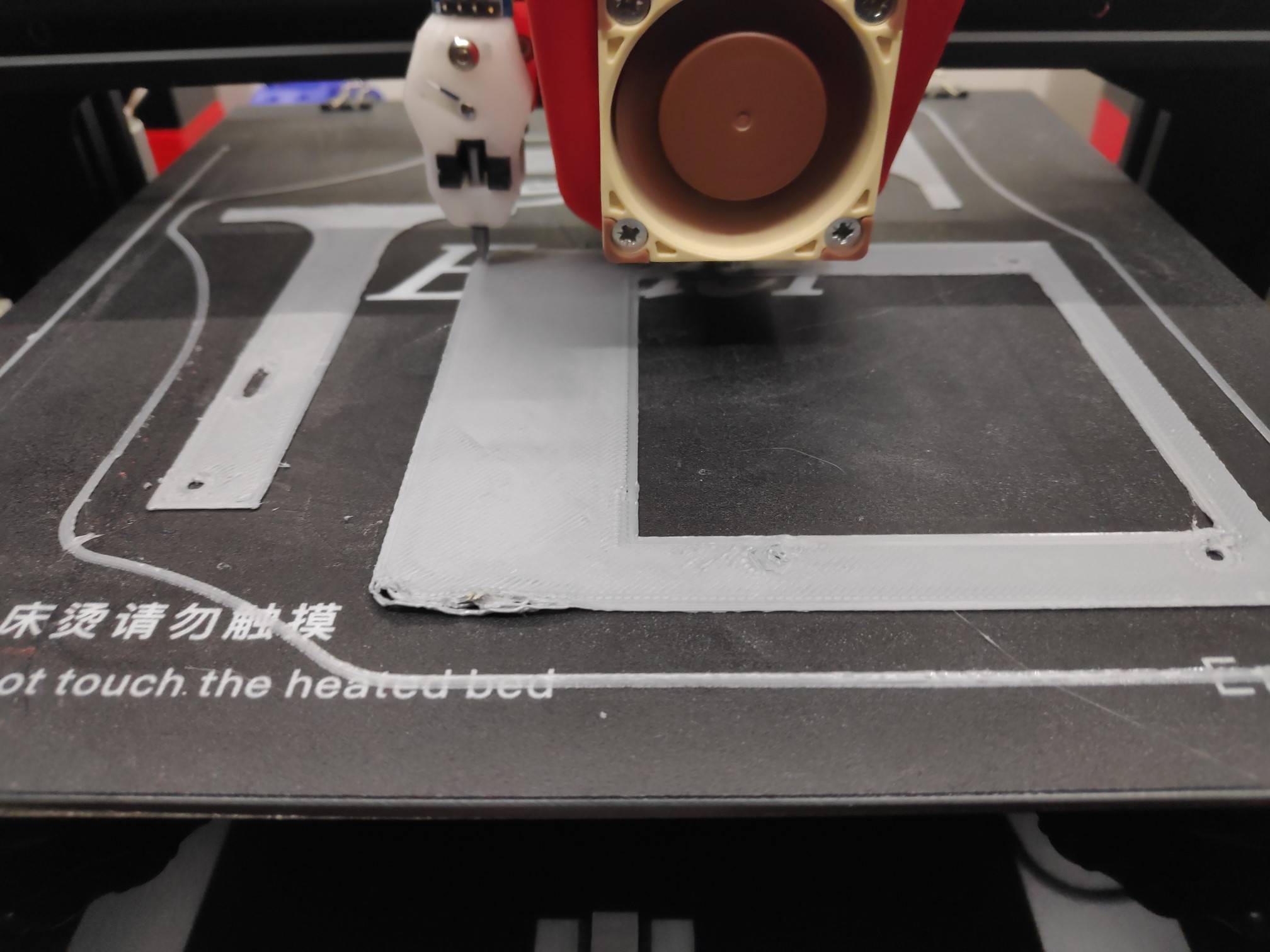
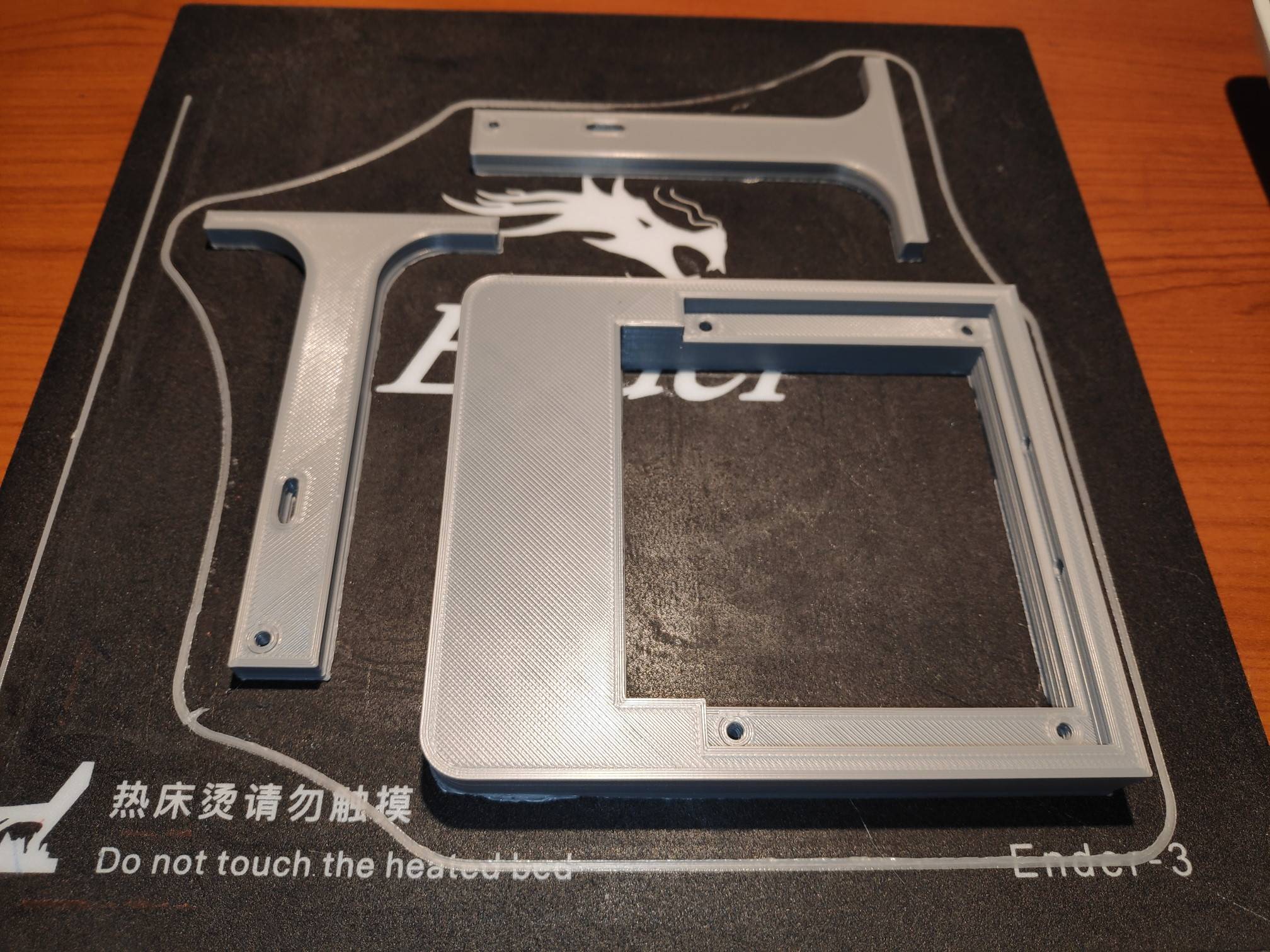
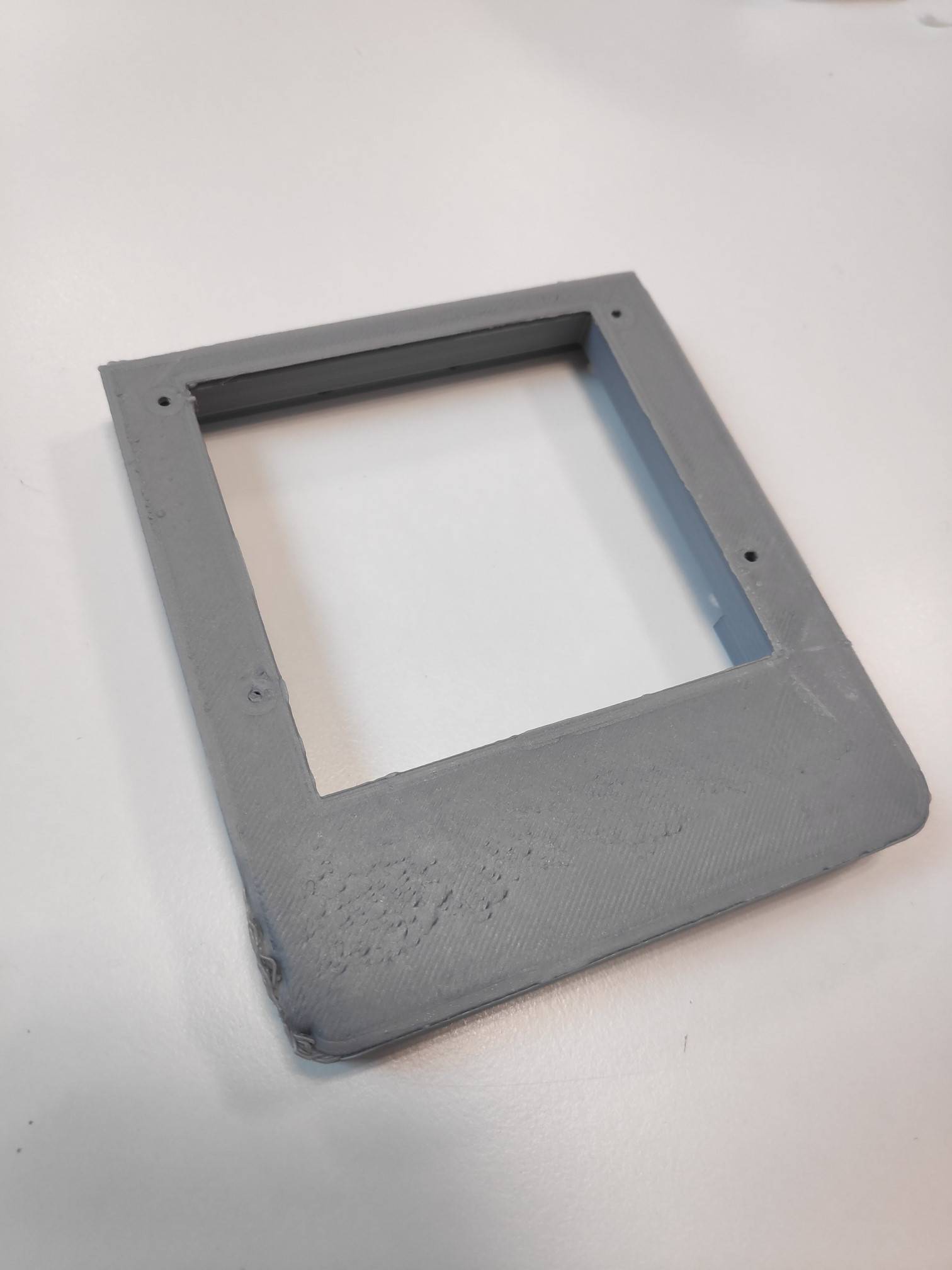
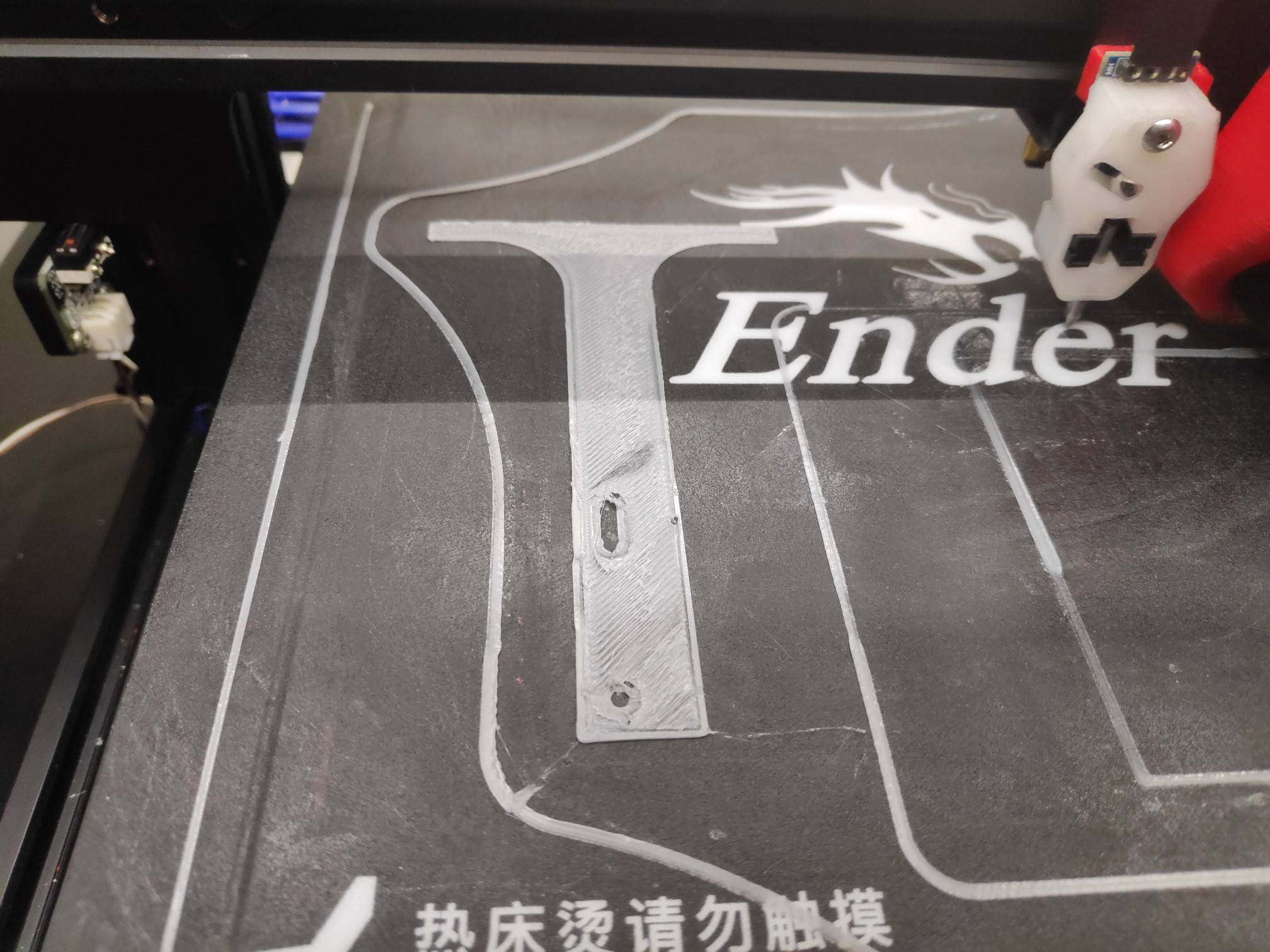
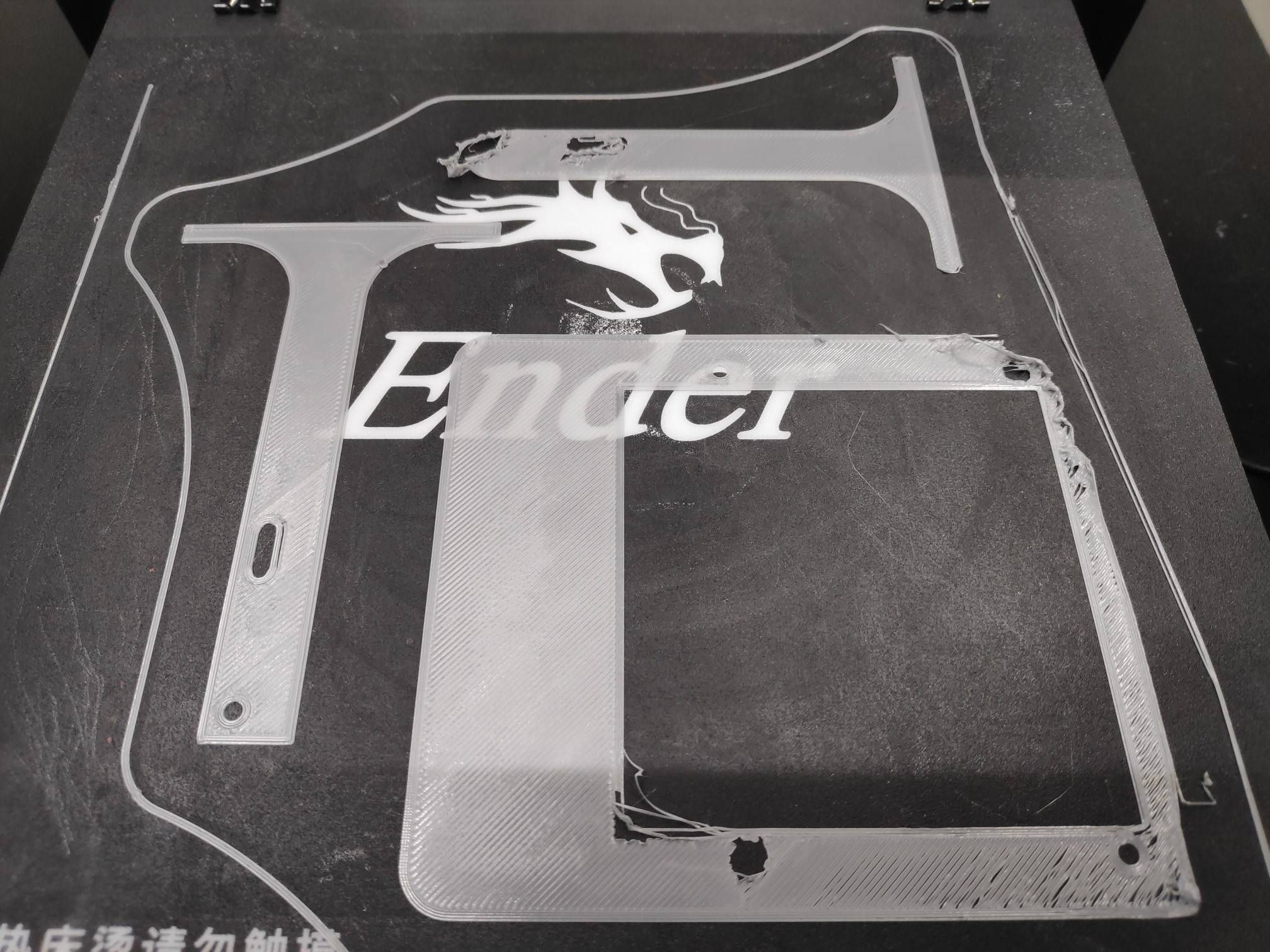
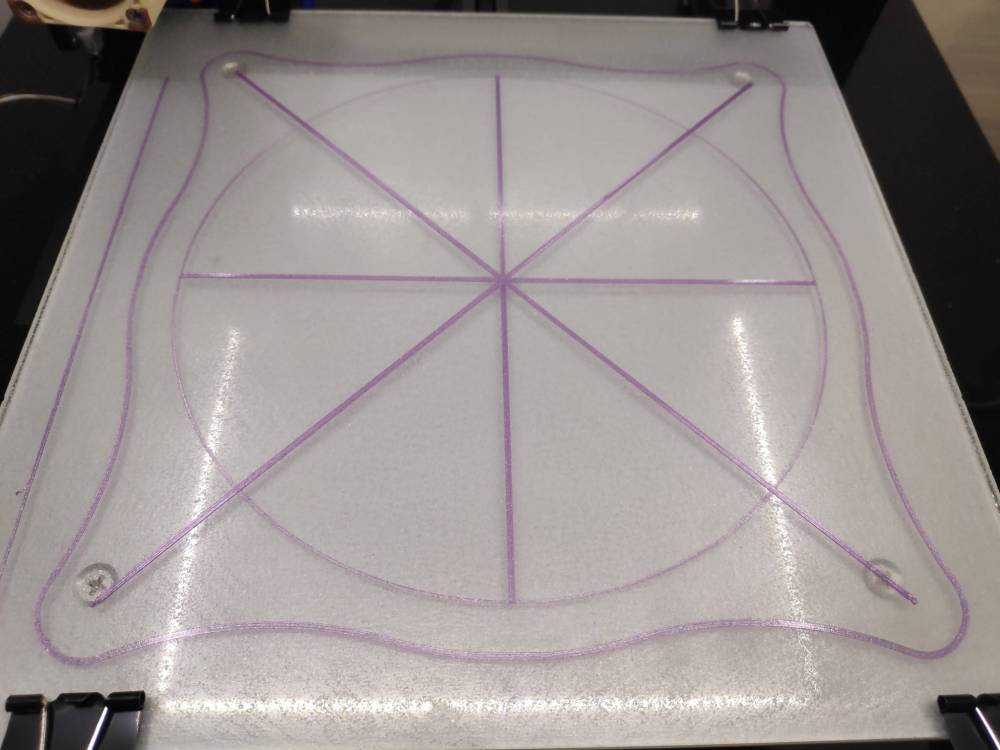
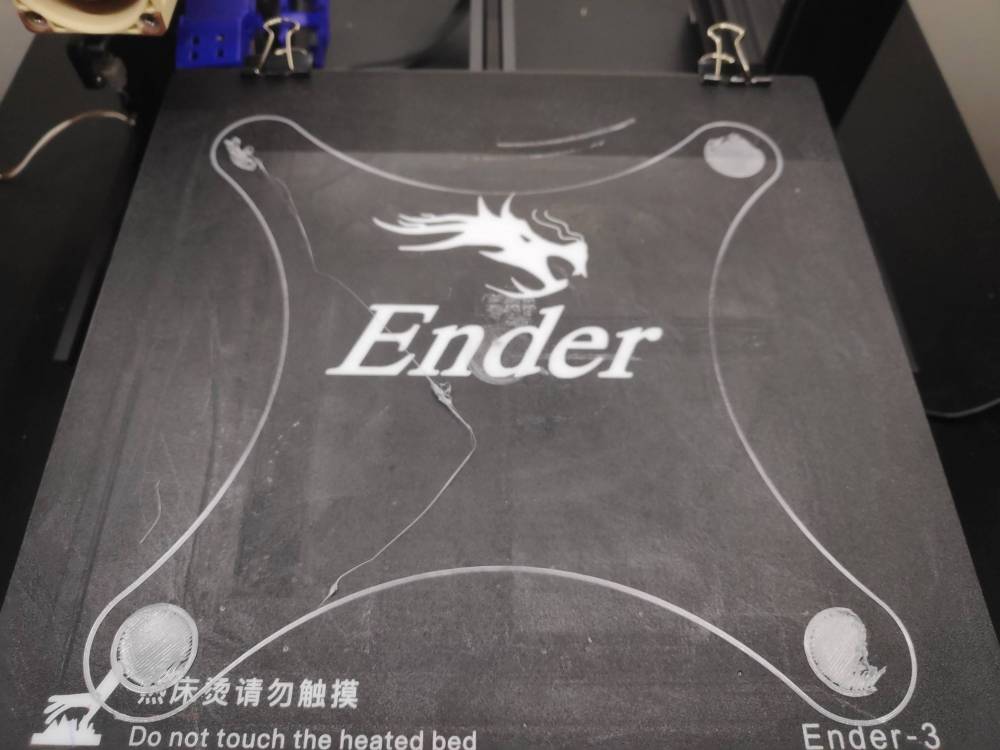
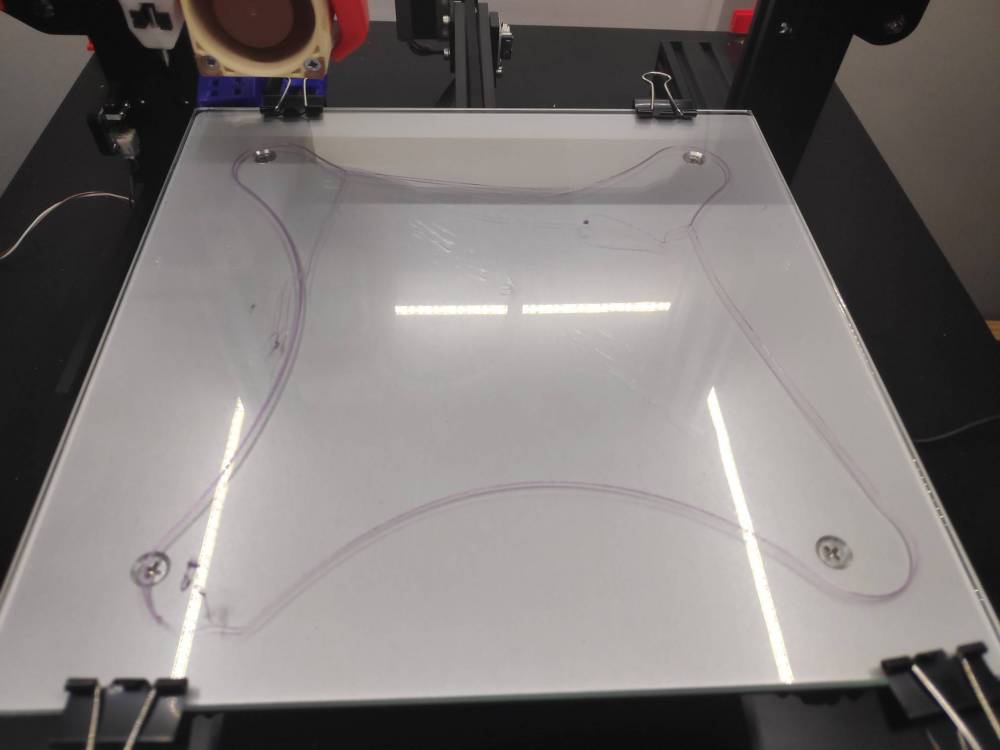
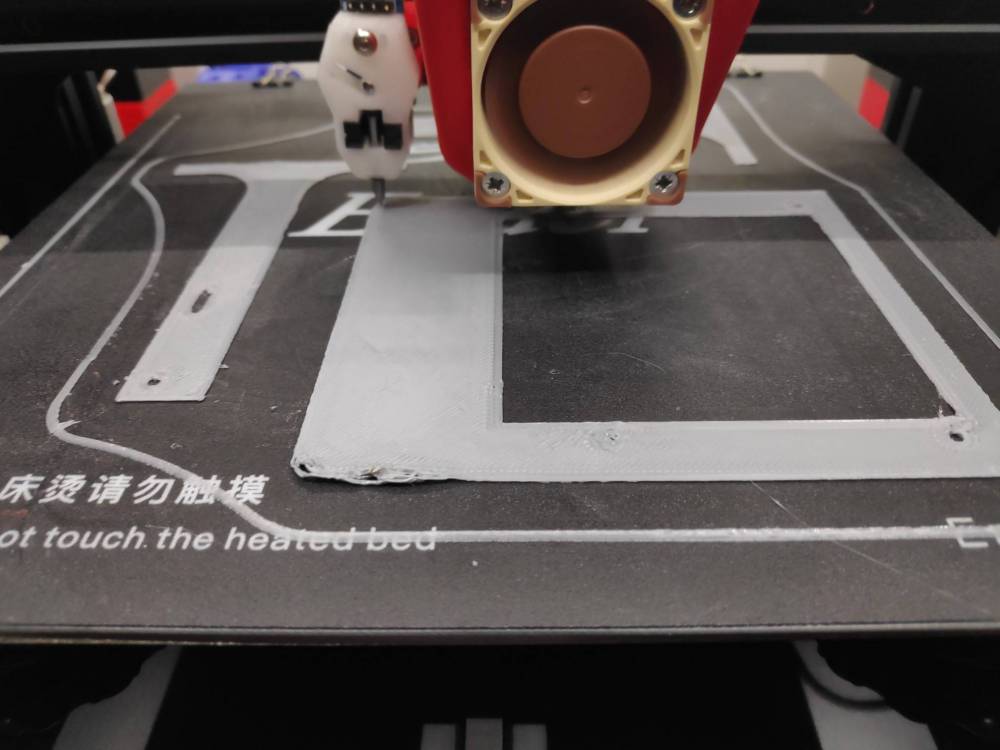
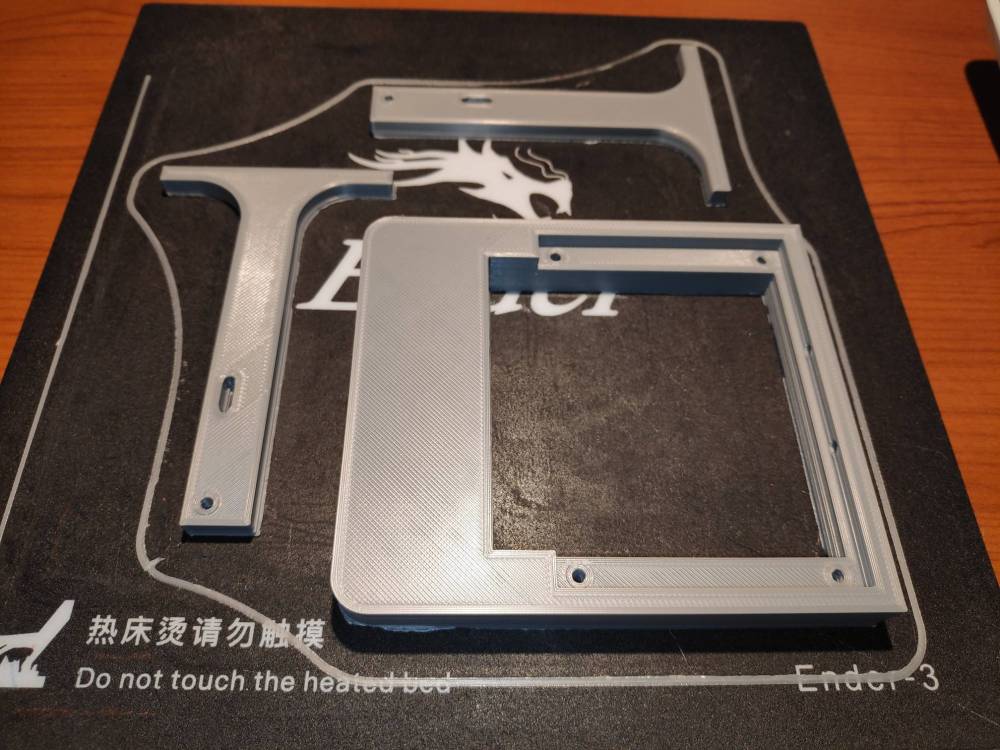
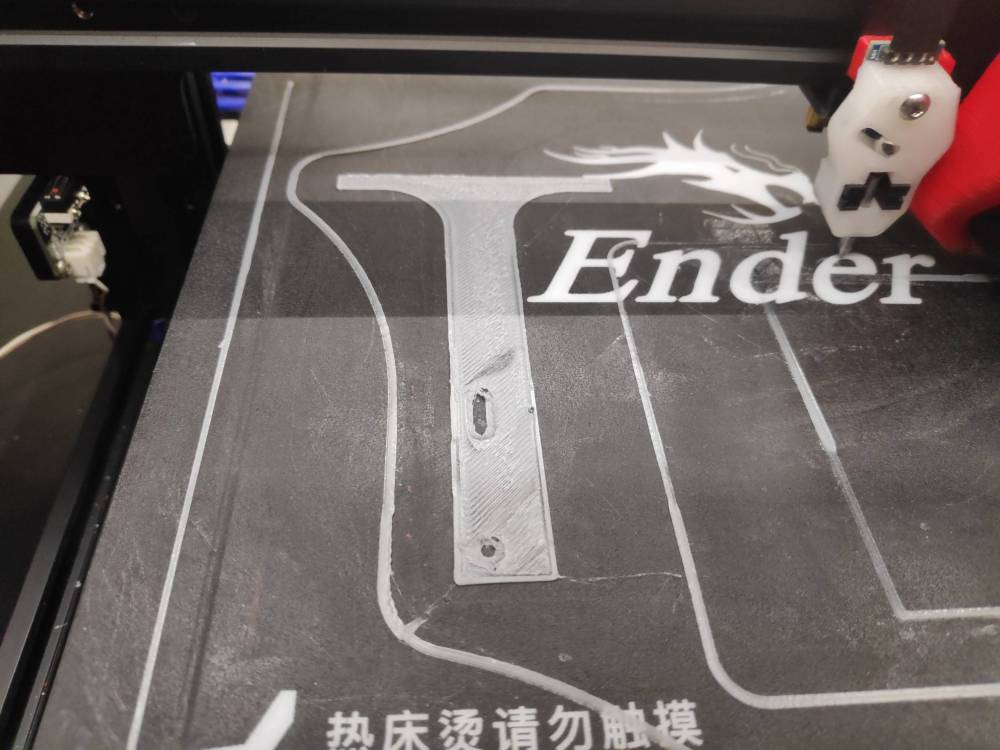
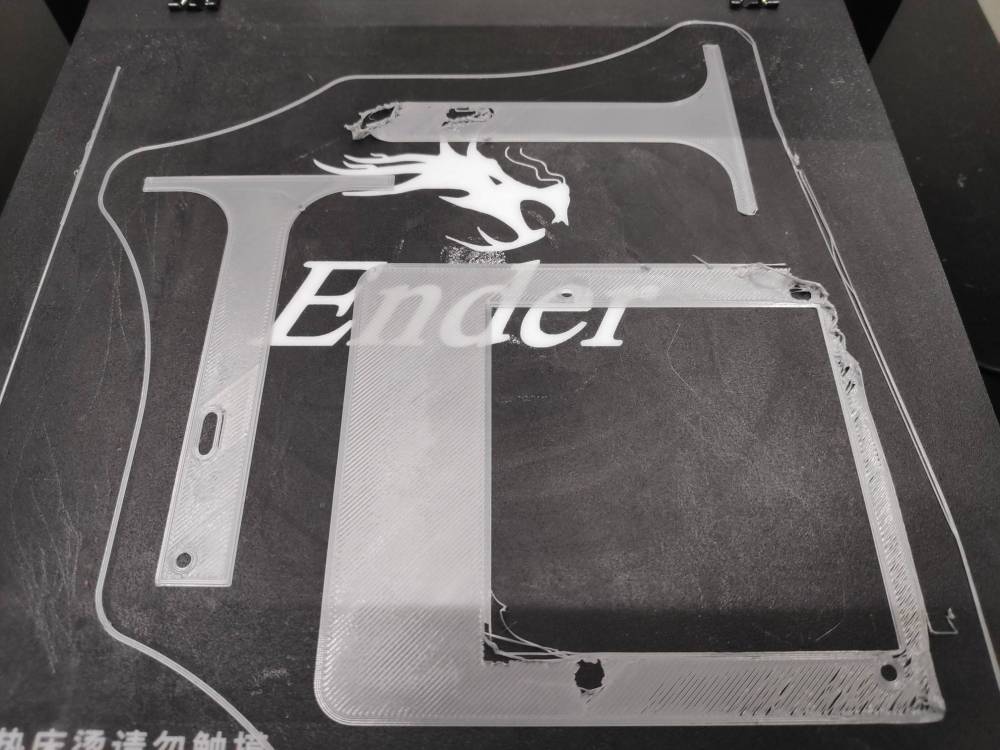
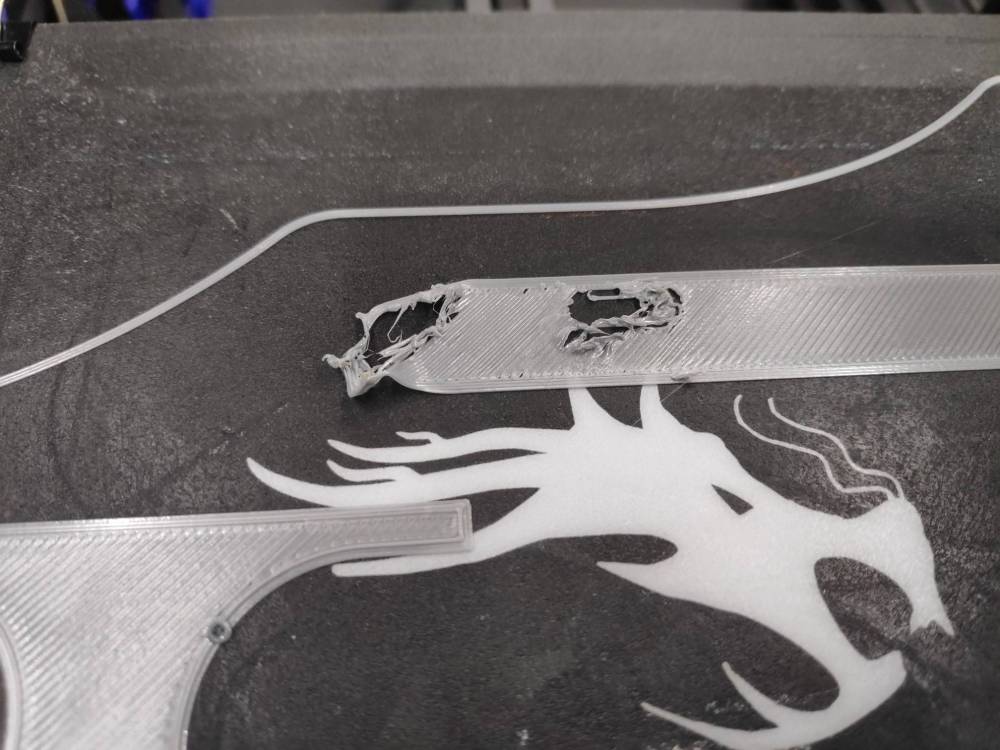
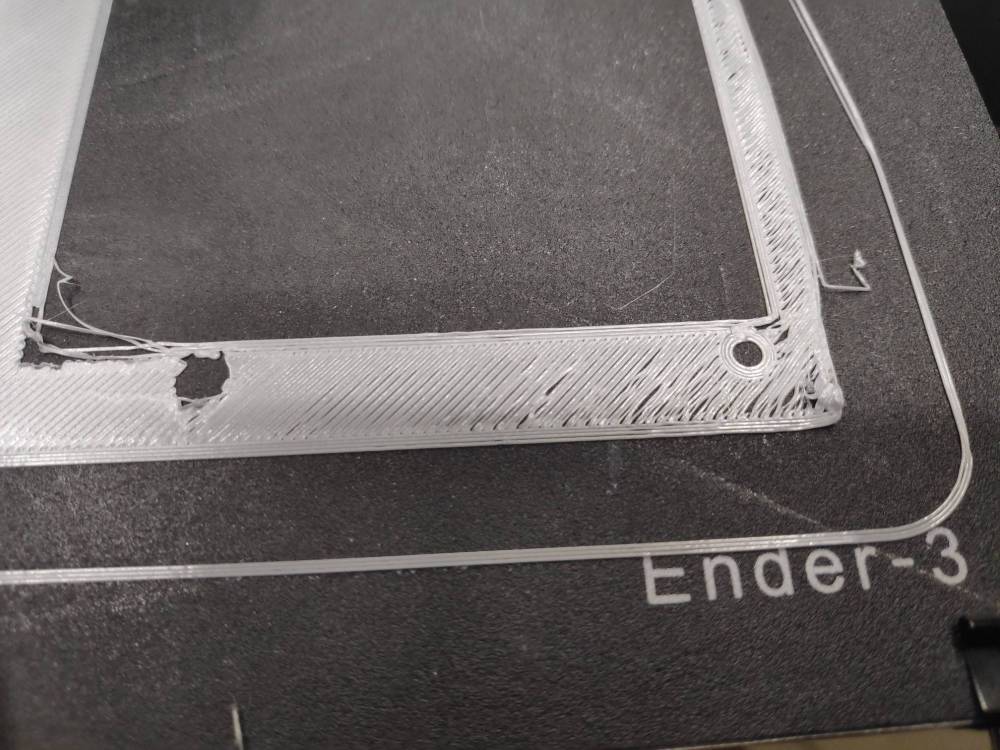
Bonjour à tous, Je n'en peux plus... je vais devenir fou ! Alors je viens demander un peu d'aide ! Commençons par la configuration : Ender 3, carte 1.1.5, Marlin 1.1.9 (version "Touch-Mi") Touch-Mi Bed: Origine Ender 3 et plateau en verre (montage rigide) Au tout début, avec l'imprimante d'origine, j'ai pu sortir de belles pièces sans problèmes. Puis j'ai modifié le refroidissement, pour réduite le bruit (Fang, Noctuas). Jusqu'ici tout va bien. Je suis rapidement passé à la carte mère 1.1.5 pour réduire le bruit des moteurs, puis au Touch Mi. Et là, c'est la fête : Pertes d'adhérence Sous extrusion "Pieds d'éléphants" Décalage de l'axe X Moteur Y qui force après un "home" J'ai donc fait les tests suivants : Vérification du câblage, paramétrage des e-steps, nettoyage du plateau, test de différents Z-offsets, passage à une plaque de verre, suppression des ressorts, ajustement au mieux du bed, re-flash de marlin 1.1.9 "Touch-Mi". Pas mieux. Je ne pense pas avoir une config inhabituelle. Et pourtant j'ai l'impression que ça cloche pas mal. Je ne sais plus quoi faire. Je ne cherche pas une solution ultime toute faite, mais des idées, du partage, des pistes. J'ai lu pas mal d'articles un peu partout, essayé plein de choses (profil CURA...) mais là je sèche. Comme une image parle mieux que moi, voici quelques photos. Voici mon plateau : Problème d'adhérence bien visible sur la jupe, a droite du plateau: Les pièces d'hier soir en global: Adhérence: Sous extrusion: Décalage du home de l'axe X (commande envoyée : G0 X0 Y0 Z10 F3000)
-
PLA Flexible pour Tampons
Kemar en réponse au topic de johok dans Discussions sur les imprimantes 3D
Ha mince ! Du coup je suis curieux si tu trouves, car je ne connais pas du tout le PLA souple. Ce serait l'occasion pour moi de tester aussi. -
PLA Flexible pour Tampons
Kemar en réponse au topic de johok dans Discussions sur les imprimantes 3D
Bonjour, Alors je suis loin d'être un expert, mais je pense que tu devrais trouver ton bonheur. Par contre tu parles de "PLA" souple, tu veux dire du filament souple ? Car il y a plusieurs types de plastiques, chacun à ses propriétés, et je ne pense pas que du PLA à proprement parler existe en souple. Pour des tampons, regarde du côté du TPU peut être ?