Sorcier
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Récompenses de Sorcier
")





-
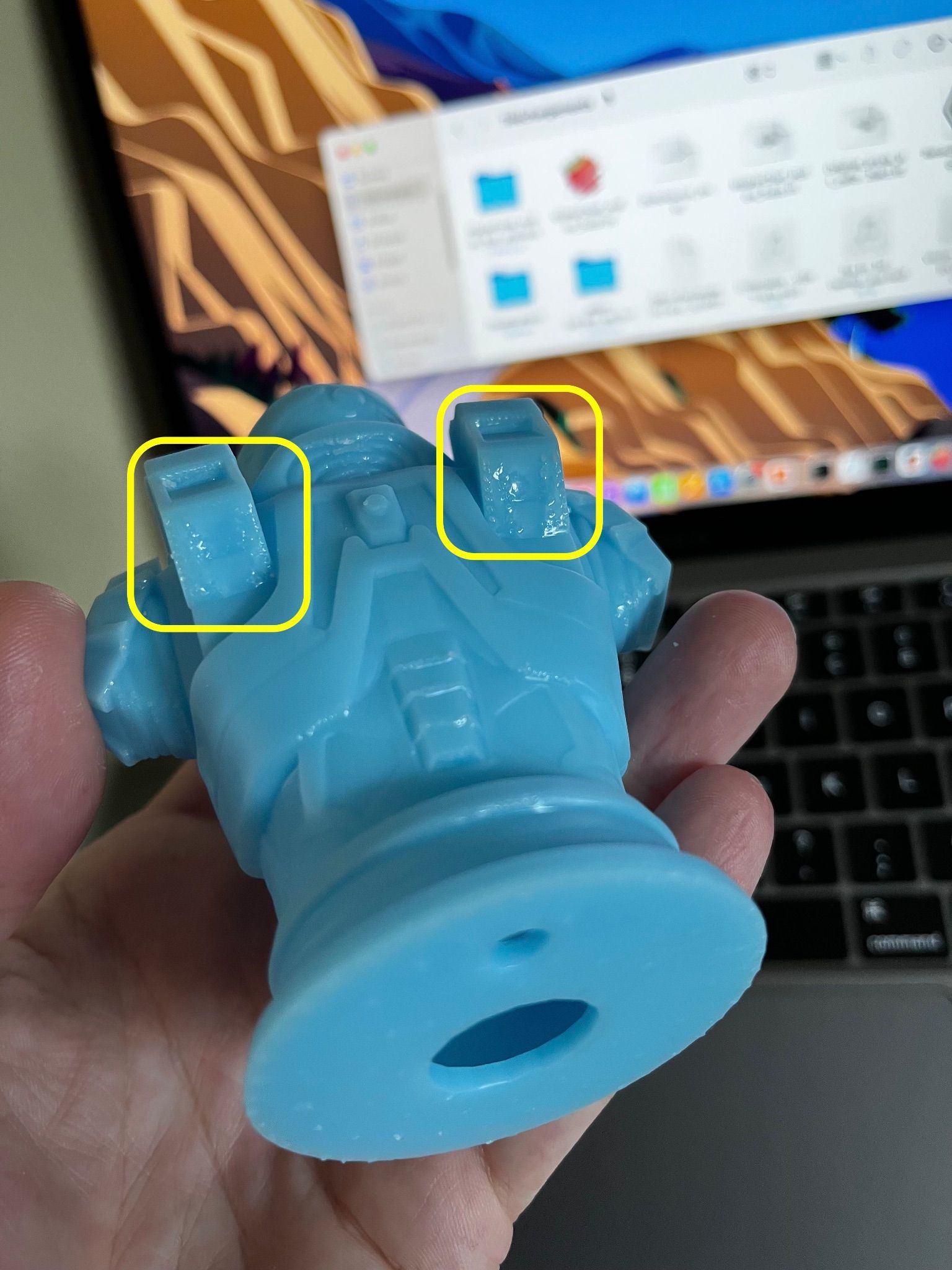
Hello, Merci pour cette réponse j'ignorais ce désagrément avec l'impression résine. Je ferai attention à l'avenir de bien orienter les pièces pour éviter au maximum ce phénomène.
-
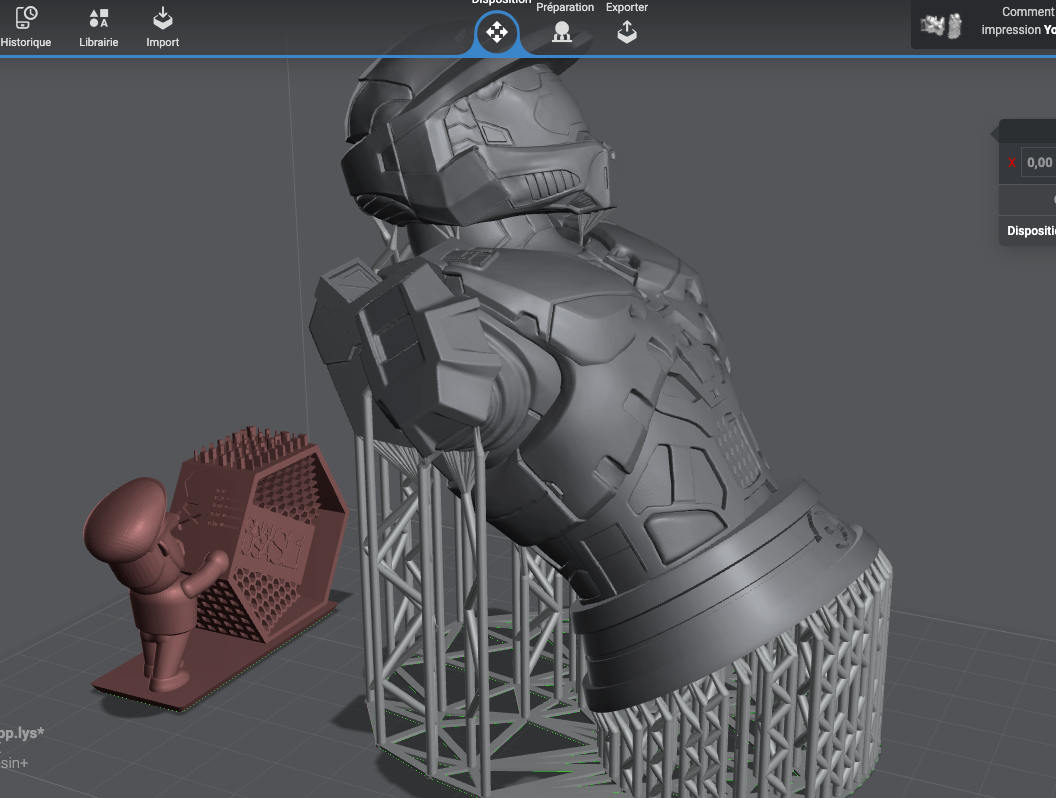
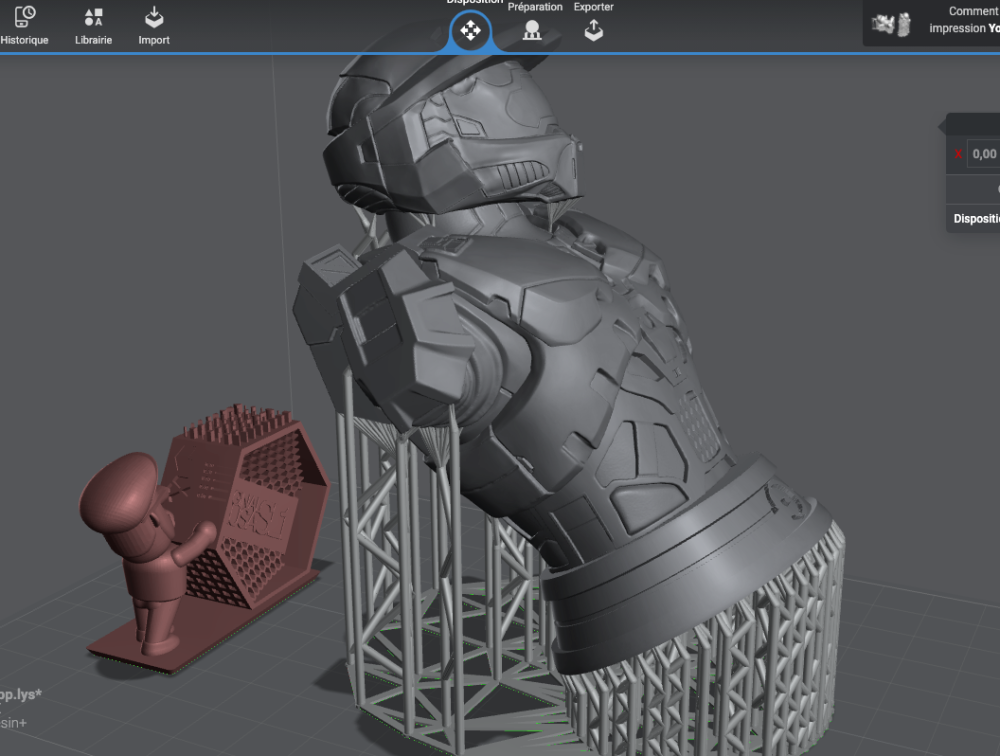
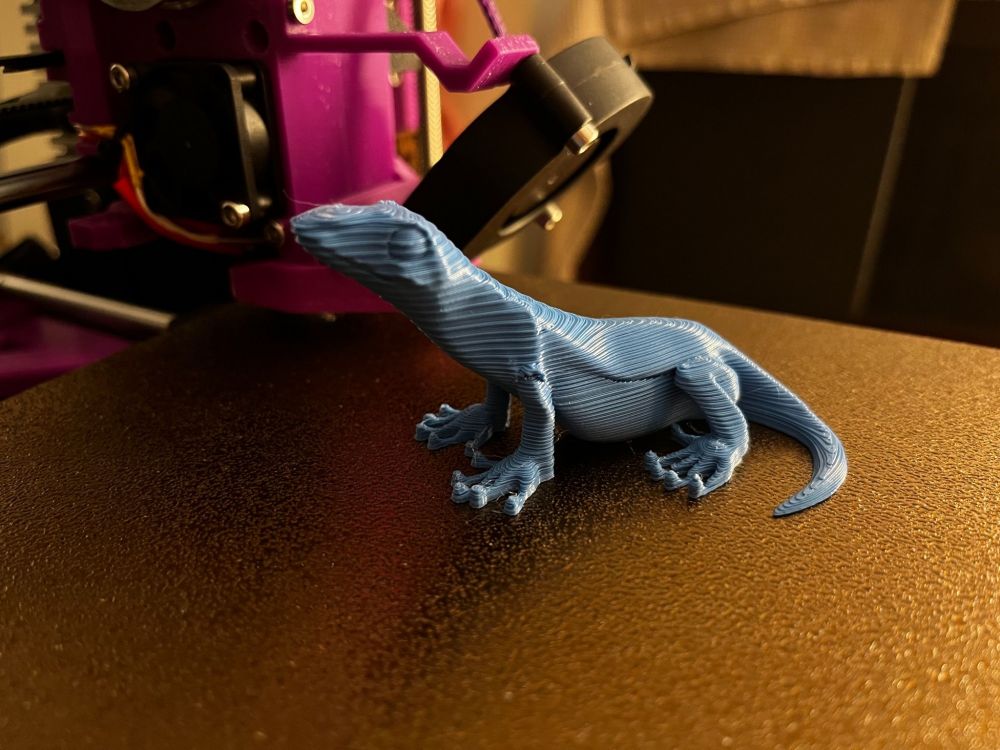
Bonjour, Après avoir bien joué avec mes imprimantes FDM (Prusa I3 MK3S) j'ai décidé de me lancer dans l'impression résine, après avoir regardé pas mal d'avis, tests,... je me suis orienté vers la Anycubic Photon Mono X 4K. Globalement je suis très content de l'imprimante, les détails,... c'est superbe, sur une figurine d'Actarus pour aller avec ma BD Goldorak dédicacée j'arrive même à avoir les reliefs du tissus sur le pantalon et les coutures, mais j'ai un petit problème et je ne sais pas du tout d'ou cela peut venir, je suis encore novice dans la résine. J'ai remarqué que les partie orientée vers le plateau ne sont pas "lisses" mais présentes comme des boursouflures et ça ne le fait que sur les parties orientées vers le haut. Je ne sais pas si l'on va bien voir le soucis sur mes photos. Un peu comme si de la résine était venu recouvrir ce qui avait déjà été polymérisé et avait re-polymérisé par dessus (je dois pas être clair) et on perd tous les détails.Il a été imprimé buste vers le bas (voir pæhoto). Par contre aucun défaut sur le petit Prusa a coté imprimé directement contre le plateau. Le model a bien été nettoyé dans le Wash&Cure, plus aucune trace de résine liquide dessus. J'ai testé 2 résines Anycubic une Basic Grise et une Aqua-Blue Water Wash avec laquelle j'ai moins de soucis d'ailleurs et que je préfère pour des raisons pratiques. J'utilise Lychee Slicer je n'ai pas testé le slicer Anycubic (je le trouve peu ergonomique) Si vous avez un début de piste je suis preneur. Je n'ai pas trouvé sur le site de problème équivalent ou alors j'ai mal cherché. Merci


-

Prusa Refill - enfin une solution bien pensée
Sorcier en réponse au topic de methylene67 dans Prusa Research
Je viens de voir ça, je devais reprendre du PLA donc je vais en profiter pour tester mais un peu chiant pour le moment il y'a que du noir. -
Soucis de couche lors de l'impression
Sorcier en réponse au topic de Sorcier dans Entraide : Questions/Réponses sur l'impression 3D
C'est ce que ma femme a dit Il me semblait qu'un mode UART les valeurs Vref se réglaient automatiquement, j'ai faux ? Car ça pourrait être une piste. Il me semblait qu'un mode UART les valeurs Vref se réglaient automatiquement, j'ai faux ? Car ça pourrait être une piste. Edit : je viens de vérifier les valeurs Vref et les steps moteurs tout est ok -
Soucis de couche lors de l'impression
Sorcier en réponse au topic de Sorcier dans Entraide : Questions/Réponses sur l'impression 3D
Hello, oui j’essaye d’avoir le plus de pistes possibles tu penses que le ventilo de 30 ne refroidit pas assez ? -
Soucis de couche lors de l'impression
Sorcier en réponse au topic de Sorcier dans Entraide : Questions/Réponses sur l'impression 3D
@PPAC Merci, c'était un peu de boulot mais plaisant sauf pour le résultat Concernant la sonde de température c'est en fait un espèce de ressort présent pour protéger le fil, la sonde est bien inséré dans le corps de chauffe. Les températures sont constantes, la courbe est vraiment propre, j'avais aussi pensé a ce soucis au début. Les courroies sont bien tendues j'ai fait plusieurs tests avec différentes tensions et toujours pareil. L'axe X est bien // et les vis Z sont sur le même driver. C'est bien un heartbreak avec tube PTFE. J'arrive pas à comprendre ce résultat qui en effet est cyclique. -
Soucis de couche lors de l'impression
Sorcier en réponse au topic de Sorcier dans Entraide : Questions/Réponses sur l'impression 3D
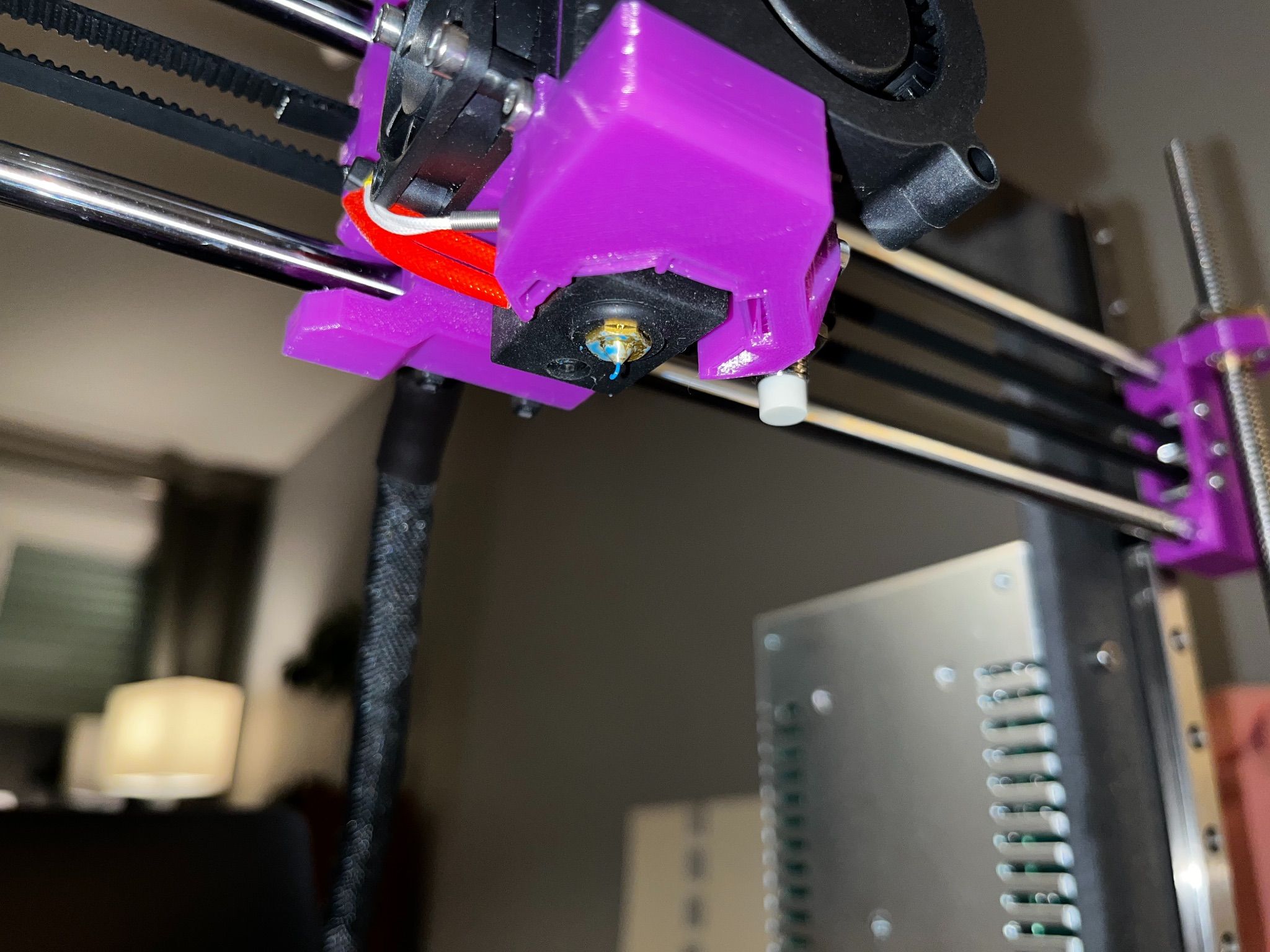
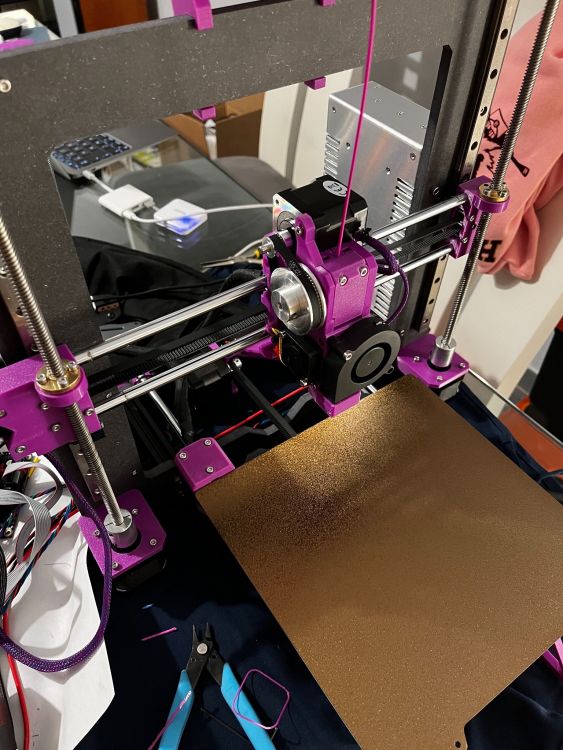
C'est une homemade, c'est la I3RS32 de MakerFr.com : https://www.makerfr.com/imprimante-3d/i3-rs32/presentation-de-la-i3rs32/ La seule différence avec l'originale c'est un plateau de meilleur qualité (globalement le même que Prusa) et une sonde PINDA2 au lieu du BL-Touch (modification faite dans Marlin) Carte mère BigTreeTech SKR V1.4 Turbo et écran TFT35 Moteurs Nema 17 Stepperonline Tête ED3V6. Les moteurs de l'axe Z utilise un seul et même driver TMC2209 UART J'ai démarré l'impression 3D avec une LK4 Pro que j'avais pas mal amélioré (plateau, BLTouch, Direct Drive,...) et jamais eu ce type de problème. La je sèche.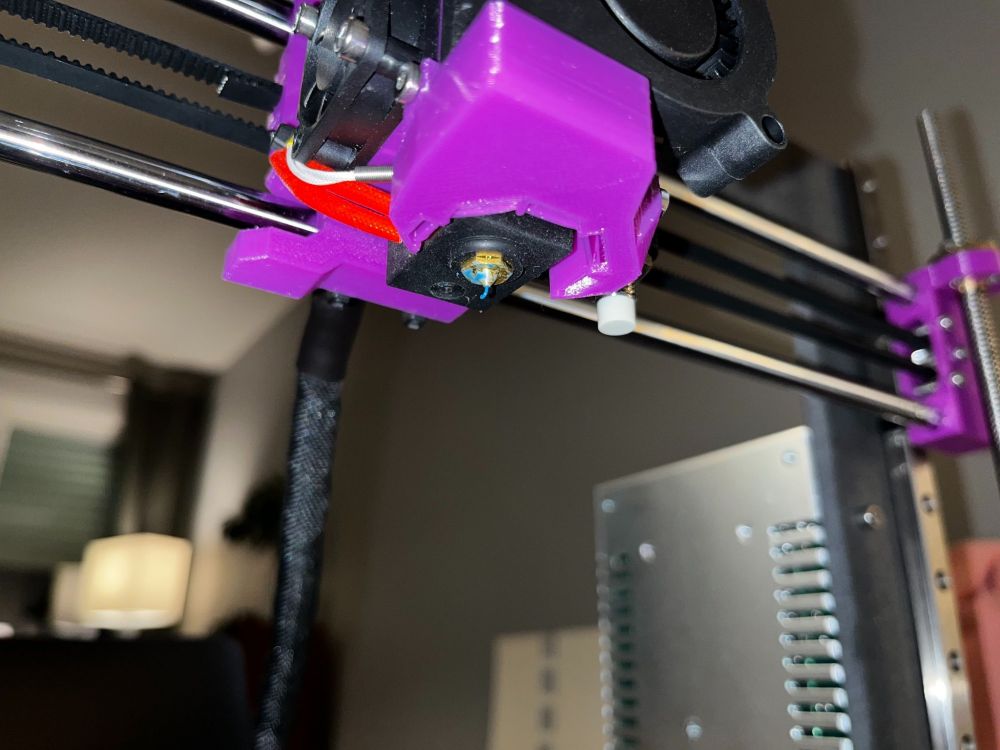
-
Soucis de couche lors de l'impression
Sorcier a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
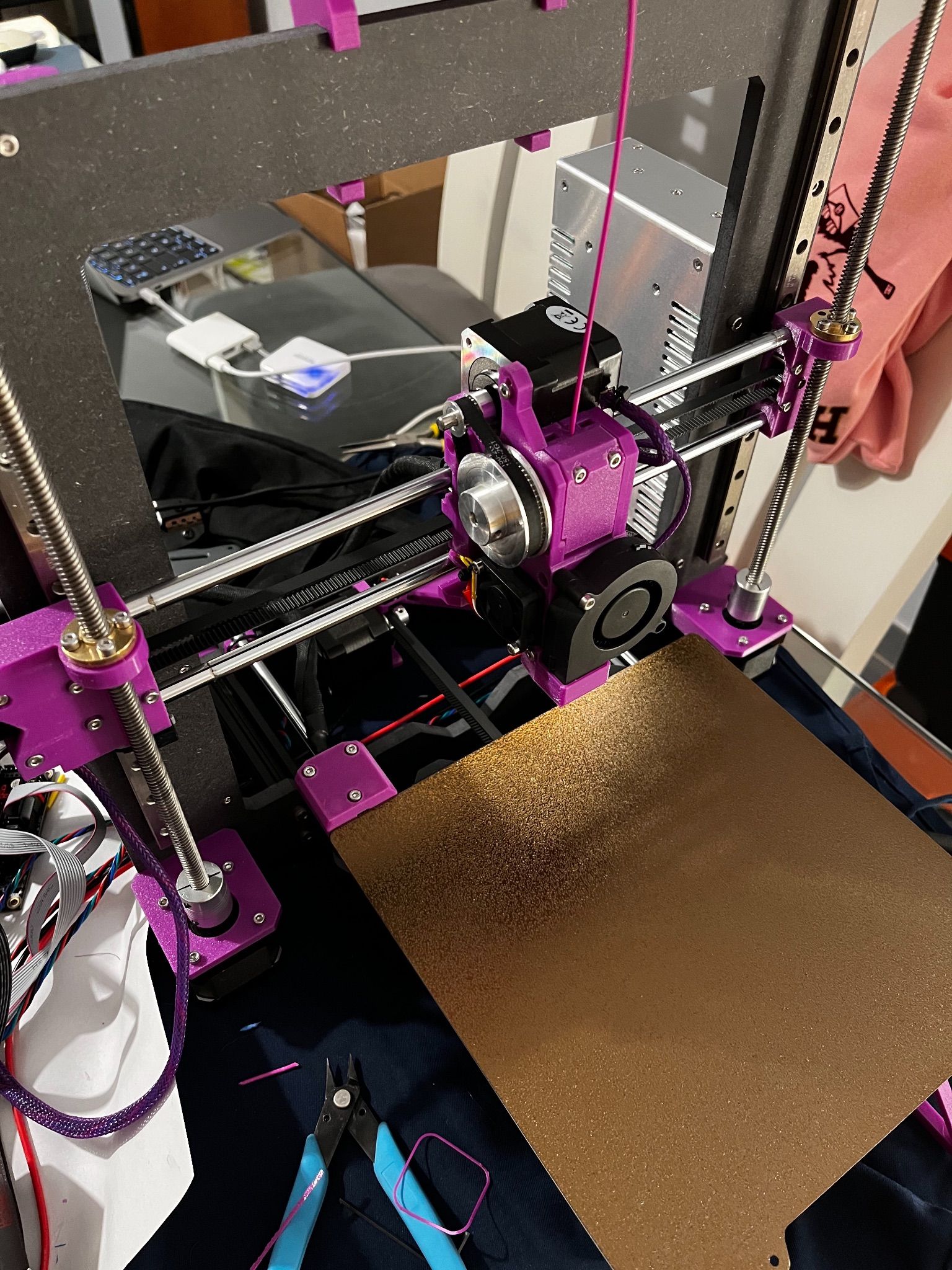
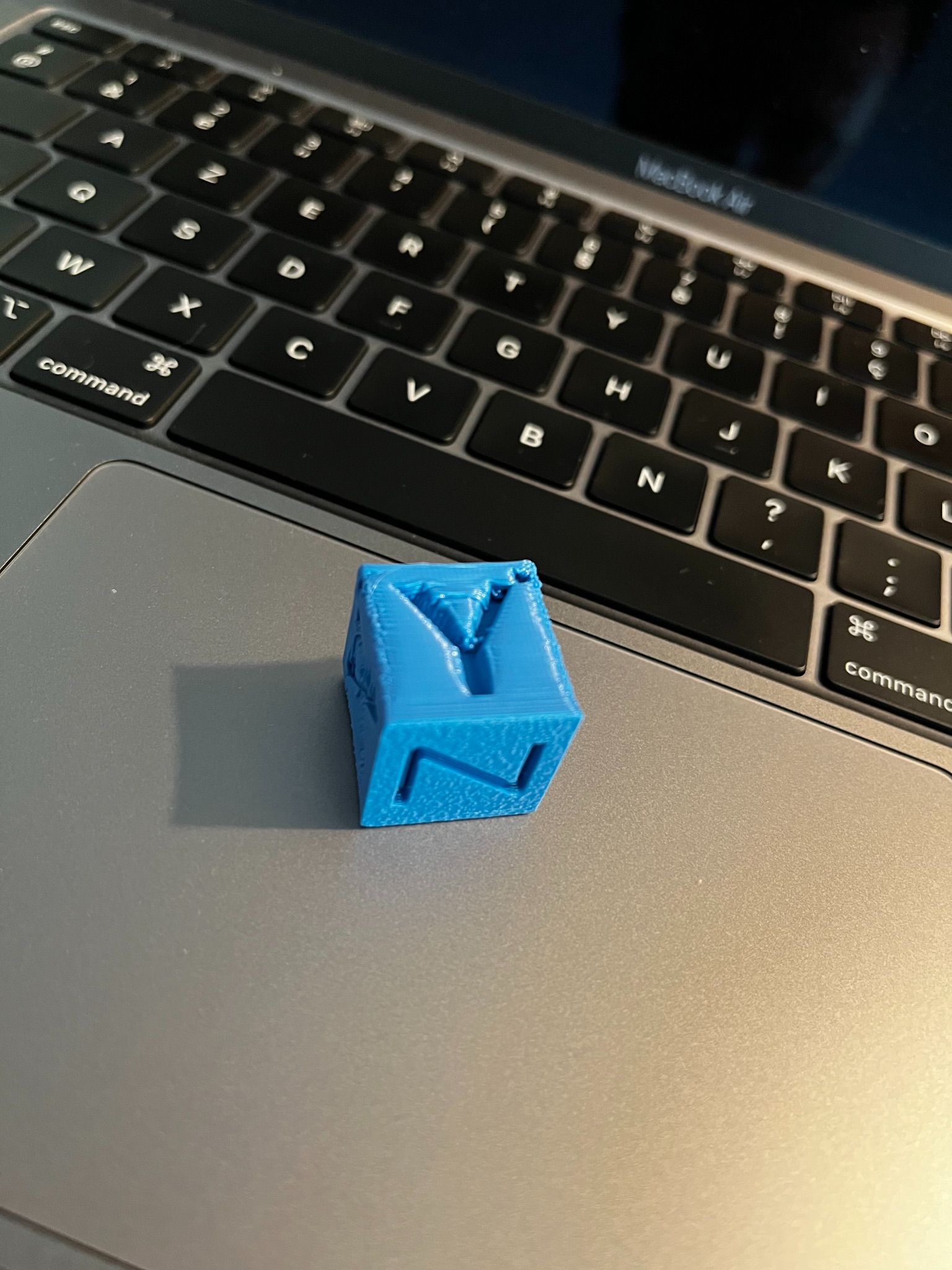
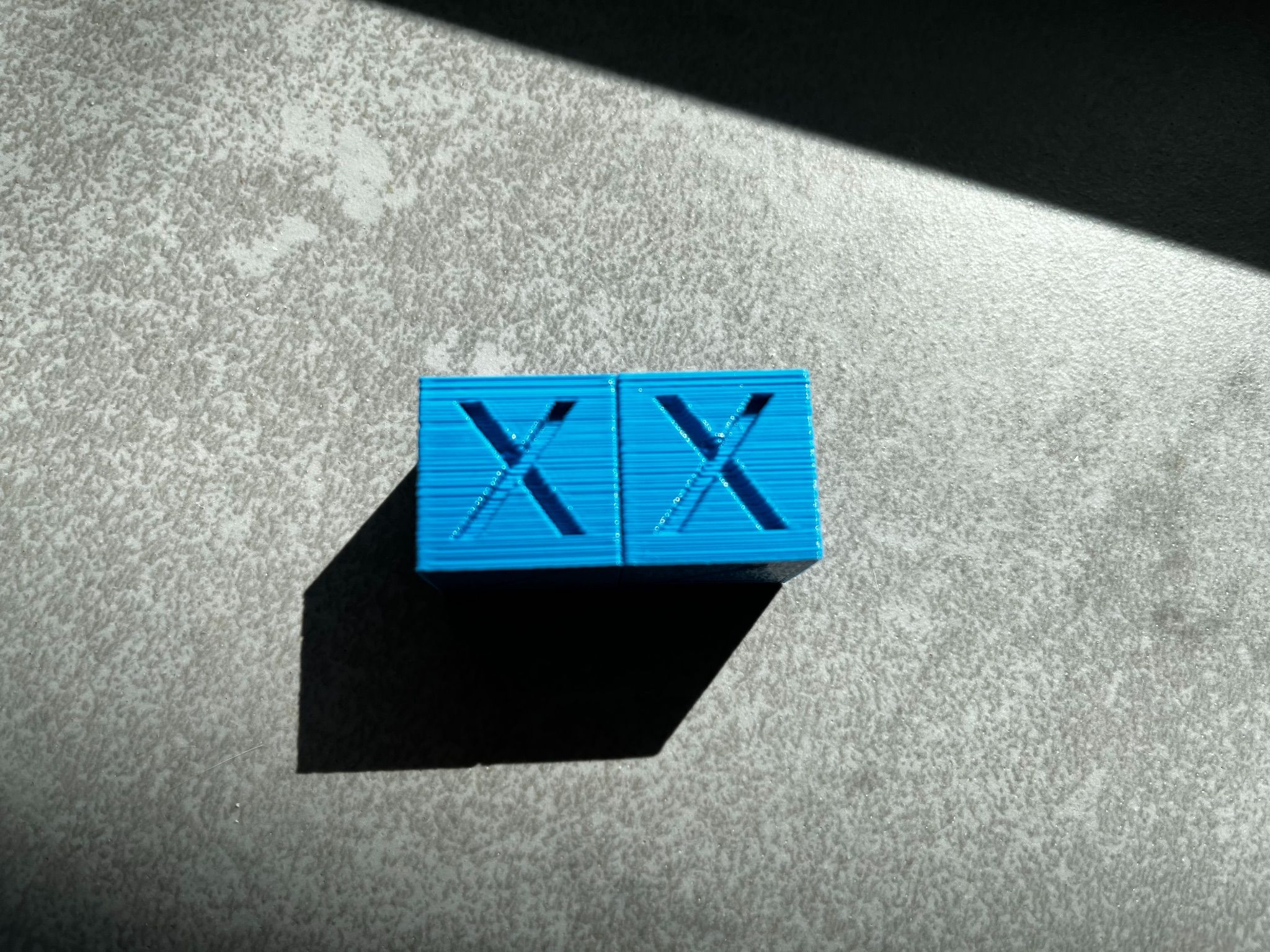
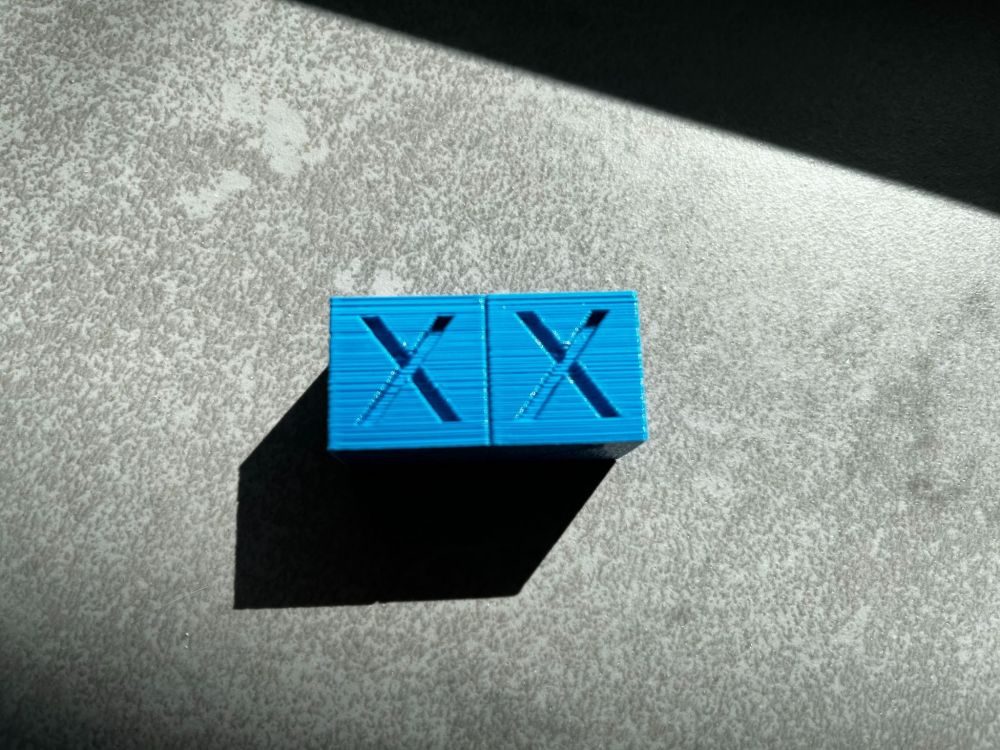
Bonjour à tous, je suis actuellement propriétaire de deux Prusa I3 MK3S+ Original et je me suis mis en tête de fabriquer pour le délire une I3RS32 (MakerFr.com) j'ai ainsi imprimé les pièces sur mes Prusa et usiné mon cadre sur ma CNC. Jusque la pas de soucis. j'ai mis en route l'imprimante et la j'obtiens un résultat vraiment pourri, mon cube de Calibration fait bien 20x20x20 après impression cependant la superposition des couches présente un wooble mais symétrique donc non lié aux vis trapézoïdales que j'ai quand même vérifié. Si l'on fait la même pièce sans ventilation d'impression (la photo du cube sur le coté Y) on a pratiquement plus ce wooble les couches sont pratiquement bien superposées cependant avec une bonne lumière on voit par reflet que le soucis est quand même présent la ventilation ne fait que l'amplifier. L'extrudeur a été calibré, il sort la bonne quantité de filament Le PID du plateau a été fait Le PID de la buse avec ventilo d'impression en route a été fait (j'ai testé un PID sans ventilo d'impression aussi pour voir) J'ai testé avec et sans mesh bed leveling, j'ai une sonde PINDA 2 et la thermistor est bien utilisée J'ai testé différents filaments. On à l'impression que les couches sont plus ou moins écrasées selon la hauteur. J'ai recompilé un nombre incalculable de firmware, je n'ai plus d'idées quelqu'un aurait-il des pistes ? je suis a deux doigts de la démonter et de revendre pour pièces puisqu'elles sont neuves. Merci a ceux qui prendront un moment pour m'aider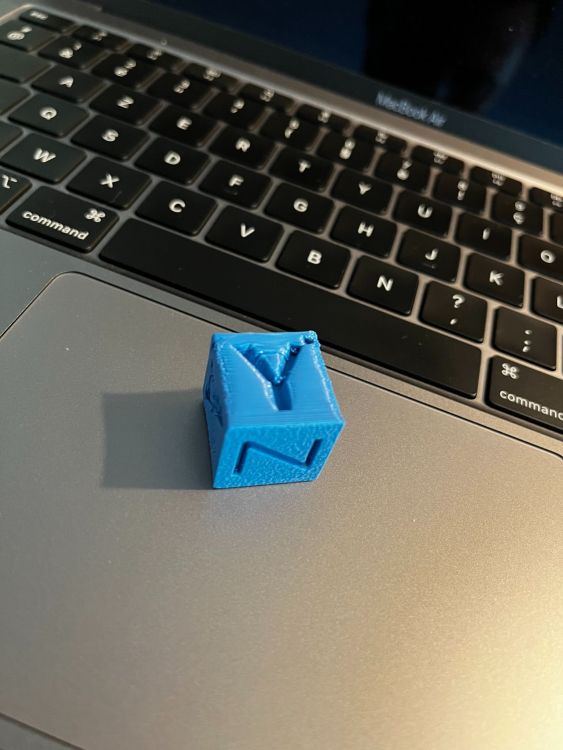
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
C'est quand même curieux que l'on n'arrive pas à avoir des résultats identiques entre nous. -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Alors dans la partie Start Gcode de Cura j'ai mis exactement ceci : ; -- START GCODE --G28 ;move X/Y to min endstopsG29 ;Auto-levelingG0 X0 Y0 ;Retour au coin inferieur gauche pour bande de purgeM104 S{material_print_temperature} ;Start heating extruderM109 S{material_print_temperature} ;Wait for extruder to reach temp before proceedingG21 ;metric valuesG90 ;absolute positioningM82 ;set extruder to absolute modeM107 ;start with the fan offG1 Z1 F1000 ;move up slightlyG1 Y60.0 Z0 E9.0 F1000.0;intro lineG1 Y100.0 E21.5 F1000.0 ;continue lineG92 E0 ;zero the extruded length againG1 F80;Put printing message on LCD screenM117 Printing...; -- end of START GCODE -- Cura quoiqu'il arrive ajoute des commandes a lui avant le Start Gcode donc des commandes qui seront exécutées par l'imprimante avant ce qui dans mon cas m’embêtait je voulais que le G28 et G29 soit fait avant la chauffe de l'extrudeur mais après la chauffe du plateau. Si l'on veut que Cura ne place pas tel ou tel commandes avant le Start Gcode le seul moyen est de la placer dans le Start Gcode à ce moment et uniquement de cette manière Cura l'ignorera avant. J'ai pu le vérifier en ouvrant un Gcode généré par Cura avec Visual Studio Code (ou n'importe quel autre éditeur) C'est pour cela que l'on voit mon M104 et M109 dans le Start Gcode, de cette façon le plateau chauffe à la température souhaitée, le G28 puis G29 est fait et ensuite on chauffe l'extrudeur, ça met un peu plus de temps mais c'est seulement comme ça que j'arrive à avoir une bonne impression avec un Z globalement bien compensé même si l'on pourrait avoir mieux je pense. -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Hello, J'ai vu ta question j'ai pas encore répondu parce que franchement je sais pas du tout, je débute dans l'impression 3D et je découvre encore Marlin. J'aurais tendance à dire que ça ne coûte rien d'essayer, au pire retour en arrière. -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Moi c'est un 3D Touch et non l'officiel, pour le moment ça fonctionne bien j'ai réussi à imprimer 6 pièces (un équivalent des jonctions P mais mieux pensées) sur la totalité du plateau tout en sachant que j'avais réussi plus moins et avec grand difficulté à régler mon plateau quelques jours avant d'installer le BL/3D Touch. Il y'a bien à un petit endroit du plateau ou la première couche est un poil trop écrasée (mais l'extrudeur ne claque pas) et une autre (1cm² environ un poil pas assez écrasée) mais globalement sur la totalité du plateau c'est correct ce qui ne l'était pas avant. On voit bien l'axe des Z bouger en fonction des déplacements X et Y sur la première couche, mais en effet je me pose la question sur l'insuffisance de la correction. Comme toi j'ai l'impression que parfois la compensation n'est pas suffisante, pourquoi ? Les autres imprimantes qui ont un BL Touch possèdent très souvent elles aussi Marlin. Donc est-ce que l'on aurait pas tout bien configuré dans Marlin ? Nos start G-Code seraient-il incorrect ? Perso dans l'ordre je fais chauffer le plateau, puis ensuite je lance le G28 puis le G29, retour en bas à gauche puis chauffe de l'extrudeur, ligne de purge et ça commence à imprimer. Pour moi il y'a clairement du mieux mais je pense que l'on pourrait encore améliorer les choses, je vais essayer de voir sur les forums anglophones si l'on trouve plus d'informations, sait-on jamais, on a peut être oublié quelque chose. Après moi j'ai pris cette imprimante après avoir hésité avec la Ender 3 Pro (je reconnais que c'est l'écran tactile couleur qui m'a fait pencher vers elle) parce que je ne voulais pas me lancer dans l'impression 3D avec un model hors de prix sans avoir la certitude que ça me plairait. Finalement c'est le cas, je pense prochainement m'orienter vers une Prusa MK3, que j'ai vu sur une chaîne de youtubeurs celle des Frères Poulain et leurs impressions sont top ainsi que la possibilité d'imprimer des bridges sans support. A voir donc... C'est vrai que je suis un poil déçu face à Creality qui vend officiellement sur sa boutique le kit pour installer le BL-Touch, la config et tout et tout... -
Sorcier a changé sa photo de profil
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Salut, Dans le configuration.h il faut mettre la valeur #define GRID_MAX_POINTS_X à 6 au lieu de 5 (ligne 1070 dans mon fichier) Pas besoin de le faire pour l'axe Y, cette variable prend par défaut la valeur de GRID_MAX_POINTS_X donc 6x6 J'ai fais la modif dans le fichier mais je l'ai pas encore flashé avec, l'imprimante tourne pour faire des jonctions P pour son future meuble dans le garage... Enfin si je trouve suffisamment de tasseaux, avec le confinement c'est dur à trouver. -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
Sorcier en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Hello, J'ai suivi le tuto tout fonctionne parfaitement, on voit bien l'axe Z bouger suivant le déplacement de l'impression. Par contre j'ai une question parce que je trouve pas comment faire, j'aimerais que l'ABL soit fait avant de lancer la chauffe de la buse car ce faisant le plastique commence a sortir en même temps que le prise des 25 points et ça fout du plastique partout. J'ai de-commenté dans le configuration.h => #define PROBING_HEATERS_OFF // Turn heaters off when probing Mais ce ne change rien, l'ABL se lance dès que la buse est à température, pas avant. Ça m’embête pas mal Je suis obligé d'ouvrir le fichier Gcode généré par Cura pour aller mettre mon G28 et G29 avant le M104, C'est pas pratique du tout cela. Limite de Cura ? Simply3D est-il mieux pour configurer les Gcodes ?