methylene67
-
Compteur de contenus
2 353 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
35
5 abonnés





Visiteurs récents du profil





Récompenses de methylene67
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-
 Rare
Rare
-

-

Badges récents
1,1k
Réputation sur la communauté
3
Sujets solutionnés !
-
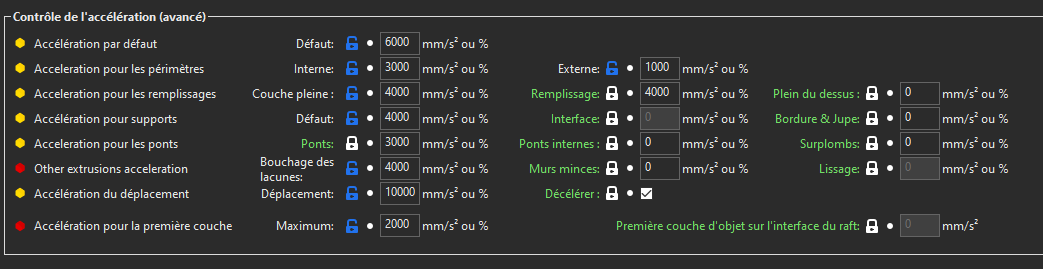
Ne connaissant pas bambu studio, deux hypothèses : Il y a une définition de l'imprimante avec les dimensions plateaux, type d'impriman,te et définition de certains paramètre max (comme la vitesse ...) et c'est bridé par là. Deuxième possibilité (la plus plausible), la vitesse infle peu sur les temps d'impression,c'est avant tout l'accélération et le jerk qui permettent de gagner du temps. En gros tu peux mettre 20 000 mm/s, si la distance et/ou l'accélération ne sont pas assez grnde, tu n'atteindras jamais ces vitesses. Donc arrive un moment où la vitesse est bridée mathématiquement par les deux paramètres cités plus haut. Enfin, forcément une pièce avec plein de faces/angles aura une durée d'impression bien plus longue que par exemple un grand rectangle ou un cylindre, puisque la tête ne cessera d'accélérer et décélérer, sans ne jamais (ou très peu) atteindre la vitesse max selon ce que tu as défini. Idem pour les remplissage ect ... Plus tu as de lignes ou courbes longue, plus tu imprimera "vite".
-
Aerographe et tout l'attirail qui va avec ?
-

Sidewinder X2 Z=0 qui change tout le temps
methylene67 en réponse au topic de Sebigeli dans Artillery
Ca dépends sur quels paramètres, je n'ai plus refais d'IS depuis un bail, mais j'avais la valeur la plus basse à 7.5 k, que j'ai légèrement baissé : Là c'est avec une tête stealthburner, avec la Xol2 que je monte ce sera plus élevé. Si tu veux imprimé vite avec des accélérations > 15k, faut partir sur une v0.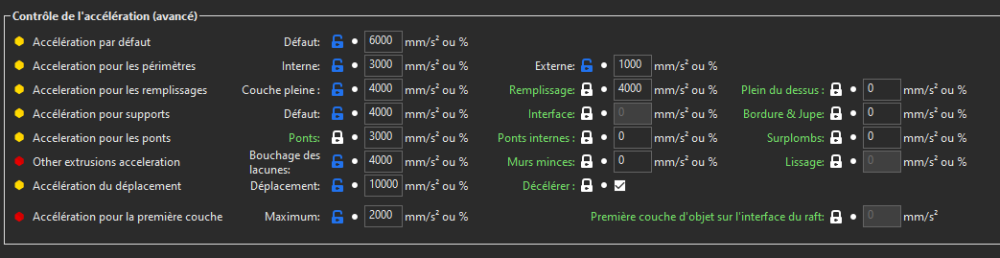
-
Sidewinder X2 Z=0 qui change tout le temps
methylene67 en réponse au topic de Sebigeli dans Artillery
Clairement, pour te dire, @Savate m'a imprimé mes pièces, rien ne s'emboîtait, une misère !!! Blague à part tout s'emboîtait à la perfection et les pièces étaient très propres (sauf une histoire de ghosting peu gênant sur la plupart des pièces mais bon sans imput shaper ^^). D'ailleurs quasiment toutes ses pièces sont encore sur ma Voron qui ont plus de 500 h. -
Sidewinder X2 Z=0 qui change tout le temps
methylene67 en réponse au topic de Sebigeli dans Artillery
plus élevé à cause des frais de port. : faux Tu peux partir sur un kit, c'est ce que la plupart des gens fainéants font de nos jours. L'avantage du sourcing, un peu de spare, et surtout la possibilité de pouvoir intégrer des modsà la place d'élement stock. Le choix du kit Formbot indique donc que ton budget ne dépasse guère les 1000 €, globalement les gens en sont plutôt satisfait. prends bien en compte (jusqu'à présent c'était le cas), que ni le RPi, ni le spièces ne sont fournies de base (ce qui risque de fortement augmenter la note). D'ailleurs pour le spièces, préférer un PIF (certes plus cher, compter environ 100/130 €) pour avoir des pièces de qualité, alors que des pièces imprimées par des fournisseurs chinois pour en avoir une c'est la loterie. Pour le choix de la tête, même si les Revo sont à la mode, cela reste une belle merde, donc Dragon HF qui fonctionne très bien (le mie à 500h +), ou une hotend Bambulab (3 hotend pour le prix d'un dragon HF), je suis en train d'en monter une. Bref ma 2.4 sourcée en Novembre dernier, j'en ai eu pour un peu plus de 1500 € (en intégrant un certains nombres de modes), en faisant les découpes du plexi et des panneaux moi-même (achat chez en GSB chez LM). -
L'Hyper PLA de Creality, différences entre les couleurs ?
methylene67 en réponse au topic de beatwinthewave dans Creality
Salut, A mon avis ce n'est pas qu'un problème de PLA made in Creality, mais un soucis matériel ou de slicer (et vu les photos plutôt matériel). Même sur ton bateau rouge tu as de la sous-extrusion, idem le gris, et c'est en effet encore plus flagrant sur le blanc. M'est avis de régler déjà ce problème avant de pousser plus de tests sur différentes couleurs. -
Rouler en voiture électrique risque de couter beaucoup plus cher
methylene67 en réponse au topic de electroremy dans Blabla
Je ne parlais pas de la 3SR+, mais bien de la seconde catégorie ^^. Et je parlais du rendement concernant la consommation/km. -
Rouler en voiture électrique risque de couter beaucoup plus cher
methylene67 en réponse au topic de electroremy dans Blabla
Tout à fait, après amha le véhicule électrique est utile en complément d'autre chose comme tu l'as résumé, mais aussi avec un poids léger, les grosses Tesla qui pèsent un âne mort, j'avoue ne pas comprendre le principe. Parce qu'au final, plus que l'énergie en elle-même c'est avant tout le rendement de nos moyens de locomotion qu'il faut optimiser. -
Rouler en voiture électrique risque de couter beaucoup plus cher
methylene67 en réponse au topic de electroremy dans Blabla
C'est peut-être ça le nœud du problème, apprendre à se déplacer autrement. Pourquoi devoir aller à l'autre bout de la planète (ou de la France), quand il y a tant à voir dans un rayon relativement proche ? Et bien parce qu'on le peut (vive la mondialisation et le capitalisme), à l'époque des déplacements à pieds et à dos de cheval (il y a quelques siècles), très peu de gens se déplaçaient à plus de 200 km de chez eux ... Le nœud du problème reste les mentalités et les habitudes de vie. Comme pour toutes les autres question écologiques. Et comme l'ont dit Jeff et Savate, ce n'est au final que principalement politique, et la solution unique n'est pas la solution miracle. -
Merci du retour assez complet. J'espère que d'autres tests vont suivre. A la lecture de ta review, une phrase m'interpelle cependant. Première fois que j'entends parler de la limitation de température du bed en enceinte fermée.
-
recherche Petite gravure Laser
methylene67 en réponse au topic de methylene67 dans Emplois et services
Salut, je ne l'avais pas trouvé, mais merci du partage. -
Prusa MK4 ou Bambu Lab X1 Carbon Combo
methylene67 en réponse au topic de Zetif dans Bien choisir son imprimante 3D
Mon dieu @divers quitte la secte ! Sinon, on ne sait pas encore ce qu'elle valent, mais il y a les clones de Bambu qui vont arriver pour bien moins cher et surface d'impression plus grande (K1 Max creality par exemple). Perso par principe je prendrai la Bambu Lab également si j'avais 1800 € à mettre dans une imprimante aujourd'hui. -
Voron 2.4 customisée (montage de la partie électronique)
methylene67 en réponse au topic de jpeg dans Bien choisir son imprimante 3D
Ton fil de terre ne m'a pas l'air correctement branché. -
[TOPIC UNIQUE] Bambu Lab X1, X1-Carbon et AMS
methylene67 en réponse au topic de Aezio dans Bambu Lab
Etant donné qu'il n'y a pas que les utilisateurs de Bambu Lab qui commandent leur pièces -
Attention, pas de CSI/DSI avec CB1 + M8P. Et potentiellement des problèmes sur les Neopixel. A part ça la carte fonctionne très bien.