reed
-
Compteur de contenus
72 -
Inscrit(e) le
-
Dernière visite
Récompenses de reed
")





-
Hello Kachidoki, Merci pour ton coup d'oeil avisé, ça me rassure ! j'ai effectivement l'extruder d'origine ... Et tu as complètement raison ! En augmentant la température, ça extrude correctement. Je me suis laissé trompé par tous mes changements et le fait que ça n'arrive que sur les premières 10aine de couches ... En tout cas, merci pour ce rappel basic qui m'était sorti de la tête : "Plus chaud ou plus lent, afin de diminuer la pression sur l'extrudeur". Je vais regardé ma prochaine "amélioration" : changer l'extruder et passer sur un MK8 Problème résolu, MERCI A VOUS !
-
Salut Antares, Oui, j'ai bien modifié mon Marlin avec : #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 98 } Le pas est bon (98), si j'extrude 100mm, ca me sort 101mm -- la marge d'erreur est très faible. J'ai suivi Je regarde du côté des solutions de sous extrusion car c'est peut-être un concours de circonstance (ce serait "balo" !). J'ai nettoyé la buse, vérifié mon multiplicateur d'extrusion -- il est à 100%, vérifié la tension des courroies, vérifié que l''extrudeur n'enlève pas de matière et/ou tourne sur lui même et mesuré le diamètre du filament ... Je vais faire des tests d'impression avec une température plus élevée mais je suis embêté car je ne comprends pas
-
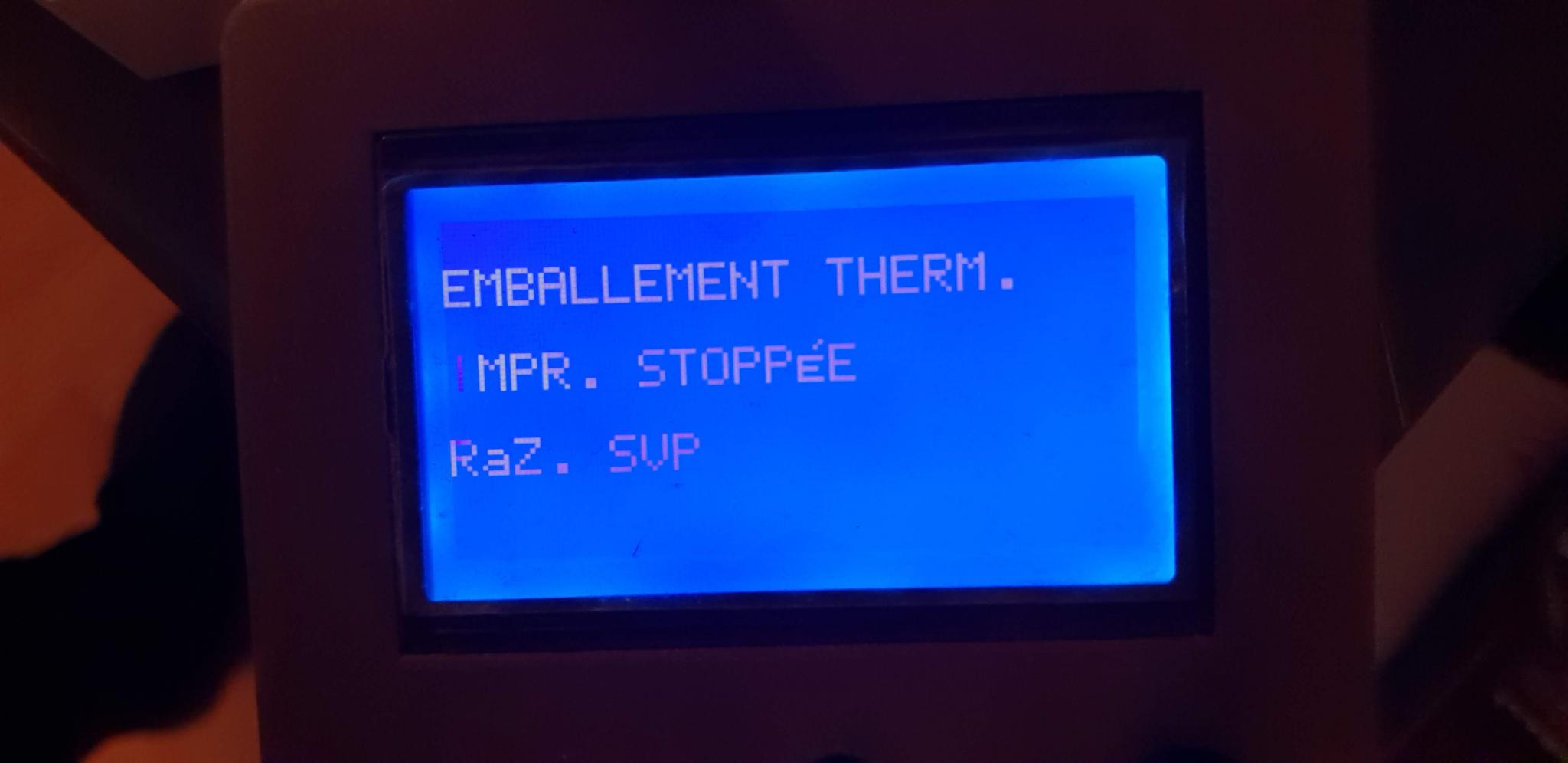
Hello, La température ne devrais pas varier ... même de 5°, c'est énorme je trouve. J'ai eu le message d'emballement thermique et je t'invite à lire le post pour t'inspirer Ca pourrait être une détection de différence de la température trop importante lors de l'impression
-
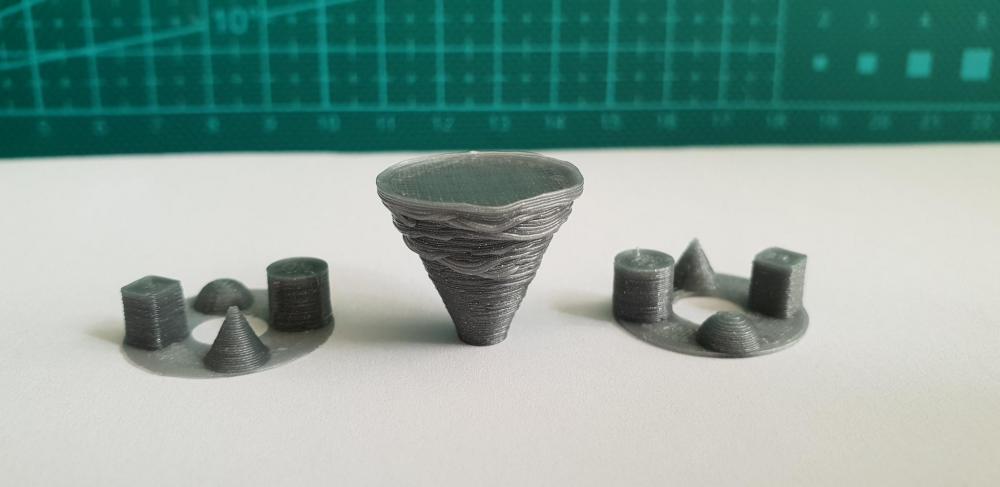
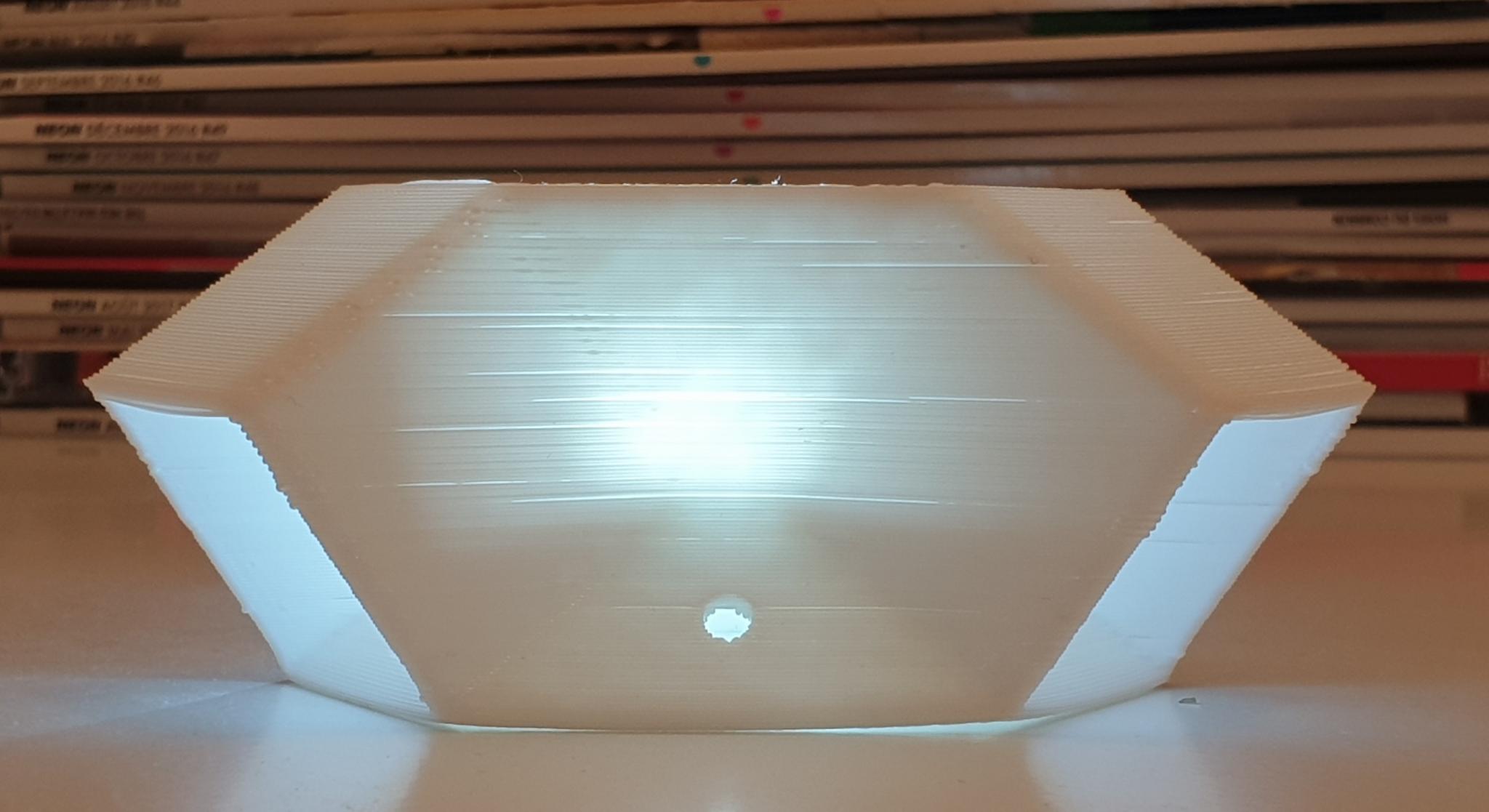
Hello ! J'espère que le confinement se passe bien pour vous ! De mon côté, le confinement m'a permis de reprendre mon imprimante et de lui apporter quelques améliorations. Je suis parti bille en tête de lui mettre des tiges trapézoïdales ! Mais avant cela, j'ai imprimé la tête (https://www.thingiverse.com/thing:2478810), les centreurs (https://www.thingiverse.com/thing:2748114) et les charriots (https://www.thingiverse.com/thing:2627287), tout ça fait par @Z122. Un ENORME merci à toi pour ce travail ! J'ai rencontré pas mal de "petits" problèmes, notamment entre la nouvelle tête et la configuration du Marlin (je n'avais pas encore les charriots adaptés et j'étais toujours sur ceux d'origines) mais grâce au post en sticky : j'ai pu apprendre les entrailles de la bête et faire fonctionner ma belle avec les tiges M8, le décalage du palpeur, le dimensionnement de la zone d'impression et le tuning de l'écran, bref, c'était top ! Ma suite logique a été de mettre les tiges avec le nouveau charriot, et là ... C'est le drame Le début de mes impressions est chaotique ... Enfin tout se passe bien, mais soit je sous-extrude [1] ou soit j'ai un problème de hauteur de couche [2] (barrer la mauvaise réponse). En image, j'ai imprimé la même pièce, l'une avant mes modifications (avec les tiges d'origine), la seconde pièce avec les nouvelles tiges T8 : On voit bien que la base manque de matière ... Je n'arrive pas à faire le diagnostique ... J'ai l'impression d'avoir un point dur sur la rotation de la tige de gauche mais c'est peut-être du au poids du monteur ... Que feriez-vous à ma place pour résoudre ce problème ? Merci !


-
Hello, et merci pour toutes ces pistes !! Effectivement, le PTFE ne fond pas à 210 (ni à 240, en tout cas chez moi ). J'ai listé toutes les vérifications et j'ai commencé par l'une des premières qui était de changer le roulement en V de l'extrudeur par un roulement plat ... Et bien cela à résolu mon problème ... Même configuration que lors du 1er post, la pièce (https://www.thingiverse.com/thing:404028) sort correctement : Je conserve tous vos conseils et je vais tenter de changer mon extrudeur par un plus performant. 1000 merci à vous tous !
-
whoo merci pour toutes ces pistes et ces conseils ! 0.3mm est effectivement la hauteur de couche. J'ai refait une pièce avec la buse nettoyée mais le phénomène persiste. J'ai également fait une impression (celle collée au mur) plus petite (1mm d'épaisseur) et en vitesse lente, idem Je vais tenté de mesurer la température afin de verifier qu'il n'y a pas de fluctuation au niveau de la tête. Tu aurais un lien ou je pourrais voir des alternative à l'extrudeur d'origine ? C'est aussi un bonne piste ! Merci !

-
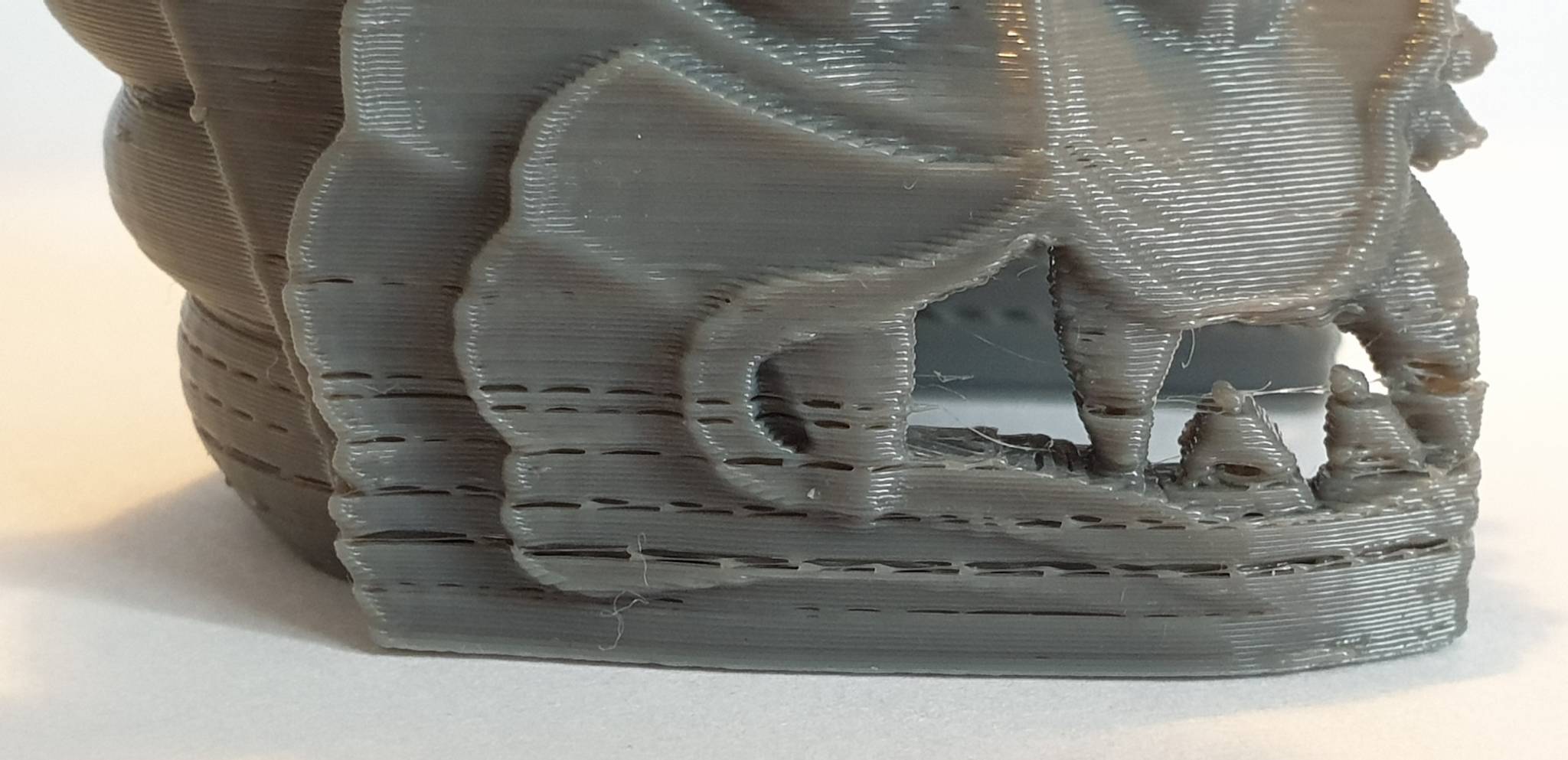
Hello @r2d2 ! J'imprime des jonction-p (https://bit.ly/33fK9SZ), d'une hauteur d'environ 3cm mais le problème se produit sur d'autre pièce. Le slicer est Simplify3D et je n'ai pas essayé avec un autre soft (je vais faire le test avec un autre slicer !). Oui, c'est du warp, et j'imprime en 0.3 pour les pièces "grossières" tel que celle-ci. Cependant, ce problème rend les pièces beaucoup plus fragiles ... J'ai eu un problème similaire mais plus flagrant et ça venait de la chaleur (je devais monter à 230° pour imprimer, plus la température augmente, moins le phénomène se produisait) : Sur le PLA actuel, je suis à 210° mais je ne pense pas que monter plus haut règle le problème ... D'où mon interrogation. Merci !

-
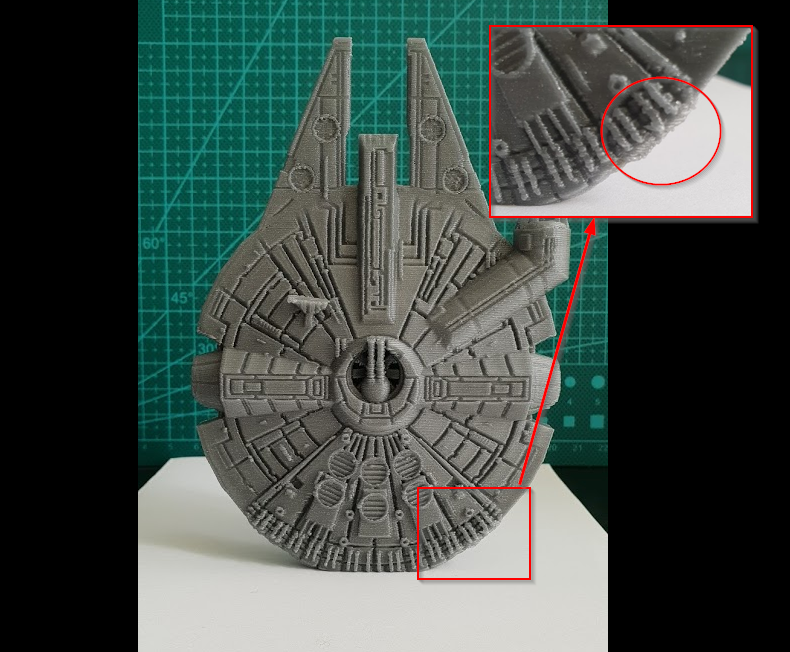
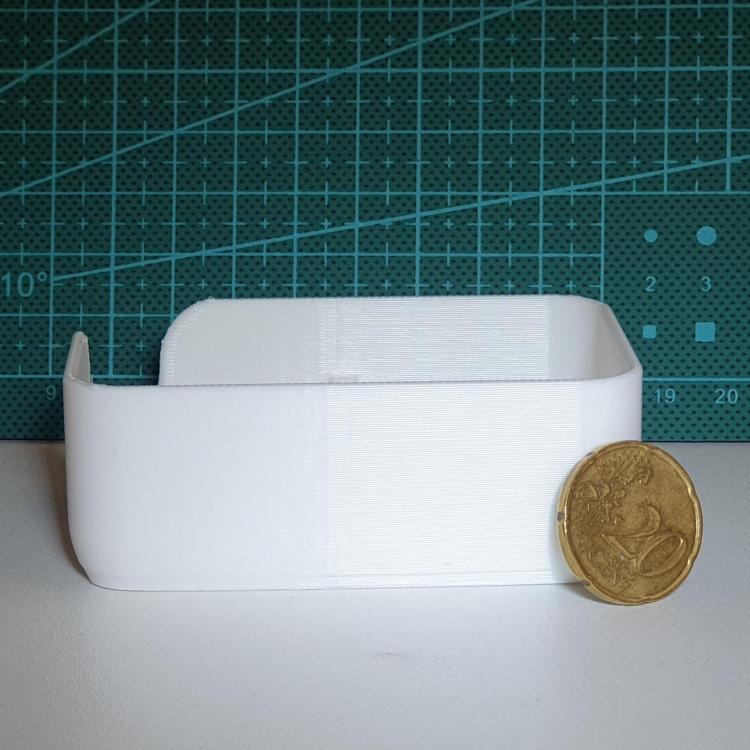
Hello, Je rencontre un problème de sous extrusion et je ne vois plus avec quel règlage jouer pour corriger ce problème. Sur l'image ci-dessous, des lignes manque de matière. Auriez-vous déjà rencontré ce problème et auriez-vous des pistes ? Merci ! Quelques infos : Imprimante : DiscoEasy200 Matière : PLA Vitesse d'impression : 80 mm/s par défaut, et entre 60 et 70% de la vitesse pour les contours et le remplissage

-
Merci Yo! Bonne idée, je vais faire quelques tests :)
-
Hello, Après plusieurs tests (et après avoir changé la tête - toutes la tête, mise à jour la carte et refait les branchements ), il s'avère que cela intervienne systématique à l'enclenchement du ventilateur arrière ... Dès que le ventilateur s'enclenche, la température baisse, baisse, baisse jusqu'à ce que l'imprimante se mette en défaut. Le flux d'air n'est pas directement sur le bloc de chauffe et pointe sous la buse mais cela doit être suffisant pour que l'imprimante ne puisse pas stabiliser la température. Je ne comprends pas trop pourquoi cela intervient maintenant alors que j'ai déjà effectué plusieurs impressions avec ce même filament et avec le même type de réglage cependant, un détail important après avoir vu différents posts, j'imprime du PETG à 235°. J'ai lu que ceux qui imprime de l'ABS arrêtaient la ventilation pour éviter ce problème. Je pense que mon problème initial est résolu même si je ne suis pas sur que la solution s’arrêter le ventilateur soit la meilleure. Merci pour vos retours, j'aurais encore appris pleins de choses grâce à vous !
-
Bonjour, Merci BEAUCOUP pour vos réponses très intéressantes ! Je fais les tests ce weekend et posterais les résultats
-
Hello, Je rencontre un message d'erreur sur ma Discoeasy et je sèche complètement ... Cela arrive en pleine impression. Une image valant mieux que de longs discours : Le problème est tout nouveau sans que je n'ai modifié quoi que ce soit sur l'imprimante. Je n'ai pas changé de marque de filament ni de configuration ... Auriez-vous déjà rencontré ce problème ? Merci pour votre aide !

-
simplify3d Problème d'impression type cône inversé
reed en réponse au topic de reed dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos réponses ! Je vais essayer en ajoutant un ventilateur. J'essaie de vous faire un retour rapidement :) -
simplify3d Problème d'impression type cône inversé
reed en réponse au topic de reed dans Entraide : Questions/Réponses sur l'impression 3D
@pascal_lb oui j'ai bien les ventilos qui tournent lors de l'impression. Il faudrait que j’essaie sans (enfin en réduisant la vitesse) ? J'y ai pas pensé mais ça se tente :) -
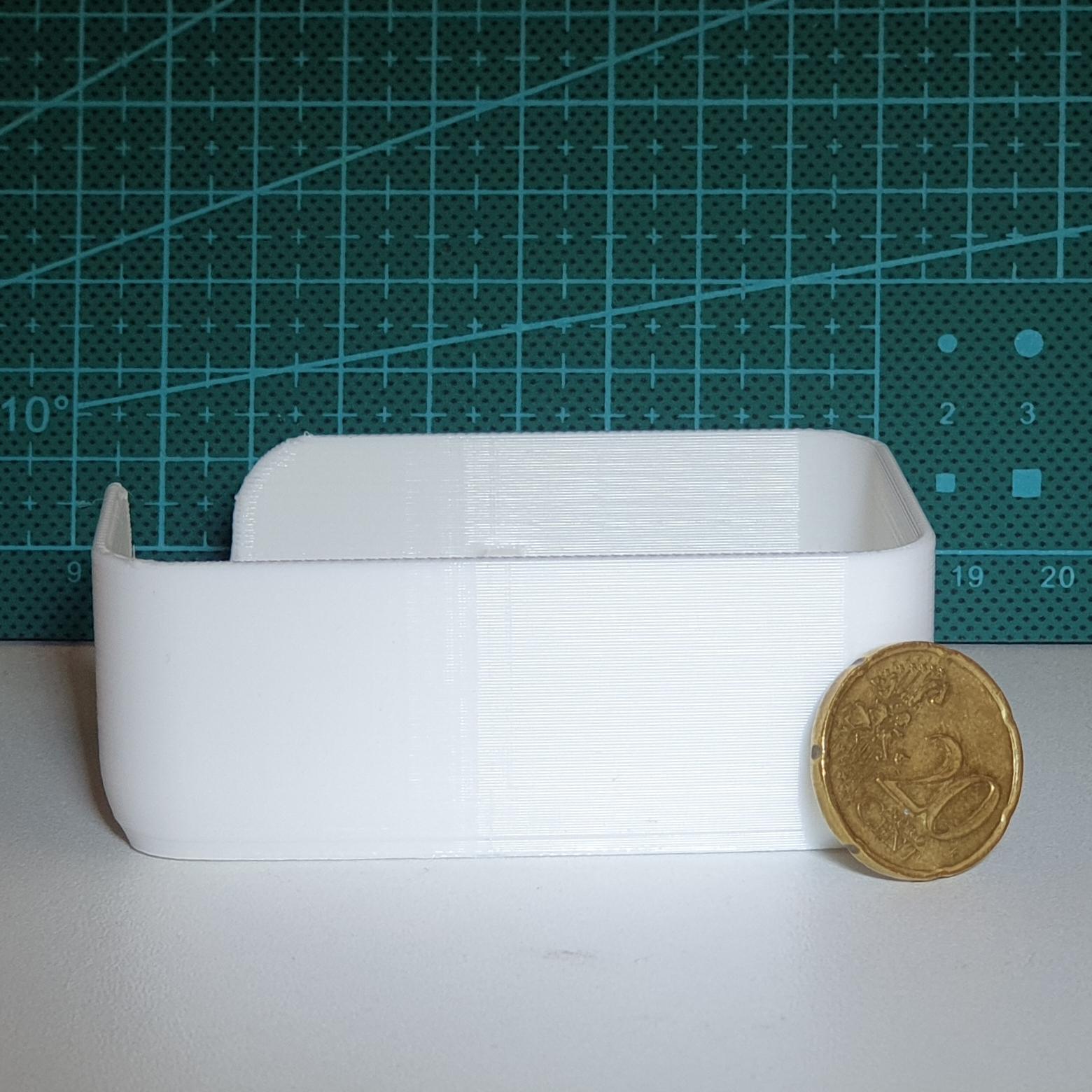
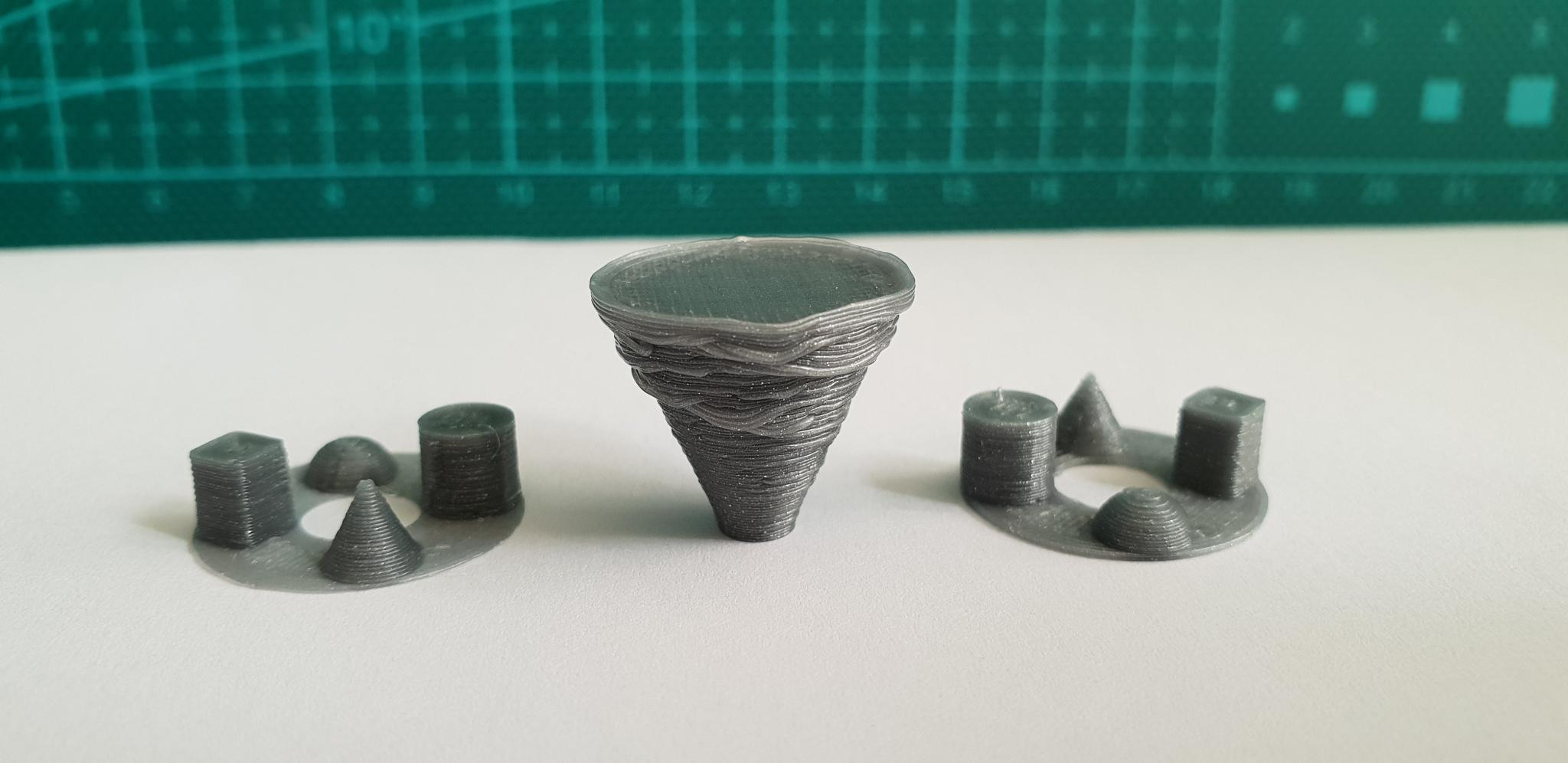
Hello les Makers ! Je ne sais pas ou poster mon problème car il est assez spécifique. Une photo vaut mieux qu'un long discours : L'impression du cône inversé "bave" et je ne sais pas comment corrigé ce problème qui est récurrent et systématique. Toutes mes autres impressions sont plutôt correctes. Un exemple d'une pièce terminée et ou ce phénomène apparait : Je ne sais pas trop quoi modifier pour améliorer mes impressions. J'imprime en PLA a 205° mais cela fait pareil avec du PETG. Merci d'avance pour vos retours !