Jojo3D
-
Compteur de contenus
117 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de Jojo3D
")





-
Ah, une dernière chose ! Je ne t'en veux pas personnellement @MrMagounet car tu as amené beaucoup de choses à ce forum et à moi-même aussi. Mais l'ignorance et la bêtise ne devraient pas polluer ce forum.
-
Là, ça devient ridicule MrMagounet. Tu cherches encore des arguments pour ne pas admettre que les limandes sont un atout pour nos imprimantes et tu te contredis à chaque phrase. Quand tu imprimes une tour de température pour détecter le stringing ou le bon réglage pour ton filament, ça n'est pas une forme simple peut-être ? Quand tu imprimes un cube, ce n'est pas une forme simple ? Quand tu demandes aux débutants d'imprimer un cube, c'est pour faire joli ? Tu argumentes sur des rendus parfaits ? Qu'est-ce qui peut être parfait avec des traits de fil fondu ? Pourquoi n'argumentes-tu pas sur la résistance à l'arrachement ? Bref, comme dialogue de sourds, on a atteint un sommet. J'arrête-là et ne chercherais plus à troubler votre bienpensance si bien cloisonnée. Pitoyable.
-
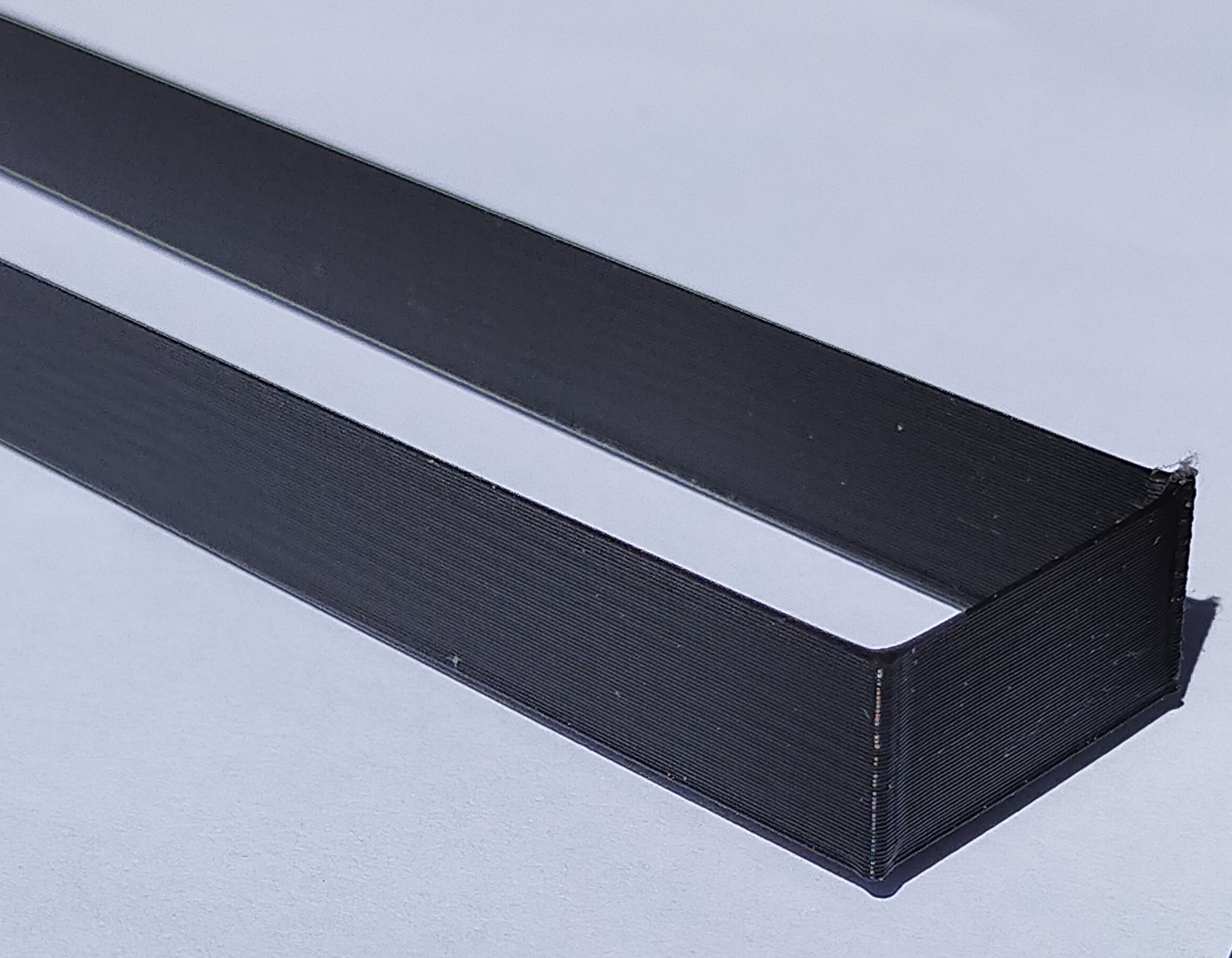
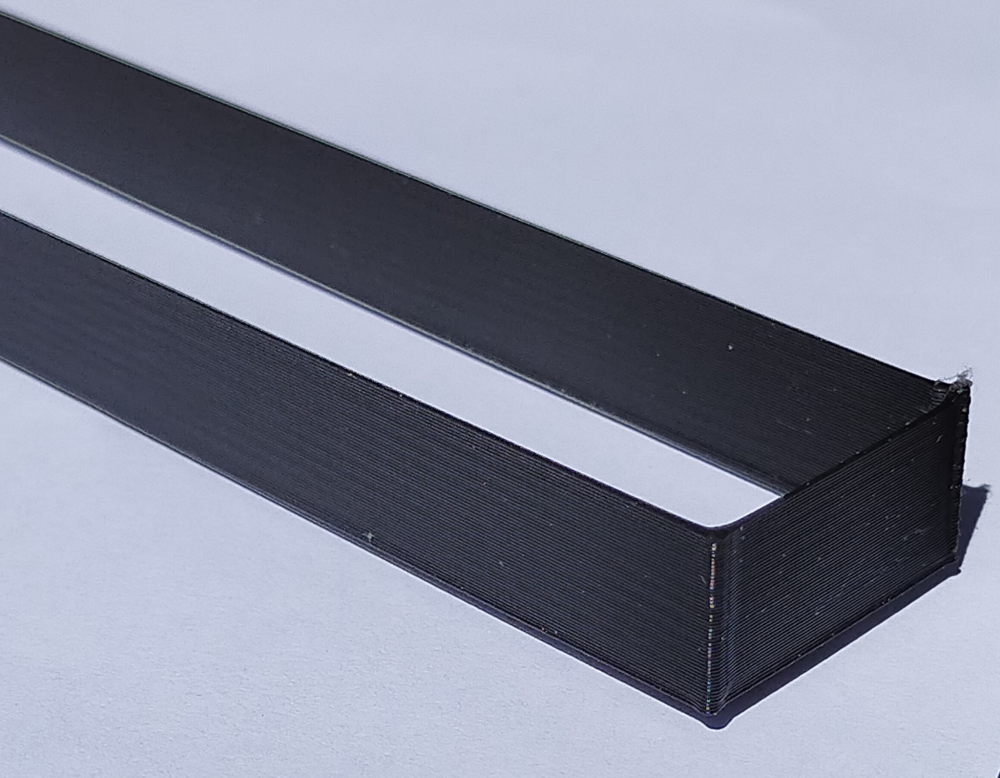
Là, je ne te suis plus @MrMagounet. Je comprend tes réserves et il se peut aussi que je me sois trompé, mais la question n'a jamais été que les Artillery sachent imprimer parfaitement à 300mm/s. Ce serait un non-sens sans modification profonde de la puissance de calcul de CM notamment. Mais aussi de fiabilité par les phénomènes de vibration et d'usure accélérée. De même, les Artillery ne sont pas comparables à des machines professionnelles, ultra-performantes ou très chères, ce n'est pas non plus le sujet. Le sujet portait au début sur le dénigrement par ignorance, des limandes qui ont beaucoup d'avantages sur une low-cost. Imprimer des formes cubiques type boites à une vitesse rapide est sûrement tolérable pour les Artillery STOCK pendant une période moyenne sans dégradation importante. Du moins, c'est mon avis au su de tous les tests effectués et que ma X1 n'a pas bougé d'un iota. Ce qui aurait été intéressant à comparer (dans un but constructif et instructif, pas pour la prise de tête), ce serait d'effectuer les mêmes tests avec des imprimantes filament low-cost sans limande avec au moins un bed de 300x300. D'autre part, si j'affirme imprimer à 300mm/s, c'est que j'ai imprimé à 300mm/s et mon axe Y en sourit encore ( en vrai, je n'imprime qu'en X pour les grandes longueurs ). Mais il me semble que les moteurs X et Y ont les mêmes paramètres sur la X1 et comme le moteur Y serait plus costaud que le X, il est possible que l'axe Y soit suffisamment puissant pour assurer le job. Je retourne au tableau pour tenter d'expliquer à ceuces qui voudraient comprendre s'il en existe : J'imprime un rectangle de 20x280mm sur une épaisseur de 50 couches de 0.2mm à la vitesse de consigne à 350mm/s à partir de la 4ème couche, 1ère couche à 50mm/s pour assurer. J'isole une zone d'impression rapide sur l'axe X et je mesure le temps de déplacement dans cette zone = 1.233 seconde. Attention, ça devient compliqué : 280mm/1.233s = 227mm/s de vitesse moyenne. Déjà, on n'est pas loin du compte mais cela inclut les zones d'accélération et de décélération qui réduisent le résultat réel. J'échantillonne donc la zone d'impression et j'obtiens une courbe qui démontre que l'imprimante limite la vitesse de déplacement à 300mm/s pendant 1/3 du temps. Cerise sur le gâteau pour les amateurs du genre : Le mur est monté à la vitesse de 350mm/s de consigne sur une seule épaisseur SANS BORDURE aucune et une vitesse d'impression réelle de : * = 300mm/s sur plus de 27% du temps total. * > 200mm/s sur plus de 60% du temps total. Le même test en vitesse de consigne à 600 mm/s : * = 300mm/s sur plus de 40% du temps total. * > 200mm/s sur plus de 62% du temps total. L'impression totale de la 1ère à la dernière couche s'effectue en moins de 3mn 15s. Plus de 60% du temps passé à une vitesse supérieure à 200 mm/s, vous pouvez maintenant évaluer l'intérêt d'imprimer plus vite. Et le résultat obtenu aurait pu être plus moche compte tenu de mon extrudeur mal étalonné :


-
Bonjour @MrMagounet, je comprend très bien ton point de vue que je partage en grande partie. J'ai aussi mon expérience en électronique et mini-mécanique informatique, en particulier en impression 2D par câbles limandes. La seule remarque que j'apporterai à ton raisonnement sur le calcul d'intensité, c'est que l'intensité maximum est donnée pour un signal continu. Mais quand le signal fourni est discontinu (alternatif ou autre carré, triangulaire, ...), on m'a appris à considérer l'intensité moyenne comme référence à la place de l'intensité maximum. Dans notre cas, à la louche (oui, c'est comme ça que l'on gérait l'efficacité et la sécurité ) je donnerai Imax/4 pour les moteurs (je ne tiens pas compte des micro-pas) et Imax/2 pour la résistance de chauffe. Avec cette hypothèse, les intensités passant par les câbles limandes de la X1 se retrouveraient dans la norme. Ce qui pourrait expliquer l'excellent comportement des Artillery après correctif des défauts que tu as judicieusement cité. Je remarque aussi un problème de sécurité (mais qui est aussi valable pour toutes les autres imprimantes du marché sans limandes) : De mon expérience, les câbles limandes bien installés et respectés créent avec l'usure uniquement des problèmes de coupure de service. Si la plupart du temps, ces problèmes seront constatés par la baisse de qualité des impressions, il se peut que la coupure se produise parmi un des 8 premiers fils d'une des limandes qui sont justement ceux de la résistance de chauffe. Dans ce cas, on risque une surchauffe des contacts restants et cela peut générer la destruction de tous les étages concernés de la résistance à la Main Board. La bonne nouvelle pour les Artillery, les pièces concernées sont relativement bon marché et facilement interchangeables ce qui leur confère un avantage certain par rapport à des faisceaux de fils de factures diverses (cause de propagation d'échauffement). Un avantage dans les performances globales (ou du moins un potentiel évident pour des performances excellentes) : Enfin, (comme déjà signalé dans un autre post) les limandes génèrent beaucoup moins de gêne mécanique dans les mouvements d'axes, ce qui permet d'espérer des vitesses d'impression d'excellente qualité plus rapides. Comme j'ai une imprimante STOCK et donc le Marlin d'origine 1.1.9, la limite d'impression maxi est fixée à 300 mm/s et je n'ai pu aller plus loin. Mais avec l'accélération, j'ai pu mesurer des vitesses absolues jusqu'à 650 mm/s (mesures non synchronisées avec horloge de 1/30s) et même pondérées, ces mesures restent encourageantes. Et la chose la plus surprenante pour moi, ça a été l'excellente tenue des roues d'axes et de la qualité d'extrusion qui reste linéaire. Bien sûr, les axes se mettent à chanter clairement mais ces essais "hors limite" m'ont déjà permis de mettre en évidence le gros défaut de mon extrusion et un problème de conception sur la plaque de fixation de l'axe X.
-
Manifestement, la science infuse, tu penses en avoir beaucoup. Mais c'est toi qui agresses sans avoir une once de compétence sur cette technique : C'est encore toi qui agresses en me traitant de menteur sans aucune compétence sur ces sujets : Quant à essayer de détourner l'attention sur des pseudo-règles du forum, je ne ressens personnellement pas le besoin d'afficher que j'ai une grosse imprimante de plus de 500mm (de hauteur) qui a plein des roues qui tournent dans tous les sens. Pourtant, Il t'aurait suffi d'exprimer ton avis en précisant simplement que les Artillery ne te semblaient pas à mettre entre toutes les mains à cause des nappes qui sont très techniques. Là tu aurais eu raison mais quand on ne sait pas et qu'on préfère insulter, on n'affiche que sa propre ignorance. Tu as préféré insulter les participants de la partie Artillery qui, comme moi, passent beaucoup de temps à aider les débutants qui rencontrent ce genre de problème. Et pour faire ma petite réflexion merdeuse sur les règles de forum, tu aurais pu aussi avoir beaucoup de réponses dans la partie Artillery du forum si tu t'étais seulement donné la peine de la consulter.
-
Bonsoir @methylene67, Je possède une Artillery X1 STOCK, cad sans reflashage ou changement de pièces spécifiques, juste quelques optimisations mécaniques de base. Grâce aux nappes, je peux imprimer proprement à 300 mm/s sur certaines pièces. Peux-tu en exiger autant de tes imprimantes ? Grâce aux nappes, j'imprime en mode qualité à 100 mm/s sans problème. Peux-tu en exiger autant de tes imprimantes ? D'accord, les nappes demandent une attention particulière mais le gain est réel. Si par contre, tu as des arguments factuels, je suis volontiers preneur.
-
Tout sur l'Artillery Sidewinder X1
Jojo3D en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Non, seulement pour vérifier que tu ne possèdes pas un modèle 110V modifié qui pourrait agir sur ton problème. Je suis nul en chimie, je ne connais pas la différence entre les différents alcools (à part ceux qui se dégustent) mais à 90% l'IPA devrait aller. 90% ou 90°, c'est la proportion d'alcool par rapport à l'eau dans un volume de produit, donc l'affaiblissement d'un produit pur très corrosif. Non, l'alcool à 90% ou 95% ne dégradera pas le plastique sain de nos filaments mais peut nettoyer les détritus de plastiques dégradés. Mais ces alcools servent surtout à dégraisser la surface du bed : traces de doigts, graisse, reste de repas, etc. Température moyenne : 50°C maximum (122 °F) Pense surtout que ton bed est structuré avec un certain type de résine qu'il ne faut en aucun cas dégrader, donc pas de produit trop agressif. Vu l'état de ton bed sur la photo, commence par une phase curative en ne forçant pas trop. Suivant le gain de ce premier résultat, on avisera. -
Tout sur l'Artillery Sidewinder X1
Jojo3D en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Re @Bibibof, Dans quel pays imprimes-tu ? -
Tout sur l'Artillery Sidewinder X1
Jojo3D en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Bonjour @Bibibof, C'est toujours le même problème, quand tu ne fais pas d'entretien régulier, tu dois passer au curatif qui est plus agressif. Tu auras sûrement autant d'avis que d'utilisateurs sur ce forum, chacun maîtrisant sa propre méthode. Comme les dépôts dépendent principalement du type, de la qualité et de la couleur de ton filament (oui-oui, il faut étalonner même la couleur qui peut donner une accroche différente, c'est du vécu), tu vas aussi devoir créer ta méthode personnelle. Mais SURTOUT, la base du décollage sur le bed origine est d'attendre son refroidissement complet : << 40°C. Mon avis pour ce qu'il peut valoir avec un bed toujours très clean : ENTRETIEN : JAMAIS quand c'est possible : laine d'acier, éponge dure style "scotch-brit", spatule émoussée ou rigide. EVITER car très agressives sur les résines (sauf tests préalables) : Acétone, Alcool >= 99%. FAVORISER un entretien quasi-systématique à chaque impression : Alcool à brûler (90%) avec papier type "essuie-tout", alcool industriel (95%) en cas de forts dépôts. L'effectuer au début de chauffe ou à chaleur moyenne favorise l'évaporation rapide de l'alcool. ENTRETIEN régulier : A froid, Eau + Liquide Vaisselle et Micro-fibre avec rinçage sérieux. entretien alcool pour finir. Décrocher tes impressions : avec une carte de crédit ou carte de visite en carton. Si ça ne marche pas, attendre le refroidissement total du bed, voire dans certains cas, sur-chauffer le bed. 2. CURATIF : Tenter une sur-chauffe stable au maxi du bed pendant une dizaine de minutes, essayer d'extraire à chaud, l'excédent de filament avec une bourre épaisse de mèche de coton, essayer de gratter l'excédent avec une carte de visite en carton, attendre le refroidissement du bed, vers 40-45 °C, tenter un entretien à l'alcool industriel. A froid complet, tenter entretien au savon en forçant avec la micro-fibre. Si résultat certain mais incomplet, refaire la procédure entière. Sinon, tout est possible mais je ne garantis rien : réimpression grasse des premières couches des objets déjà imprimés et attente refroidissement complet du bed. Marteau+Burin. Poudre noire, etc. ++ -
Bravo @wolve17, avec la modification, tu as carrément mis en évidence un problème de nappe ou de carte intermédiaire. Cherche une nappe pas tout à fait perpendiculaire avec son connecteur, ça devrait le faire. Sinon, vérifier l'état des fins de nappe si un fil plat n'est pas abimé dans les extrémités : 4 premières pins et 4 dernières pins. Ensuite, si tu ne trouves rien d'évident, il faudra songer à démonter les cartes pour vérifier les soudures. ++
-
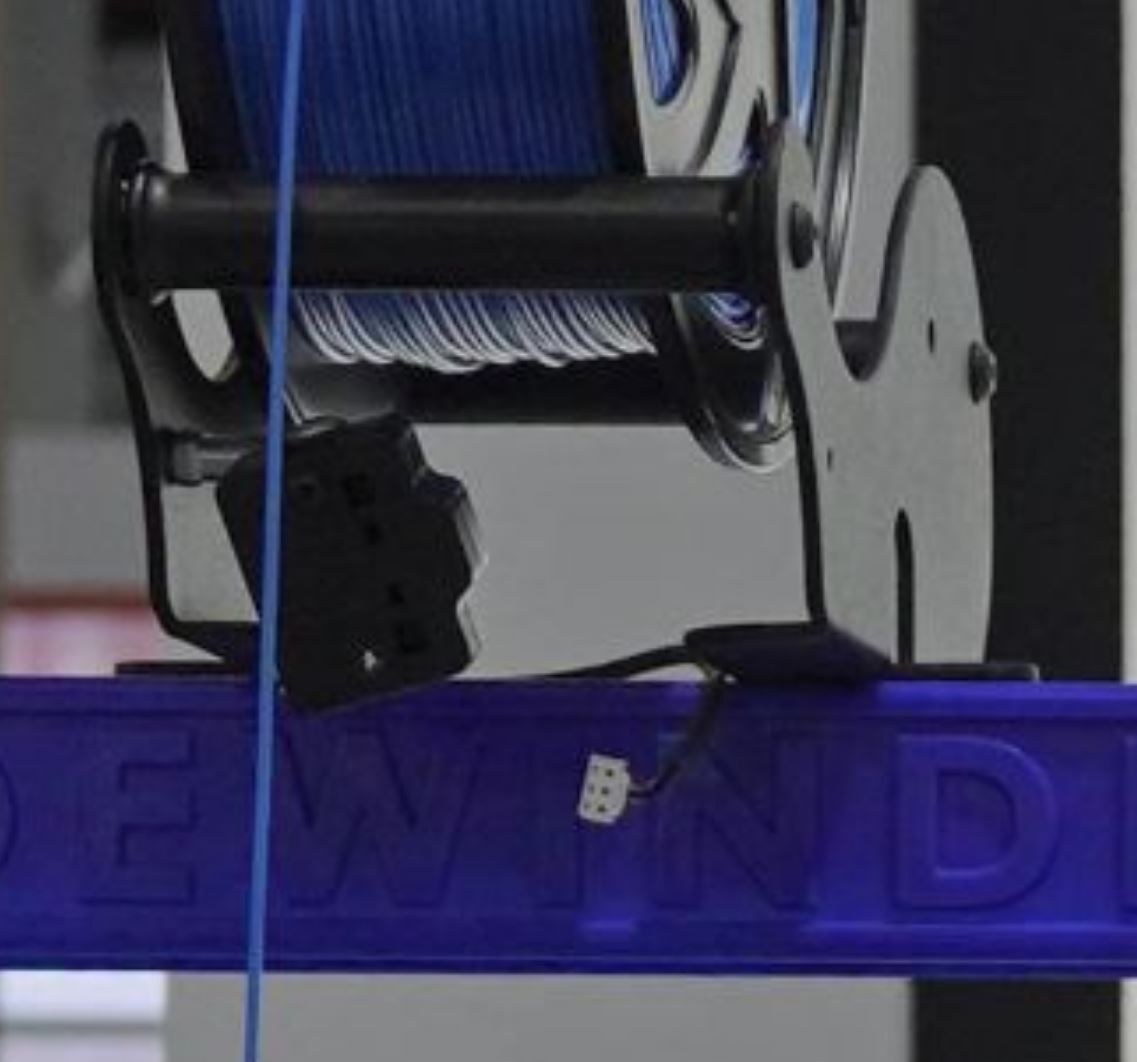
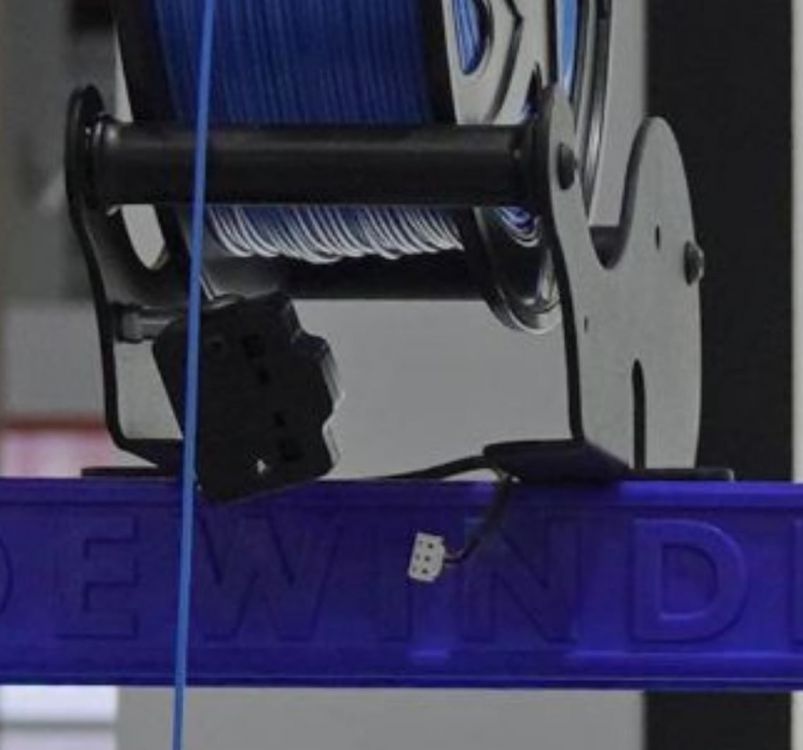
Merci pour les infos @MrMagounet. Apparemment, le BLT doit être livré câblé, sinon ça ne serait pas sympa... : Je reste sceptique sur la rigidité du rail en ABS avec la hauteur de la X1. Quid aussi des renforts verticaux que l'on rajoute pour augmenter la rigidité. Quid aussi pour supporter une bobine 2kg ou deux bobines 1kg (je rêve encore de ce double extrudeur ). J'ai aussi appliqué une modification sur les vis Z qui permet un réglage facile et très fin pour synchroniser les 2 axes Z. Sinon, intéressant le chemin de cable du bed : Et enfin, la rallonge du support filament et ... LA HONTE : Squizzer le switch de fin de filament pour une première publique, est-ce vraiment sérieux ? Astuce : ils ont fait pareil pour la X1 à côté. Je rejoins vos avis, nos bécanes corrigées et améliorées devraient mieux se comporter à priori.


-
Merci @Tazchris, Bloqueurs de nappes limande 20 p ET 30p, BLTouch, supports renforcés de l'axe X ! Courroie de synchronisation axe Z déportée en haut !? Caractéristiques globalement identiques à la X1. Pas de double extrudeur ! Artillery Ruby 32 ??? Main board 32 bits spécifique Artillery? Firmware Ruby, ça existe ?
-
Le temps de manger un bout de pain et @MrMagounet m'a doublé. Comme l'a dit @MrMagounet en ajoutant une référence du grand chef dont la photo te montre LE BON montage. ++
-
Bonjour @Edso60, Ton impression de cube permet de voir que tu as au moins un problème d'extrusion. Alors en premières vérifications et dans l'ordre : Qualité de connexions électriques de l'ensemble d'extrusion : Sonde, résistance, câbles limandes 20p puis 30p. Qualité de serrage mécanique (et donc thermique) : Sonde, résistance, buse, four, HeatBreak. Dégradation du téflon dans le HeatBreak ou d'un câble limande ou sonde ou résistance, etc. D'autre part, si tu utilises une buse de 0.4, la hauteur de couche de 0.32 est à la limite conventionnelle de capacité d'impression propre (80% du diamètre de buse). De même, la hauteur de couche à 0.32 avec buse 0.4 induit un mode d'impression grossière (prototype, brouillon, ...) et pas une recherche de résultat final. ++
-
Oui, je comprend. Dans ce forum, il y a eu un problème avec le connecteur de sonde ou résistance chauffante qui avait chauffé et dégradé la qualité de soudure sur la carte extrudeur. Quasiment invisible sans démonter la carte. D'autre part, la section des fils de nappes n'est pas optimum (la rançon de la souplesse qui permet les vitesses élevées ). En cas de sur-intensité, elles peuvent se dégrader facilement. ++