dem1980
-
Compteur de contenus
95 -
Inscrit(e) le
-
Dernière visite
Récompenses de dem1980
")





-
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Non j'ai installé un nouveau firmware sous Marlin 2 il y a quelques semaines pour voir la différence. Le firmware vient de là : https://github.com/Guizz27/Marlin---Longer-LKx-Pro Associé au firmware de l'écran : https://github.com/boromyr/LK4-Pro-Screen-Theme -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
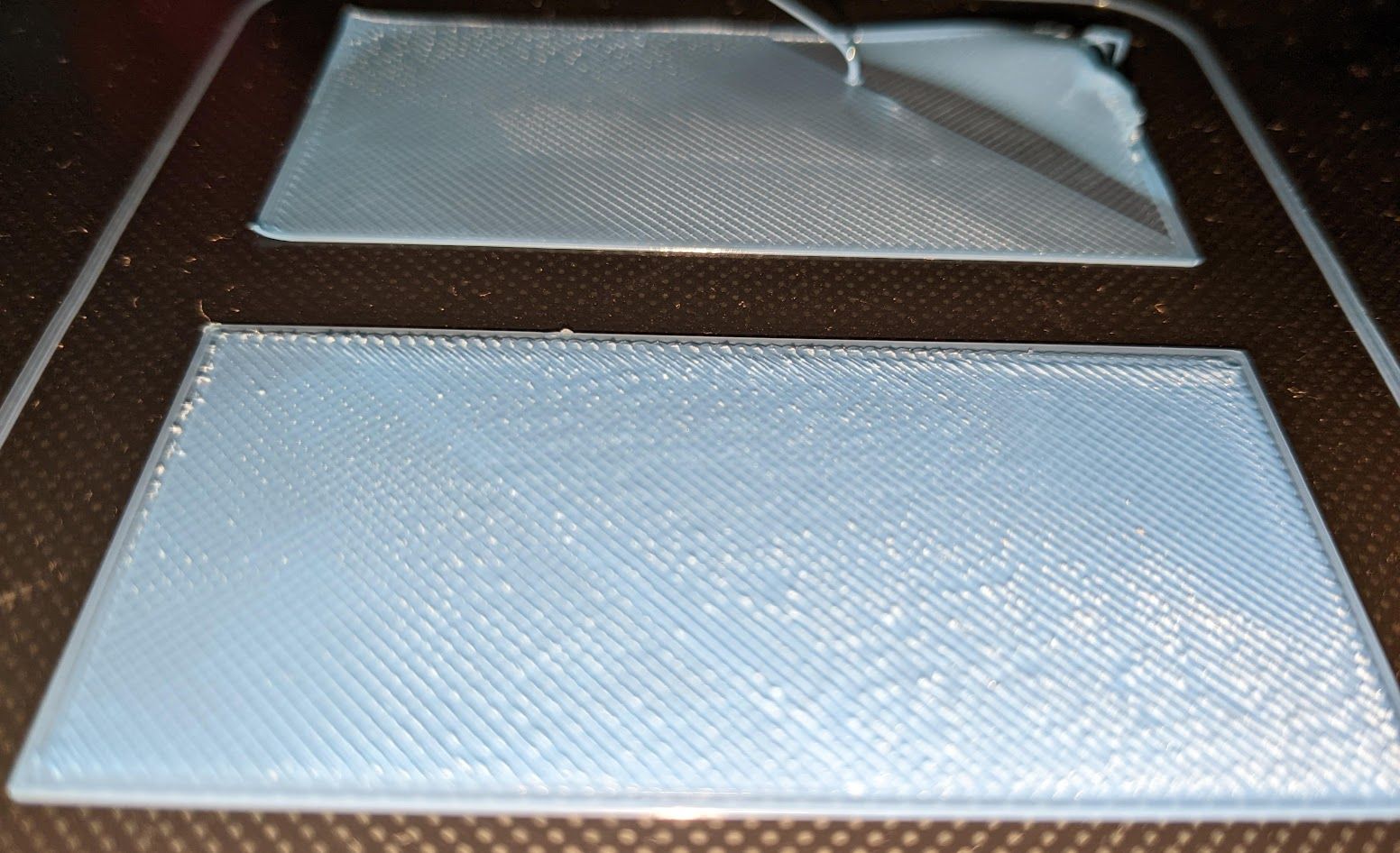
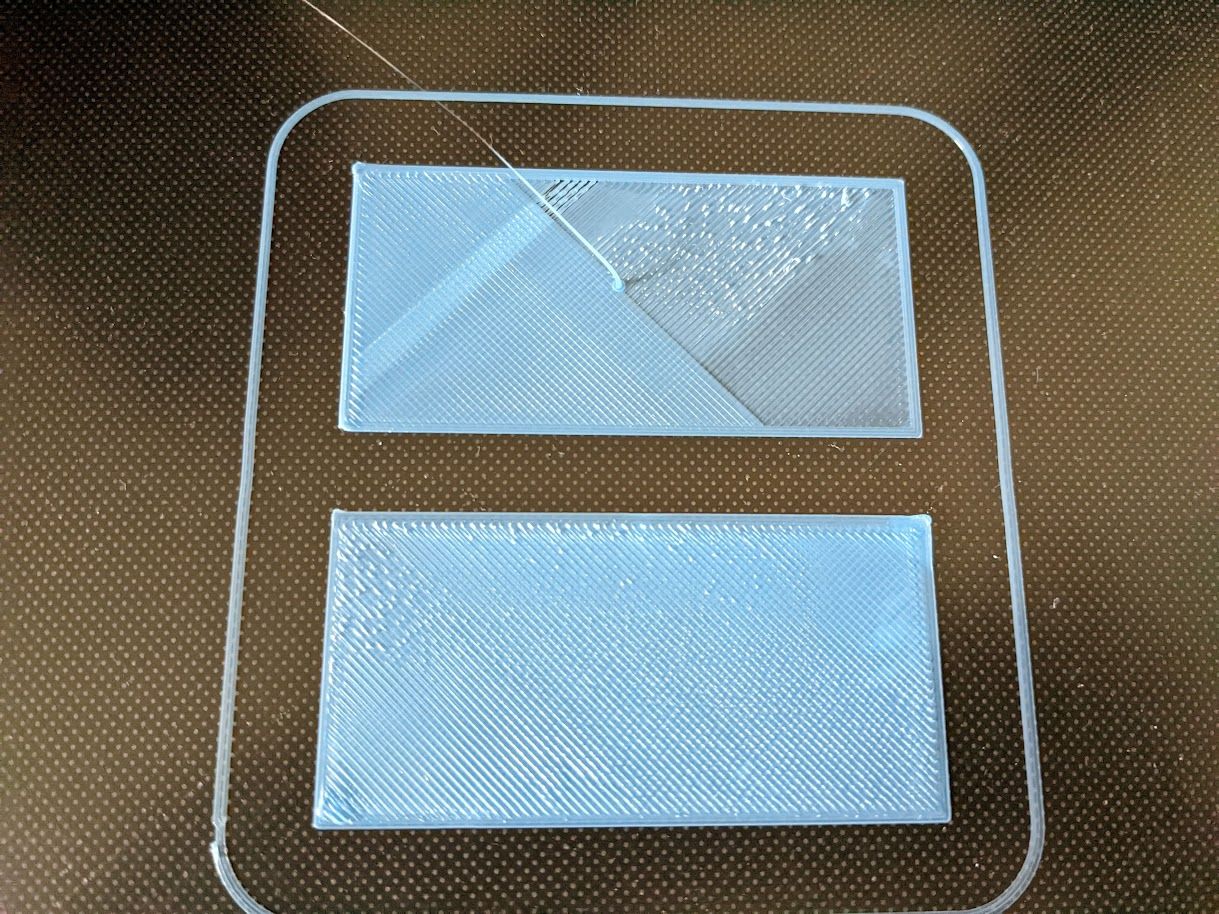
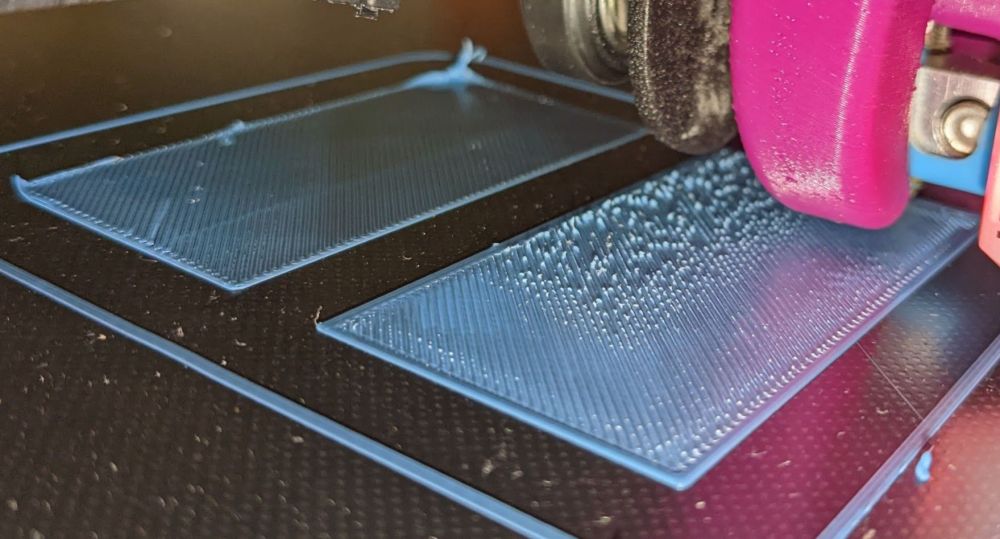
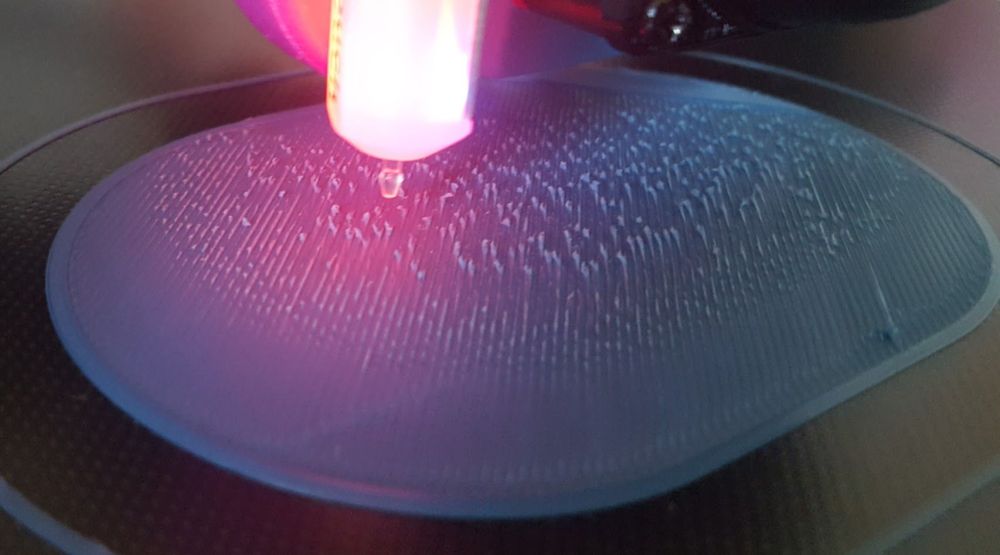
Je suis parti ce soir sur un profil vierge de LK4 Pro sur Cura 5.1.1 dont voici le gcode de démarrage (par défaut sans retouche) : ; LONGER Start G-code G21 ; metric values G90 ; absolute positioning M82 ; set extruder to absolute mode M107 ; start with the fan off G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Du coup c'est très basique, ca fait une ligne de purge sur la gauche du bed et ca démarre l'impression. Mode sans BLTouch donc. Et voici le résultat (rectangle de devant avec un flow de 100% et rectangle de derrière à 60% sur la couche 1 et 70% sur la couche 2 via le panneau de l'imprimante) : Couche 1 / Couche 2 Le rectangle du fond est complètement parti en cacahouète avec les coins qui se décollent. Du coup j'ai commandé une buse Nitro de 0.40 chez Hotends pour voir... Je referai la calibration avec la nouvelle buse.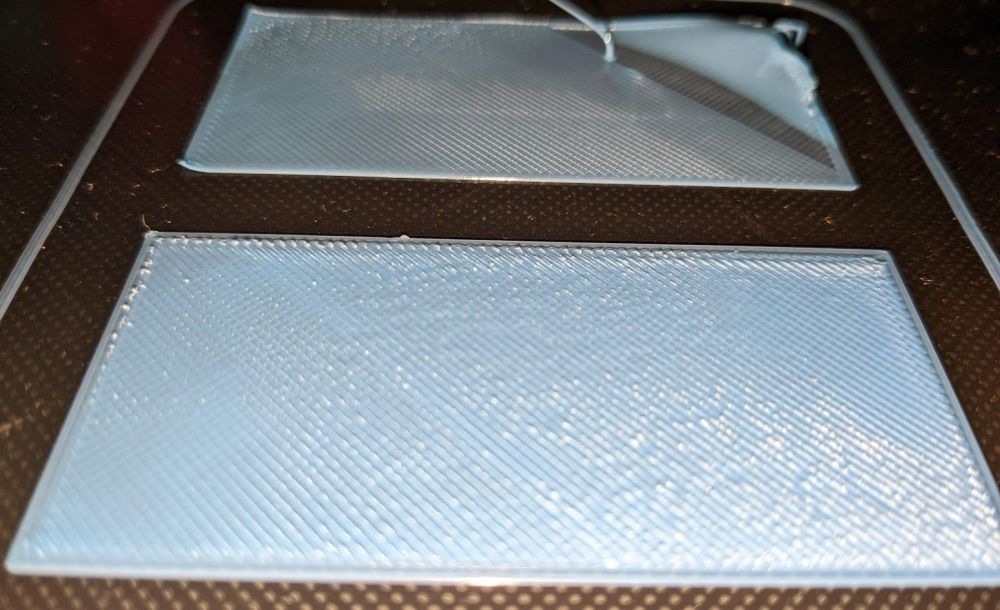
-
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Pour le Pokemon, j'avais imprimé normalement, via Cura avec un flow de 100%. Pour le remplissage, je ne vois pas trop de problème. C'est souvent des lignes fines, donc les lignes ne bavent pas les unes sur les autres comme cela est le cas sur une surface plane où toutes les lignes sont collées les unes aux autres et donc si une ligne bavent, cela se répercute sur la voisine. Pour enlever le soucis de BLTouch et de code de démarrage, je vais essayer la semaine prochaine de faire une impression à 100% en partant sur un gcode de démarrage très simple, sans BLTouch ou autres choses que j'avais ajouté au fur et à mesure. Je prendrai le code de démarrage par défaut de Cura. Pour les buses j'avais pris une fois un lot de 4-5 buses 0.4 pas chères, pas de marque. Je peux tenter de changer ça si vous avez un bon lien pour 1 ou 2 buses. -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
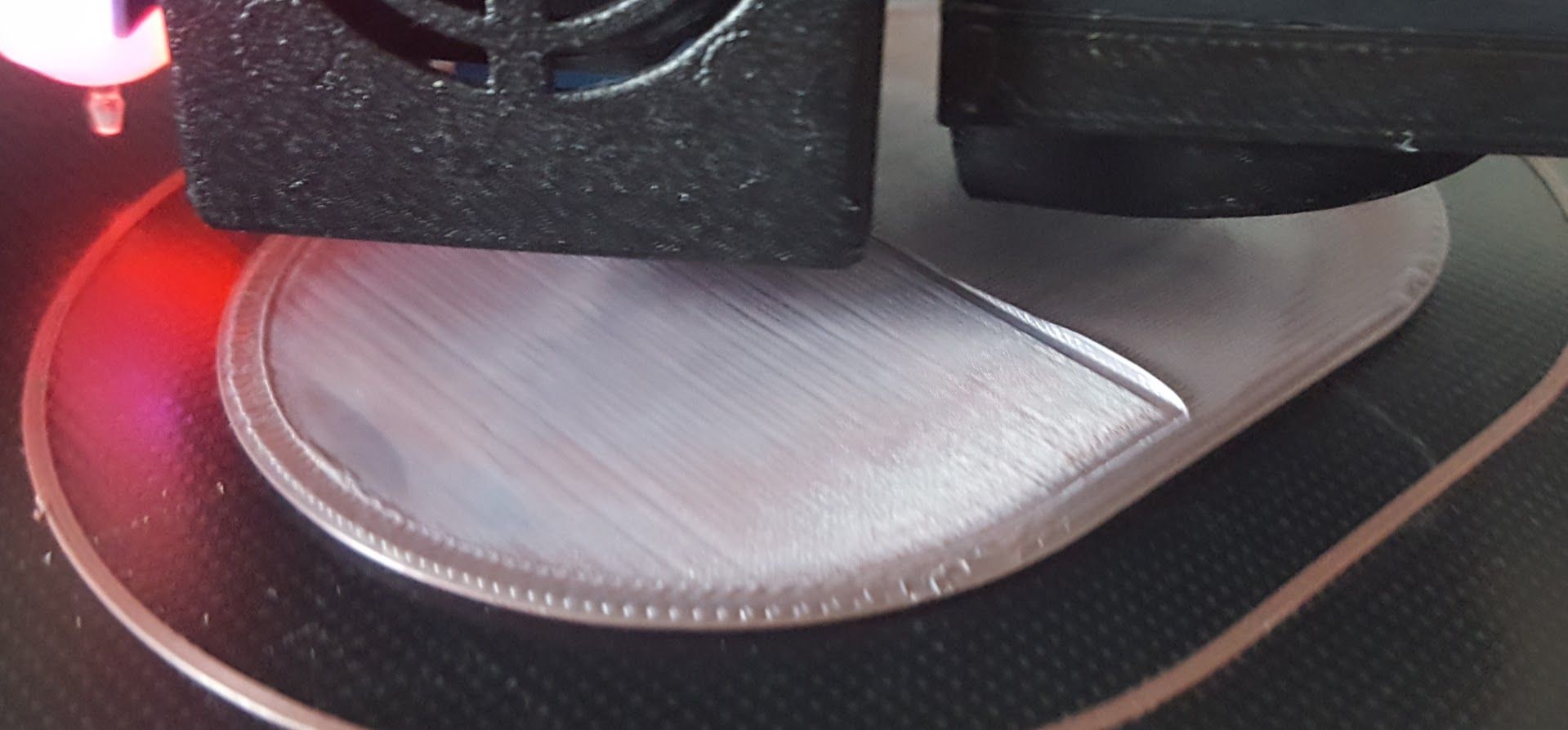
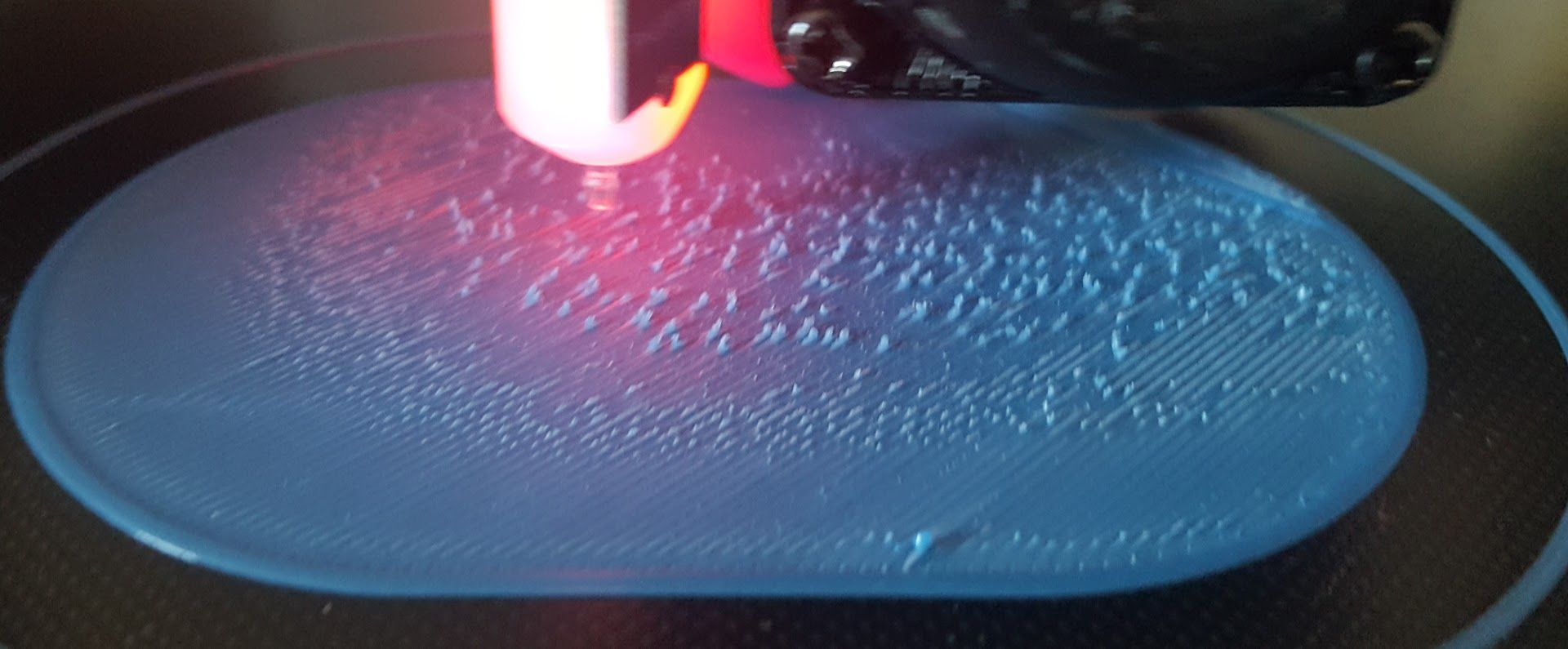
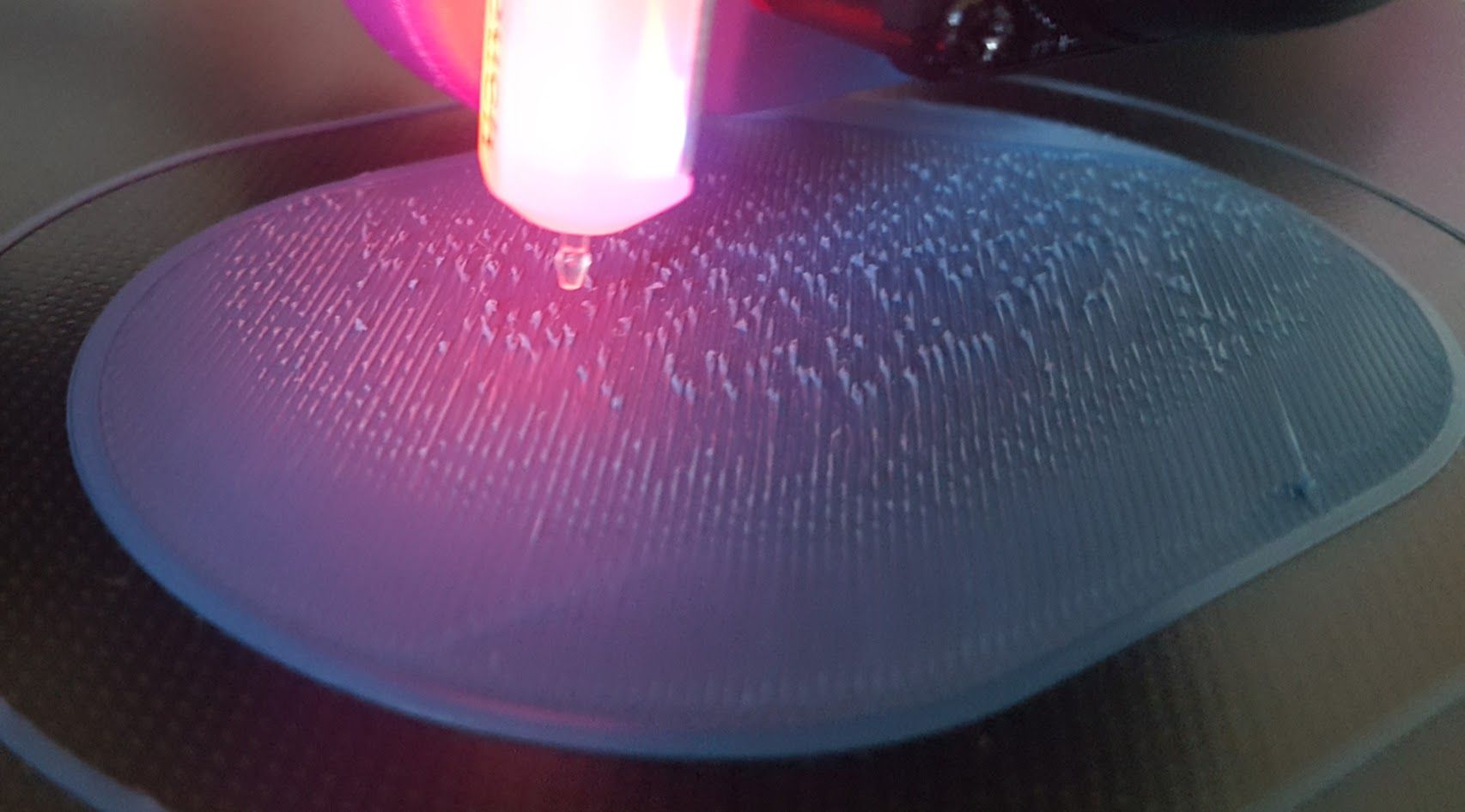
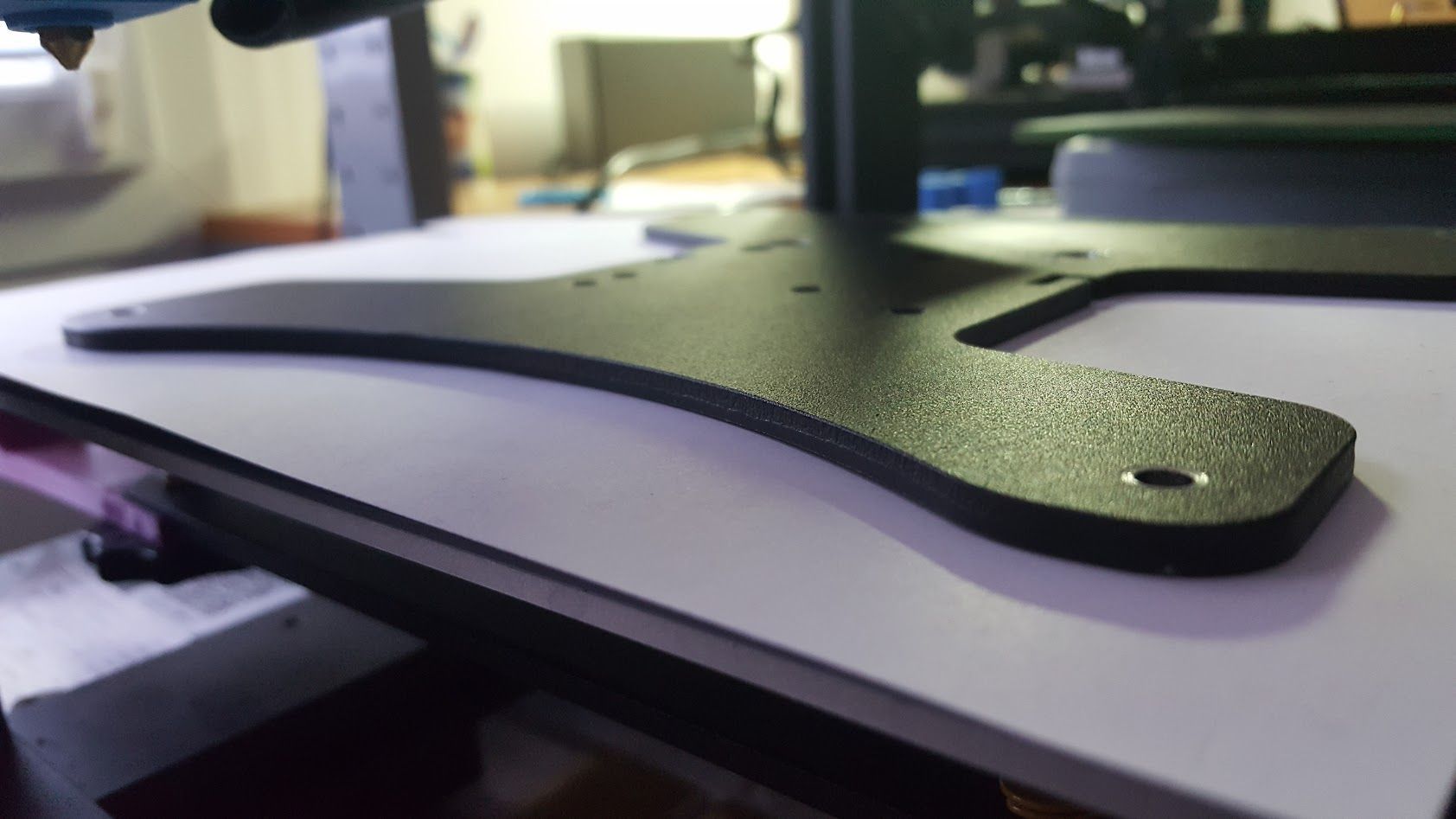
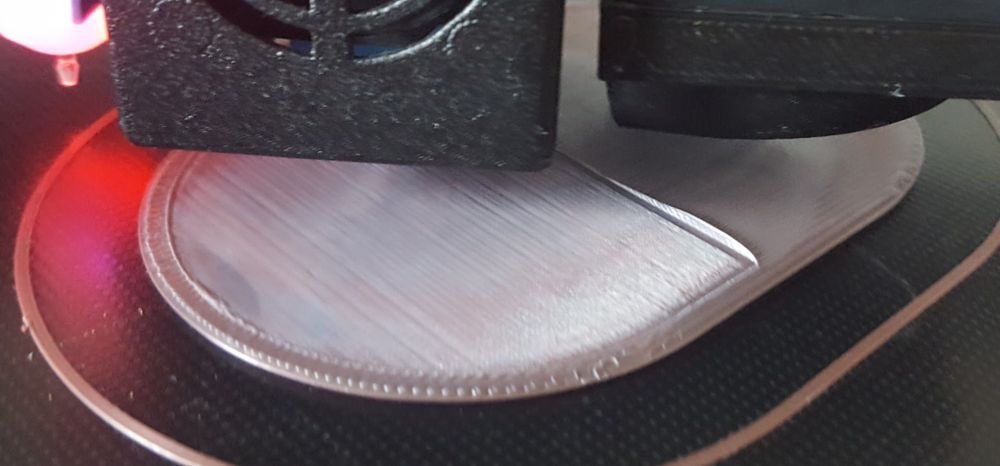
Le soucis est sur toutes les couches. A partir du moment ou j'ai une surface plane parallèle au bed. Si je fais un cube, cela touchera la surface du fond du cube, sur les premières couches ainsi que la surface du dessus du cube, en toute fin d'impression. Sur cette dernière, je peux activer l'ironing dans Cura pour réellement lisser la dernière couche en "sous extrusant" justement. https://all3dp.com/2/cura-ironing-3d-printing-ironing/ Exemple avec ironing qui "nettoie" la surface plane, logiquement il ne devrait pas y avoir cette bavure, il y clairement trop de matière, c'est encore un "sparadrap" comme tu dis pour compenser le défaut, sans le corriger. Ici la buse vient de la gauche et va vers la droite. Elle déplace la bavure au fur et à mesure vers la droite où je pourrai l'enlever à la main : Je n'ai pas eu ce soucis au début. Il est apparu sans que je ne m'en rende compte peut-être 6 à 12 mois après le démarrage de manière persistante. Cela était certainement trop tard pour trouver l'élément ayant causé ça. Si j'imprime des objets non cubiques, cela ne se voit pas. Mais j'ai souvent besoin de faire des boites et je suis dessus du résultat. Si les réglages ne donnent trop rien, je tenterai de changer de buse mais en prenant un nouveau lot car les buses de rechange que j'ai viennent du même lot et elles sont bien notées 0.4 cependant, mais on ne sait jamais. J'avais une fois changée la buse d'origine par une autre suite à un bouchage. Avec des courbes, je suis plutôt content :
-
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
J'avais avant le firmware officiel Marlin 1 puis j'ai modifié les sources pour gérer le BLTouch. Récemment, j'ai repris un firmware en Marlin 2 et gestion du BLTouch. Cependant le soucis est toujours là. Malgré le fait que j'efface l'eeprom au changement de firmware. Cela est donc une config vierge différente à chaque fois. Le soucis est effectivement là depuis longtemps mais cela n'est gênant que pour les surfaces planes parallèles au bed. J'espère trouver le problème car cela gâche le plaisir et l'envie d'imprimer. Pour faire des volumes courbes ou accentués, cela ne se voit pas. Éventuellement cela entraine des supports parfois trop collants. J'ai fait des modifications assez sommaires (fang, ventilo) mais j'étais revenu à la version de base sans corriger le soucis non plus. Je vais tenter de partir sur un gcode de démarrage vide aussi, sans BLTouch pour voir la différence. Je vais aussi retenter la calibration suivante https://teachingtechyt.github.io/calibration.html#flow -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Voici en PJ le fichier utilisé sur lequel j'avais demandé un flow de 75% LLK4PRO_Palm_Island_Card_Box.gcode -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Je vais tenter ça au prochain essai Merci Le T0 (sur le M104 et M109) s'applique à la température de la buse, tu penses que cela peut impacter l'extrusion ? Dans le doute, je vais les enlever du code de démarrage aussi. -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
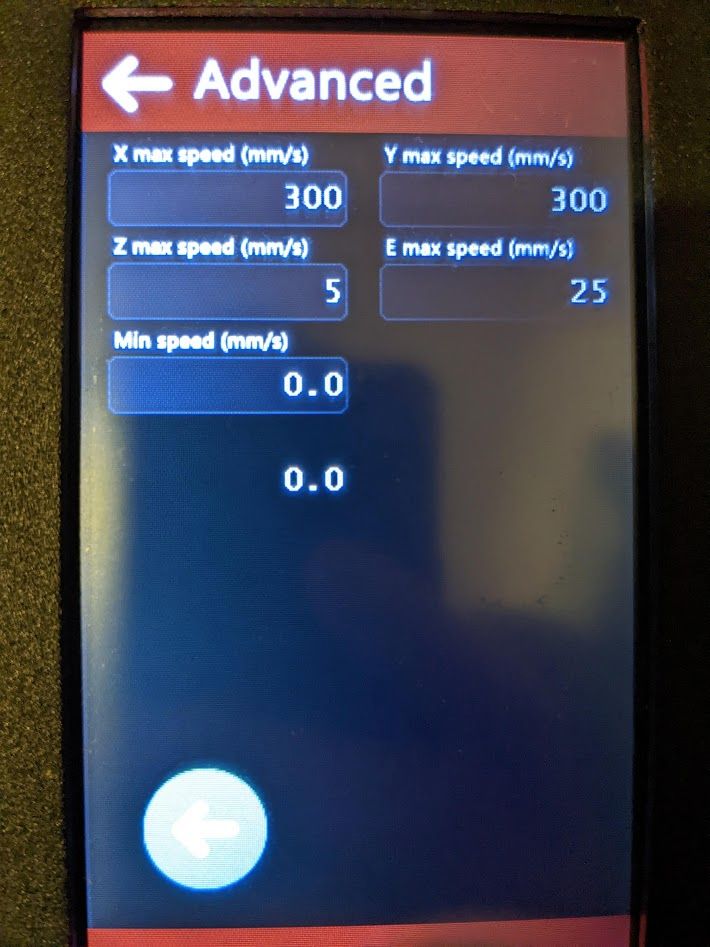
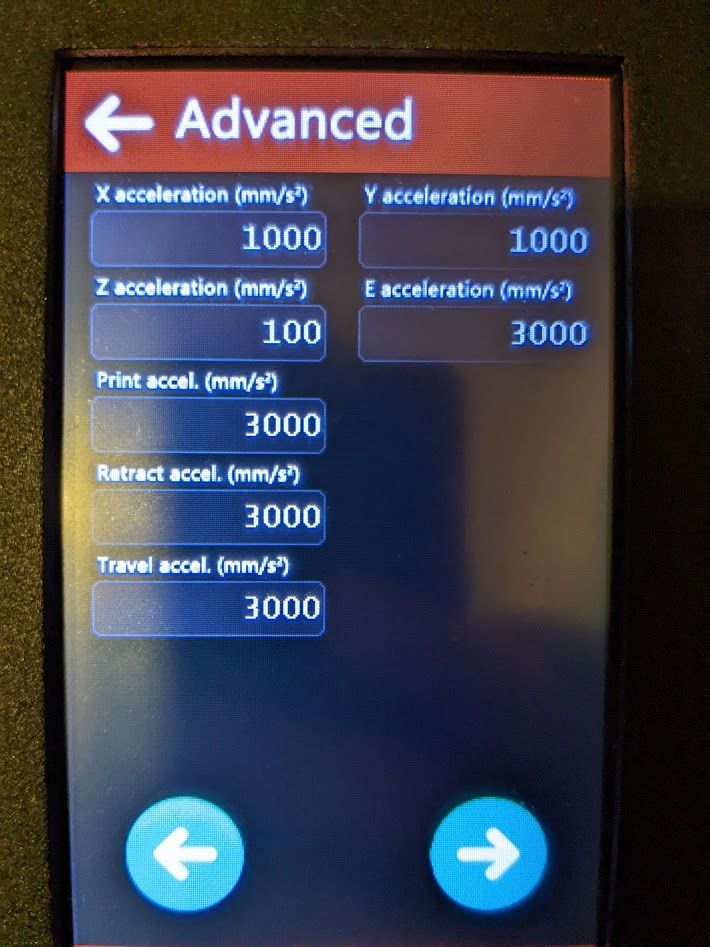
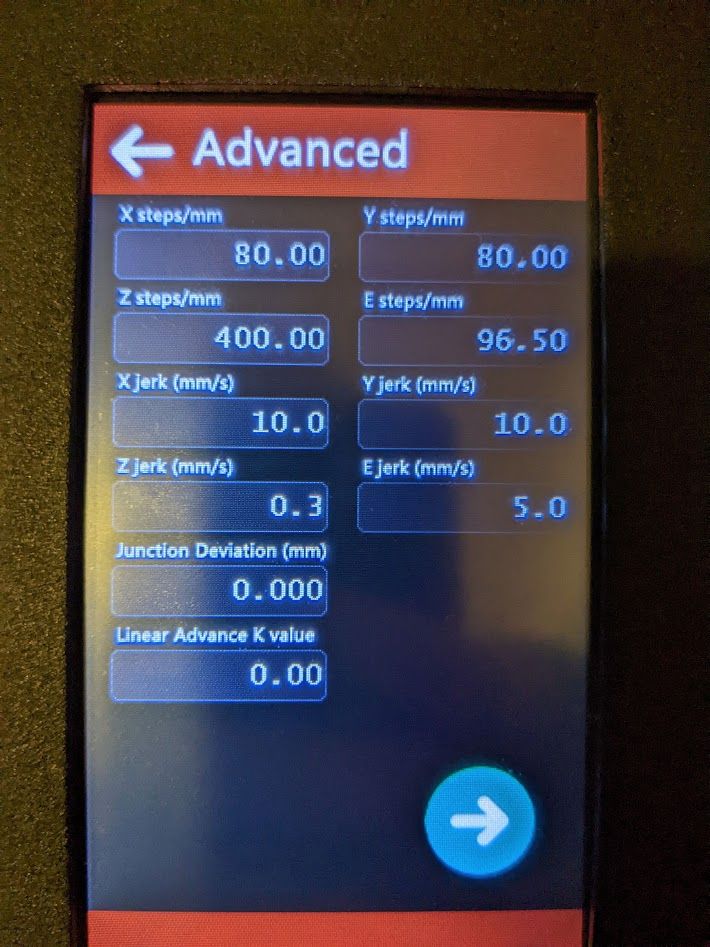
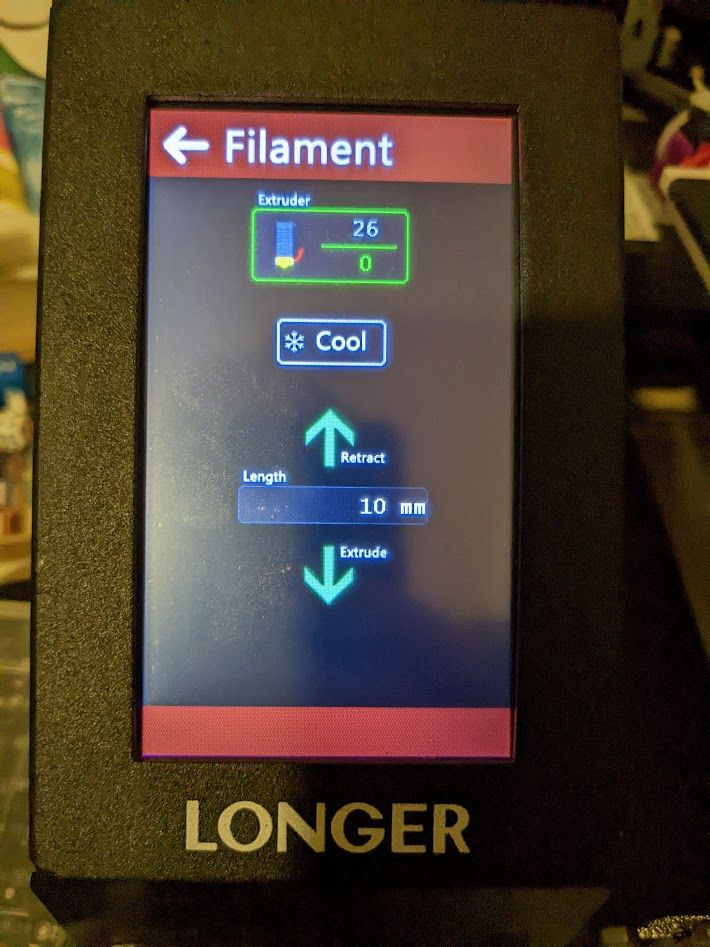
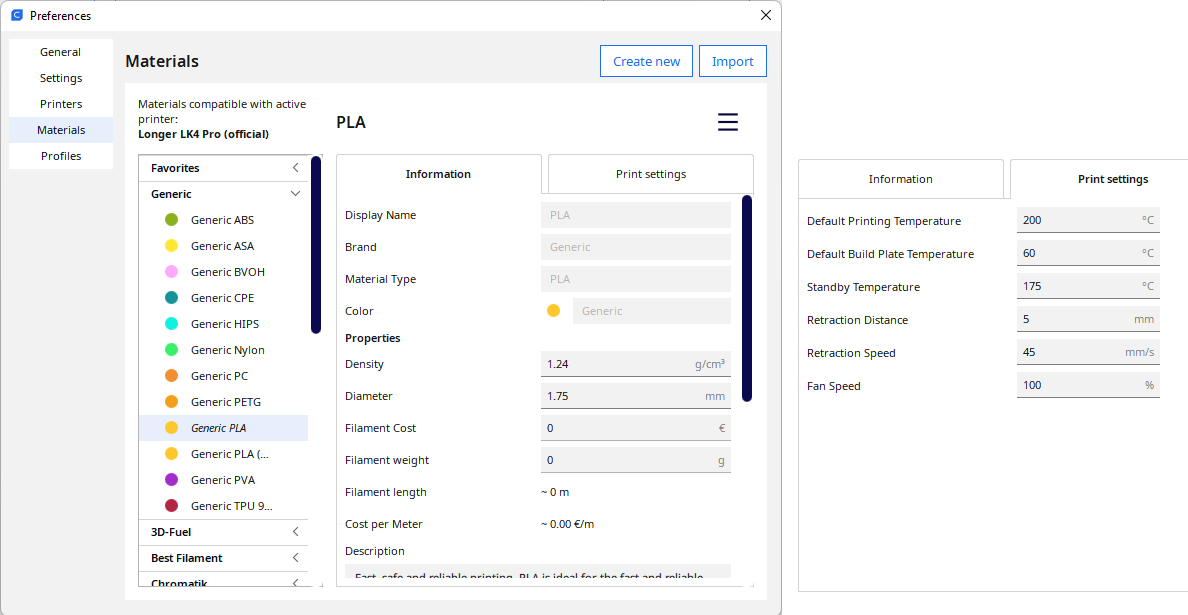
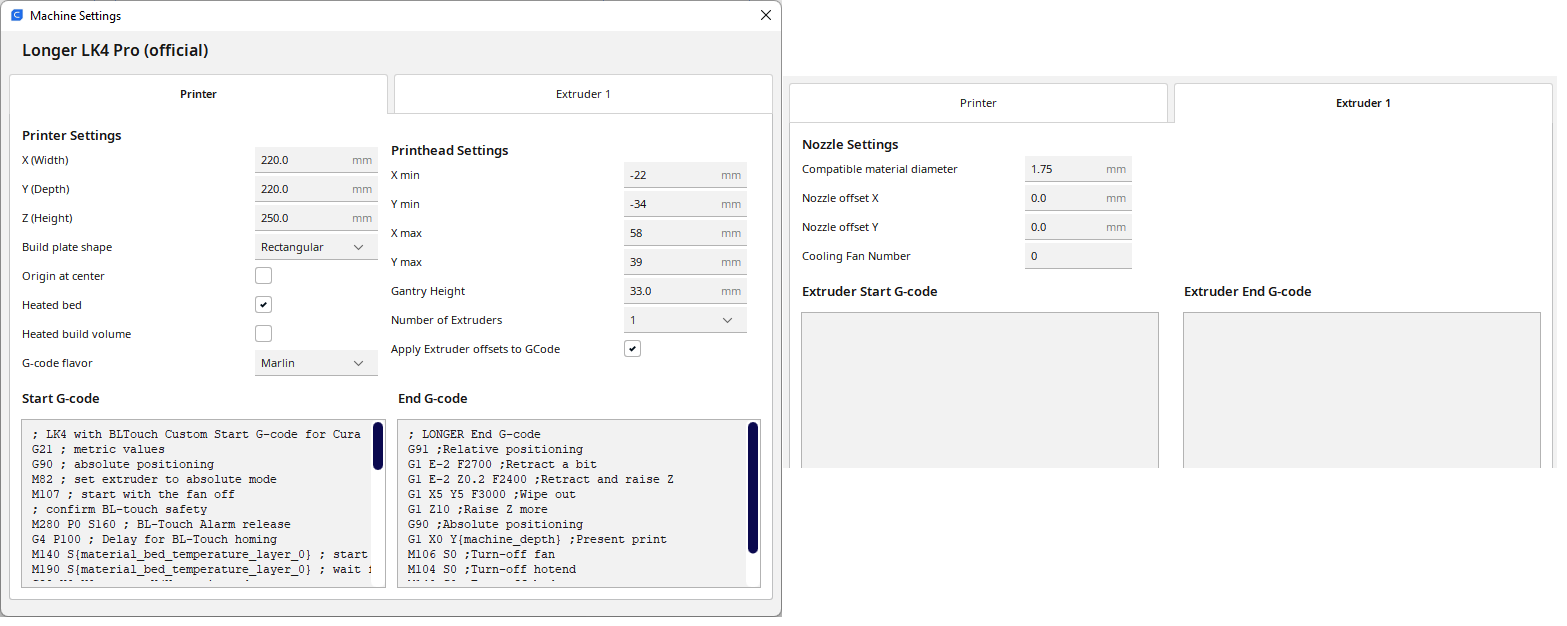
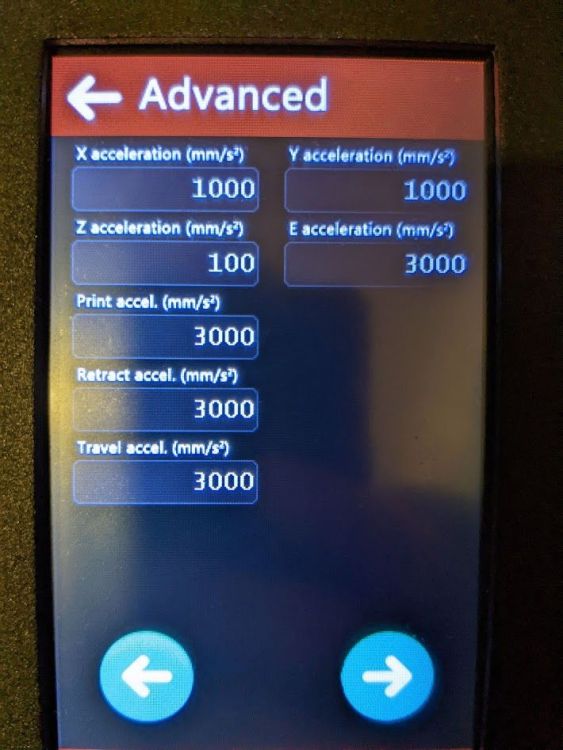
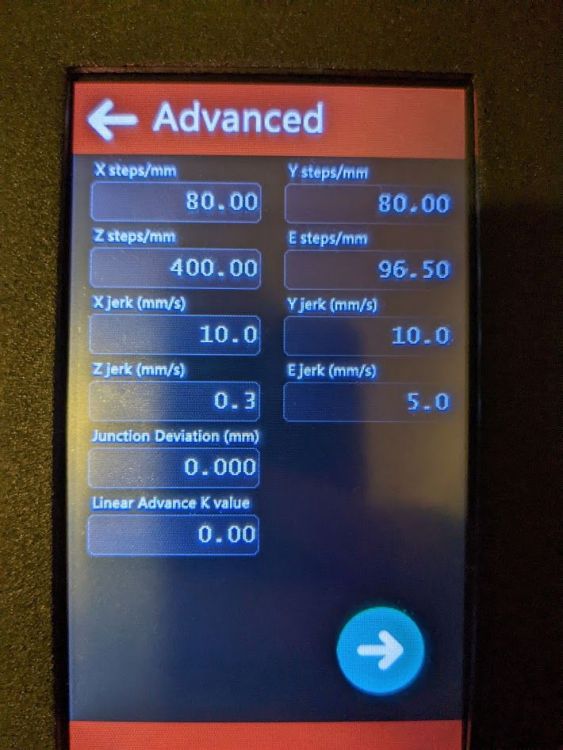
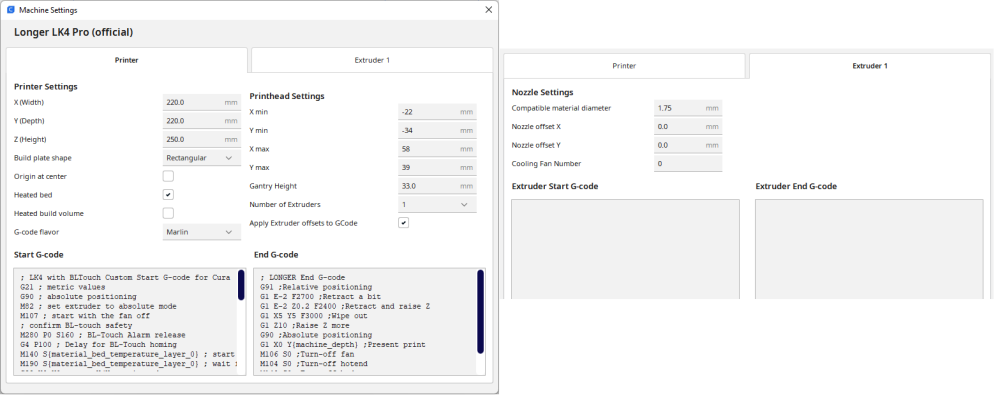
La ligne M92 ressemble à ca lorsque je la récupère en fin d'impression via Pronterface, c'est bien la même qu'au démarrage de l'imprimante : M92 X80.00 Y80.00 Z400.00 E96.50 La valeur E96.50 vient de la calibration de l'extruder pour prendre 10 cm quand je lui demande de prendre 10 cm. Je n'ai plus la valeur originale en tête, elle devait être à 99.0 de mémoire. Mais j'ai refait plusieurs fois le calibrage pour affiner la valeur et avec E96.50, j'ai la bonne longueur de filament qui entre. La valeur a été saisie via Pronterface puis sauvée car elle est bien réaffichée après avoir éteint et rallumé la machine, en faisant un M503. J'ai pris le fichier gcode utilisé sur mon modèle 3D pour forcer le flow à 75% mais je n'ai dedans ni ligne M92 ni M221. J'ai bien une ligne de commentaires tout en bas du fichier, mais je ne vois ensuite pas comment est appliqué ce 75% dans le gcode : ;End of Gcode ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Standard Quality ;SETTING_3 #2\\ndefinition = longer_lk4pro\\n\\n[metadata]\\ntype = quality_cha ;SETTING_3 nges\\nquality_type = standard\\nsetting_version = 20\\n\\n[values]\\ ;SETTING_3 nadhesion_type = skirt\\nflow_rate_extrusion_offset_factor = 75\\n\\n ;SETTING_3 ", "extruder_quality": ["[general]\\nversion = 4\\nname = Standard Qu ;SETTING_3 ality #2\\ndefinition = longer_base\\n\\n[metadata]\\ntype = quality_ ;SETTING_3 changes\\nquality_type = standard\\nsetting_version = 20\\nposition = ;SETTING_3 0\\n\\n[values]\\n\\n"]} Dans le menu Filament, je n'ai pas trop d'options. Ou alors ma version de Marlin n'a pas ces options de visibles ? Sinon j'ai le menu Avancé avec un peu plus de choses, dont le E96.50 Mon code de démarrage dans Cura est le suivant : ; LK4 with BLTouch Custom Start G-code for Cura G21 ; metric values G90 ; absolute positioning M82 ; set extruder to absolute mode M107 ; start with the fan off ; confirm BL-touch safety M280 P0 S160 ; BL-Touch Alarm release G4 P100 ; Delay for BL-Touch homing M140 S{material_bed_temperature_layer_0} ; start preheating the bed M190 S{material_bed_temperature_layer_0} ; wait for Heat Bed temperature G28 X0 Y0 ; move X/Y to min endstops G28 Z0 ; move Z to min endstops ; reconfirm BL-touch safety M280 P0 S160 ; BL-Touch Alarm realease G4 P100 ; Delay for BL-Touch M104 S150 T0 ; start preheating hotend ; bed leveling G29; Auto leveling M420 Z5 ; set LEVELING_FADE_HEIGHT M500 ; save data of G29 and M420 M420 S1 ; enable bed leveling ; prepare hot-end G1 Z1 F3000 ; G1 X1 Y1 F3000 ; M109 S{material_print_temperature_layer_0} T0 ; heat to cura hot end ;* End Preheating * G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish ;Put printing message on LCD screen M117 Debut de l impression... Au niveau de Cura, je ne vois trop rien comme réglages, ici le filament : Ici la machine :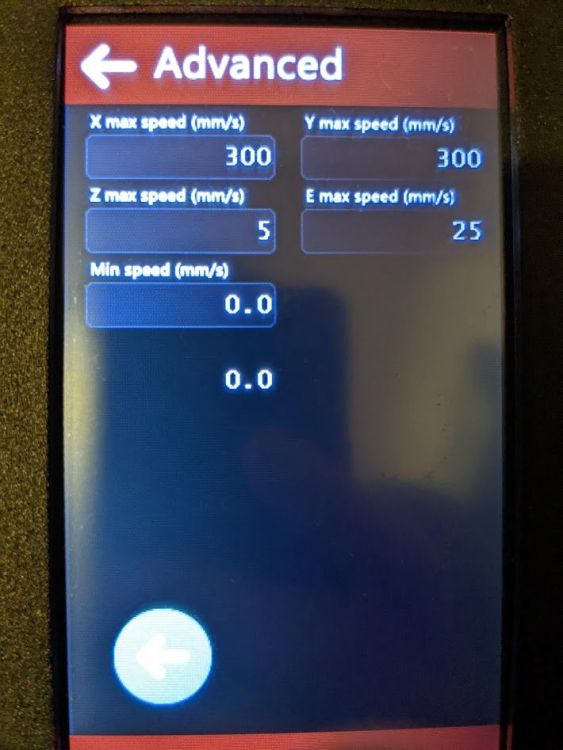


-
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai en effet déjà fait le calibrage de l'extrudeur. Lorsque je demande de prendre 10 cm, j'ai bien 10 cm qui entre. Je vais regarder après une impression si mes valeurs sont toujours celles d'avant l'impression via Pronterface. -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
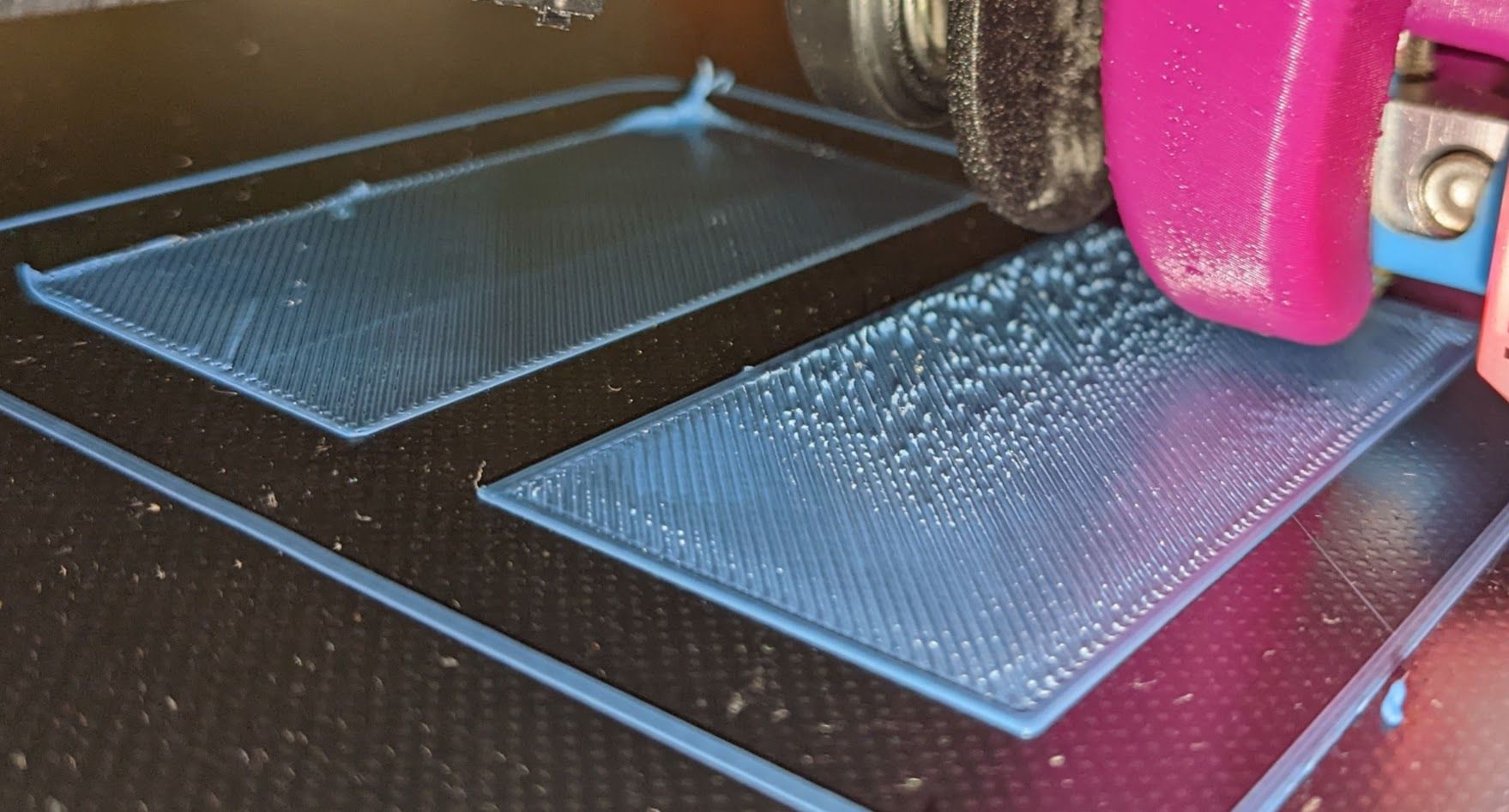
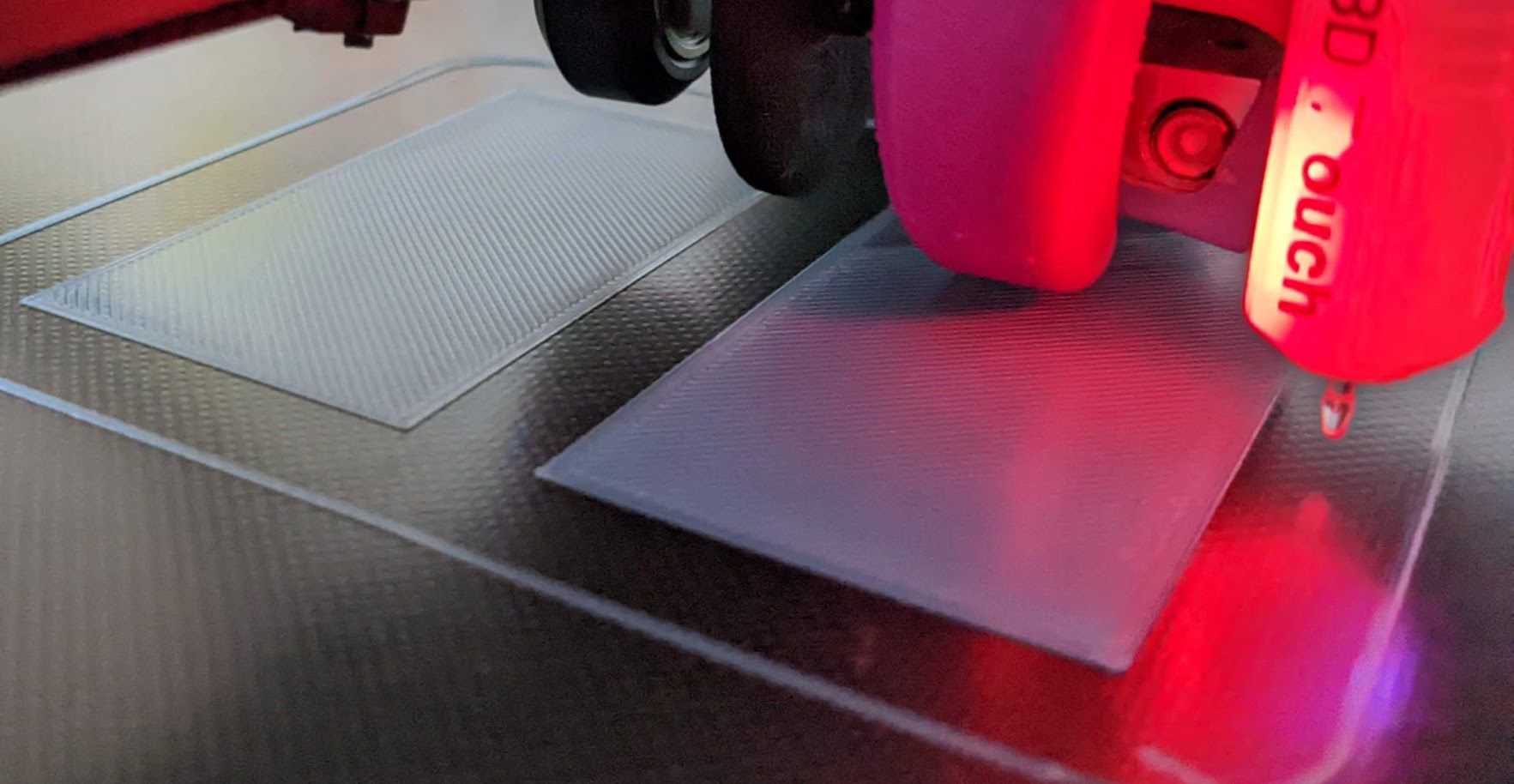
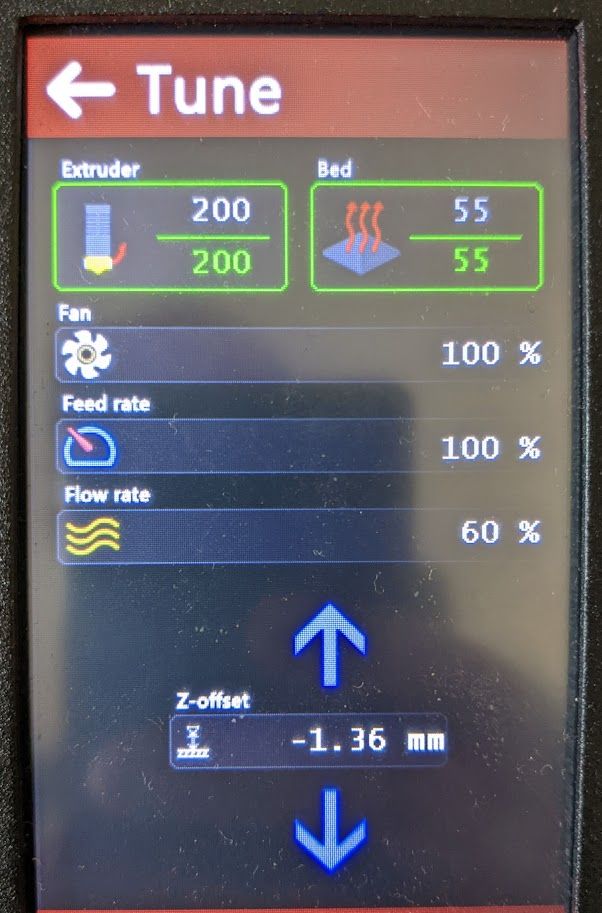
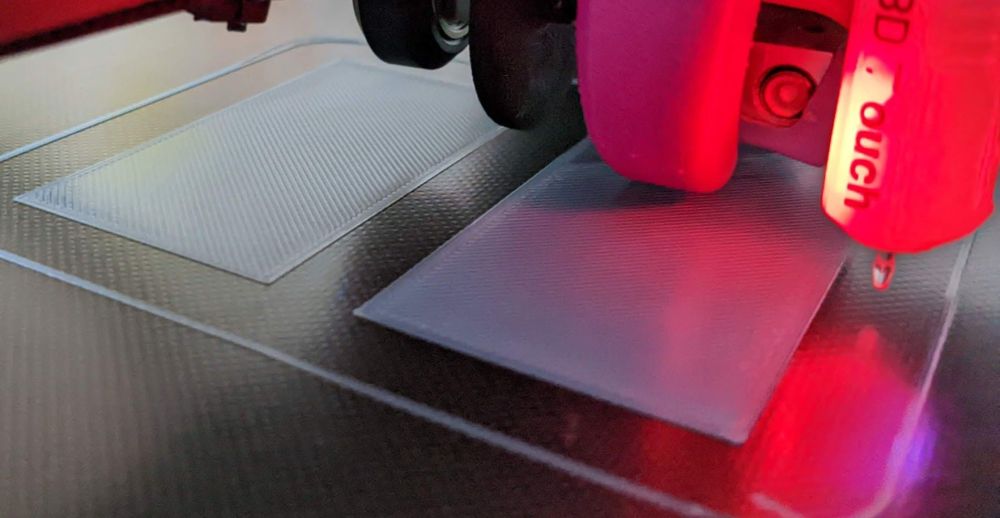
Merci pour vos retours. Cela semble pas loin d'être résolu donc. Voici un essai en mettant "Flow rate compensation factor" à 75% dans Cura 5. On voit que le rectangle du bas est un peu moins baveux qu'avant. En haut j'ai un passage sur la gauche ou il manque de la matière car j'ai du coup mis 50% dans l'interface de l'imprimante pour voir. J'ai également tenté de changer la température du filament à 190 ou 210 pour voir si changement, mais aucun changement sur le bas. La buse est indiquée 0.4, à priori pas de raison que ce ne soit pas juste, et le filament fait 1.75 ou très proche. Tout cela est configuré comme tel dans Cura. Voici un autre essai. Ce coup-ci je pars toujours de mon fichier généré avec Cura à 75%. J'ai cependant passé via l'imprimante à 60% dès le début. Le résultat est vraiment chouette. Par contre cela indique que je suis à 60% ? Ou il faut cumuler les 75% et les 60% (soit 75+60 = 45%) ? Je n'ai rien de trouvé de probant dans le menu Filament de l'imprimante. J'essaye de faire ce soir une photo de ce menu et des réglages avancés présents dans un autre menu.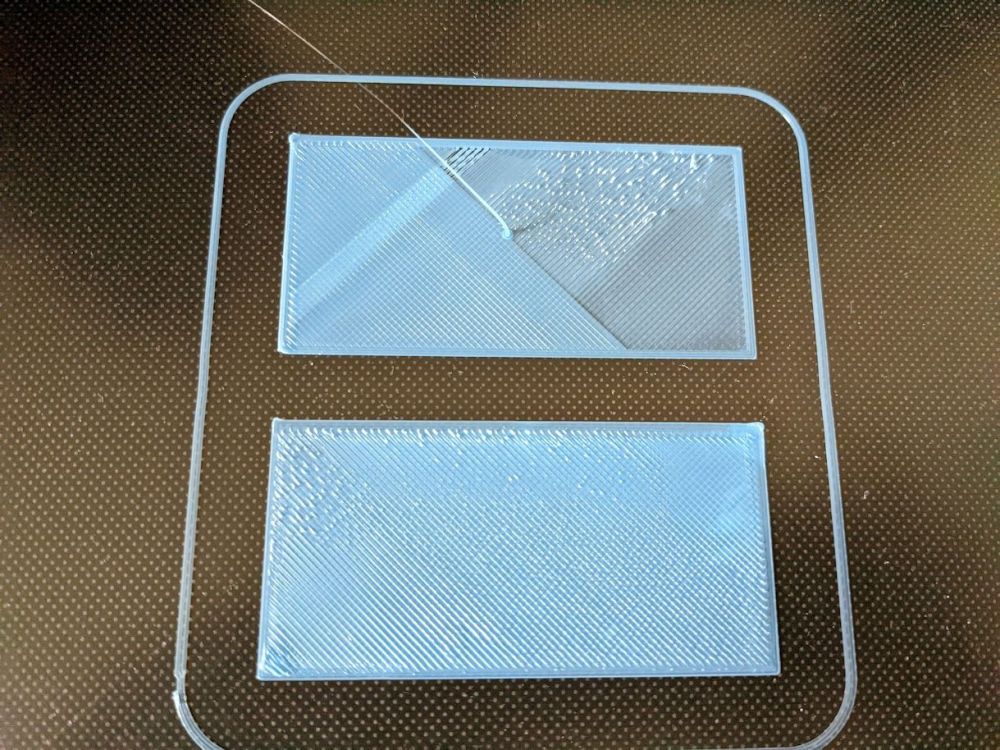
-
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Au niveau de l'imprimante (Longer LK4Pro) cela ne me dit rien. -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Ok merci je vais tenter de faire un rectangle pour voir avec 75%. Vous conseillez de laisser 100% dans le slicer (Cura 5) et de mettre 75% sur l'imprimante ou mettre 75% dans le slicer et ne pas toucher à l'imprimante ? -
Surfaces moches près des bords
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, bon mon imprimante me fait toujours des surfaces moches. Cela a-t-il déjà été référencé/identifié quelque part et du coup avec des solutions ? Ma surface est bien droite. Cela le fait pour tous les filaments, neufs ou non. La calibration de l'extruder semble ok. En mettant une extrusion à 90% pendant l'impression via l'interface de l'imprimante, cela ne semble pas modifier la surface (à moins que ce ne soit pris en compte au changement de couche ?). J'ai tenté de mettre un fang "optimisé" par la communauté, sans changement. Cela arrive que le ventilo de refroidissement du filament soit à 0%, 50% ou 100%. Le plateau chauffant a été "isolé" avec une couche de mousse avec aluminium (mais bon cela le fait aussi sur les couches après 10 ou 20mm donc ce n'est pas le plateau chauffant le soucis). Peut-être un soucis de buse avec une sortie pas droite ou qui fait coller le filament en sortie de buse ? Merci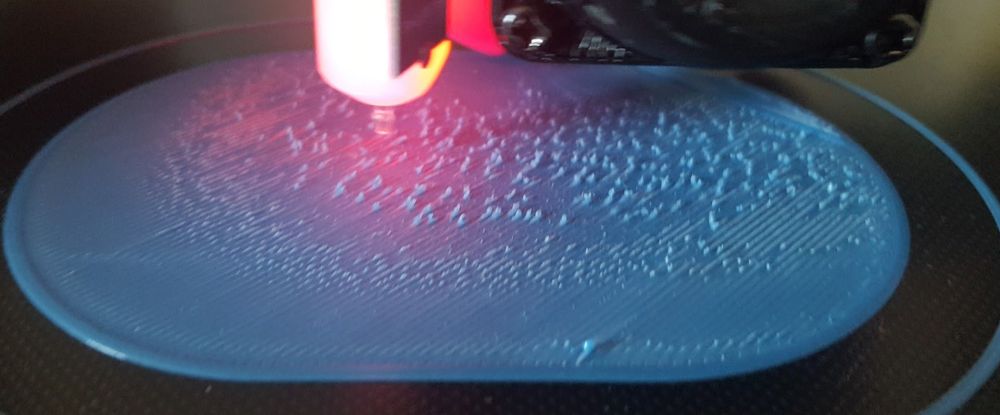
-
Plateau chauffant ou verre voilé sur Ender3 V2 ?
dem1980 en réponse au topic de dem1980 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, oui l'imprimante est été achetée neuve et reçue par mon neveu à Noël. J'ai démonté le plateau présent sous le plateau chauffant, sur lequel sont fixés les roulements. Celui-ci est également plat une fois posé sur la table. Lorsque j'appuie sur l'un des coins, aucun des autres coins ne se lèvent, que ce soit sur le recto ou le verso. Donc j'ai tout remonté comme au départ. Je vais recontrôler comme sur le post ici Mais j'avais déjà contrôlé que les montants verticaux qui supportent l'axe X étaient bien perpendiculaires à l'axe X/Y et cela semblait OK. J'avais également suivi la vidéo ci-dessous pour tout démonter et contrôler et j'ai à priori l'axe X qui repose bien de façon égale identique sur une cale à gauche et à droite.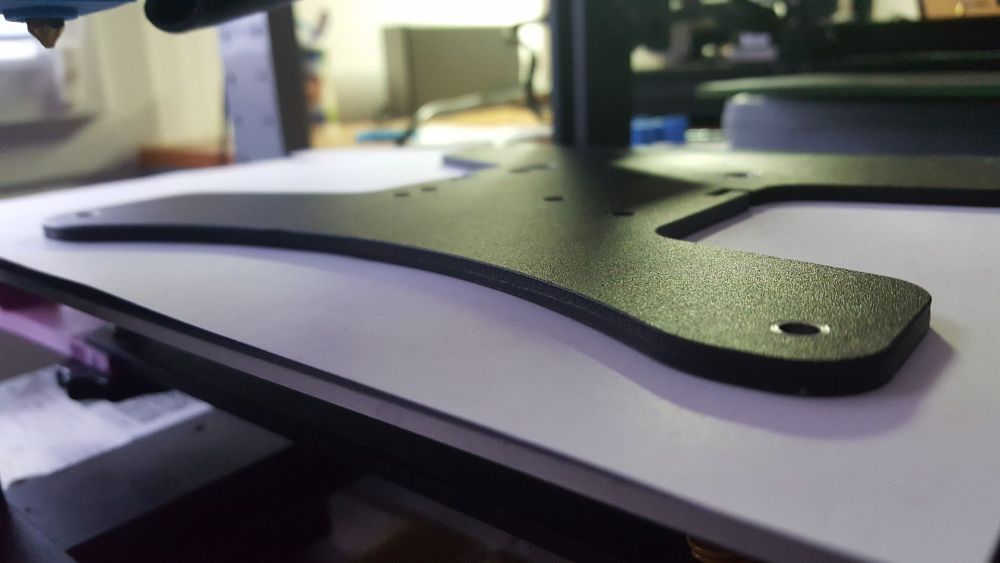

-
Salut, j'ai testé celui-ci aussi mais j'ai l'impression qu'il écrase certaines données saisies au niveau du slicer. Par exemple, j'utilise Cura et j'avais mesuré le flow rate (pour éviter une surextrusion) à environ 75%. Avec ce firmware, ma pièce de calibration (https://www.thingiverse.com/thing:1622868) ne change pas lorsque le flow rate est à 100% ou 75% dans Cura et que je teste l'impression. C'est assez étonnant... La pièce de calibration doit s'emboiter dans l'autre une fois le réglage fait mais ici j'ai beau changer le flow rare, ca ne bouge pas. Sur ma Longer, cela fonctionne sans soucis. Je cherchais une firmware pas trop compliqué (Ender3 V2 non modifiée, pas de BL Touch par exemple)avec le menu proposant de positionner automatiquement la buse aux 4 coins. Et celui-ci était très très complet mais cela convenait, à moins qu'il n'en fasse trop...