.png.2b954dee91804f9877a28327fb1bdb09.png)
zalman91
-
Compteur de contenus
82 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par zalman91
-
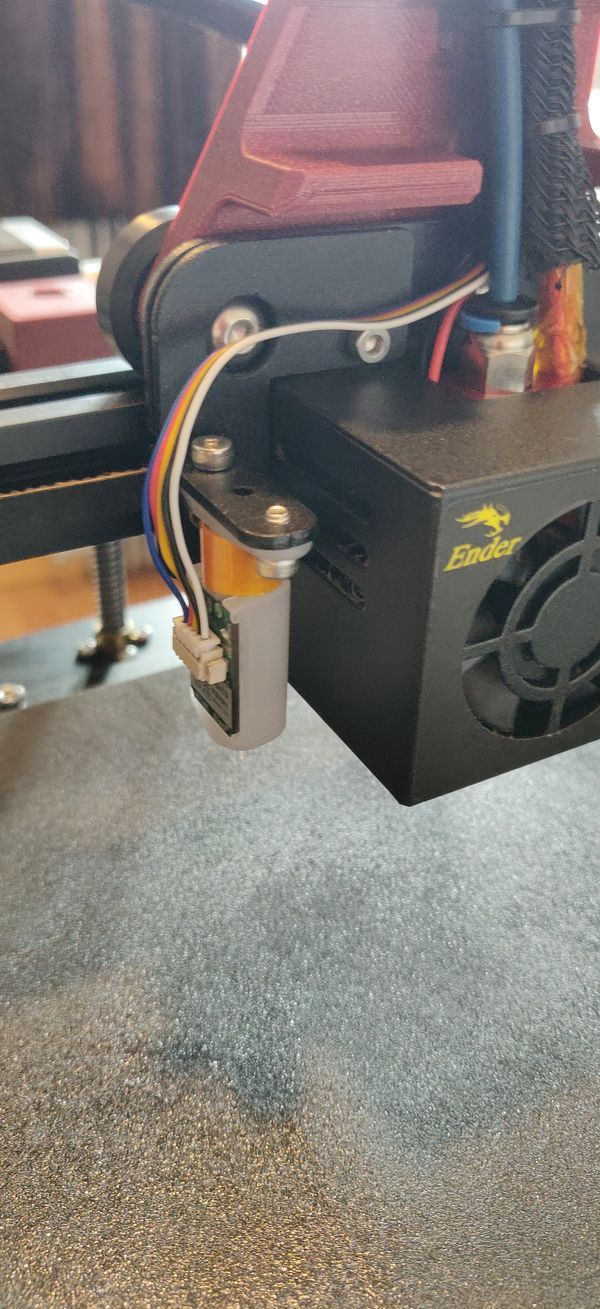
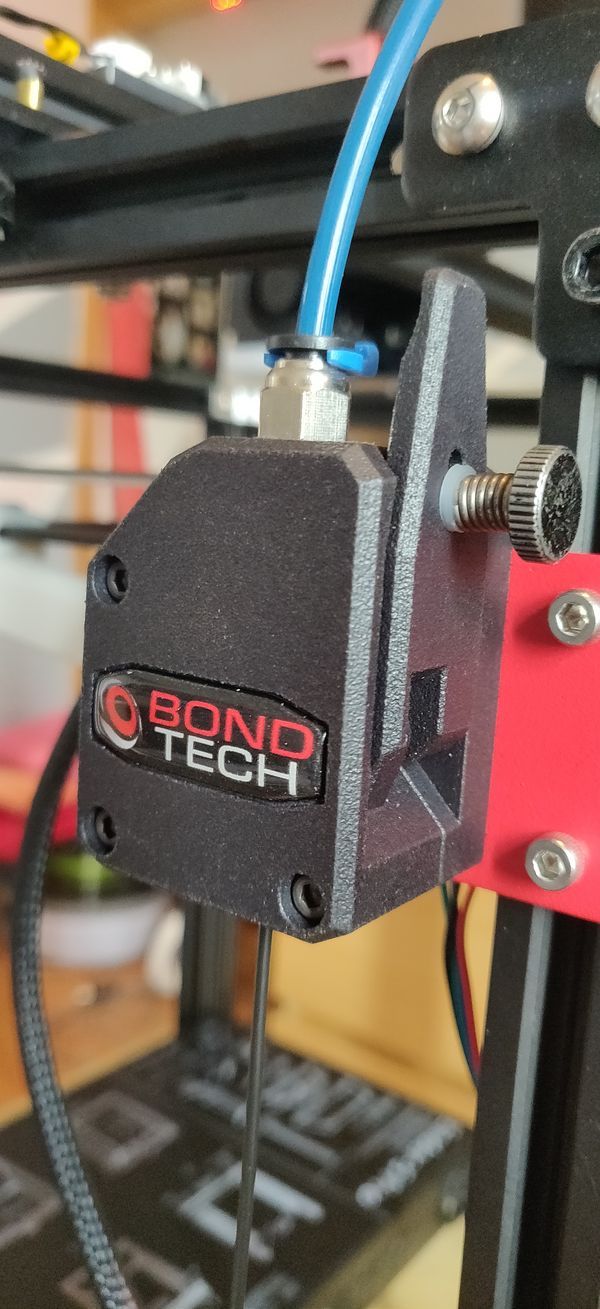
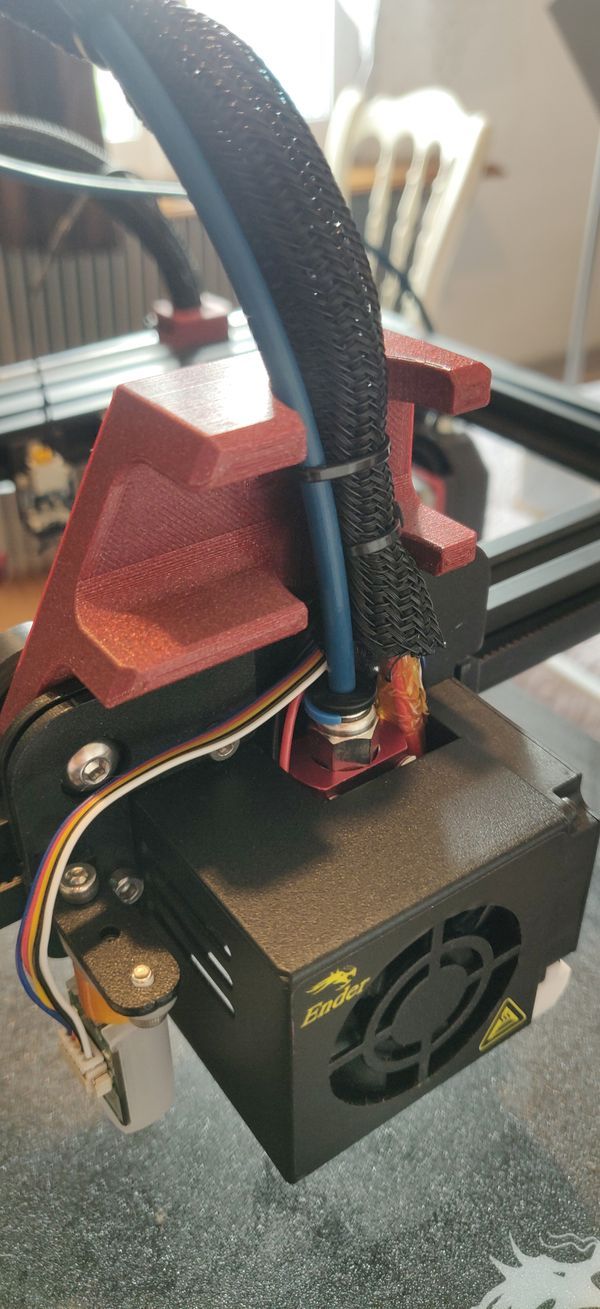
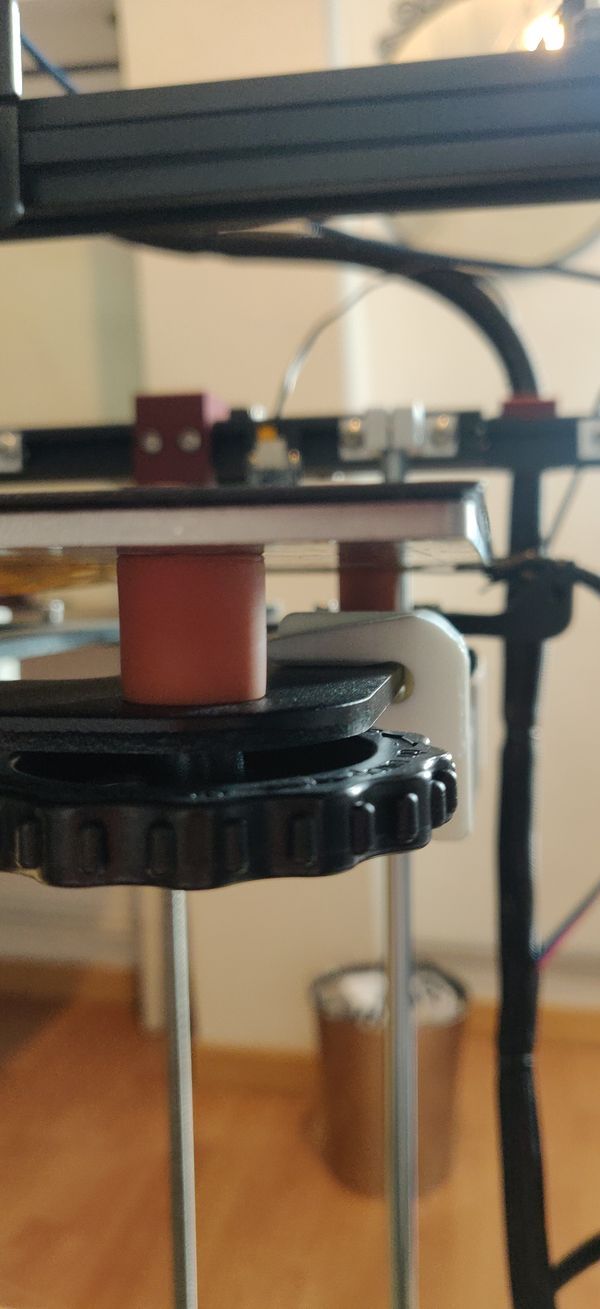
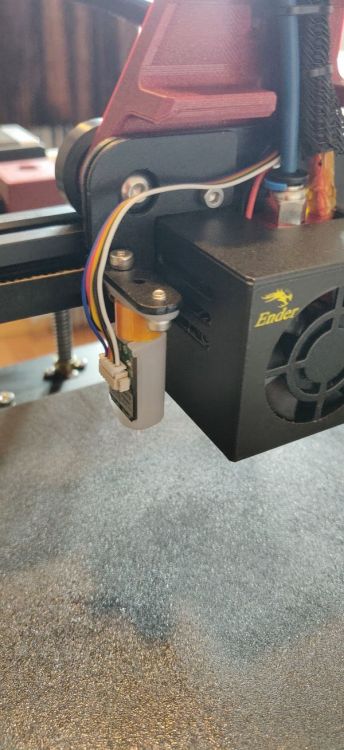
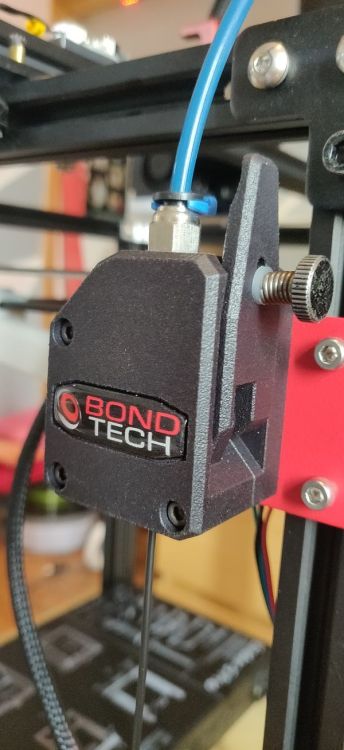
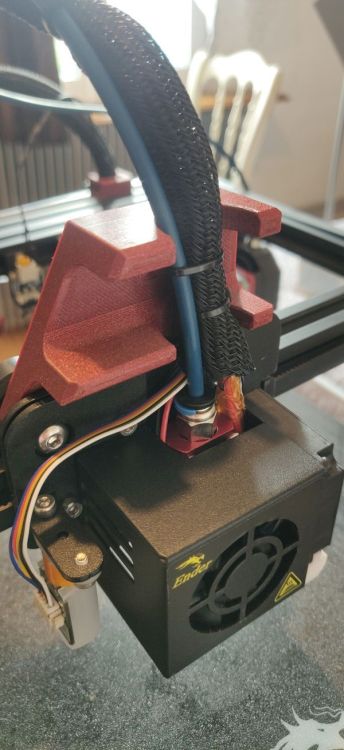
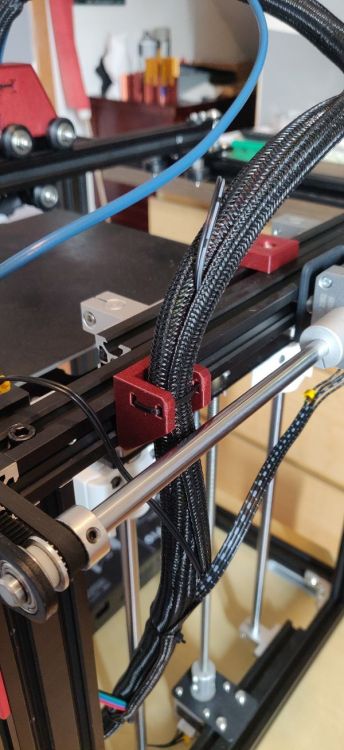
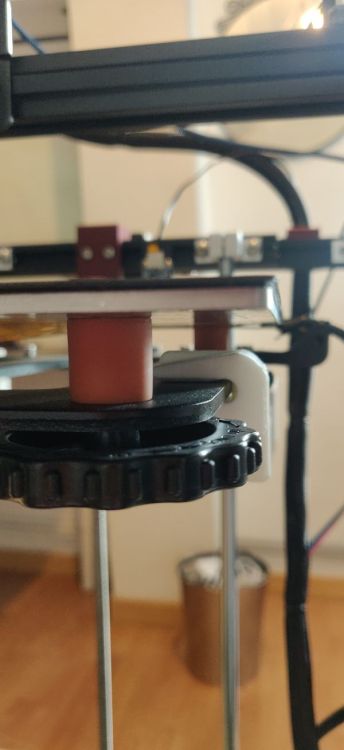
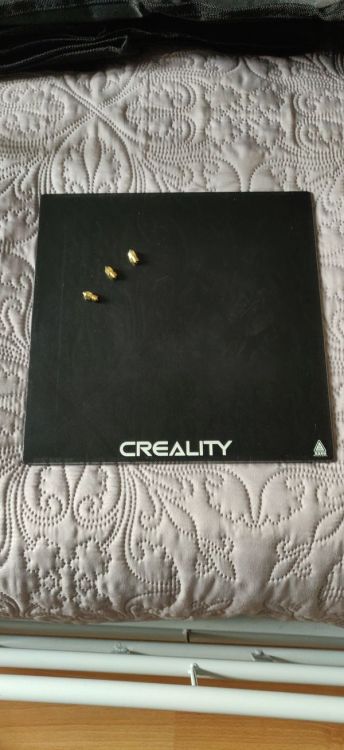
Bonsoir à tous Voila j'ai récemment changer d'imprimante pour une "Ender 5 plus" sur laquelle j'ai installer un extrudeur Bondtech DDX v3, le Copperhead G2 de Slice Engineering et des rail lineair de chez Funssor sur les axes X et Y. Mon problème est que j'ai du jeu entre l'extrudeur et la plaque (sa bouge dans tout les sens), sur la plaque d'origine de creality il ya 2 tetons sur lequel on vise le hotend mais sur la plaque fournit par Funssor et qui est compatible avec les BMG et DDX il ya uniquement 2 trous et 2 entretoises laiton de fournit et malheureusement les entretoises sont trop longues et ne remplissent pas les trous de l'extrudeur pour le monter correctement, j'ai donc ponçer les têtes pour réussir à bien plaquer l'extrudeur contre la plaque mais il ya toujours du jeu dans le sens de l'axe X (gauche droite), depuis j'ai tout redemonter et l'une des entretoises à cassé, bref en dehors des rails qui sont des "hiwin" la conception de la plaque est vraiment merdique. Donc je cherche une solution fiable et durable (je ne souhaite pas imprimer une plaque...), pour le moment les seuls solutions que je vois c'est soit trouver une autre plaque qui serait compatible avec le bondtech DDX et rail lineair (sur le dessus) ou alors changer d'extrudeur pour un Micro Swiss NG mais à 119€ sa fait chère surtout que le bondtech ma déja couter 124€ avec le copperhead. ps : moi même en regardant la vidéo j'ai l'impression de forcer mais ce n'est pas le cas lol Merci d'avance
-
.thumb.png.bce354fc8f05ea3a887612b69f107cc0.png)
Nouvel extruder Micro Swiss NG™ Direct Drive !
zalman91 en réponse au topic de PierreG dans Discussions sur les imprimantes 3D
Merci pour ce retour @ixi J'ai quelques soucis avec mon bondtech DDX, en soit sa marche bien mais la plaque fournit dans le kit de rail lineair (funssor) que j'ai acheter est de qualité très moyenne et tout mon système (extrudeur et hotend) à du jeu (sa bouge), et je confirme donc que MS n'a pas menti ^^ ils ont sorti une version Ender 5 avec rail lineair donc je vais réfléchir à la chose. -
VENDU
-
Je suis loin de passer tout les jours sur le forum mais après chaque visite j'en apprend toujours un peu plus, surtout sur un sujet que je pensais connaitre ducoup on tombe toujours encore plus amoureux de l'impression 3D ^^ merci pour ces infos fran6p
-
j'ai toujours lu que la serie des ender 5 était des core XY (elle ont le même mode de fonctionnement que les ender 6/7, Twotress sapphire, tronxy X5...), en dehors de la double courroie pour les XY, la ou la ender 5 en utilise 3 je vois pas d'autre différence, puis faut bien qu'elle ce classe quelque part la pauvre Donc pourquoi la ender 5 serait pas une core XY ? en tout cas une chose de sure c'est ni une cartésienne ni une delta édit : ok donc c'est juste la double courroie qui fait que c'est une core XY donc la ender 5 n'a pas de catégorie ?
-
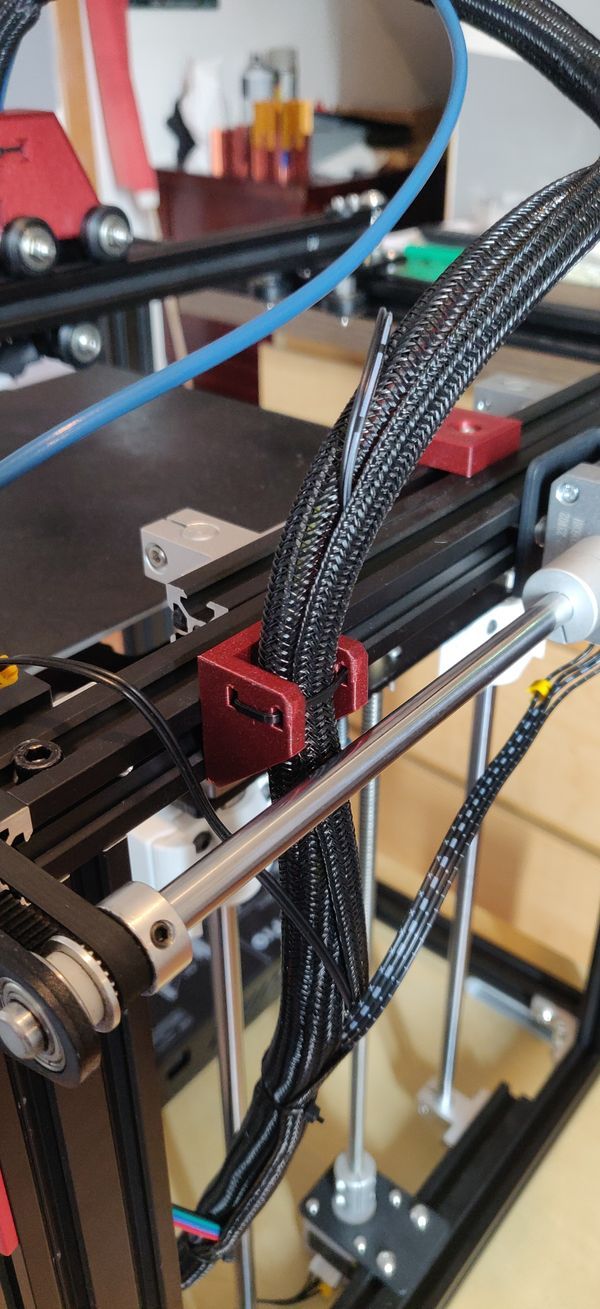
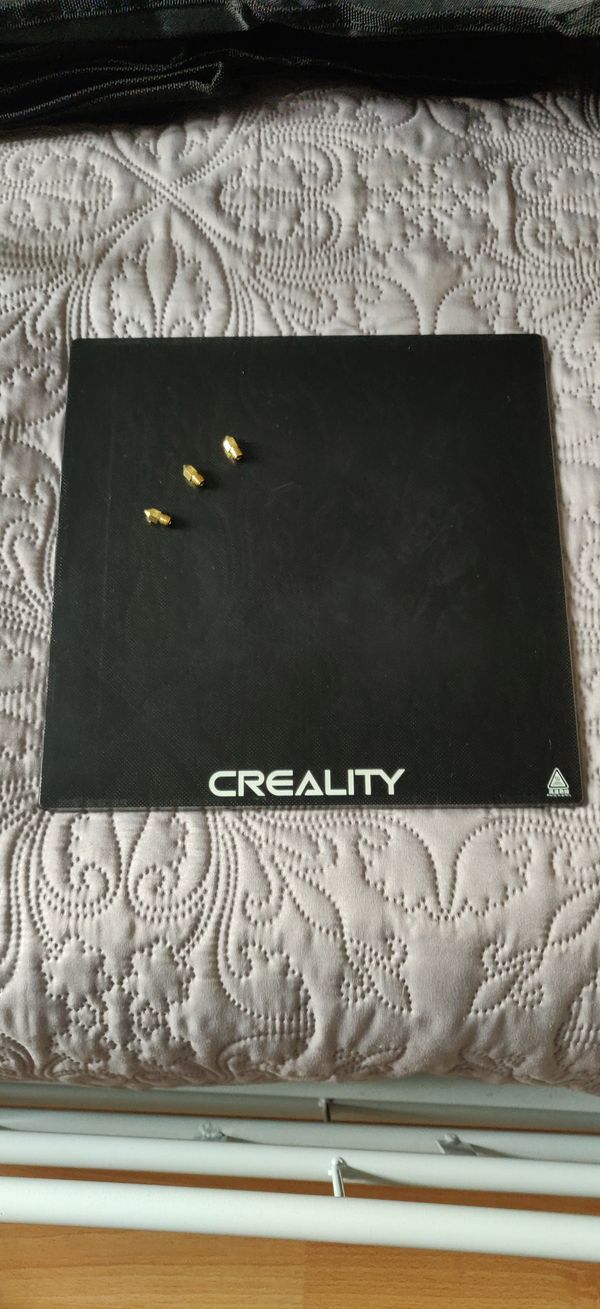
VENDU Vend Imprimante 3D Ender 5 pro suite à l'achat de sa grande soeur la Ender 5 Plus. Creality Ender 5 pro en parfait état de marche (calibrage OK) Imprimante 3D de chez Creality - Ender 5 Pro Carte mère creality V4.2.7 (carte 32bits - silencieuse - TMC2208) Imprimante en bowden capricorne avec une surface d'impression de 220x220x300. Température max. de la buse : 260° Température max. du plateau : 100° Vitesse d'impression de 80mm/s max. Précision d'impression : +/- 0.1mm (100 microns) Améliorations : Extrudeur Bondtech BMG BL Touch v3.1 4 colonnes de nivellement en silicone. Support de cable imprimer pour le hotend et la structure. Support de renfort imprimer pour le plateau. Support de maintien des tiges trapézoidale imprimer pour l'axe Z. Fournit avec l'imprimante : - 1 Plateau en verre Creality et 1 Buildtak Creality - 4 ressorts d'origine pour le plateau - 3 buses neuves MK8 en laiton de 0.4 + celle déja installer Je la vend 250€ tout compris.



-
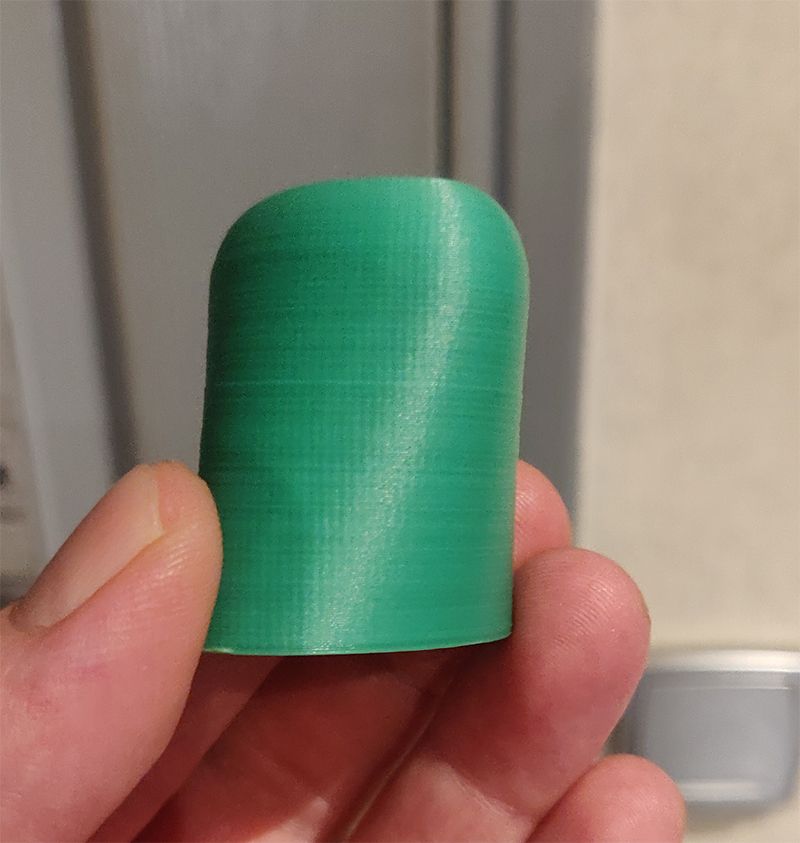
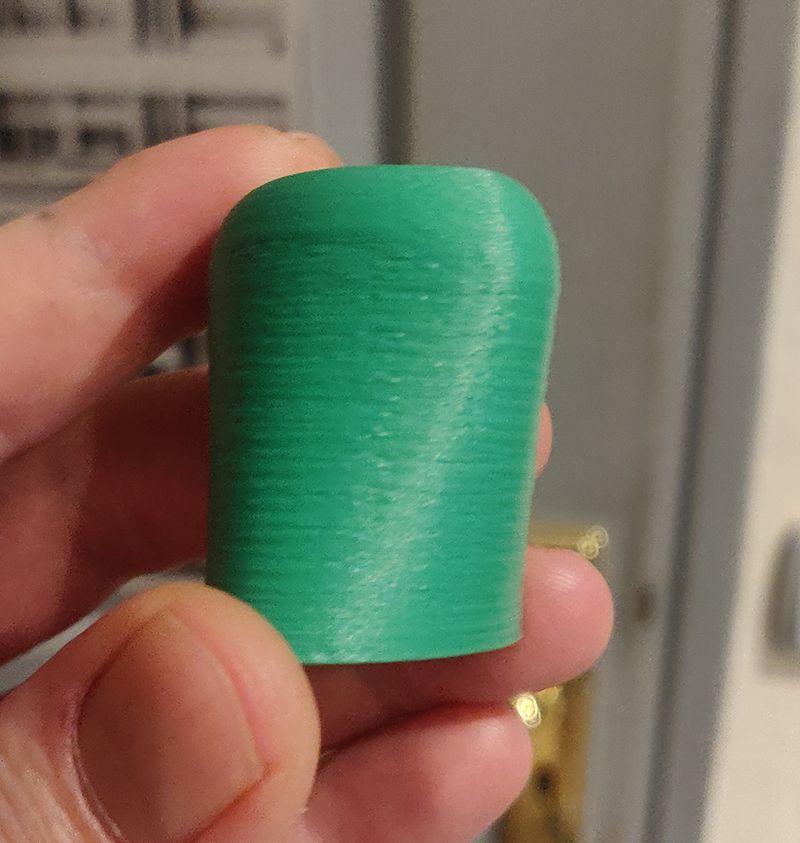
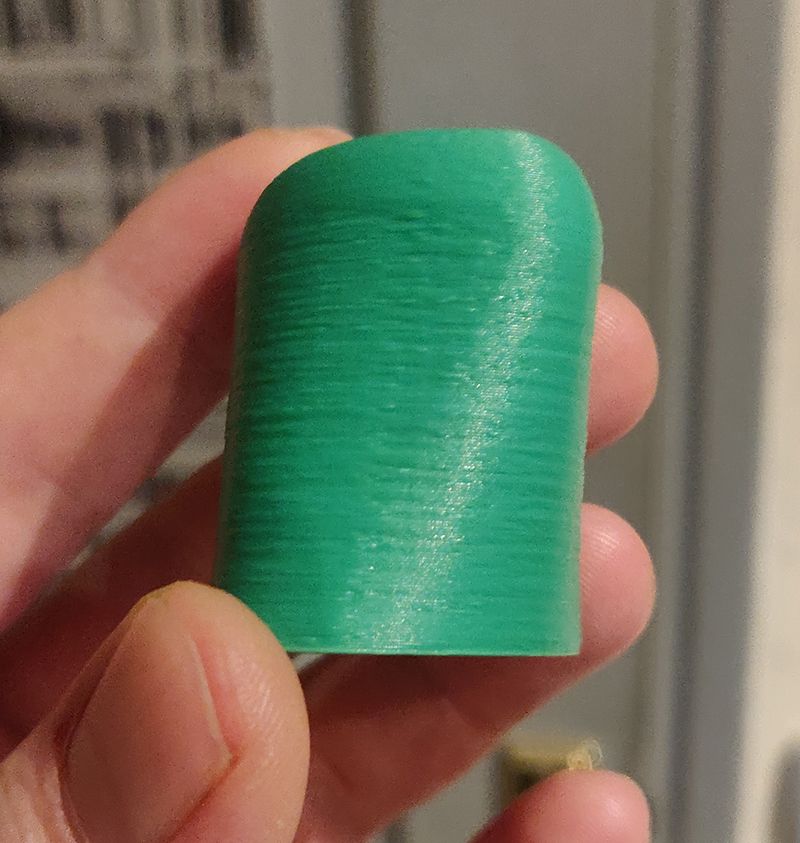
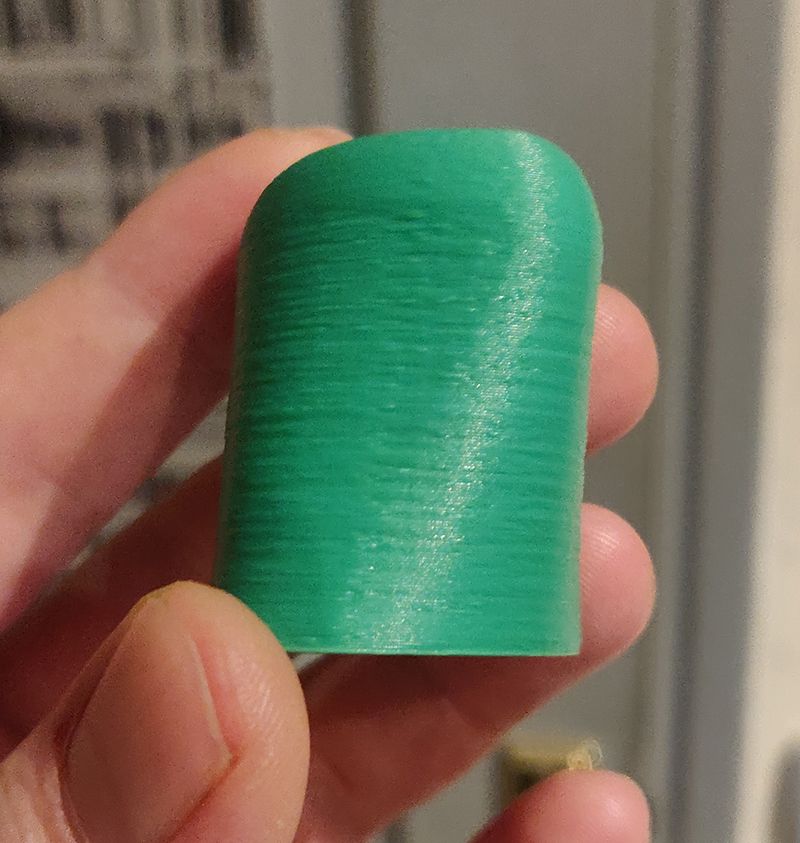
Les 2 premières photos c'est la première pièce imprimé après avoir changer le firmware, et contrairement (je trouve) au précédente photos la on voit qu'il s'agit d'un problème d'humidité. Les photos 3,4 et 5 sont les prints qui ont suivit et plus de problème, j'ai terminer d'imprimé la croix et la tour pour calibrer les axes XYZ et aucun problème la encore, c'est pour sa que j'aimerai bien comprendre ce qu'il c'est passé, est ce que c'est moi qui est pas compris, qui est mal fait... Photo 1 - Photo 2 - Photo 3 - Photo 4 - Photo 5 merci encore
-
Bon, je comprend pas trop avec le nouveau firmware fournit par "pommeverte" (merci ^^) j'ai lancer une pièce avec jointure en Z "aléatoire" le résultat était mieux mais on dirait que le filament est humide, je relance le même print avec le même filament et la jointure en Z "utilisateur spécifié" et la pièce est propre, je lance le bateau et c'est toujours propre, pas de trace d'humidité, le cube aussi est propre, donc actuellement j'imprime la croix et la tour de calibrage XYZ. Donc à moins que la bobine par un pure hasard était humide en plein milieu de la bobine (j'ai imprimer plusieurs pièce sur mon ancienne ender5pro avec ce filament la veille d'imprimer sur la 5+ et aucun problème) je comprend pas en quoi le firmware aurait résolu mon problème après avec tester le firmware de chez creality, celui de KF et celui de TH3D's. Si quelqu'un à une idée sa m'intérrèsse En tout cas un grand merci à toi "pommeverte" si c'est toi qui la compiler visiblement tu la pas fais avec le cul
-
Merci pommeverte, je testerais demain desfois que sur un malentendu comme tu dis ^^
-
Bon comme j'ai pas d'amélioration avec les vrefs de référence j'ai décider de mettre le firmware de chez creality (bug a mort le truc lol) et après moulte péripétie pour faire le calibrage j'ai toujours le même résultat et je remarque toujours la meme chose, lors des déplacements pour les parois par moment il ralenti (ou saccade je sais pas trop). Donc je commence à me demander si le problème viendrait pas de la carte (SOVOL Creality 2.2.1) petite vidéo pour voir le problème, au début elle termine une couche et la suivante est niquel, le mouvement est fluide mais celle qui suit on remarque des ralentissements , donc si quelqu'un à une idée pour m'aiguiller s'il vous plait VOIR LA VIDEO
-
Bon pour le moment rien de concluant à 0.6/0.6/0.6 j'ai lancer un cube qui était propre et ensuite le bateau qui lui est vilain dans les courbes mais comme pour le cubes les lignes droites sont propres, donc jai modeliser une petite forme courbe et voila le resultat : 1er et 2eme image : 0.6/0.6/0.6 - 3eme image : 0.78/0.92/0.78 - 4eme image 1.05/1.4/1.05 (les images 3 et 4 sont identiques car le résultat était identique donc j'ai interrompu l'impression) Ducoup je me demande si mon problème vient vraiment des vrefs, le meilleur résultat obtenu est le voltage le plus bas même si la 2eme pièce est vilaines. (pour info desfois que... la carte que j'ai est une "sovol creality 2.2.1" avec des rails lineair et un extrudeur bondtech DDX v3 avec un vref de 0.67 (0.72A)). edit : j'ai enfin reussit à avoir les vref de réference par creality mais malheureusement toujours pas d'amélioration une idée ? (j'ai tout calibrer, d'ailleurs je peu pas faire le PID du bed, la fw installer me le permet pas mais je doute que sa change qrand chose).

-
Oui effectivement ce sont des rsense 150, j'ai trouver leurs positions entre les prises des axes et les drivers.
-
d'accord, donc le Rsense depend de la carte mère pour savoir qu'elle calcul utiliser. Merci pour cette éclairage ^^ donc appriori je peu oublier les 0.6/0.6/1 que j'avais régler d'après une vidéo. D'ailleurs je me pose la question, si je règle en me disant que j'ai un Rsense de 110mΩ (donc des voltages moins élever que si c'est un Rsense de 150mΩ) sa risque rien à part qu'un moment donner j'aurais un problème sur mes impressions ? car actuellement je suis vraiment bas (0.6/0.6/1) si j'imprime 2 benchs (le bateau) l'un après l'autre le 1er print est correct mais le second est dégeu sur les parois ext. (tout boursouffler et irrégulier).
-
Ok, donc si j'ai bien compris le post de @stef_ladefense et la feuille de calcul pour les tmc2208 pour le 42-34 (X) qui est à 1,5A (de ce que j'ai pu trouver sur le net) après calcul j'obtiens un voltage de 1,06v pour l'axe X. J'ai donc : X à 1,5A = 1,06v Y à 2A = 1,41v Z à 1,5A = 1,06v Cela vous parait 'il correcte ? car sincèrement les RMS, IMAX, Inom... je comprend rien me faudrait une formation
-
Bonjour à tous Voila je viens d'acquérir une Ender 5 Plus sur laquelle j'ai changer la carte mère pour mettre une 2.2.1 (tmc2208) et je n'arrive pas à trouver les vrefs stepper moteur de référence pour les axe X/Y/Z, j'ai bien récupérer des infos sur internet mais rien de concluant les prints sont vilains. Sinon j'ai bien trouver tout un tas d'infos sur comment calculé les vrefs mais la je pige quedal lol Infos sur les steppers : axe X : 42-34 axe Y : 42-48 Dual Shaft axe Z : deux moteur de 42-34 Round Shaft Merci d'avance
-
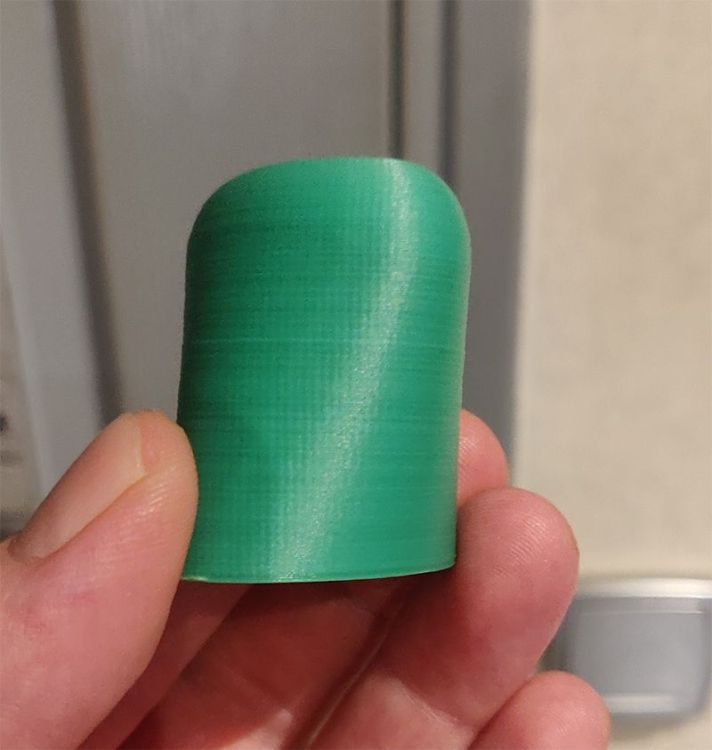
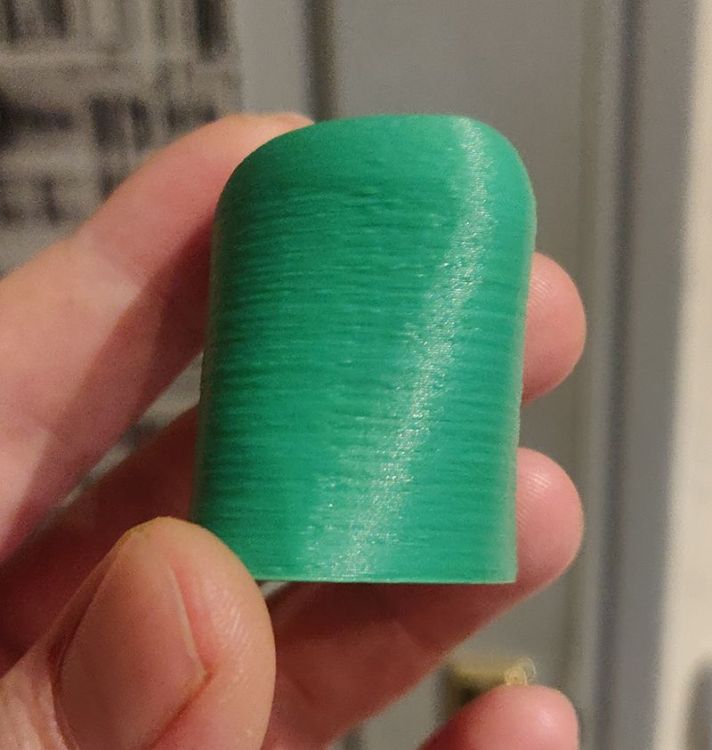
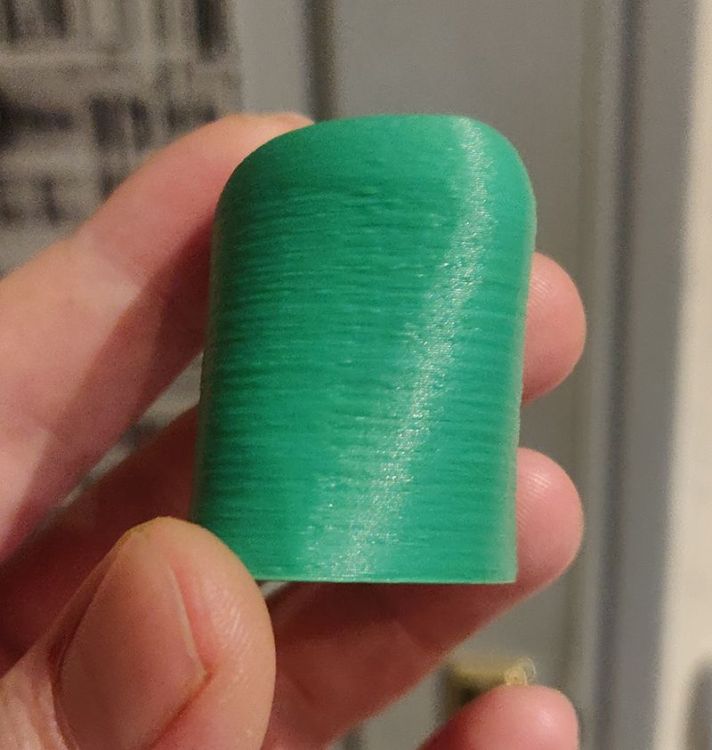
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour les infos, je vais essayer de tester sa ce WE car pour le moment le problème persiste mais ya du mieux xD -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Non c'est juste une impression (sans jeu de mot ) c'est un vieux BAR qui a travailler, j'ai seulement du warping sur les cotés du bed, au centre c'est nickel. Oui c'est mon 1er plateau en verre et il a prit chère Je vais continuer à chercher à comprendre ce WE. -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Voila voila J'ai jamais toucher aux accélérations, donc je dirais le profil cura ender5pro.html -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Bon après plusieurs test, rien a faire j'ai toujours plus ou moins le problème mais c'est nettement mieux que la première pièce que j'avais imprimer depuis que j'ai décocher "retracter avant la paroi extérieur". -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Non j'ai "Pas dans la couche ext." de cocher, j'ai jamais toucher à sa ce paramètre j'avoue Sinon non j'imprime toute la pièce, mais je la stop arriver à une certaine hauteur, j'ai bien voulu l'imprimer a +/-25% mais pour une raison X le résultat est toujours au TOP j'ai jamais de bourrelet, donc en dehors de mon plateau (au centre de mon plateau j'ai un leger ceux de 0.092 par rapport au bord le plus haut) je vois pas pourquoi, j'ai encore refais un nivellement ya 2 jours et j'ai un BL TOUCH. Je vous tiens informer -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Salut RFN, non j'utilise très très rarement cette fonction. Sinon j'ai tester en désactivant "rétracter avant paroi" alors c'est beaucoup mieux mais même si visuellement on voit pratiquement plus rien au toucher on sent toujours un bourrelet mais c'est nettement mieux, en revanche je pense que sur un filament silk sa ce verra. Donc je vais essayer maintenant en diminuant la rétraction de 7 à 5 mm (aie aie va falloir nettoyer, normalement j'aurai pas mal de stringing). -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Oui et avec ce filament à 5mm de rétraction j'ai beaucoup de stringing. Bon j'ai lancer un nouveau print en désactivant l'option "rétracter avant paroi", on verra sa à la fin -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Non j'ai pas essayé sa, je testerai à la fin de mon print en cours. Avec le filament que j'ai utiliser je suis obliger sinon à 5 ou 6 j'ai trop de stringing mais j'ai pas de problème avec ce paramètre sur n'importe quel autre pièce je repasse à 5mm quand j'utilise du PLA basic la sur mon vase c'est un filament rouge glitter et je le connais suffisament pour savoir qu'a 5mm c'est la bouse lol -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Salut pommeverte, Je suis toujours sur "cura 4.12.1" étant donner que la 4.13 est bugué et j'ai le même problème sur "superslicer" et "prusa slicer" mais j'ai pas encore tester sous cura 5, il y avait des bugs dessus ya quelque temps en BETA, même si je pense pas que sa changer grand chose à partir du moment ou j'ai le même problème sur les slicers les plus populaires. -
Problème de bourrelet sur le passage des paroi int. et ext.
zalman91 en réponse au topic de zalman91 dans Entraide : Questions/Réponses sur l'impression 3D
Ba j'ai déja tenter d'activer le "fade height" à 10 mais sa règle rien et pour l'éventuel contrainte si c'était sa j'aurai tout le temps ce bourrelet à 5mm de hauteur par exemple sauf que non, en reprenant ma pièce en exemple (le vase rouge) si le fond fesait 10mm d'épaisseur et bien j'aurai le bourrelet à 10mm. Je rappel que mes prints sont de bonne qualité (buste, figurine...) j'ai aucun problème hors mis ce problème récurrent qui n'apparait que sur ce type de pièce.