Adisma
-
Compteur de contenus
619 -
Inscrit(e) le
-
Jours remportés
1
Visiteurs récents du profil





Récompenses de Adisma
")





-

Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
Problème résolu en installant une ancienne version de GRBL (0.9i). -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
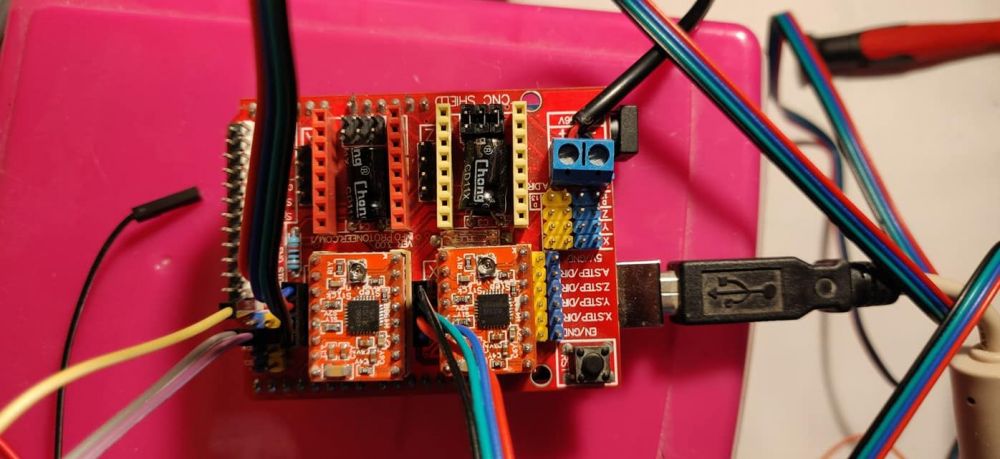
Hello. Nouveau shield et drivers reçus. Les soucis cette fois : 1. Les 2 moteurs tournent en même temps (alors que grbl n'est pas en mode core xy) 2. Je dois brancher le moteur sur le Z du shield pour qu'il bouge en Y ... Une idée de ce que j'ai raté ? Merci -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
J'ai testé et je suis déjà quasi au max, donc c'est pas ça. J'ai commandé un nouveau shield (avec de nouveaux drivers). Je reçois ça demain, je teste et on verra =) -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
Oui mais j'ai lu que les A4988 acceptent jusqu'à 1.17V et je suis déjà a 1.15.. -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
Oui je fais bien le $X avant mes tests ^^ Je devrais faire un $H pour lancer le homing mais comme les moteurs tournent pas, ben il veut pas -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
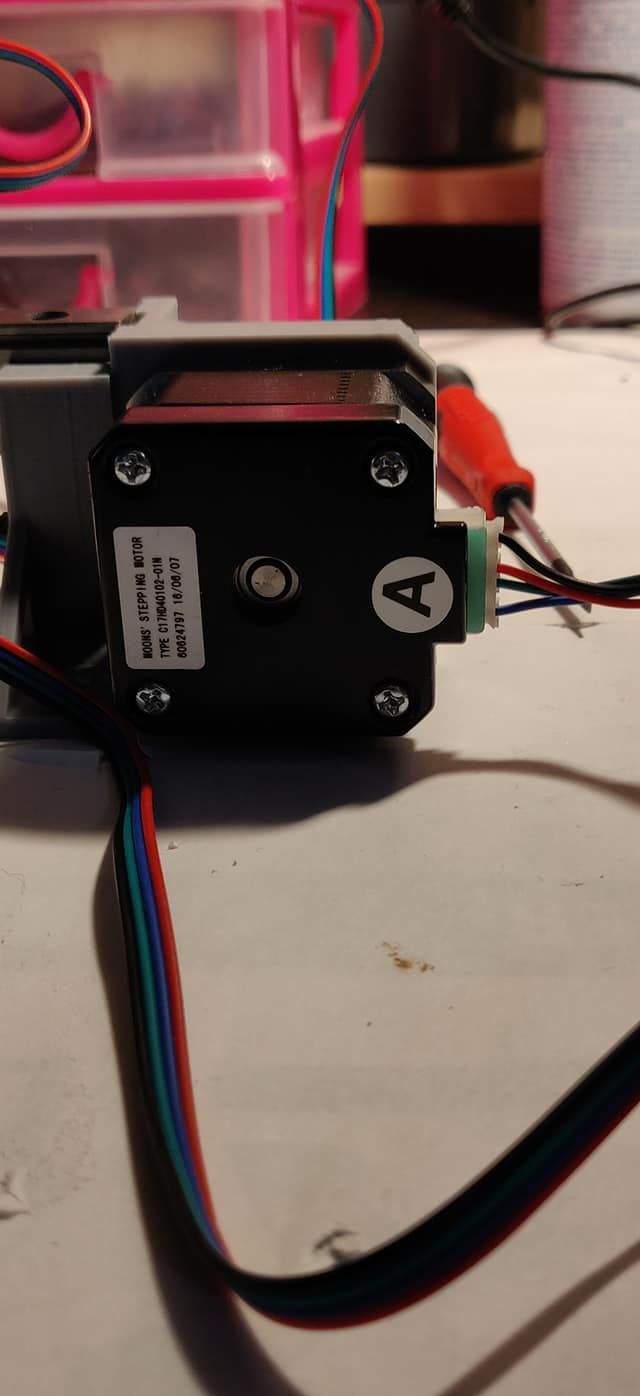
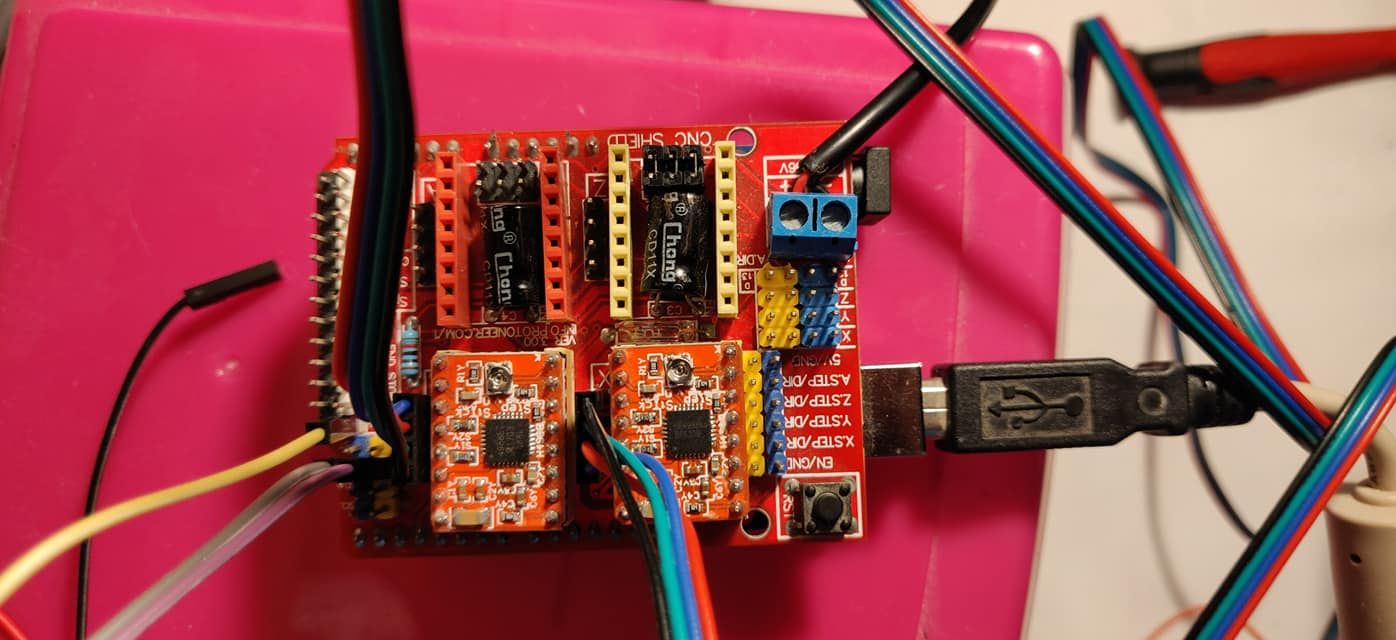
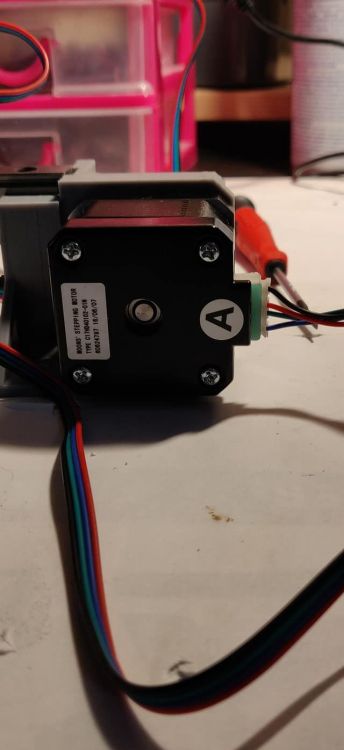
Pour les moteurs, je crois que les pins d'alimentation sont pas les mêmes que sur mon imprimante (alfawise u30) Pour le shield, j'ai du courant partout. Par contre j'ai fait un test : doit-on avoir de la tension sur les pins qui alimentent le moteur (a côté des drivers) quand on demande un mouvement ? Car j'ai rien qui sort de ces pins la -
Problème de moteur
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur les CNC et Lasers
J'ai controlé, j'ai bien les pins noir/vert ensemble (il y a une résistance) et les bleu/rouge également. Donc a priori, c'est bien branché. J'ai testé avec des drivers tout neuf également, sans succès. C'est rageant de bloquer si proche de la fin ^^ Comment tester que le shield, les drivers, les moteurs ne sont pas HS ? -
Salut J'essaye de me faire une petite machine a dessin (une CNC 2 axes) Tout allait bien jusqu'à ce que je branche les moteurs. J'ai l'impression qu'ils ne sont pas alimentés. Lorsque je branche le tout, ils ne se bloquent pas (et ne repondent pas au gcode évidemment) Quand j'envoie un G91, les moteurs vibrent très (très très) légèrement. J'ai bien une vref de 1.15 sur les steppers. Mais je ne sais pas comment vérifier si le courant arrivé jusqu'au moteur. Et voici ma config GRBL: $0 = 10 (Step pulse time, microseconds) $1 = 255 (Step idle delay, milliseconds) $2 = 0 (Step pulse invert, mask) $3 = 0 (Step direction invert, mask) $4 = 0 (Invert step enable pin, boolean) $5 = 0 (Invert limit pins, boolean) $6 = 0 (Invert probe pin, boolean) $10 = 3 (Status report options, mask) $11 = 0.010 (Junction deviation, millimeters) $12 = 0.002 (Arc tolerance, millimeters) $13 = 0 (Report in inches, boolean) $20 = 0 (Soft limits enable, boolean) $21 = 0 (Hard limits enable, boolean) $22 = 1 (Homing cycle enable, boolean) $23 = 3 (Homing direction invert, mask) $24 = 200.000 (Homing locate feed rate, mm/min) $25 = 1500.000 (Homing search seek rate, mm/min) $26 = 250 (Homing switch debounce delay, milliseconds) $27 = 5.000 (Homing switch pull-off distance, millimeters) $30 = 180 (Maximum spindle speed, RPM) $31 = 0 (Minimum spindle speed, RPM) $32 = 0 (Laser-mode enable, boolean) $100 = 100.000 (X-axis travel resolution, step/mm) $101 = 80.000 (Y-axis travel resolution, step/mm) $102 = 250.000 (Z-axis travel resolution, step/mm) $110 = 10000.000 (X-axis maximum rate, mm/min) $111 = 10000.000 (Y-axis maximum rate, mm/min) $112 = 500.000 (Z-axis maximum rate, mm/min) $120 = 100.000 (X-axis acceleration, mm/sec^2) $121 = 100.000 (Y-axis acceleration, mm/sec^2) $122 = 10.000 (Z-axis acceleration, mm/sec^2) $130 = 220.000 (X-axis maximum travel, millimeters) $131 = 270.000 (Y-axis maximum travel, millimeters) $132 = 200.000 (Z-axis maximum travel, millimeters) Une idée ?
-
U30 - Impression médiocre
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur l'impression 3D
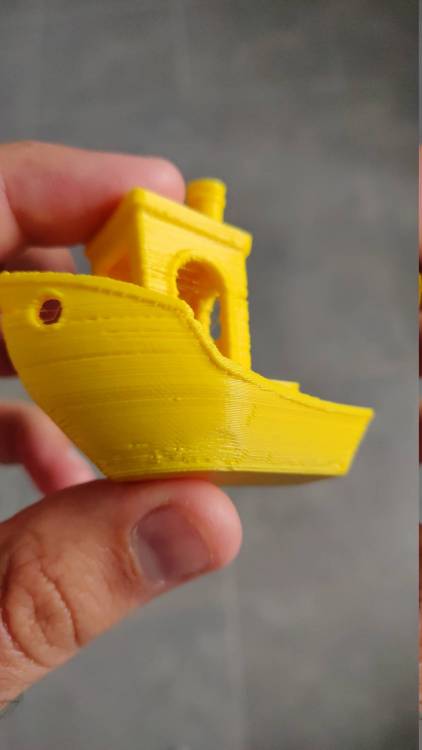
Hello, j'ai tout vérifié. J'ai vaguement retendu l'axe X, mais sans succès. Tout est d'équerre et stable. Ce soir, un ami me propose de flasher Marlin. Sans être très chaud, principalement parce que j'ai jamais fait, je tente, ça coute rien. Après installation, et réglage du PID, je suis finalement plutot satisfait du résultat : Il reste des défauts, mais on est loin des impressions précédentes 1ère étape : réglage des esteps en Z.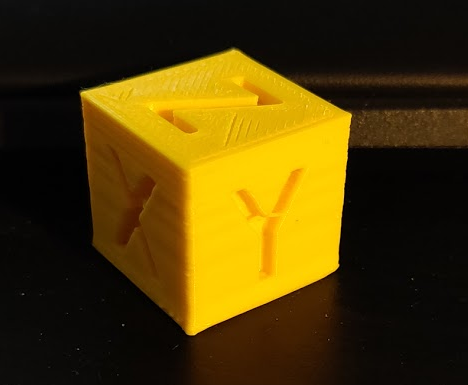
-
U30 - Impression médiocre
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur l'impression 3D
Bon j'ai déjà retendu un poil l'axe X. Mais le plateau, on peut pas le retendre sans tout détacher ? (Vu qu'il vient déjà monté avec la u30) Je testerai ce WE quand j'aurais le temps ^^ -
U30 - Impression médiocre
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur l'impression 3D
@fran6p, je vais revérifier. Mais est-ce que je n'aurais pas le souci en 2D si c'était le cas ? -
U30 - Impression médiocre
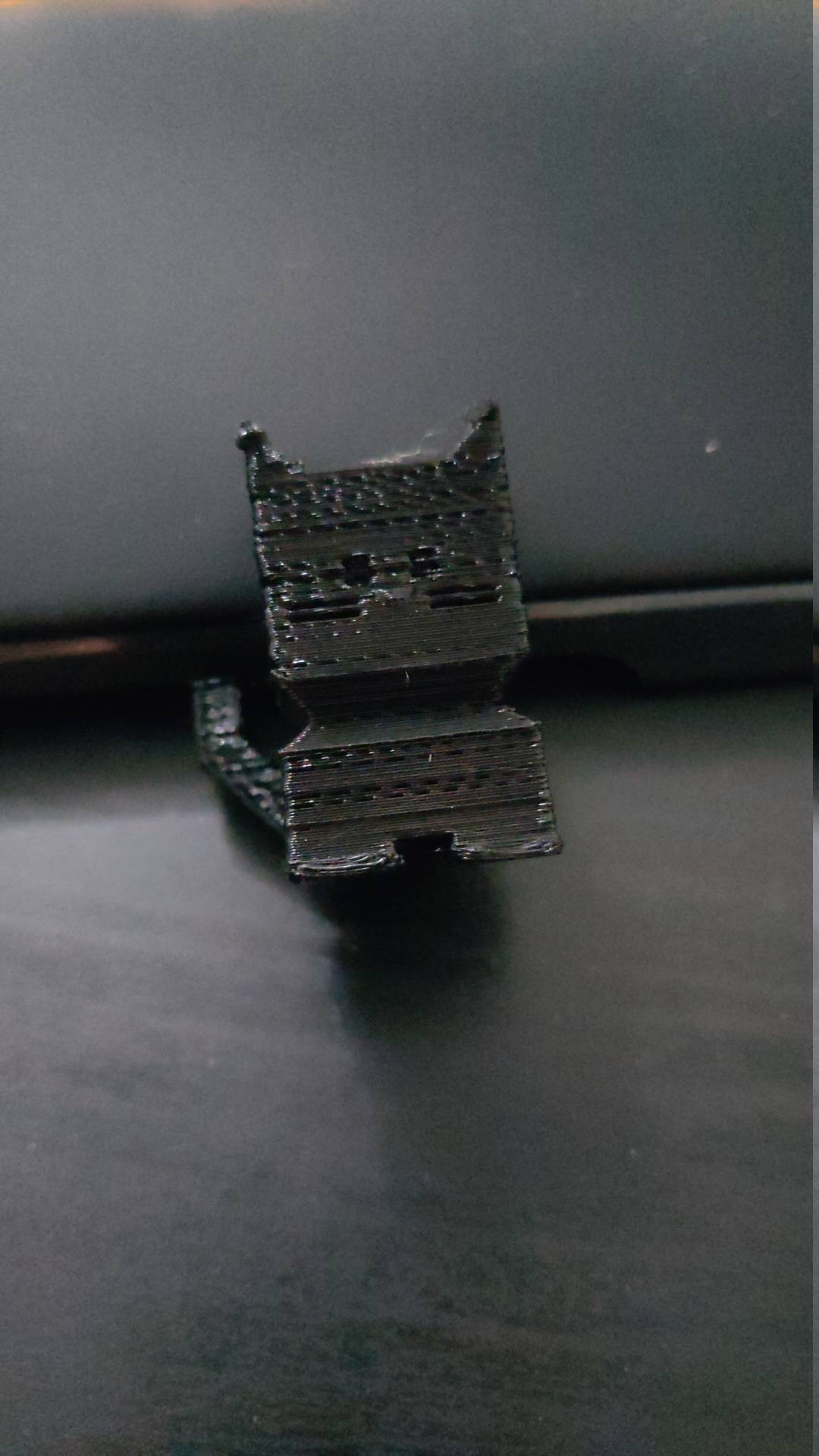
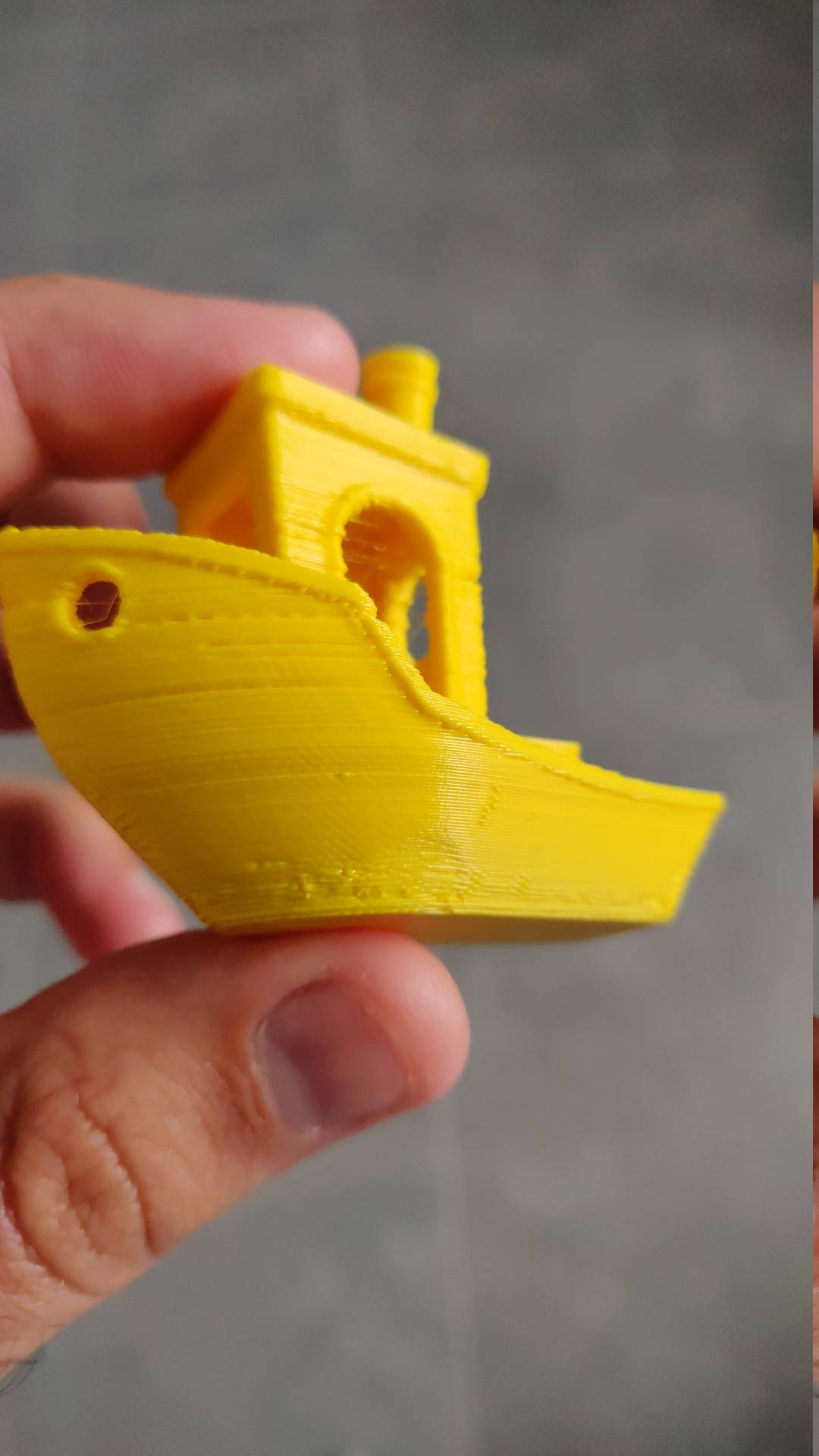
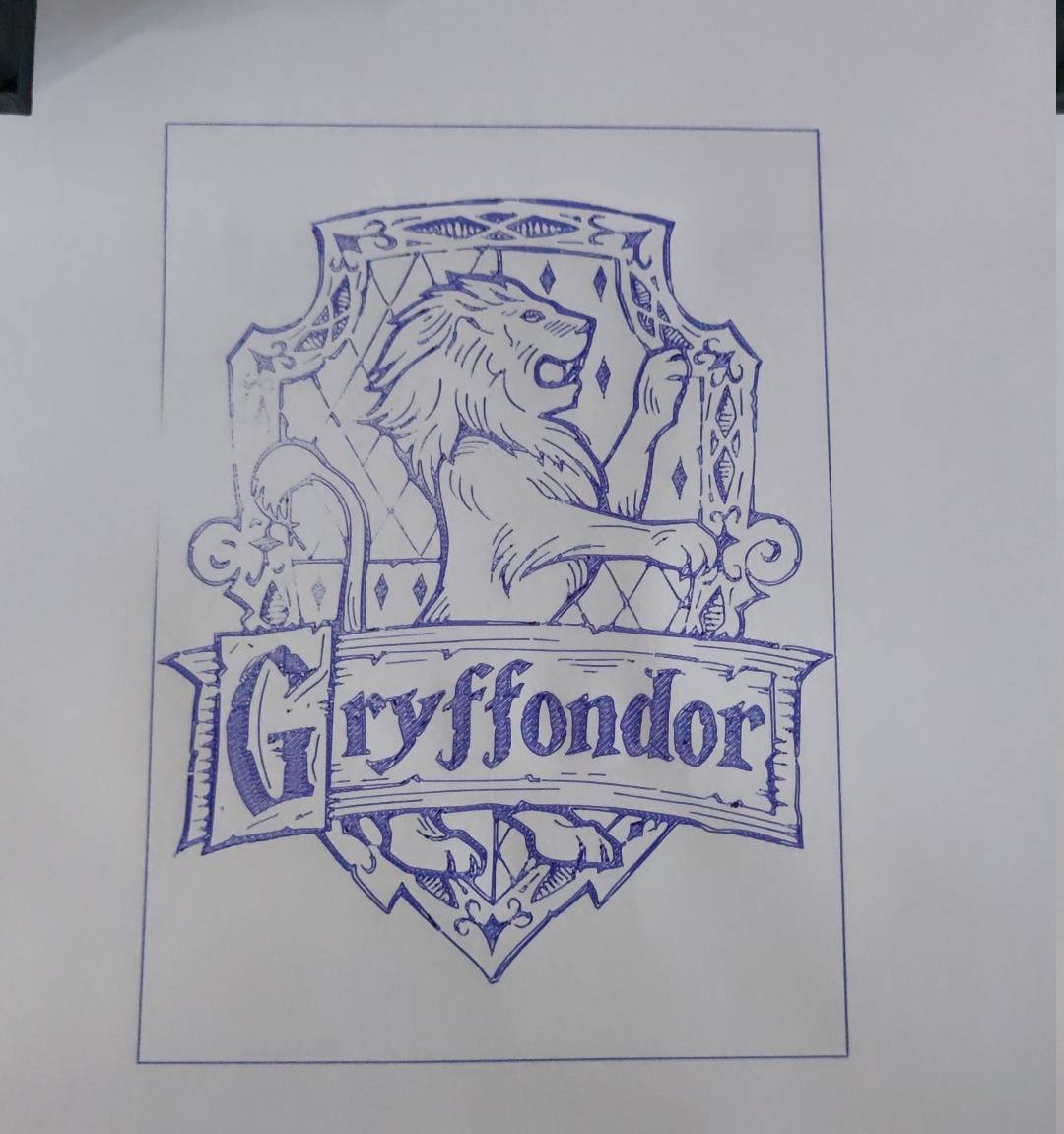
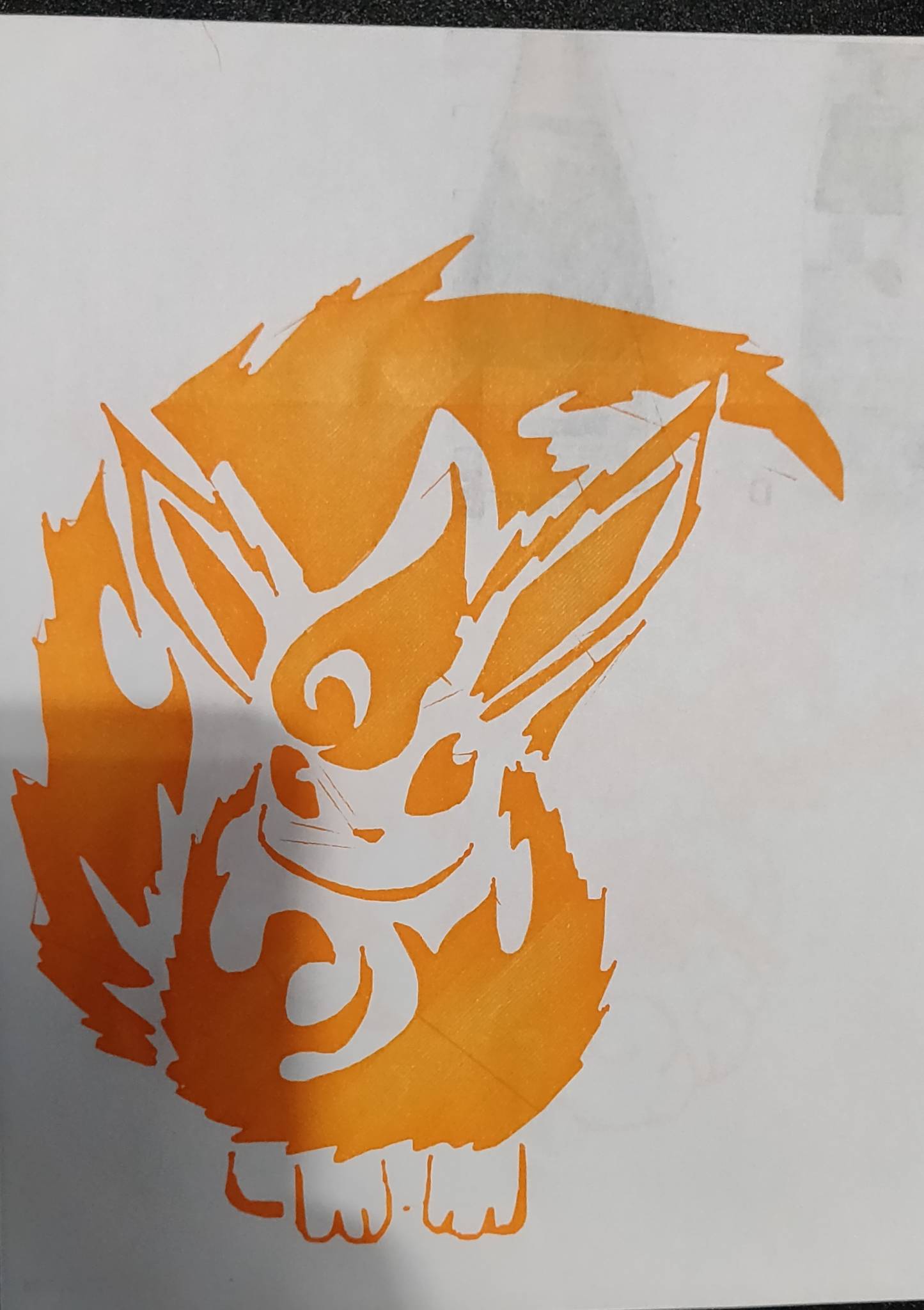
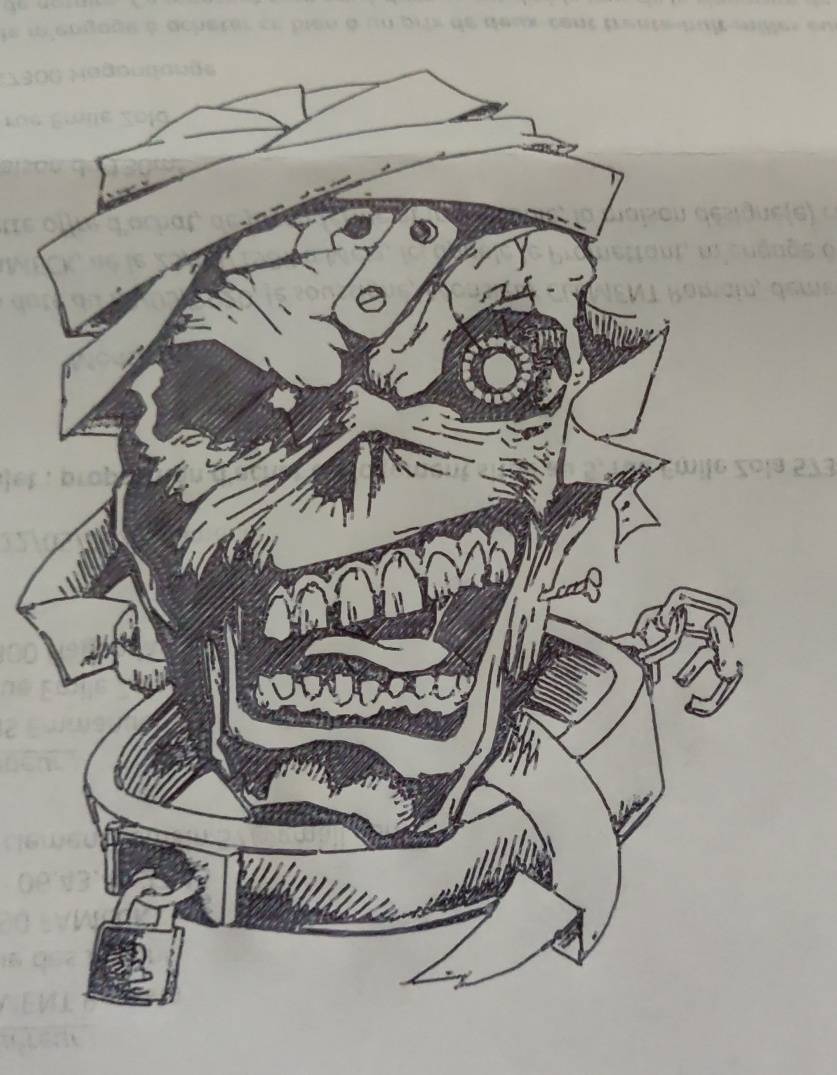
Adisma a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
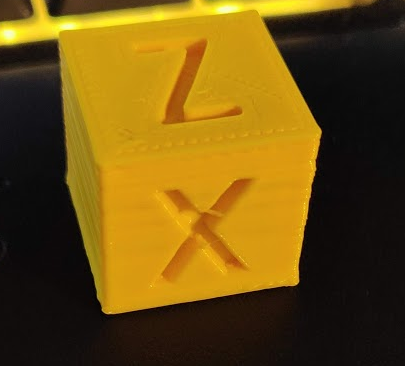
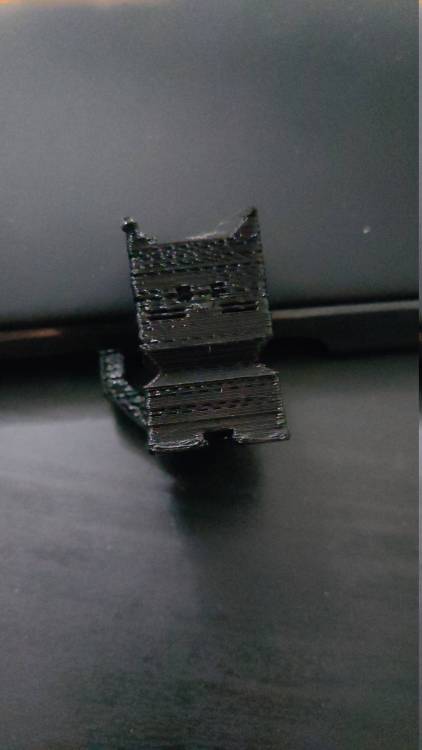
Hello après plusieurs jours de recherche, je me résouds à poster ici. Après une longue pause dans l'impression 3D, j'ai voulu reprendre mais ça ne rend pas comme je veux. Voici quelques exemples récents: Au niveau de ce que j'ai déjà fait : - j'ai tenté plusieurs températures, plusieurs vitesses, plusieurs filaments (mais tous de la même marque malheureusement - PLA Ice filament) - j'ai changé de buse - j'ai changé le moteur de l'extrudeur (et j'ai recalibré l'extrudeur) - le cube fait bien 20mm, mais il est pas beau Je slice avec Simplify3D. Une idée de quoi explorer pour avoir des impressions un peu plus clean ? EDIT : en impression 2D, elle fonctionne plutot pas mal : Merci d'avance





-
Hello Même question que beaucoup avant moi : il n'y a plus qu'un firmware de disponible ? J'ai une U30, avec écran en 1.2. Si quelqu'un a le lien, je suis preneur Merci
-
Améliorer la précision des pièces
Adisma en réponse au topic de Adisma dans Entraide : Questions/Réponses sur l'impression 3D
Merci à vous, je suis sous S3D Je ne connaissais pas du tout ce paramètre. Je teste ça dès que je suis de retour à la maison ! -
Améliorer la précision des pièces
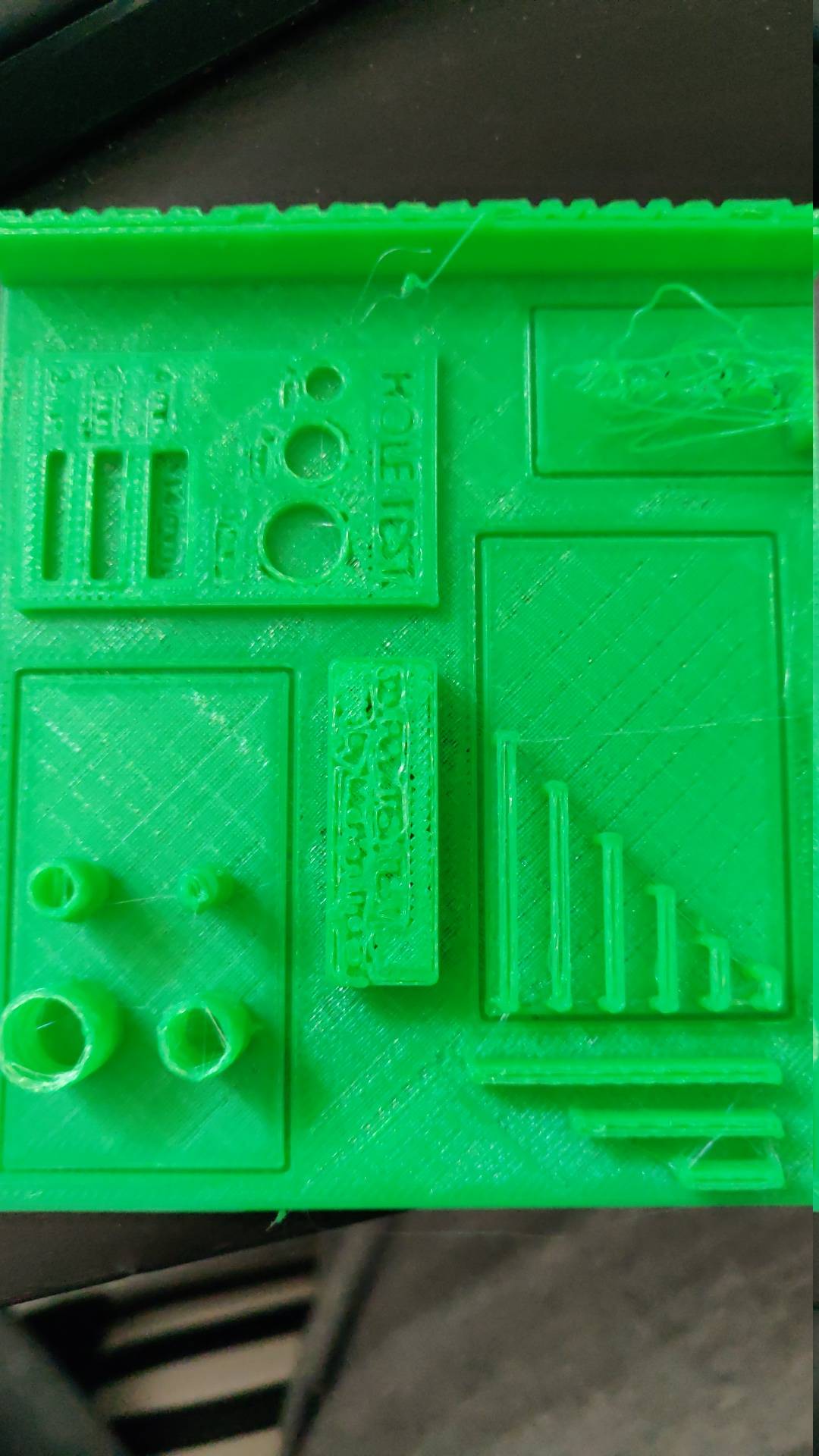
Adisma a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Hello, je cherche à imprimer ceci : https://www.thingiverse.com/thing:3681512 J'ai toujours un souci avec des pièces qui ont besoin de précision. Dans ce cas, par exemple, les "Spur_Gear" devraient s'emboiter dans le "Front panel". Le panel contient un picot (donc mâle) et le rouage un trou (donc femelle). Le rouage devrait pouvoir tourner librement autour de cet axe, mais je n'arrive même pas les emboiter. Pourant mon cube de calibration est bon (entre 19.9 et 20mm) sur les 3 axes. Y a-t-il d'autres paramètres à modifier pour améliorer ceci ? Merci