


RFN_31
-
Compteur de contenus
4 062 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
16
Tout ce qui a été posté par RFN_31
-

Imprimer un petit projet près de Toulouse
RFN_31 en réponse au topic de Totor31 dans Emplois et services
Bonjour, Si tu nous montrais ton fichier ? -
impresion non axée
RFN_31 en réponse au topic de LE PENSEC Eric dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Certes, mais tu ne nous dis pas où tu vois ce décalage : la buse, le BL-touch ou les impressions ??? Il y a un décalage sur l'axe X et l'axe Y par rapport à quoi ? (ou entre quoi et quoi) Je suppose que tu n'as rien touché concernant les butées X et Y, mais que tu as dû changer de firmware pour prendre en compte le BL-Touch : quel firmware ? -
Si tu veux t'amuser, tu prends le taux horaire de tous les participants d'une réunion et tu annonces le coût de la réunion à sa fin...
-
Outre le répertoire C:\Users\"TON LOGIN"\AppData\Roaming\BambuStudio , il y a aussi le répertoire C:\Users\"TON LOGIN"\AppData\Local\BambuStudio Essaie à nouveau en ayant supprimé ces deux répertoires.
-
Bonjour, Si tu ne supprimes pas le répertoire C:\Users\"TON LOGIN"\AppData\Roaming\BambuStudioappdata/ , je ne suis pas surpris que le problème demeure...
-
Ou limiter les achats hors Europe ? Ou obliger à avoir des entrepôts en Europe ? Par contre, on se tire une balle dans le pied dans la mesure où seule la France le fait...
-
Ça va favoriser les importateurs : une taxe pour 100 pièces qu'ils peuvent ensuite revendre sans taxe.
-
Modéliser soi même en 3D - Quel logiciel pratiquez-vous ?
RFN_31 en réponse au topic de Kamijee dans Discussions sur les logiciels 3D
Les exigences pour Blender : https://www.blender.org/download/requirements/ -
Modéliser soi même en 3D - Quel logiciel pratiquez-vous ?
RFN_31 en réponse au topic de Kamijee dans Discussions sur les logiciels 3D
Essaie plutôt sous Windows 10 Plus sérieusement, il n'a pas pu : quel est le message d'erreur ? -
Bonjour, Si tu utilises le slicer Bambu Studio, il existe des paramètres pour cela :
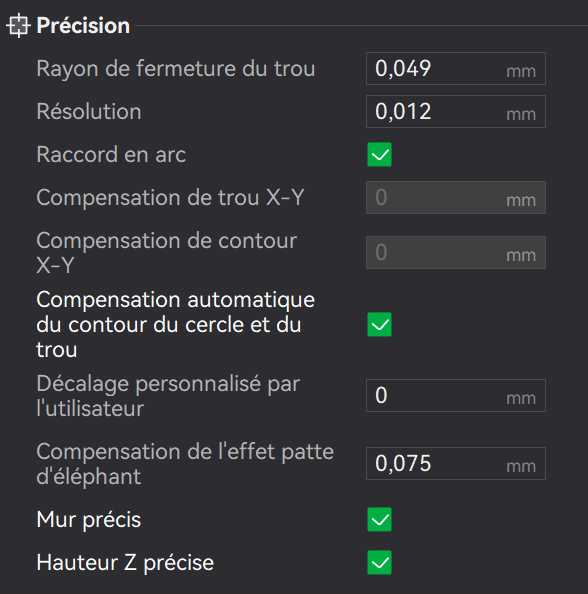
-
Belle extension de l'outil initial Donc la main est à @Alain D. !
-
J'ai du mal à comprendre, mais le schmilblick serait donc un porte-embout pour verrou à empreinte ?
-
[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
RFN_31 en réponse au topic de Motard Geek dans Bambu Lab
À pouvoir suivre une arête courbe proprement. Très efficace. -
Pourtant, il y en a beaucoup qui se plaignent que leur machine imprime des cheveux d'anges…
-
Remplissage engrenage
RFN_31 en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Qu'est-ce qui lâche ? Les dents externes, les dents internes, autre ? -
Sur mon A1, je constate qu'elle tente d'abord un nivelage en 5 points et en cas d'échec de correspondance, elle fait un nivelage 25 points.
-
Est-ce que les encoches en demi-cercle servent à tenir un cylindre ?
-
Le schmilblick se suffit à lui tout seul ou il en faut plusieurs ?
-
Problèmes d'impression avec Artillery Sidewinder X4 Plus S1
RFN_31 en réponse au topic de boum dans Discussions sur les imprimantes 3D
Bonsoir, Ne crois pas tout ce qu'on te dit : j'ai des hélices d'éolienne en PLA dehors depuis plus de 5 ans et elles tournent toujours... Par contre, je déconseille le noir qui absorbe plus les rayons solaires et atteint vite les 50 °C l'été : à cette température, le PLA commence à se déformer. Pour le souple, c'est le TPU (pas le PTU) : selon son grade (shore), il est plus ou moins souple. Plus c'est souple, plus c'est difficile à imprimer. -
Bonjour, Tu peux faire un tramming pour vérifier le bon réglage de ton bed : https://wiki.bambulab.com/en/a1/maintenance/manual-bed-tramming Mais je ne pense pas que cela vienne de là... Pour les vagues, je penche plus pour un problème de température du lit, d'ailleurs le phénomène doit s'atténuer sur les couches suivantes jusqu'à disparaitre. Assure-toi qu'il n'y a pas de jeu dans la tête d'impression, car l'altitude Z=0 est déterminée par la buse en contact avec le bed. En particulier les 4 vis derrière la partie chauffante de la tête : j'ai eu un cas où les vis s'étaient desserrées.
-
Le hitend ? Oui quand on a atteint le but final, on refroidit...
-
Tu n'as pas répondu à cette question.
-
Probleme, mon imprimante monte mais ne descend pas
RFN_31 en réponse au topic de alexou59 dans Discussions sur les imprimantes 3D
Les Ender 3 qui ne descendent pas, ce sont généralement des machines qui ne connaissent pas leur altitude (pas de home Z) donc par prudence, elles ne descendent pas... As-tu une butée Z ou un BL-Touch (ou équivalent) ? As-tu fais un home Z ? -
Un diffuseur peut fonctionner tous les jours Bravo à notre escrimeur... le schmilblick est mort, vive le schmilblick (nouveau)...
-
Une caméra ? (oui je sais, rien à voir avec la ventilation...) Un désodorisant ? Un éclairage ?



