Pitithom
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Récompenses de Pitithom
")





-
Résines et nettoyage : quelles protections ?
Pitithom en réponse au topic de koudcid dans Les imprimantes 3D SLA
Désolé mais google ne fait pas partie de mes standards scientifiques (ce n'est pas de la provoc', c'est juste que sur le sujet de la cancérogénicité il faut être extrêmement prudent sur les sources d'information, il y a vraiment à boire et à manger). De mémoire les résines UV photosensibles à 405nm (telles que celles utilisées pour nos imprimantes comme l'elegoo mars ou la photon) sont formées d'acrylate polyuréthane et de monomères d'acrylate dont la cancerogénicité chez l'homme n'est, à ma connaissance, pas prouvée. Il ne faut pas confondre avec les résines epoxy, les résines utilisées par les soliers et les peintres en deux phases, dont certains composés contiennent des cancérogènes. Encore une fois je ne crois pas me tromper et je n'avais pas retrouvé d'argument probant dans le sens d'une cancérogénicité avérée pour ces molécules (là aussi, les termes n'aident pas, les acrylates d'éthyles ont une toxicité autrement plus importantes que les acrylates monomères, malgré une composition proche et le fait d'appartenir à la même famille). Là aussi, je ne peux pas prétendre tout connaître, je peux me tromper, mais je n'accorde de foi qu'aux sources fiables. -
Résines et nettoyage : quelles protections ?
Pitithom en réponse au topic de koudcid dans Les imprimantes 3D SLA
Irritant assurément, allergisant c'est très probable, mais cancérigène on n'a pas le recul là-dessus, c'est faux aujourd'hui de dire que les résines UV sont cancérigènes (c'est aussi faux de dire qu'elles ne le sont pas). Je mets un bémol car je ne connais pas toutes les résines et certaines le sont peut-être de façon avérée mais je serai curieux de savoir quel service de toxico affirme cela (j'ai été médecin en centre antipoison). Dans tous les cas concernant la toxicité et les moyens de protection on n'oublie jamais les principes de prévention : il est toujours plus efficace d'utiliser des moyens collectifs plutôt qu'individuels (pour les gaz mieux vaut une bonne extraction qu'un masque, c'est certes plus cher, mais beaucoup plus efficace) et surtout, surtout : ne jamais boire, manger ou fumer dans son atelier, se laver les mains avant de boire, manger ou même fumer (tout ce qui est sur les doigts passe sur le papier cigarette et se retrouve dans les poumons) après avoir manipulé sa résine. Attention aussi aux discours commerciaux de certains fabricants de résines qui vous vendent des substances sans odeurs et se permettent d'affirmer qu'elle ne sont pas nocives : c'est totalement faux, la toxicité ne vient pas de l'odeur (le monoxyde de carbone est mortel et totalement inodore par exemple). Actuellement aucune résine de ma connaissance ne justifie qu'on n'utilise pas de gant. Je trouve cela criminel de la part des fabricants de dire qu'il n'existe pas de risque chimique avec de tels produits... La sécurité c'est hyper important, alors mettons nos gants mais ne cédons pas à la parano non plus en propageant des notions qui sont, à ma connaissance, erronées (mais je suis preneur de tout élément contradictoire scientifiquement valide ! ) -
Vends Dagoma Discoeasy 200 "Toutes options" (s'entend commercialisées par Dagoma ): - écran déporté - extrudeur+ avec système de pause / éjection de filament / capteur de fin de filament Le tout 200 €. Retrait en mains propres du côté de Rennes (je vais régulièrement à Vannes et du côté du Mans aussi). Si questions n'hésitez pas (ici ou en mp)
-
Custom mods DiscoEasy by stan
Pitithom en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Alors là, merci beaucoup Père Noël @stan42... je bave d'envie d'imprimer tout cela !! (pour le moment ce sera uniquement le mod easy standard car mon caisson est au format ikehack basique) -
Un mot pour plussoyer (s'il était encore nécessaire de le faire !) : les fiches semblent avoir été montées à l'envers et le fait de retourner chacune (en coupant proprement le détrompeur) permet de résoudre le problème ! Merci à @gerard49 et à @Wrmaeleun !!
-
Bonsoir, quelques nouvelles et surtout merci pour ces informations, je comprends mieux l'importance du palpeur et ce qu'est l'auto bed levelling. Il faudra effectivement que je passe du temps à revérifier le parallélisme de mes axes car même si ce que j'obtiens me satisfait globalement j'ai l'impression que le phénomène s'accentue (d'ailleurs je trouve que le wrapping s'accentue aussi sur mes pièces). Pour le moment je m'attelle à la construction d'un caisson pour ma discoeasy (un modèle à base d'Ikea Lack), mais je crois que le prochain chantier sera celui du parallélisme et de la précision !
-
Filtrer l'air d'une imprimante
Pitithom en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Oui, il paraît même que cela fait rouiller les articulations ! Effectivement, il faut savoir prendre du recul, mais je crois quand même qu'il ne faut pas balayer pour autant du revers les risques liés aux émanations "domestiques". Prudence et bon sens, en somme ! Envoyé de mon ASUS_Z011D en utilisant Tapatalk -
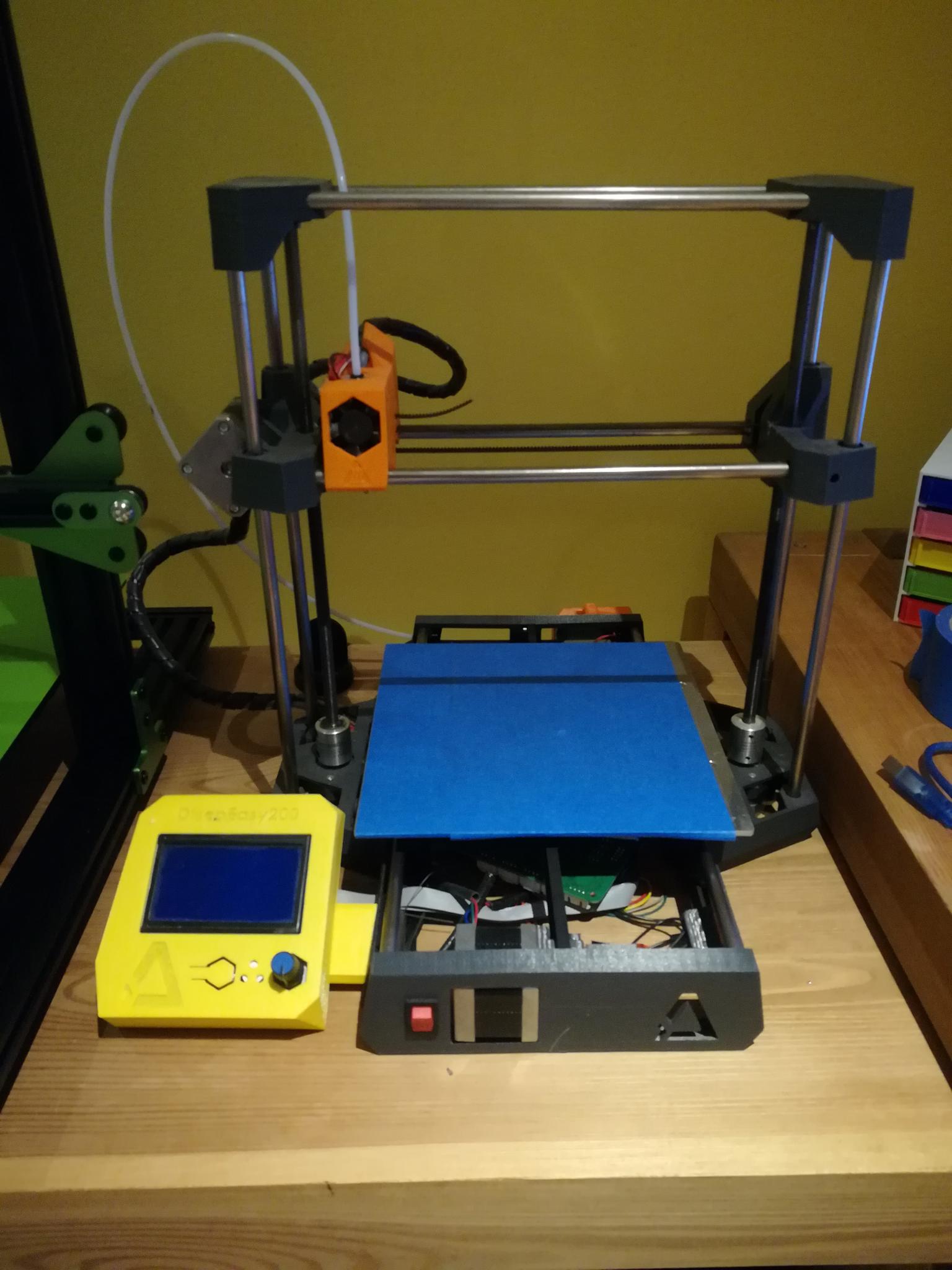
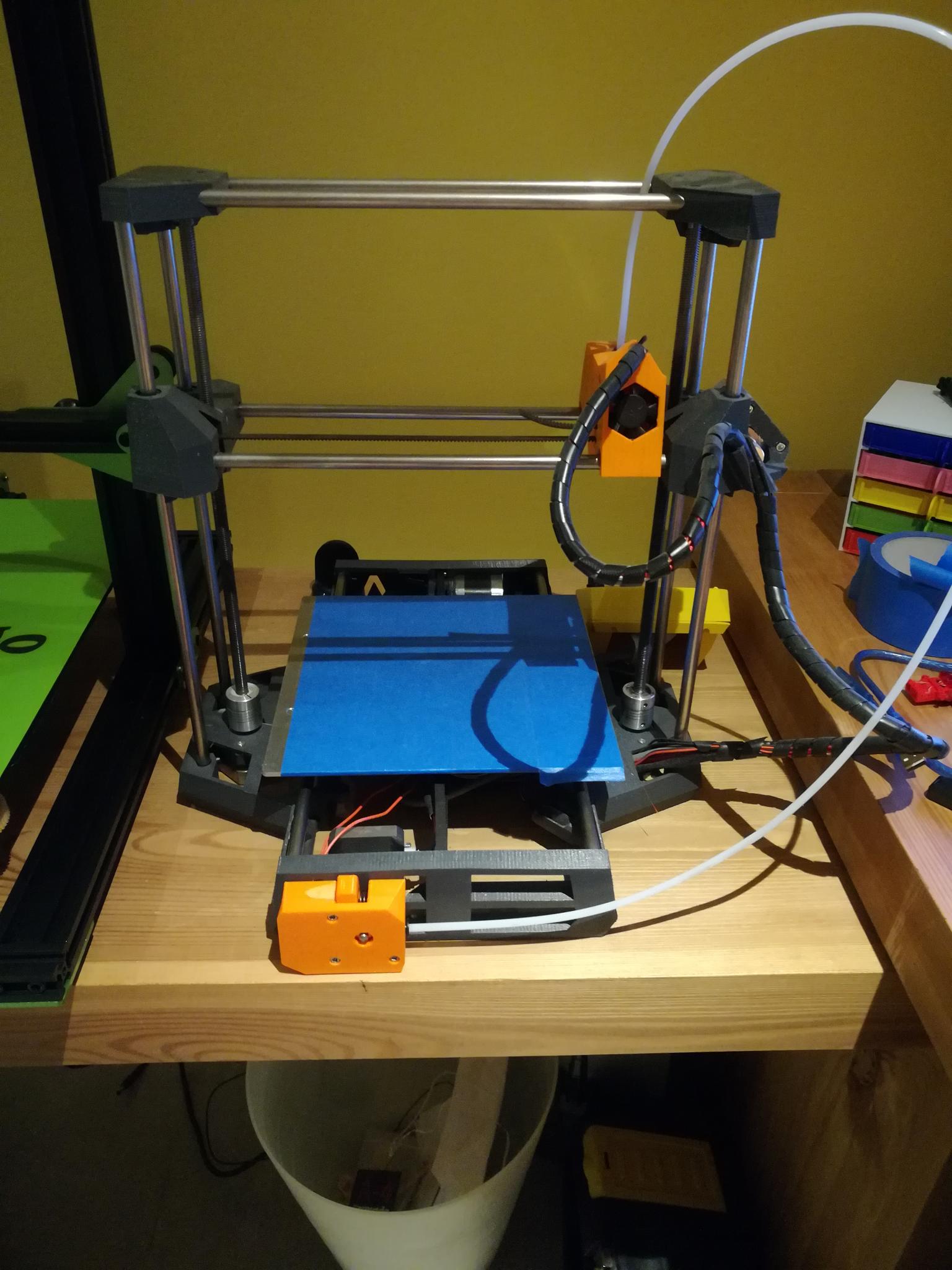
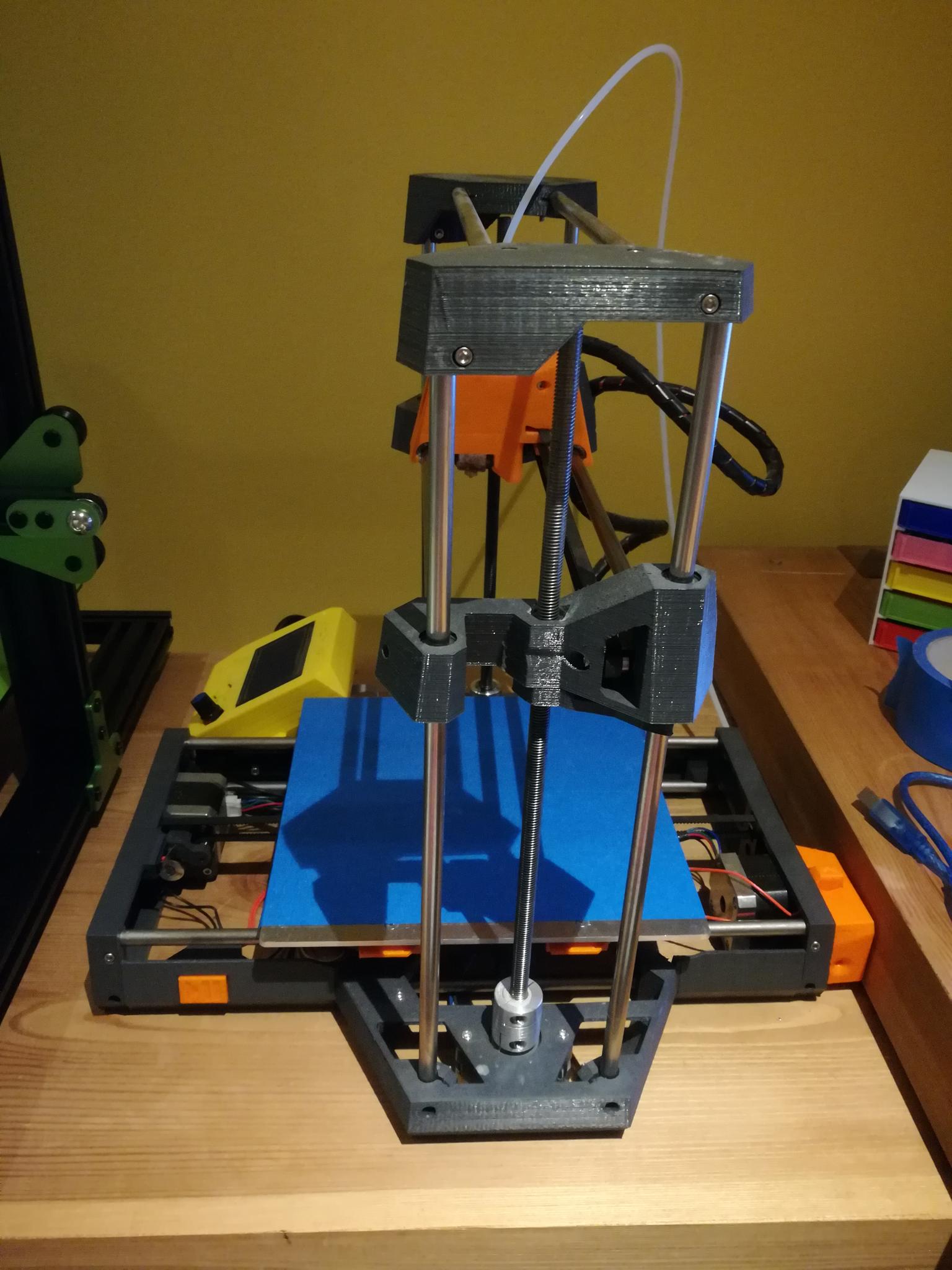
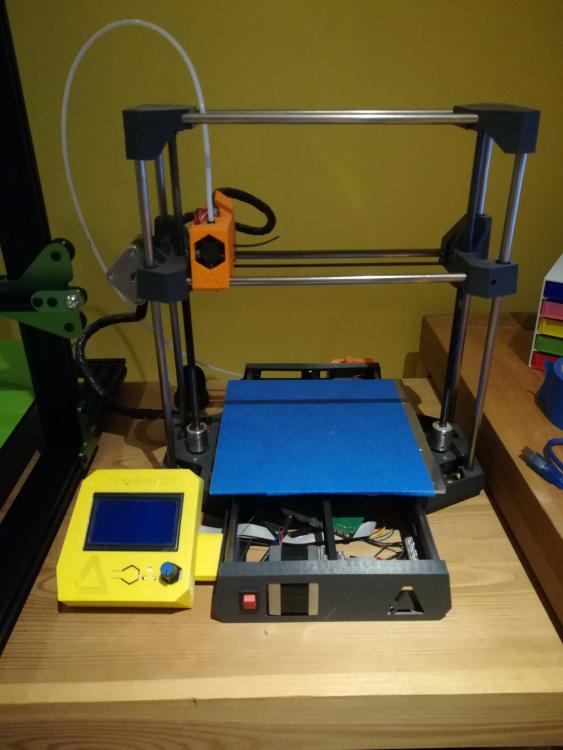
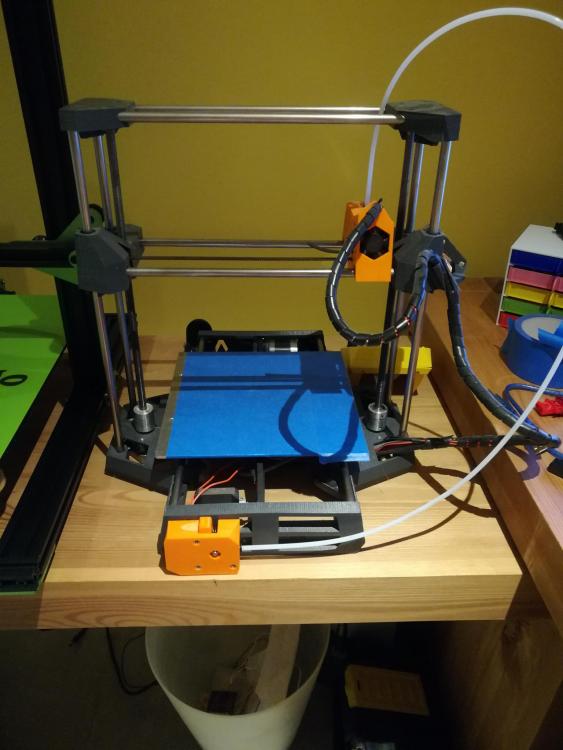
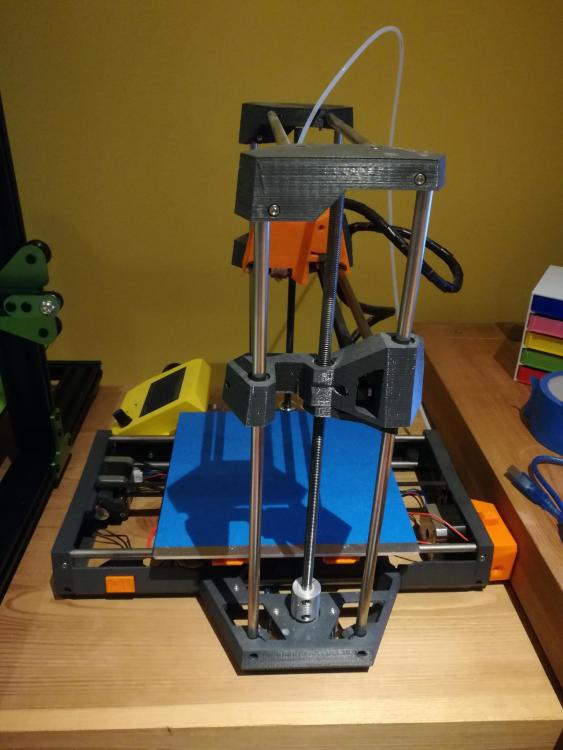
Bonsoir, Voilà un peu moins de 3 semaines que j'ai reçu et monté ma première imprimante 3d, une discoeasy200, et je souhaitais livrer mes premières impressions à la communauté. Contrairement à certains sur le forum, mes débuts ont plutôt été favorables, mais j'ai peut-être été chanceux. Je constate également que les personnes ayant commandé leur discoeasy200 montée semblaient plus souvent en difficulté. Car à part quelques problèmes de débutant (pour lesquels un simple "RTFM !" n'aurait pas suffit car la doc est parfois succinte ou inadaptée), je trouve mes premières impressions plutôt satisfaisante (cf. photos, à critiquer à loisir !). Avec le préréglage de CdB "fin" (0,1mm) et le fil correspondant à mes achats (octofiber, température fixée à 210°C), j'ai pu imprimer ce petit bulbizarre plutôt pas mal (avec supports pour les parties touchant le plateau) et le robot de la makerfaire (toutes les articulations fonctionnent sauf 1 hanche !). Les petits soucis ont commencé avec l'impression de plus grandes pièces et en changeant de fil, où j'ai parfois pu constater du wrapping (entrainant un foirage complet d'une grosse impression laissée toute seule avec de la laine de fil tout partout !) et où j'ai galéré à trouver la bonne température... Pour ce point je ne remercie pas CdB ! Sur la version à télécharger pour la DiscoEasy, la paramétrage de la température ne fonctionne pas : quelle que soit la modification choisie, elle reste à 205°C (le réglage de base pour "autre PLA", ce que j'ai confirmé en analysant le gcode et avec pronterface). Mais avec un peu de patience et d'apprentissage, on finit par arriver à ses fins ! Et désormais je n'imprime plus sans ajouter la "préparation de la surface d'adhésion" (qui correspond à 5 tours de brim, si j'ai bien pigé). Toujours avec les grosses pièces, j'ai aussi remarqué que mon offset n'était pas homogène sur tout le plateau : c'est comme si la partie en bas à gauche était plus haute que celle en haut à droite, ce qui entraine un claquement systématique de la première couche en bas à gauche (et parfois un peu de wrapping en haut à droite). Sur la 3e photo on peut remarquer que la zone en bas à droite est plus écrasée que le reste... De plus mon beau-père m'a fait remarquer ce jour un détail qui explique peut-être la chose : lors des déplacements sur les axes X ou Y, l'axe Z évolue légèrement (environ 1/2 tour sur l'axe X, et environ 15° sur l'axe Y) : je ne comprend pas ces déplacements alors que la buse n'est pas censée bouger puisqu'elle imprime sur le même layer. Si vous avez des idées pour expliquer cela (c'est peut-être tout à fait normal, mais ça me laisse quand même perplexe), je suis tout ouïe. En conclusion, ma première impression avec cette machine est quelle fait le job, même s'il est dommage de devoir parfois farfouiller pas mal pour un objet quasi "plug and play". Après je ne suis pas dupe et je ne m'y attendait pas compte-tenu du prix plancher. Cependant, je garde une certaine frustration liée à l'absence de possibilité de bien configurer sa machine avec l'outil Cura By Dagoma (trop fermé)... désormais, je crois que j'utiliserai le Cura "de base", même s'il faudra un peu de temps pour tout piger. Merci pour votre lecture et bonne soirée !



-
Triangulation & Renforts XYZ "By Stan42"
Pitithom en réponse au topic de stan42 dans Mise à jour et/ou amélioration
Ah ouais c'est sur, quand les pros s'y mettent ça a une meilleure allure ! Je vais trouver un autre créneau pour poursuivre mon autoformation à la modélisation 3d alors ! Et merci ! -
Filtrer l'air d'une imprimante
Pitithom en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Je pense que c'est le plus efficace, en dehors d'un caisson étanche. Après il faut savoir raison garder : le problème des émanations se rencontre surtout lorsqu'on y est exposé plusieurs heures par jour 5j/7, l'utilisation en loisir est beaucoup moins à risque à mon avis. Dans tous les cas ça na rien à voir avec les quantités inhalées avec la cigarette ou sur 1h d'embouteillages. Pour les filtres "machines" de type HEPA j'avoue ne pas savoir (les notices recommandent effectivement un remplacement au bout de plusieurs mois), mais les filtres ABEK pour les masques à cartouches sont à remplacer plus régulièrement. De toutes manières, le meilleur détecteur est effectivement le nez : quand on sent l'odeur c'est que le filtre ne filtre plus grand chose ! Alors après, quitte à inquiéter ou rassurer tout le monde : ce n'est pas forcément ce qui sent le plus fort qui est le plus toxique... A mon avis pour la température, un caisson étanche avec entrée/sortie d'air d'un débit suffisant est assez facile à faire. Pour la filtration des odeurs je crois qu'un charbon doit suffire mais je ne pourrai pas faire d'essai avec l'ABS, j'ai juste une printeuse dagoma easy de base (et vu l'usage que j'en ai pour le moment et les retours sur l'odeur d'ABS, je ne vais pas m'y risquer de suite) ! -
Triangulation & Renforts XYZ "By Stan42"
Pitithom en réponse au topic de stan42 dans Mise à jour et/ou amélioration
En fait j'ai cru comprendre en parcourant le forum que cela entrainait une contrainte supplémentaire sur la tige filetée, susceptible de l'abimer, sans impact important sur le wobble. Comme les miennes bougent un peu, sans gros problème de wobble pour autant, j'ai préféré laisser tel quel. Ha bah oui, forcément, je n'ai pas été très créatif pour ma création : j'ai juste fusionné ta pièce (pour les angles accueillant la triangulation) et la pièce de la Deasy ! Merci pour ton avis, je pense que je vais continuer à travailler sur tes pièces et les originales pour adapter le système de triangulation à la Deasy. J'essaierai probablement plus tard un système bloquant les tiges filetées, mais pour le moment je vais me concentrer sur le mode EVO350 de la Deasy. -
Triangulation & Renforts XYZ "By Stan42"
Pitithom en réponse au topic de stan42 dans Mise à jour et/ou amélioration
preneur également ! J'ai déjà commencé à modifier les fichiers de @stan42 (bon, autant être honnête je n'y connais rien en matière de droits et compagnie et je ne veux froisser/porter préjudice à/blesser personne, prévenez moi si cela choque), et j'ai pondu cette pièce pour la fixation haute (avec juste un mirror à faire pour avoir les deux). Pour les pros du design 3d c'est probablement très moche, c'est à base de gros tinkercad en fusionnant les 2 stl de la DE200 et de la modif EVO350 mais étant un grand débutant dans le domaine c'est tout ce que je propose ! J'ai laissé la "touch" @stan42, pour rendre à César ce qui lui appartient. Vos avis sont quand même les bienvenus =) de200_fix_haute_evo_350.stl -
le dropbox est a priori le bon lien (au cas où : https://www.dropbox.com/sh/t4lbfacpc9d18uv/AADuSImJXJiSYW-y9VtkWKOBa/windows?dl=0) J'ai installé l'ensemble des fichiers du lien dans un répertoire (peu importe, j'ai téléchargé les miens là où j'avais mis Dagom'app), et ensuite lorsque j'avais branché l'imprimante en usb il a cherché les drivers un certain temps avant de me dire que le matériel n'était pas reconnu. De là je suis passé par le gestionnaire de périphériques pour rechercher manuellement les pilotes, en sélectionnant le dossier dans lequel je les avais installé. Je ne sais pas pourquoi mais il m'avait fallu répéter l'opération 2 fois. Ça c'est pour l'opération sous windows 7, mais je pense que windows 10 doit avoir un fonctionnement assez similaire. Mais avant il faut vérifier si les drivers ont déjà été bien installés (si ça se trouve ça ne pose pas de problème dans windows 10).
-
Bonjour, personnellement je commencerai par vérifier tous les branchements si cela n'a pas déjà été fait. Je n'ai eu à aucun moment besoin d'injecter le firmware puisqu'à priori il est normalement déjà présent sur la carte lors de l'envoi (c'est pas tout à fait du plug and play, mais c'est la direction que souhaite prendre dagoma, donc normalement pas besoin de bidouille pour la mise en route). Est-ce que les drivers ont bien été installés (j'avais eu besoin de les retélecharger et de les installer manuellement sur windows 7 64bits). ?
-
Filtrer l'air d'une imprimante
Pitithom en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Bonjour, ce sujet m'intéresse hautement car je suis moi-même en train de réfléchir à une solution de caisson + filtration pour mon imprimante (dagoma non customisée donc juste PLA pour le moment). J'ai lu les premiers et dernières pages du sujet et je constate qu'on tourne toujours autour des mêmes questions : toxicité des émanations solvantées ou des particules (ou posé autrement : c'est qui le plus fort, l'hippopotame ou l'éléphant ?), intérêt réel de la ventilation (suffit-il de bien aérer la pièce de son domicile comme le préconise certains, par "bon sens"), etc. S'agissant un peu du cœur de mon activité professionnelle (et même de mon quotidien il y a encore peu) voilà mon avis face aux données acquises de la science (qui sont les mêmes références qu'on a pu voir passer plus tôt dans le topic ; quelle joie de voir des personnes rechercher des sources dans de véritables articles scientifiques !) : aucune étude n'a actuellement pu démontrer le caractère cancérigène de l'exposition aux solvants (de manière générale), en dehors de quelques cas particuliers (il existe simplement des critères épidémiologiques retrouvant un OR légèrement supérieur à 1, significatifs mais pas non plus retrouvés partout, on n'a jamais tous les critères de causalité de Bradford-Hill) ; en revanche le caractère irritant pour les muqueuses et les voies respiratoires est bien connu et décrit (@Jef_Lord : les symptômes présentés sont typiques et heureusement bénins et cessant à la fin de l'exposition ; ils correspondent à mon avis à une irritation des voies aérodigestives et des globes oculaires, associés à un début de syndrome pseudo-ébrieux (les maux de têtes) ; Les particules fines sont responsables d'une augmentation du taux de mortalité, notamment par cancer, et tout particulièrement pour les particules fines d'un diamètre de 2,5 µm (PM2,5), or les imprimantes 3D rejettent des particules fines, mais dans des quantités très modestes (un feu de cheminée crache beaucoup plus de particules fines, la cigarette je n'en parle pas, et rouler dans les embouteillages non plus...) ; de là, deux attitudes à adopter qui me semblent autant raisonnables, à partir du moment ou on décide qu'on ne pourra plus jamais se passer de son imprimante 3d (la meilleure solution étant toujours la suppression du risque, mais j'imagine que personne ici n'est là pour cela !) : la première est de bien aérer la pièce (faire un courant d'air) où se font les impressions, tout en évitant d'y circuler lorsque la machine fonctionne, et la seconde consiste à isoler sa machine et filtrer l'air (ce qui n'empêche pas de bien aérer sa maison quotidiennement) ; cette filtration doit alors se faire en fonction des matériaux utilisés et j'aurai plutôt tendance à vouloir supprimer les particules fines que les émanations solvantées (mais c'est techniquement pas simple du tout, sans parler du renouvellement des filtres) pour le risque documenté à long terme. Personnellement j'aurai tendance à opter pour la solution de l'aération, tant je doute de l'efficacité du bidouillage sur la réalité de l'exposition (il n'y a à mon avis rien de pire que se croire faussement rassuré par un filtre usagé, il faut en général changer les les filtres à gaz très souvent, éventuellement de façon hebdomadaire ou quotidienne selon le débit de filtration et les conditions de stockage, idem pour les filtres à particules, en imaginant un système qui fonctionne, il faudrait qu'il soit absolument étanche pour être efficace). Bien à vous,