Talles2222
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Récompenses de Talles2222
")





-
 Je suis sur Cura, sa courbe d'apprentissage ma séduit
Je suis sur Cura, sa courbe d'apprentissage ma séduit -
Moi qui cherchais de quoi faire des pièces de test facilement ! ^^ parfait (faut que je me penche sur les extensions de cura !) Bon je compte tester une distance de rétraction de 1 à 6 en laissant la vitesse actuelle pour voir si cela se reproduit dans un premier temps. Pour info j'étais parti sur 2 mm en distance mais j'avais beaucoup de stringing et en augmentant progressivement à 4 mm celui-ci disparaissait enfin, et j'étais tombé sur ça : donc ça ne me paraissait pas poser de problème En quoi cela serait mieux, qu'est-ce qui rend ce paramètre digne du vilain petit canard ? ^^
-
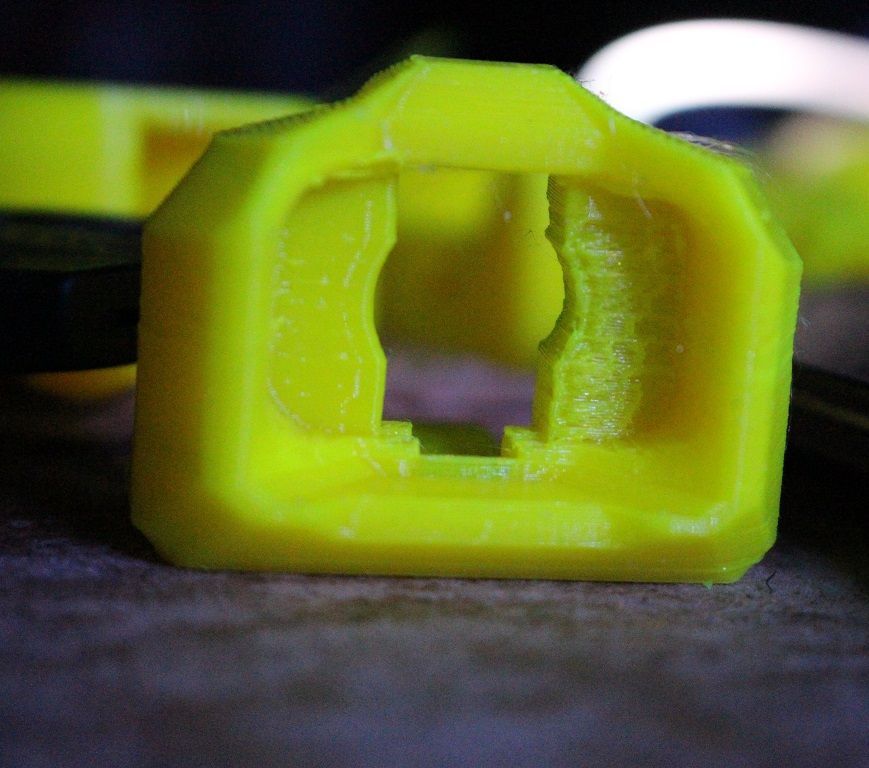
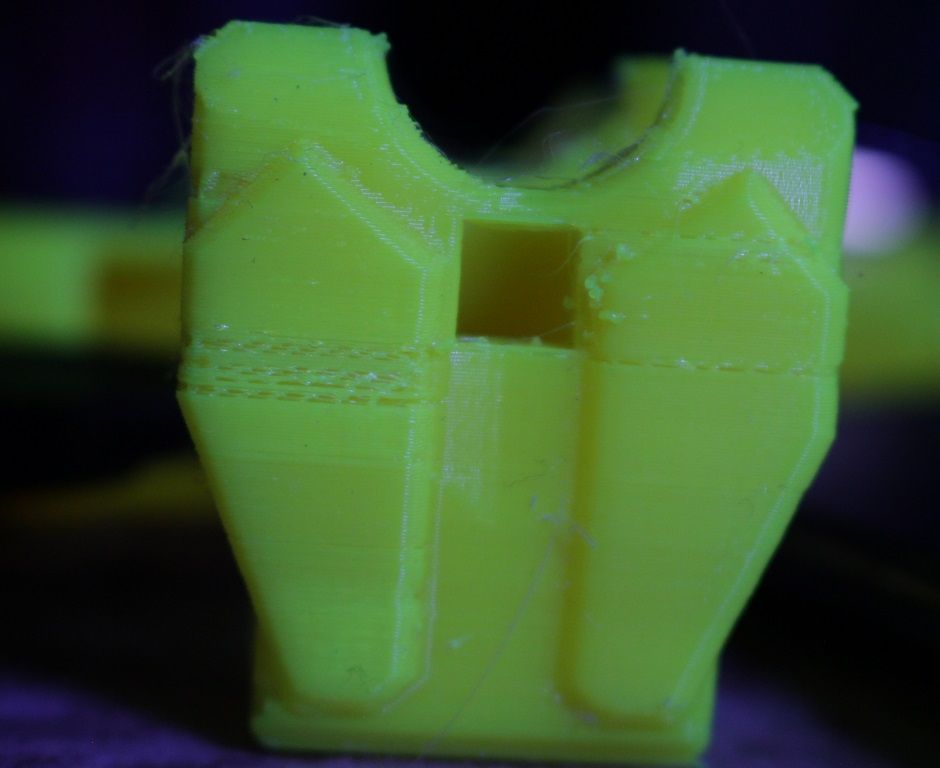
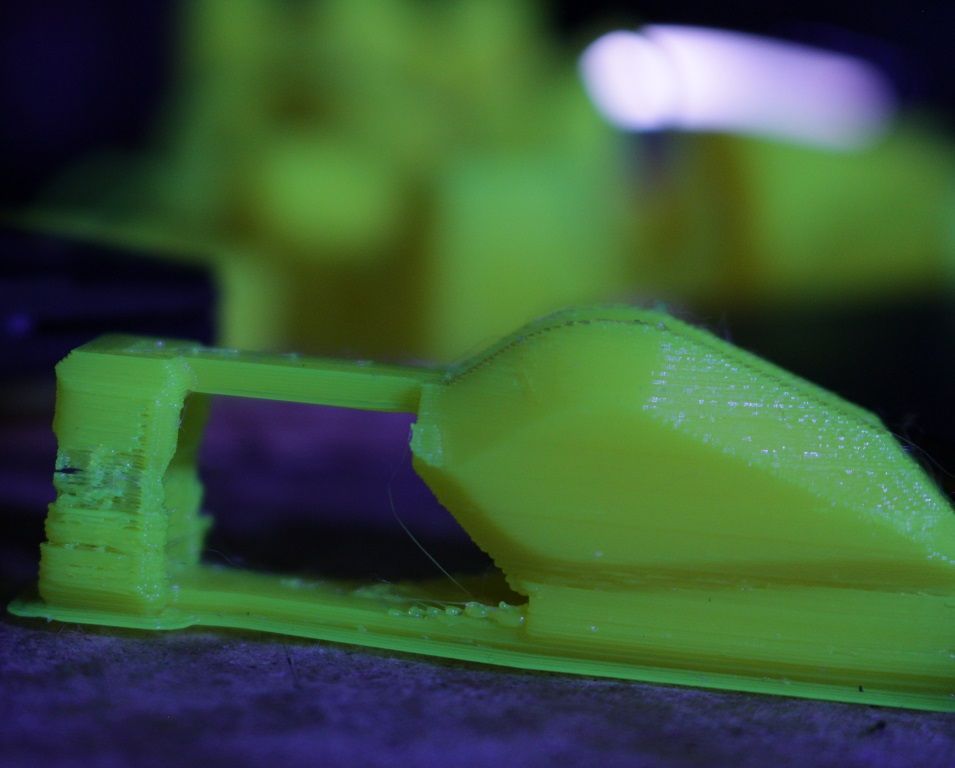
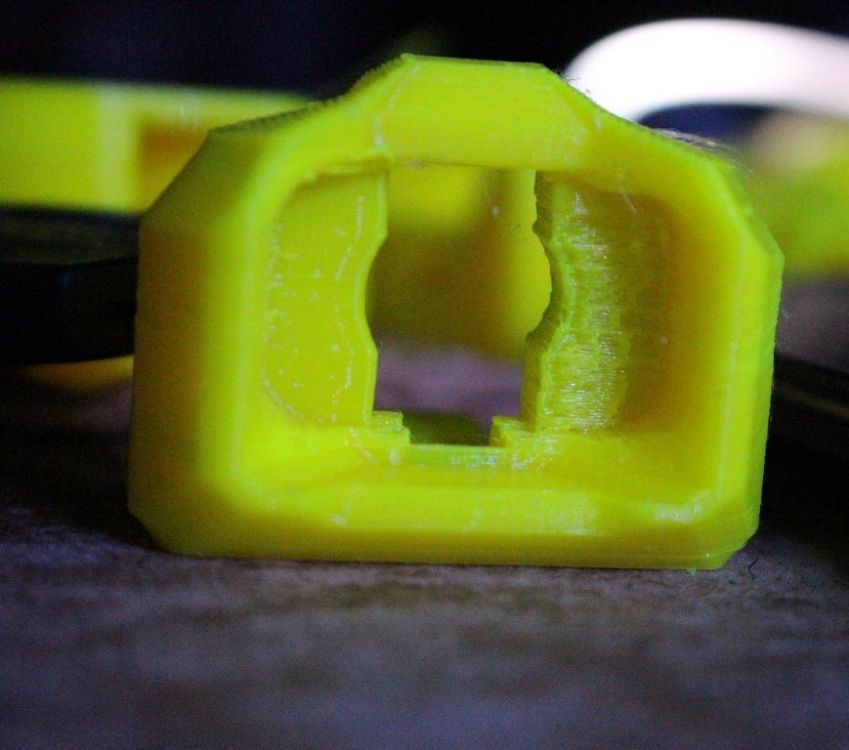
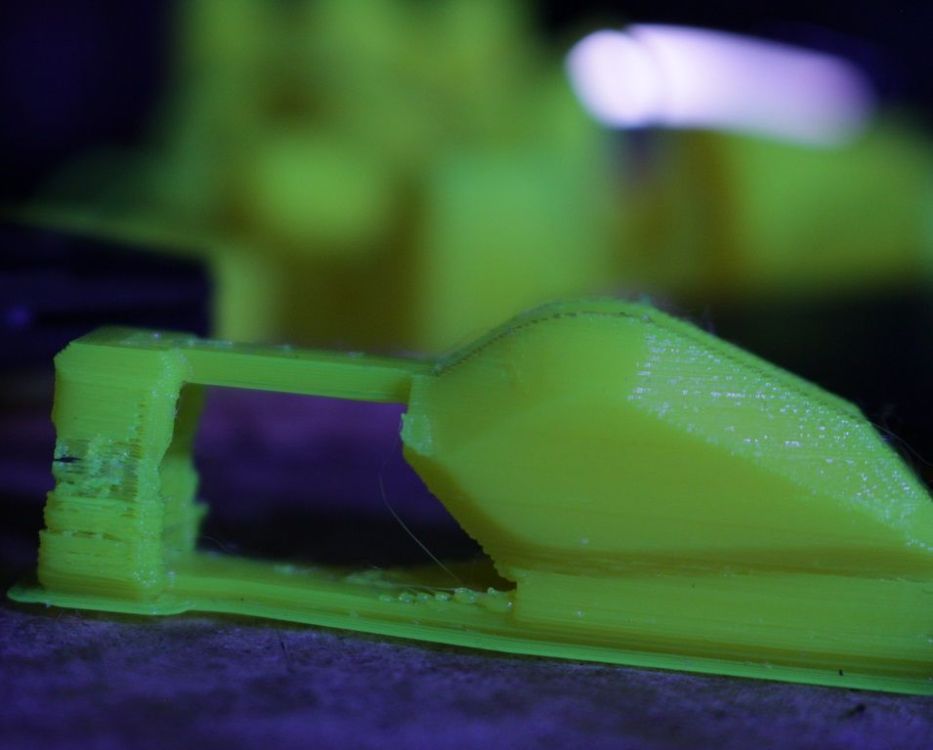
Je me suis enfin lancé dans le territoire du PETG ! J'ai pour cette occasion acheté 2 bobines (JAYO (noir et jaune)) avec l'idée d'imprimer la figurine articulée Dummy 13. J'ai configuré mon profil sous cura après récolte d'informations sur le petg et exemple de profil et fait des impressions test avec le filament noir et tout est ok sans surprise indésirable. J'ai donc commencé à imprimer toutes les pièces noires pour Dummy : et tout est ok également ! J'ai donc suivi le pas avec la bobine jaune. Et là les pièces sont sorties avec des défauts d'extrusion sur les parois. En analysant ces zones, il semblerait que cela se produise à l'amorçage en début de ligne mais n'est visiblement pas systématique pour autant. (Ce qui explique le pourquoi des zones particulières où cela se produit) : Au vu de mon enquête, il pourrait s'agir d'un problème de paramètre au niveau de la rétractation J'ai pour paramètre ce qui suit (D12 300 Direct drive) Température d'impression : 240° Distance de rétractation : 4mm Vitesse de rétractation : 35 mm/s Décalage en Z : Mode de détours : pas sur la surface extérieure ( cela est-il nécessaire au vu du décalage en Z ?) Activé la roue libre : Je partirais bien pour faire un test en augmentant la vitesse d'amorçage. Mais je ne m'explique pas pourquoi ce filament là et pas l'autre. Mais avant d'entreprendre quoi que ce soit, je suis ouvert à explorer d'autres propositions (je passe peut-être à côté de quelque chose si ce n'est d'une impression réussie)

-
Talles2222 a changé sa photo de profil
-
[TUTO / Conseils] Quelques réglages à réaliser avant de se lancer
Talles2222 en réponse au topic de fran6p dans Tutoriels et améliorations pour Creality
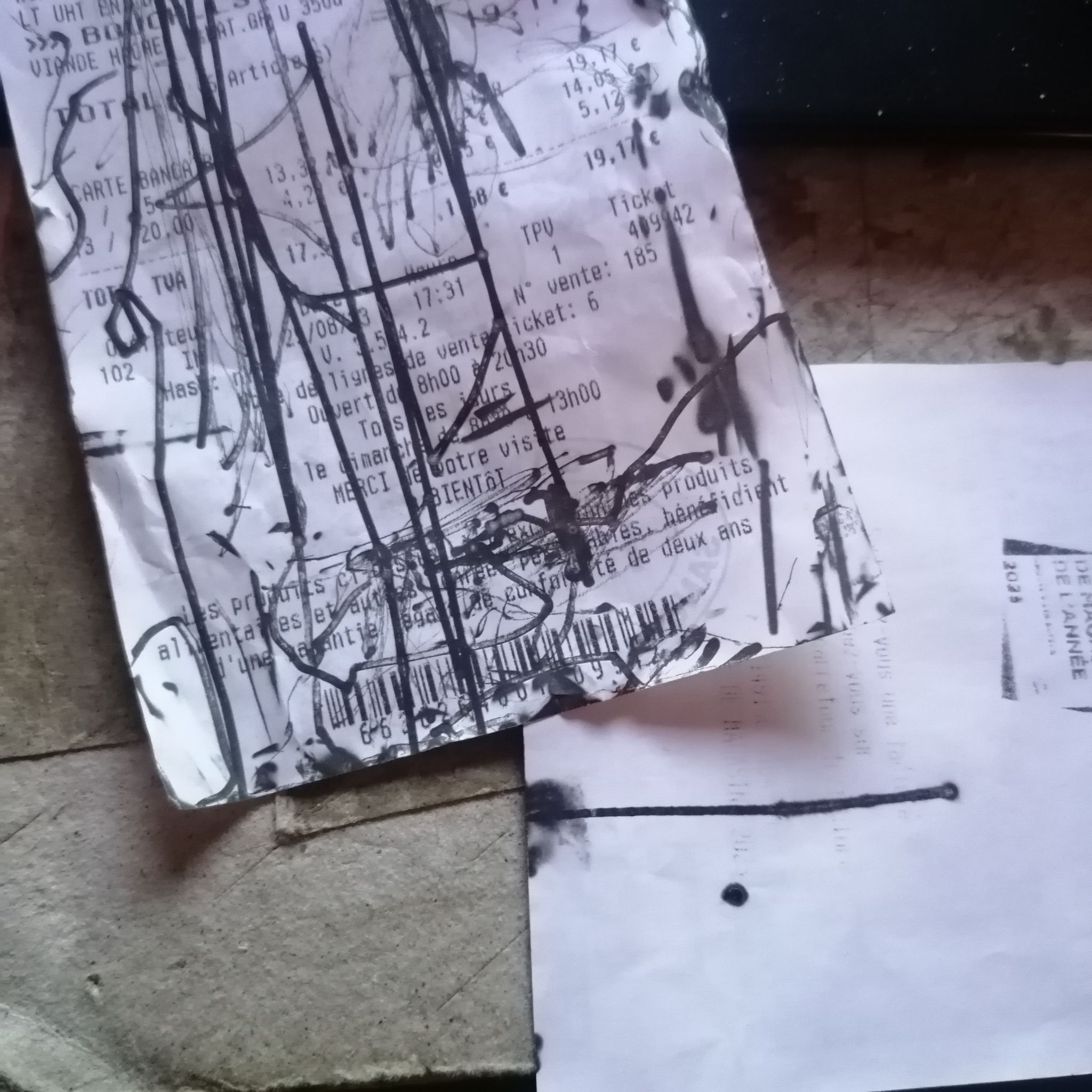
Voilà je viens de découvrir une astuce que je n'ai vue nul par à l'heure actuel pour le nivellement du plateau. J'ai trouvé le papier idéal pour régler le nivellement du plateau avec la buse : Un ticket de caisse ! Grâce à la sensibilité thermique du ticket de caisse et sa finesse, la buse chaude laissera une trace noire nette quand elle sera à bonne distance. Et si la marque n'est pas parfaite et ou que le papier coince alors le réglage n'est pas bon. Ci-dessous, un petit détail sur d'ancienne course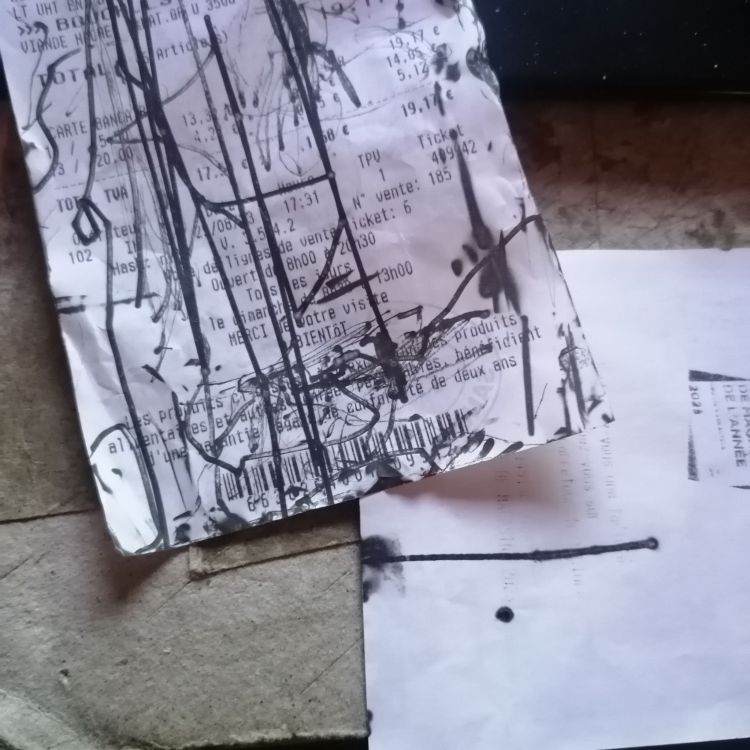
-
Bon du coup je suis revenu au firmware neoprodfx, je n'ai plus qu'à configurer le leveling pour que la palpation ne se fasse pas en dehors du plateau, j'ai l'impression que la commande g29 ne prend pas en compte les paramètres de "size max/min du plateau", comment ce configure une commande G29 ?
-
Je viens de tester, l'axe z semble en faite être inversé la buse ne fesait que descendre et impossible de la faire monté plus que sa position initiale
-
j'avais cette version neo prod pour BL touch Robin_nano35.binrobin_nano35_cfg.txtneo prod.zip
-
Parce qu'il y a un emplacement Z+ ? Il fonctionnait correctement avec les autres firmware et j'avais suivie les vidéos d'installation wanhao
-
Heu ... bon je juge pas l'interface mais .... Et puis bas quand j'ai test le nivelage la buse s'est mis en contact avec le plateau et s'est déplacé tout en continuant à descendre comme si le bl touch n'envoyait aucun signal de fin de course.
-
C'est en direct drive donc du coup c'est du mono. Sinon j'ai toujours utilisé ma carte sd pour les impressions. Je ne vois pas concrètement ce qu'apporte la connexion wifi en plus. Dit donc tu touche ta pomme, si je puis dire, en firmware
-
Je crois bien que malgré que le fichier cfg soit pour une d12 300 la config du palpage soit fait pour une 230
-
Alors ça fonctionne à un détail près que les points de palpages sont trop en avant et une fois sur deux le pointeau du bl touch arrive dans le vide, c'est vraiment sur la bordure du plateau, du coup il se stop.
-
Alors pour le décalage je n'ai pas mesurer mais c'est environs 1 cm Super ! le firmware fonctione par contre l'axe z semble être inversé et c'est une version pour 230 ? au vu de la dimension du palpage. Par contre comment retrouver l'interface de la version neoprod ?
-
Donc si je l'ai acheter en 2021 c'est bien une V1.2 Sinon je viens de flasher et toujours "no data" et je deviens meilleur au jeux de la taupe
-
Je l'ai acheter en 2021 donc oui c'est une v1.2 si j'ai bien compris