karmavibes7
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Récompenses de karmavibes7
")





-
Profils SuperSlicer pour FLSUN Super Racer SR
karmavibes7 en réponse au topic de Motard Geek dans FLSUN 3D
oui j'ai même 335. après j'imagine que l'on peut pas imprimer jusque là mais y'a un gros écart entre 260 et 330 quand même Merci pour les courroies je vais checker ça

-
fails des aplombs et certaines couches - ender 5
karmavibes7 en réponse au topic de karmavibes7 dans Creality
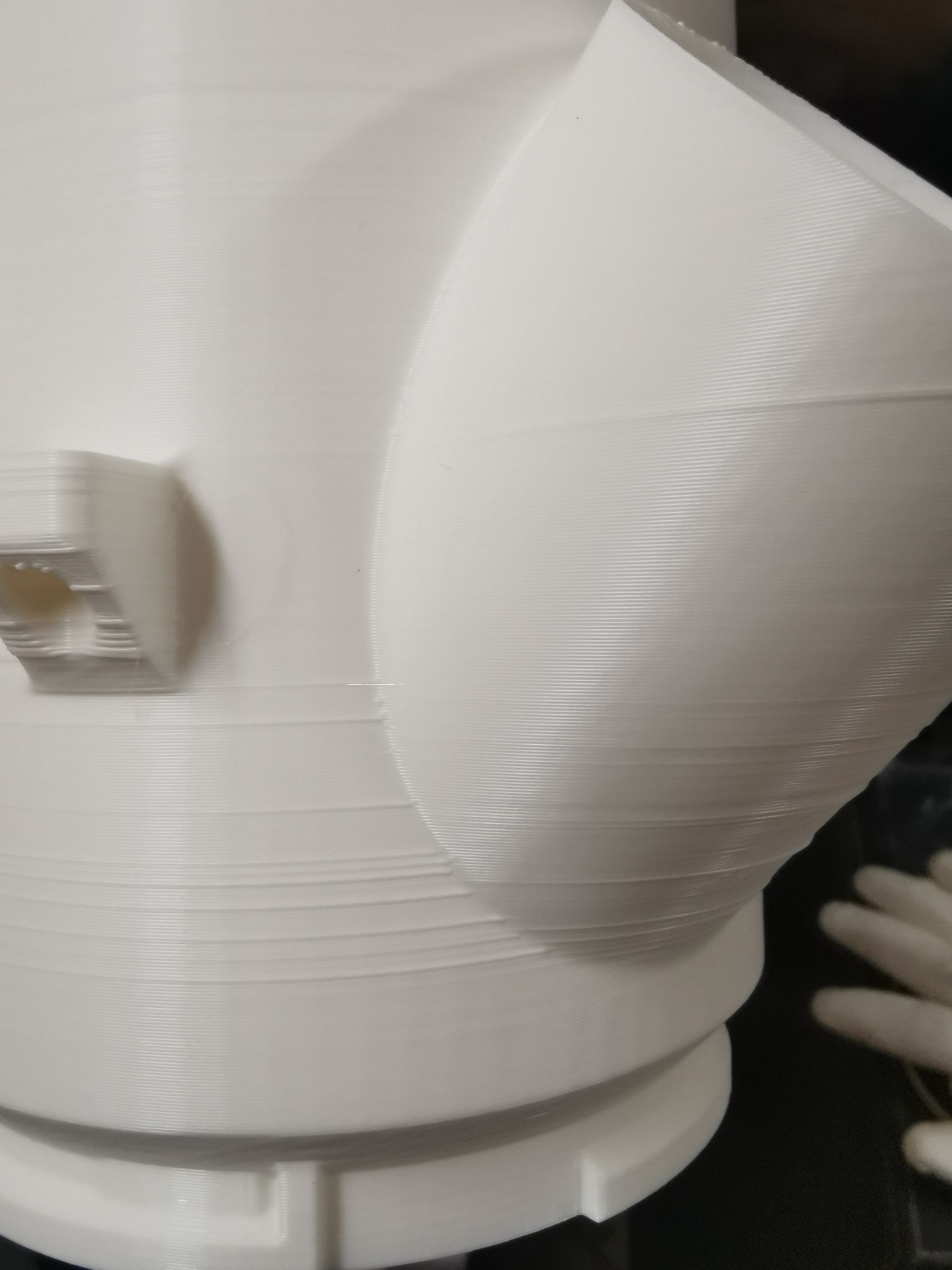
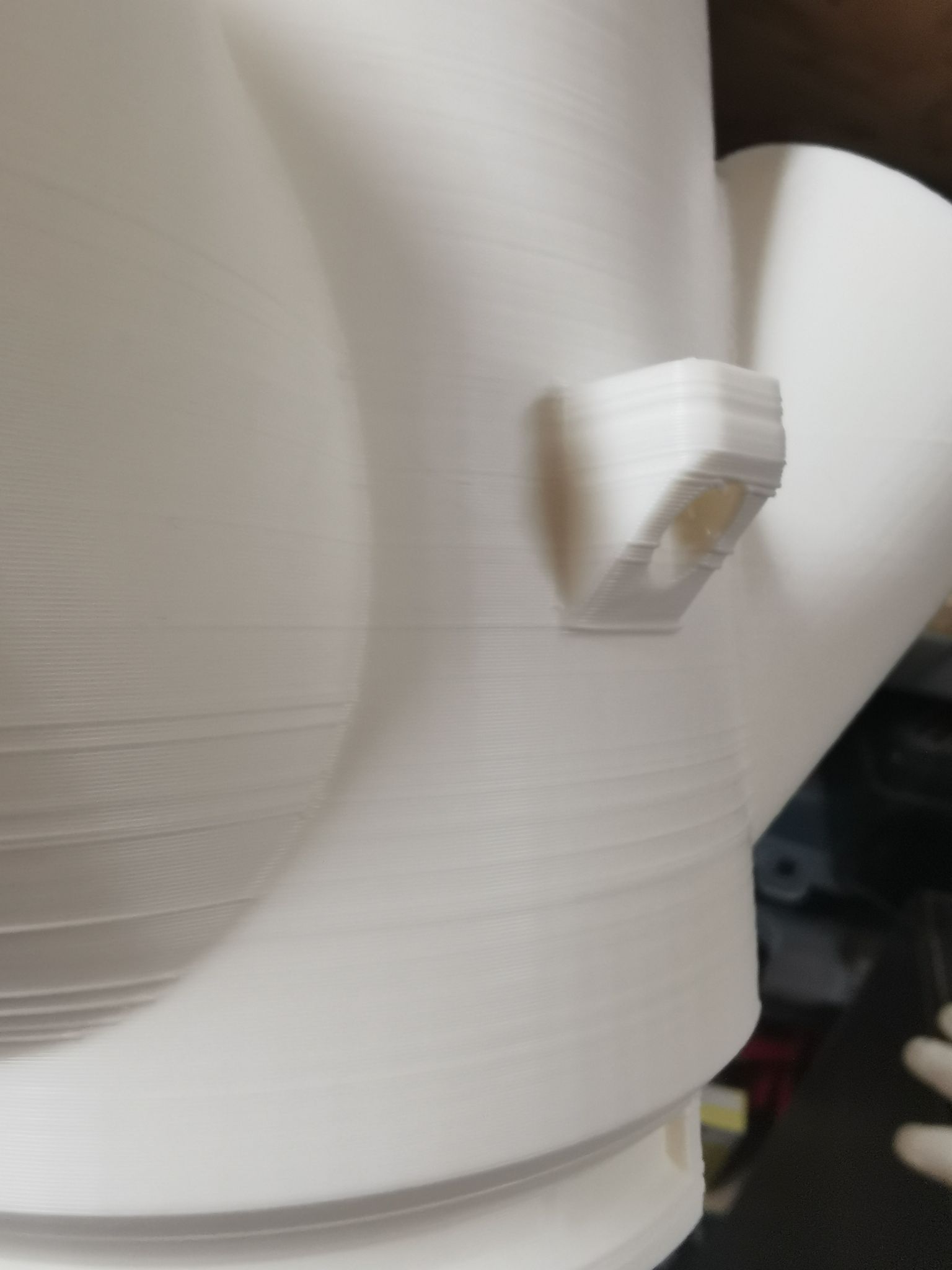
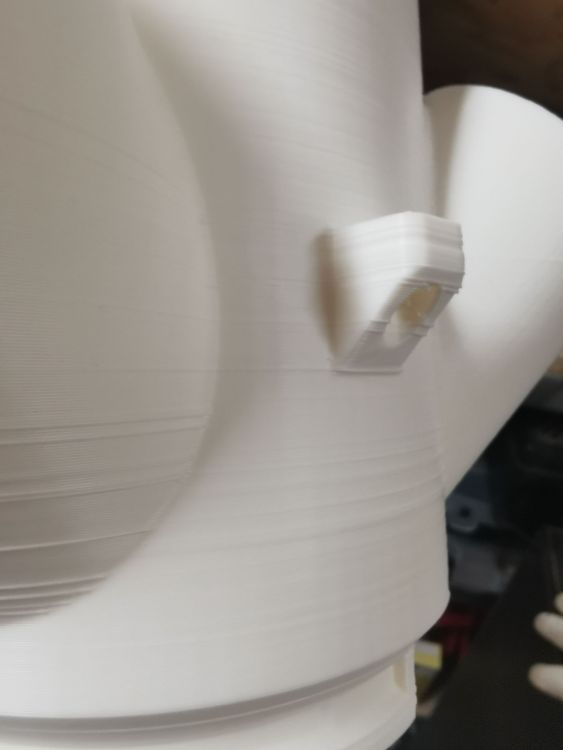
ah oui, je n'ai même pas fait attention, ça serait plus judicieux effectivement par contre il y a de temps en temps des filaments qui débordent et ne suivent pas les contours de la pièces comme pour toutes les autres couches j'ai envie de dire et je ne sais pas à quoi cela est dû. on le voit mal sur la photo (la 3ème), mais on voit que près de la base il y a eu sur quelques couches des loupés. ca me le fait aussi sur une autre imprimante et je ne sais pas pourquoi

-
salut, après de belles modifications de mon ender 5, j'ai pu reprendre les impressions et je n'en suis franchement pas déçu. Seul hic, c'est ce genre de fails que vous pouvez voir sur les photos. C'est régulièrement le même genre de soucis, à divers endroits. Mais je penses que ça doit disparaître sur quelques réglages ou sur le firmware éventuellement. Any idea ? profil sous cura, ABS + ESUN température 240°, BED 90° hauteur de couche 0.2, vitesse de print 80




-
besoin d'aide car impossible de sortir de belle impression sur Ender 5
karmavibes7 en réponse au topic de SwordFire dans Creality
salut, j'ai essayé les buses en 0.2 au tout début et je me suis vite remis aux 0.4. commence pas ça. tu dois avoir un problème à ce niveau. Après avoir changé ta buse, fais un recalibrage de ton extrudeur. Ensuite renivelle ton plateau Contrôle tes courroies, retends les si nécessaire mais pas trop non plus. Des topics ont été créé là dessus pour t'expliquer si besoin. Une fois tout ça de fait, reviens poster avec photo de ce qu'il se passe pour qu'on puisse t'aider J'ai une ender 5 que j'ai amélioré et avant d'arriver à réimprimer comme au tout début et encore mieux même, j'ai du me rendre à l'évidence que l'on ne peut pas jsute mettre en route, faire quelques réglages hasardeux comme j'ai pû le faire au début et espérer que ca marche. Tout ce qu'on réussi à faire c'est se dégoûter du 3d print alors qu'en fait c'est assez simple quand on prend les problèmes 1 par 1. Bon courage à toi -
Profils SuperSlicer pour FLSUN Super Racer SR
karmavibes7 en réponse au topic de Motard Geek dans FLSUN 3D
salut les flsunner! une tite question concernant le Z max, tu es sûr qu'il faut mettre 260 dans ton profil superslicer ? j'ai mesuré du coup dans le doute et il y a bien 330. Alors je pose la question il doit y a voir une raison à ca D'ailleurs merci pour vos partages de profils, je vais essayer sur le champ ce que ça donne. Autre chose, j'ai quelques problèmes au niveau des couches. il y a des décalages aléatoires et ça rend vraiment pas bien. Une idée vers quoi je devrais regarder pour régler le soucis svp ? la pièce a été imprimée en PLA, réglages habituels mais depuis quelques temps elle me fait ça sur toutes les impressions. J'ai pensé aux courroies à contrôler ...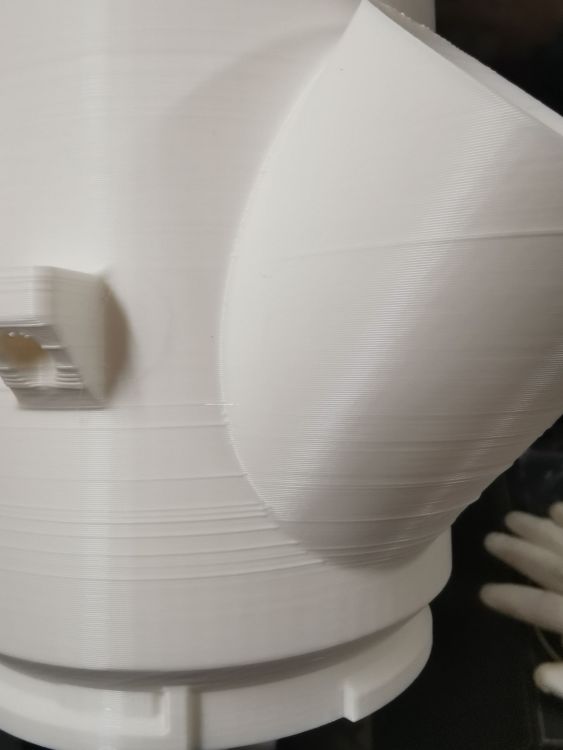
-
salut @yohanB je penses que c'est sur un autre slicer, ideamaker apparemment
-
Buse bouchée et impressions devenues impossibles
karmavibes7 en réponse au topic de Yescun dans FLSUN 3D
salut, à quelle température imprime tu et avec quel type de filament et quelle marque ? il est possible aussi que ton filament ai pris l'humidité pendant tes 2 mois sans print. est ce qu'il été entreposé dans une caisse avec des sachets de silica comme on en recoit dans chaque bobine ? et est ce que tu as essayé avec un autre filament ? -
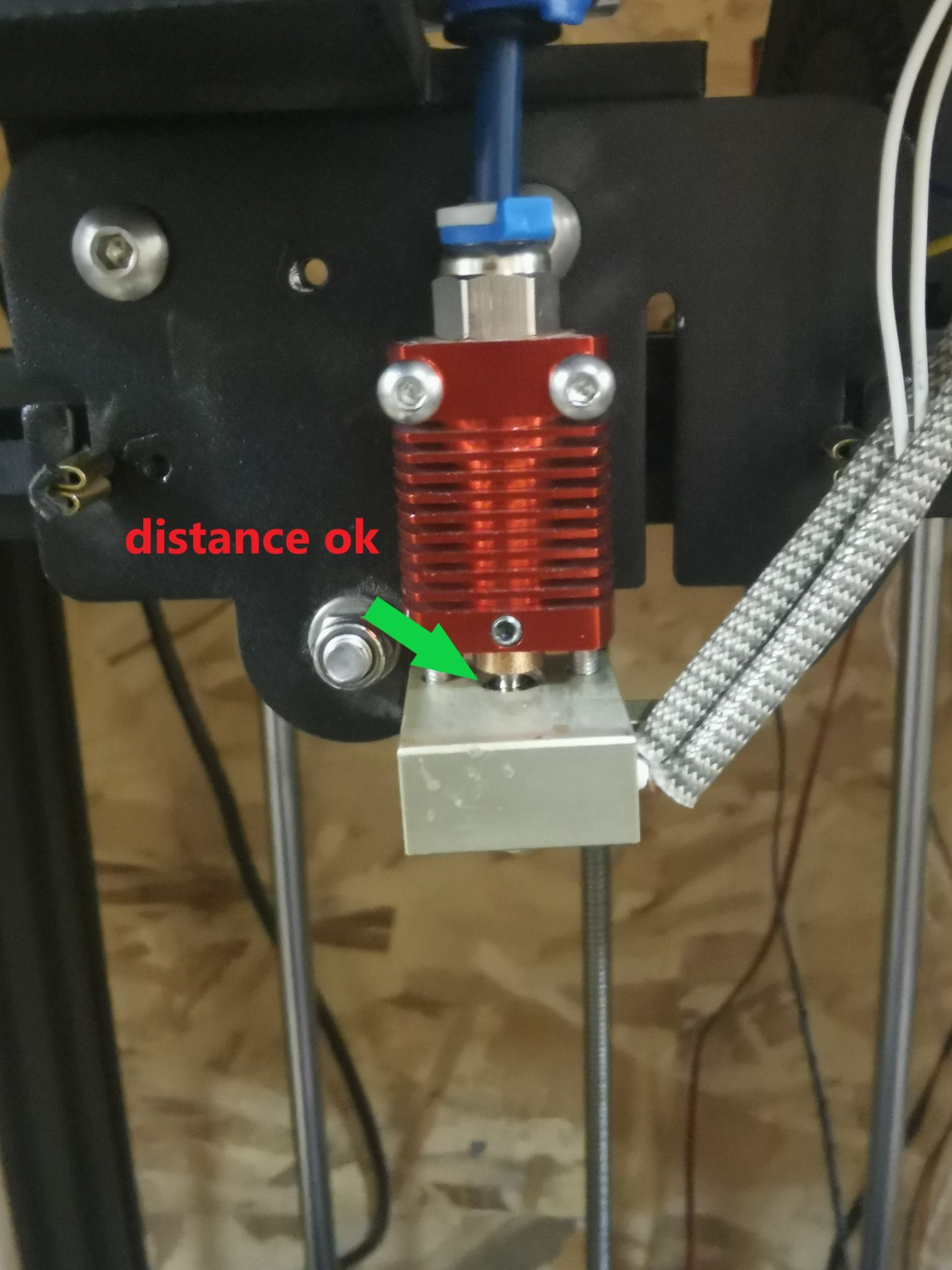
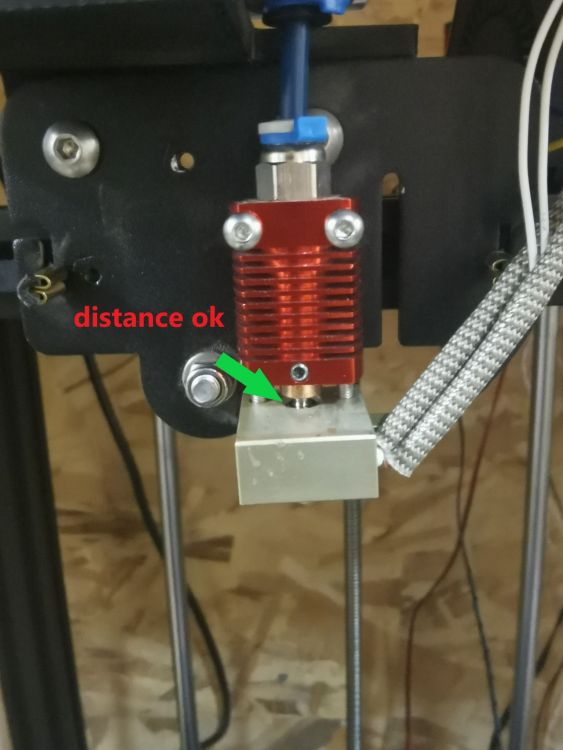
yes @DCH78 au top ta solution. j'étais perdu après un changement de cartouche chauffante et de thermistance. même problème que toi concernant la chauffe au remontage, impossible de dépasser les 200°. Problème résolu c'était effectivement un mauvais réglage de la hauteur buse/corps de chauffe/heatbreak. dans mon cas, le heatbreak était en contact avec le corps de chauffe. réglage à chaud, réglage PID avec M303 E0 c6 S210 et voilà. Merci
-
FLSUN SR problème réglages extrudeur via pronterface
karmavibes7 en réponse au topic de karmavibes7 dans FLSUN 3D
j'ai vérifié pour l'extrudeur, il ne semble pas tourner dans le vide. ce matin sur repetier elle a refait le problème de l'extrudage à l'envers après une commande G1 E200 F300. alors qu'hier pas une seule fois. une idée de quoi ca pourrait venir ? c'est aléatoire c'est ca qui me fait tourner en bourrique... là je mets une copie du M503 08:56:32.762 : N26 M503*17 08:56:32.762 : echo: G21 ; Units in mm (mm) 08:56:32.762 : echo: M149 C ; Units in Celsius 08:56:32.762 : echo:; Filament settings: Disabled 08:56:32.762 : echo: M200 S0 D1.75 08:56:32.762 : echo:; Steps per unit: 08:56:32.762 : echo: M92 X80.00 Y80.00 Z80.00 E474.28 08:56:32.762 : echo:; Maximum feedrates (units/s): 08:56:32.762 : echo: M203 X200.00 Y200.00 Z200.00 E100.00 08:56:32.762 : echo:; Maximum Acceleration (units/s2): 08:56:32.762 : echo: M201 X6000.00 Y6000.00 Z6000.00 E5000.00 08:56:32.762 : echo:; Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel> 08:56:32.762 : echo: M204 P2800.00 R2800.00 T2800.00 08:56:32.762 : echo:; Advanced: B<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> X<max_x_jerk> Y<max_y_jerk> Z<max_z_jerk> E<max_e_jerk> 08:56:32.762 : echo: M205 B20000.00 S0.00 T0.00 X20.00 Y20.00 Z20.00 E15.00 08:56:32.762 : echo:; Auto Bed Leveling: 08:56:32.762 : echo: M420 S1 Z300.00 08:56:32.762 : echo: G29 W I0 J0 Z-0.06186 08:56:32.762 : echo: G29 W I1 J0 Z-0.03952 08:56:32.762 : echo: G29 W I2 J0 Z-0.06317 08:56:32.762 : echo: G29 W I3 J0 Z-0.01161 08:56:32.762 : echo: G29 W I4 J0 Z0.01374 08:56:32.762 : echo: G29 W I5 J0 Z-0.02716 08:56:32.762 : echo: G29 W I6 J0 Z-0.09103 08:56:32.762 : echo: G29 W I7 J0 Z-0.12890 08:56:32.762 : echo: G29 W I8 J0 Z-0.17518 08:56:32.762 : echo: G29 W I0 J1 Z-0.12311 08:56:32.762 : echo: G29 W I1 J1 Z-0.04233 08:56:32.762 : echo: G29 W I2 J1 Z-0.01638 08:56:32.762 : echo: G29 W I3 J1 Z0.01662 08:56:32.762 : echo: G29 W I4 J1 Z0.04357 08:56:32.762 : echo: G29 W I5 J1 Z0.02878 08:56:32.762 : echo: G29 W I6 J1 Z-0.02527 08:56:32.762 : echo: G29 W I7 J1 Z-0.10754 08:56:32.762 : echo: G29 W I8 J1 Z-0.13771 08:56:32.762 : echo: G29 W I0 J2 Z-0.11247 08:56:32.762 : echo: G29 W I1 J2 Z-0.09945 08:56:32.762 : echo: G29 W I2 J2 Z-0.04869 08:56:32.762 : echo: G29 W I3 J2 Z-0.01416 08:56:32.762 : echo: G29 W I4 J2 Z0.00922 08:56:32.762 : echo: G29 W I5 J2 Z0.01237 08:56:32.762 : echo: G29 W I6 J2 Z-0.00325 08:56:32.762 : echo: G29 W I7 J2 Z-0.04616 08:56:32.762 : echo: G29 W I8 J2 Z-0.12849 08:56:32.762 : echo: G29 W I0 J3 Z-0.08530 08:56:32.762 : echo: G29 W I1 J3 Z-0.05541 08:56:32.762 : echo: G29 W I2 J3 Z-0.03750 08:56:32.762 : echo: G29 W I3 J3 Z-0.01307 08:56:32.762 : echo: G29 W I4 J3 Z0.01439 08:56:32.762 : echo: G29 W I5 J3 Z-0.01092 08:56:32.762 : echo: G29 W I6 J3 Z-0.02728 08:56:32.762 : echo: G29 W I7 J3 Z-0.08643 08:56:32.762 : echo: G29 W I8 J3 Z-0.09869 08:56:32.762 : echo: G29 W I0 J4 Z-0.10020 08:56:32.762 : echo: G29 W I1 J4 Z-0.10085 08:56:32.762 : echo: G29 W I2 J4 Z-0.08406 08:56:32.762 : echo: G29 W I3 J4 Z-0.06588 08:56:32.762 : echo: G29 W I4 J4 Z-0.06320 08:56:32.762 : echo: G29 W I5 J4 Z-0.05104 08:56:32.762 : echo: G29 W I6 J4 Z-0.07464 08:56:32.762 : echo: G29 W I7 J4 Z-0.08949 08:56:32.762 : echo: G29 W I8 J4 Z-0.07894 08:56:32.762 : echo: G29 W I0 J5 Z-0.03731 08:56:32.762 : echo: G29 W I1 J5 Z-0.05282 08:56:32.762 : echo: G29 W I2 J5 Z-0.10255 08:56:32.762 : echo: G29 W I3 J5 Z-0.10429 08:56:32.762 : echo: G29 W I4 J5 Z-0.11993 08:56:32.762 : echo: G29 W I5 J5 Z-0.12960 08:56:32.762 : echo: G29 W I6 J5 Z-0.12993 08:56:32.762 : echo: G29 W I7 J5 Z-0.11994 08:56:32.762 : echo: G29 W I8 J5 Z-0.08223 08:56:32.762 : echo: G29 W I0 J6 Z0.00962 08:56:32.762 : echo: G29 W I1 J6 Z-0.04475 08:56:32.762 : echo: G29 W I2 J6 Z-0.07194 08:56:32.762 : echo: G29 W I3 J6 Z-0.12008 08:56:32.762 : echo: G29 W I4 J6 Z-0.14867 08:56:32.762 : echo: G29 W I5 J6 Z-0.18251 08:56:32.762 : echo: G29 W I6 J6 Z-0.14951 08:56:32.762 : echo: G29 W I7 J6 Z-0.09770 08:56:32.762 : echo: G29 W I8 J6 Z-0.02028 08:56:32.762 : echo: G29 W I0 J7 Z0.06848 08:56:32.762 : echo: G29 W I1 J7 Z0.04161 08:56:32.762 : echo: G29 W I2 J7 Z-0.05260 08:56:32.762 : echo: G29 W I3 J7 Z-0.11116 08:56:32.762 : echo: G29 W I4 J7 Z-0.13688 08:56:32.762 : echo: G29 W I5 J7 Z-0.17504 08:56:32.762 : echo: G29 W I6 J7 Z-0.13329 08:56:32.762 : echo: G29 W I7 J7 Z-0.08458 08:56:32.762 : echo: G29 W I8 J7 Z-0.01988 08:56:32.762 : echo: G29 W I0 J8 Z0.14167 08:56:32.762 : echo: G29 W I1 J8 Z0.09766 08:56:32.762 : echo: G29 W I2 J8 Z0.05278 08:56:32.762 : echo: G29 W I3 J8 Z-0.04457 08:56:32.762 : echo: G29 W I4 J8 Z-0.08927 08:56:32.762 : echo: G29 W I5 J8 Z-0.11079 08:56:32.762 : echo: G29 W I6 J8 Z-0.09017 08:56:32.762 : echo: G29 W I7 J8 Z-0.07503 08:56:32.762 : echo: G29 W I8 J8 Z-0.03301 08:56:32.762 : echo:; Endstop adjustment: 08:56:32.762 : echo: M666 X-0.24 Y-0.27 Z0.00 08:56:32.762 : echo:; Delta settings: L<diagonal rod> R<radius> H<height> S<segments per sec> XYZ<tower angle trim> ABC<rod trim> 08:56:32.762 : echo: M665 L315.00 R151.50 H319.66 S160.00 X-0.15 Y0.24 Z-0.09 A0.00 B0.00 C0.00 08:56:32.762 : echo:; Material heatup parameters: 08:56:32.762 : echo: M145 S0 H220 B60 F0 08:56:32.762 : echo: M145 S1 H240 B70 F0 08:56:32.762 : echo:; PID settings: 08:56:32.762 : echo: M301 P19.52 I1.29 D73.98 08:56:32.762 : echo: M304 P73.28 I14.09 D254.02 08:56:32.762 : echo:; Power-Loss Recovery: 08:56:32.762 : echo: M413 S0 08:56:32.762 : echo:; Z-Probe Offset (mm): 08:56:32.762 : echo: M851 X0.00 Y0.00 Z-16.20 08:56:32.762 : echo:; Skew Factor: 08:56:32.762 : echo: M852 S0.000000 08:56:32.762 : echo:; Stepper driver current: 08:56:32.762 : echo: M906 X1050 Y1050 Z1050 08:56:32.762 : echo: M906 T0 E1050 08:56:32.762 : echo:; Driver stepping mode: 08:56:32.762 : echo: M569 S1 X Y Z 08:56:32.762 : echo: M569 S1 T0 E 08:56:32.762 : echo:; Filament load/unload lengths: 08:56:32.762 : echo: M603 L350.00 U300.00 08:56:32.762 : echo:; Filament runout sensor: 08:56:32.762 : echo: M412 S1 D15.00 -
FLSUN SR problème réglages extrudeur via pronterface
karmavibes7 en réponse au topic de karmavibes7 dans FLSUN 3D
Oui après le M92 la valeur est correcte et je sauvegarde avec M500, mais lorsque je vérifie avec un autre G1 il y a encore le même écart qu'avant d'avoir rentré la nouvelle valeur M92. Je fais G1 F300 E200, mais la quantité extrudée n'a pas dépassé 185 mm les 2-3 fois où je l'ai fais. M83 c'est ok et M302 S0 ou chauffe de la buse ok. Par contre je ne connaissais pas la commande M200, si il faut le faire avant chaque réglages extrudeur, le problème viens surement de là mais je ne l'avais lu nulle part une question sur cette commande, tu dois remettre l'extrusion volumétrique après réglage ou ca se remet automatiquement ? J'ai vu aussi dans une vidéo que la commande M501 tapée après une M500 permet de charger les réglages enregistrés avec M500. ca ne pourrait pas être ca ? -
FLSUN SR problème réglages extrudeur via pronterface
karmavibes7 en réponse au topic de karmavibes7 dans FLSUN 3D
@PPAC merci, ma printer fonctionne bien avec repetier. du coup je peux écarter le problème de câblage super . Par contre je n'arrive toujours pas à comprendre pour le réglage de l'extrudeur. ce coup ci il tourne bien dans le bon sens a chaque fois pour chaque commande G1 il extrude c'est ok. mais ça fait 3 fois que j'augmente les pas moteurs et j'ai toujours un écart de 25-30 mm. J'étais parti du firmware guilouz à 415 steps, après 200mm d'extrusion, j'ai fais le calcul et ai trouvé 474.28, j'ai fais un M92 E474.28, M503, je refais un contrôle avec ce réglage et j'ai encore 20-30mm d'écart en moins que les 200mm d'extrusion demandés. C'est comme si je n'avais rien modifié en fait. -
@julmar, merci. je fais tout ça today. je rencontre juste un problème de communication entre pronterface et la SR, je viens de créer un post là dessus. j'ai fais le changement de firmware hier, merci pour tes infos Edit: et bien réglages faits et la standard déviation (SD) est bien inférieure à 0.08. au top
-
bonjour à tous, je me permet de créer ce nouveau post car malgré mes recherches je n'ai pas trouvé de solution à ce problème. Je m'explique, sur pronterface je remarque qu'il y a des difficultés de communication entre l'imprimante et le pc. Lorsque je fais mes réglages, au bout d'un certain temps pendant par exemple les réglages PID (mais ça peut être n'importe quel autre réglage) j'ai comme un écran figé de pronterface alors que le pc tourne bien, pas de soucis de ce côté là mais je vois que l'imprimante ne renvoi plus les infos en temps réel au pc. Je déconnecte donc la machine de pronterface, ferme le logiciel, ré-ouvre pronterface, connecte l'imprimante et là cela refonctionne correctement, mais un certains temps avant de recommencer la même galère. Autre problème et plus embêtant cette fois ci, c'est l'incohérence totale des réglages de mon extrudeur! avec le même problème que précisé plus haut, je fais mes réglages de l'extrudeur : je tape la commande M 302 P1 (désactivation sécurité température buse froide), la commande G 91, M503 et ensuite G1 F300 E200 par exemple. et surprise, soit l'extrudeur sors 500 de filament, soit 300 en tapant la même commande, soit il rétracte complètement le fils comme si je lui avais demandé de changer le fils. Je n'y comprends plus rien. pourtant ce n'est pas la première fois que je fais ces réglages, je ne rencontre ce problème qu'avec cette imprimante ayant déjà une ender 5. quelqu'un a une idée ou a déjà rencontré ce problème ? Pour info, j'ai une FL SUN SR stock avec un changement de firmware pour celui de guilouz la dernière version du 26.02.22 (mais le problème était déjà là avant de changer de firmware) le baud rate est de 250000. pas possible de le changer. merci pour votre aide.
-
Bonjour tout le monde! sympa de voir toutes ces infos et merci pour ces partages. J'ai une question concernant la calibration de la SR. @julmartu parlais d'un fichier excel sur le compte de foxies mais je ne l'ai pas trouvé. quelqu'un peut me renseigner sur la procédure à suivre pour la calibration de ces réglages M665 svp ? enfin en tout cas si il y a plus facile que la prise des mesures des dimensions A B C D E et tout le toutime