mick92
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Récompenses de mick92
")





-
Type de calibration de debit
mick92 en réponse au topic de mick92 dans Entraide : Questions/Réponses sur l'impression 3D
Après pas mal de recherche , j'aurais du utilisé la méthode YOLO de Orca , en tombant sur la plaque 0 mon réglage est fini . J'en conclu que la méthode du cube spirale fonctionne bien , est plus rapide et consomme moins de matière . J'ai retesté avec un nouveau filament , calcule de débit en vase spirale . Une fois mon débit trouvé , j'ai fait un test de débit Orca , méthode YOLO perfectionniste et sa ma donné la plaque 0 en resultat -
Type de calibration de debit
mick92 en réponse au topic de mick92 dans Entraide : Questions/Réponses sur l'impression 3D
Apres tout sa , le cube a une paroi de 0.35 d'epaisseur au lieu des 0.40 donné dans le slicer -
Type de calibration de debit
mick92 en réponse au topic de mick92 dans Entraide : Questions/Réponses sur l'impression 3D
J'utilise Orcaslicer , avec la deuxieme formule , j'ai suivie les tuto intégrer a orca Je suis sur ender 3v2 et les calibrage d'extrudeur et d'axes on été fait juste avant Mon ancien debit trouver en vase spirale est de 0.9746 La premiere passe ma donner la plaque 0 0.9746 × (100 + 0) / 100 = 0.9746 La deuxieme passe , elle me donne -5 0.9746 × (100 - 5) / 100 = 0.9258 -
Type de calibration de debit
mick92 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
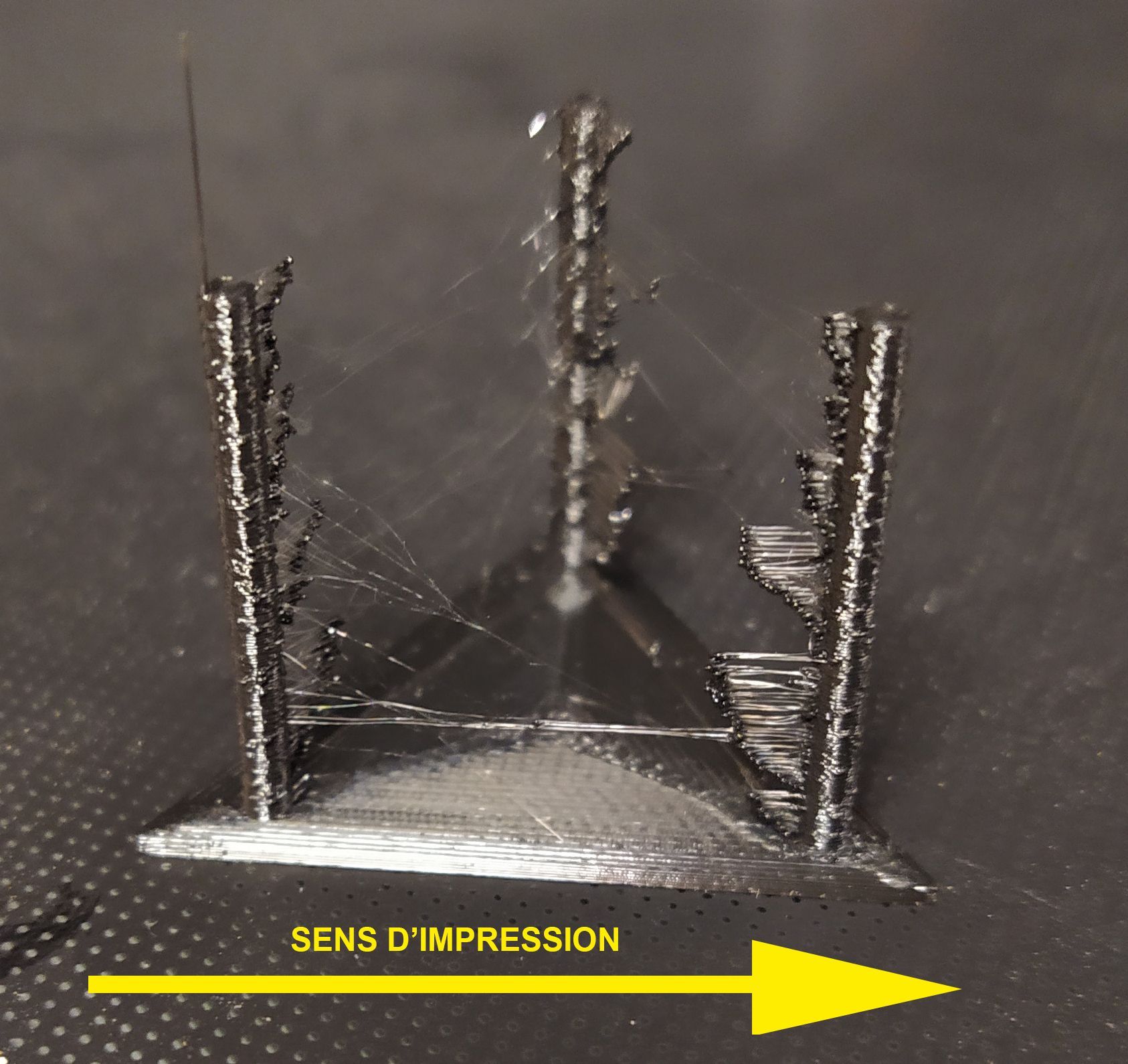
Suite a la perte de mon disque dur , je me retrouve dans l'obligation de refaire tout mes calibrage de filaments. Je calibre mes débit avec les méthode du cube en vase spirale , jusqu'a atteindre ma paroi a la valeur donné dans le slicer Pour testé différente facon , j'ai voulu faire la methode natif dans orca slicer , en imprimant des plaques a different debit en 2 passe . La premiere ma donné la plaque 0 , donc pas de modif a faire , la deuxieme la plaque -5 . Forcement sa reduit mon debit , je suis passer de 0.97 a 0.92 . Quand je tente un cube en vase spirale , je me retrouve avec des parois de 0.35 pour un 0.40 demander dans le slicer Selon vous , quel methode est la plus fiable . j'aurai une petite tendance a partir vers le cube qui lui est basé sur de la mesure , alors que la methode natif , plus sur un visuel et un ressentit -
effectivement c'est du fil PLA avec une buse a 200 ° et un plateau verre a 60°
-
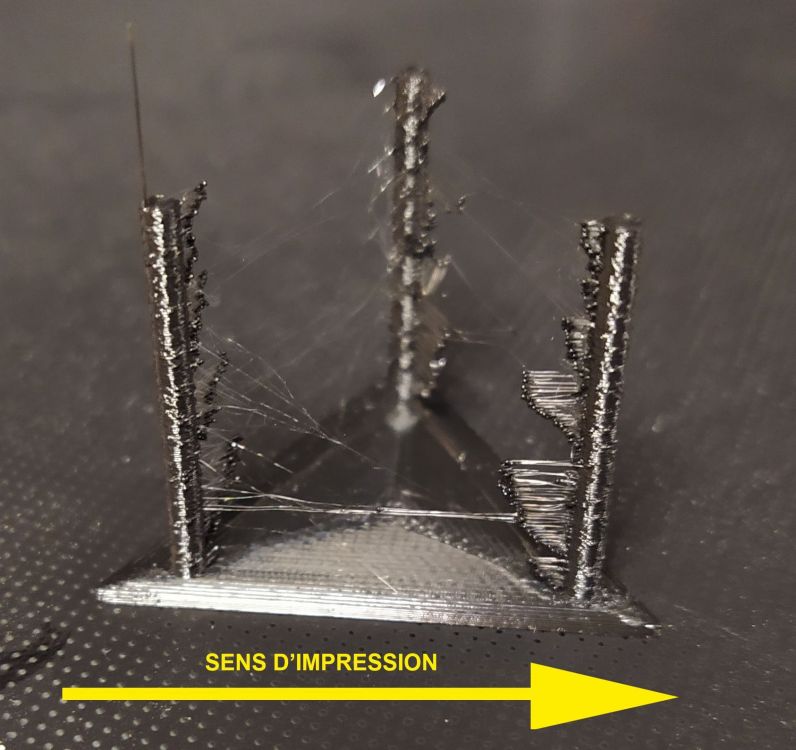
Bonjour a tous Ayant abandonner l'impression pendant un moment et suite a divers manipulation de l'imprimante , j'ai voulu refaire mes calibrages . Sur la tour de retractation , je me suis retrouver avec des tour pas tres net et pas mal de cheveux d'ange. Apres different reglage sur le retractation , mes tour sont plus net mais les cheveux sont toujours la . La ou je bloque c'est que ces cheveux d'ange sont tres fin quand la buse s'en va et je me retrouve avec des paquet plus gros sur l'arrivé , comme si mon imprimante repoussai le fil trop tot imprimante ender 3 v2 et slicer ideamaker
-
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
ok jvai refaire un test Merci Pommeverte mon cube est a 50% et jy voit pas un defaut dans les angle. donc c'etait bien la retractation mais j'ai pas pensé a aller regarder dans les autre onglet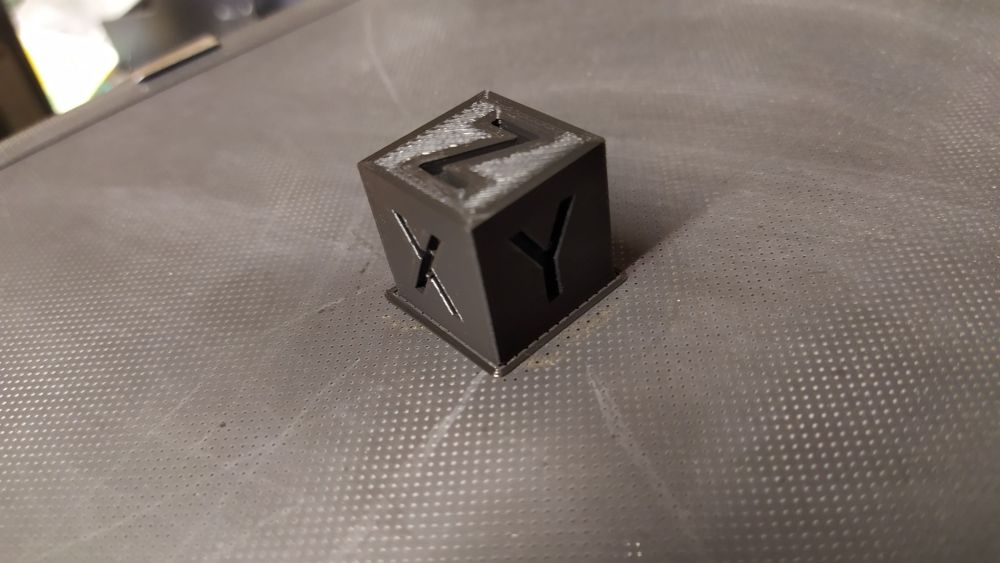
-
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
je viens de rentrer du travail , j'ai lancer un nouveau cube avec les modif donné par pommeverte , je verrai ce que sa donne dans 40 min Ender 3 V2-export.bin print fini , meme resultat -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
j'ai fait les modif , je testerai l'impression demain -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
pour une video pas avant mercredi j'utilise ideamaker , et concerant les temps , j'ai laissé comme c'etait dans le profil de base xyzCalibration_cube.gcode -
Petit probleme a l'impression
mick92 en réponse au topic de mick92 dans Paramétrer et contrôler son imprimante 3D
il y a une pause puisque le defaut apparait au niveau de la fin de couche . j'ai essayer de jouer avec la retractation, mais pas d'amelioration J'ai imprimé une tour de retractation et clairement c'est tres mal reglé comment savoir si il faut jouer sur la quantité de fil retracter ou sur le vitesse ? -
Petit probleme a l'impression
mick92 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
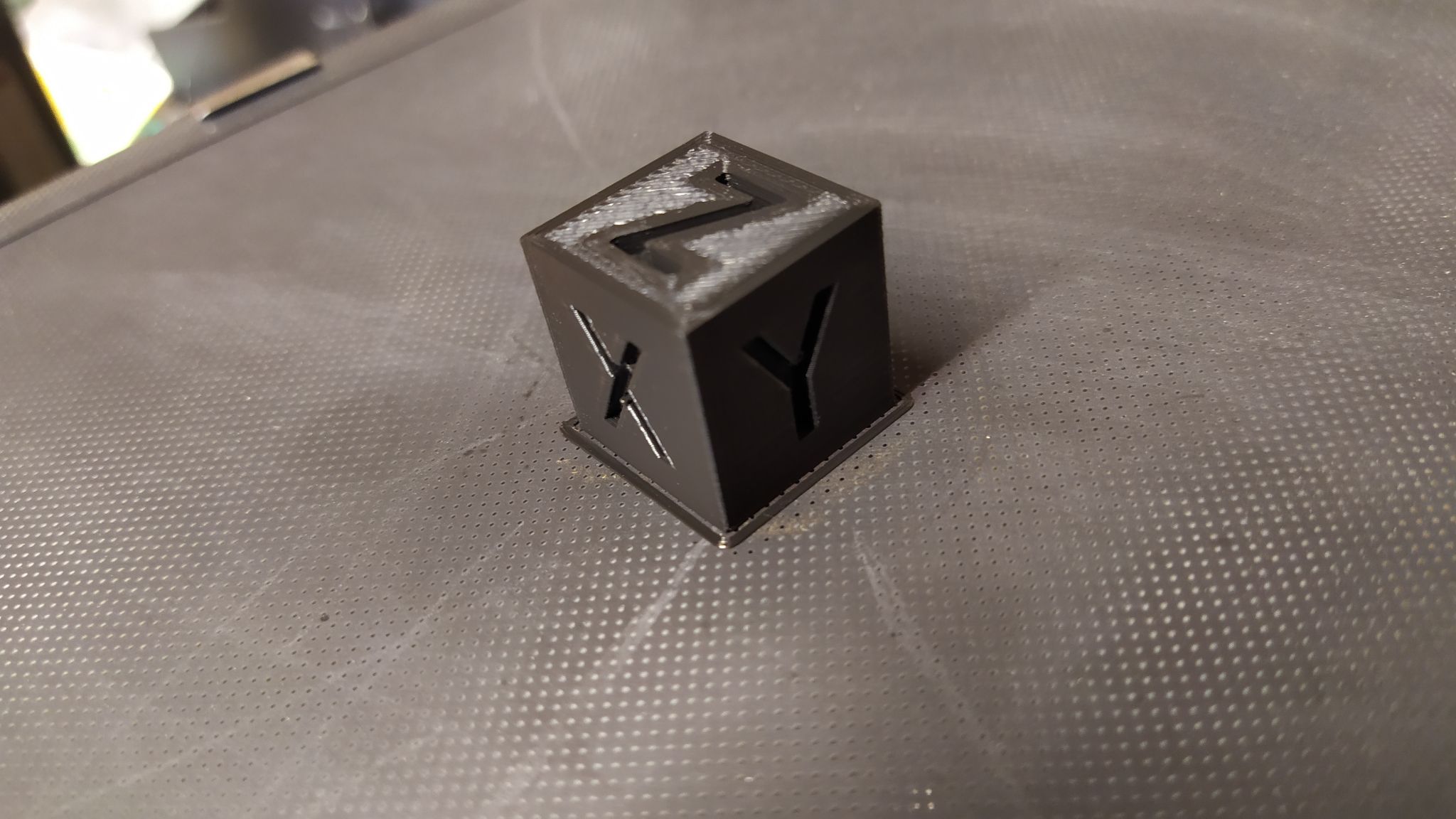
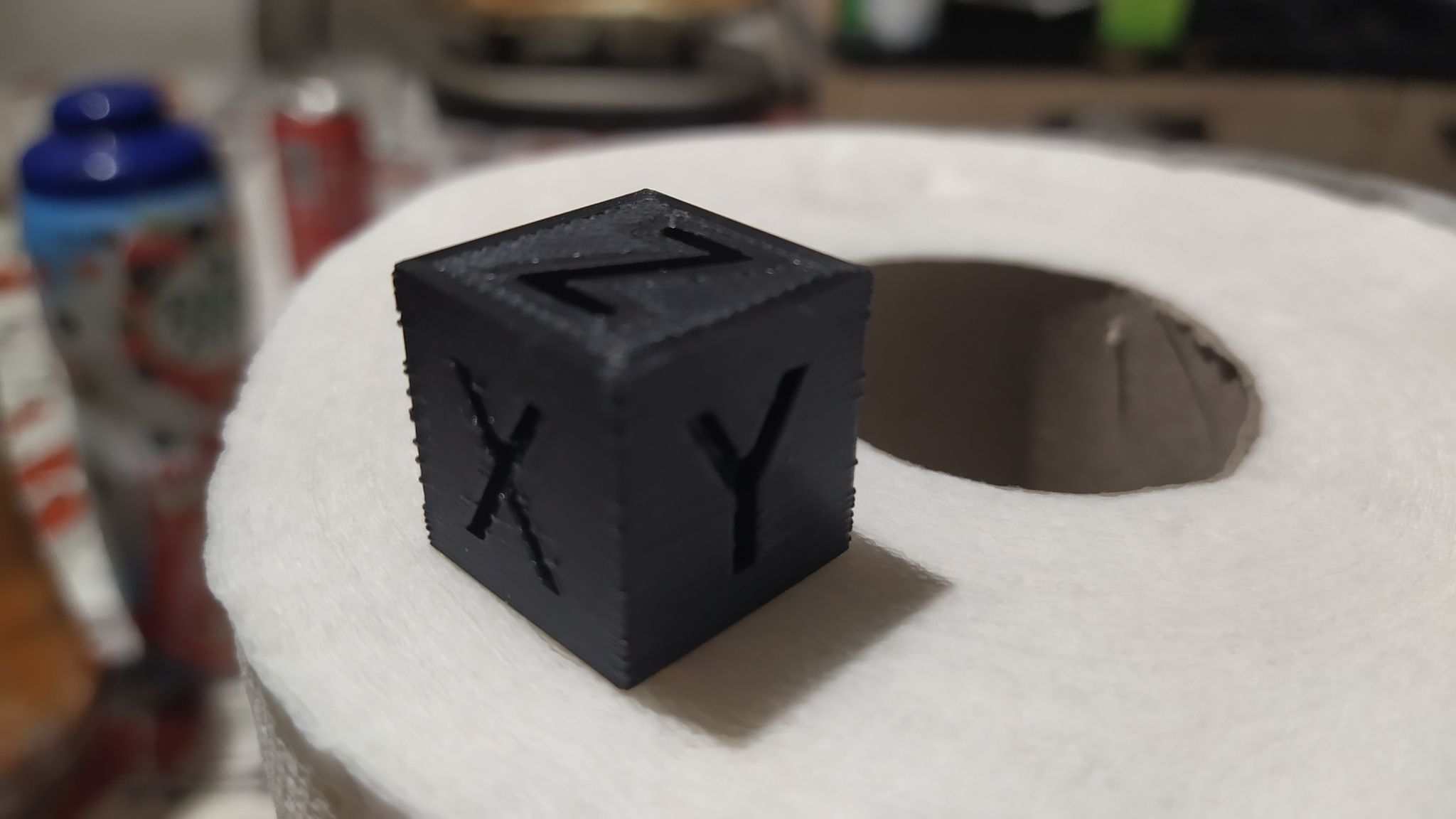
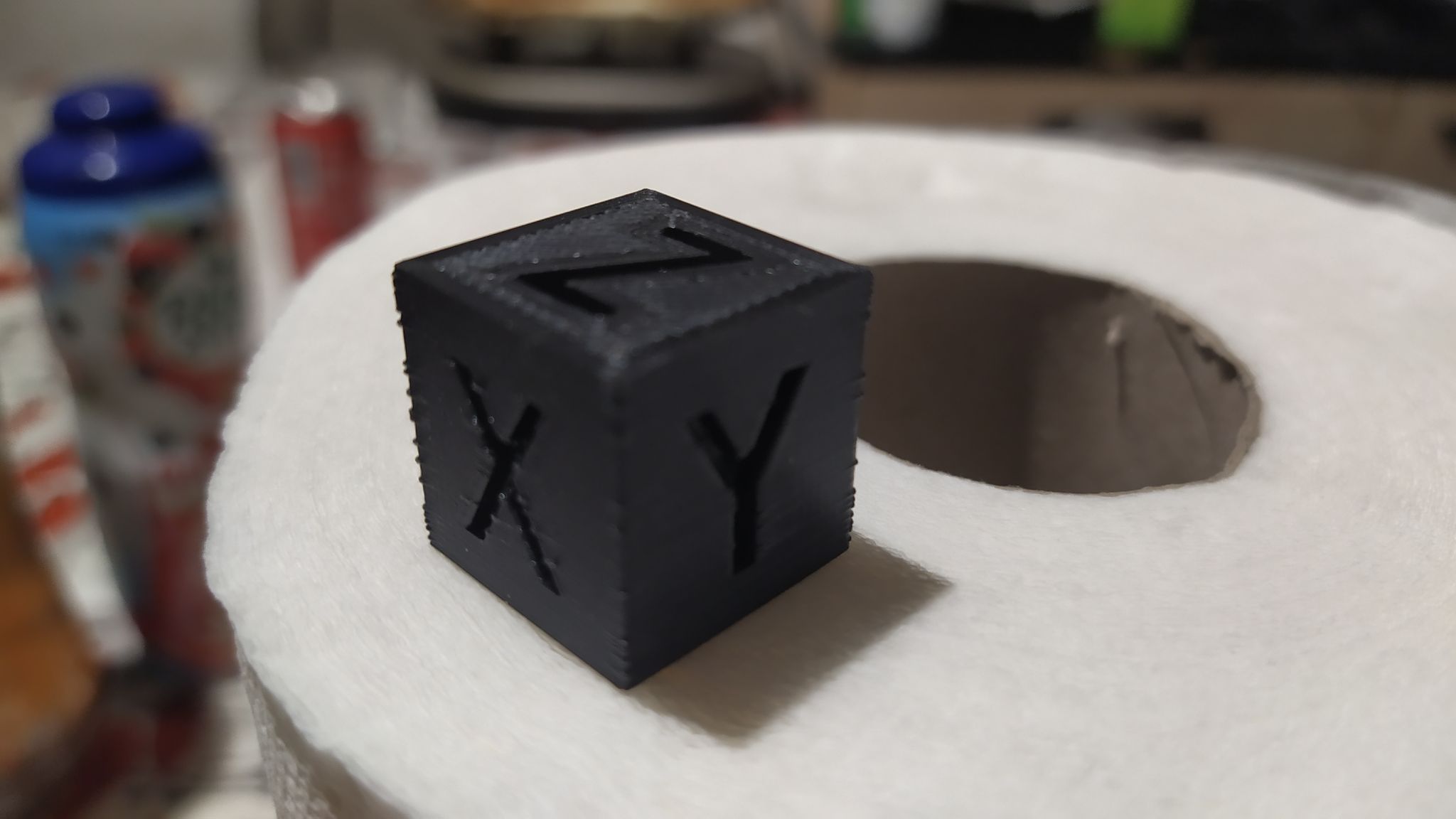
Bonjour a tous Étant nouveau dans le monde de l'impression 3d , j'en apprend un peu tout les jours et je suis toujours en phase de calibration de la machine et du slicer . Aujourd’hui j'arrive a avoir une impression propre mise a part un petit détail , qui malgré différente tentative , ne s'efface pas . Lors de l'impression d'un cube de calibration , j'ai de petite boursouflure de PLA qui apparaissent dans tout les angles Après avoir examiné mon dernier test et le slice de mon modèle , je me suis rendu compte que sa venait de la jointure début/fin de couche . J'ai essayer de jouer sur les paramètre de débit a la reprise , sur les paramètre de rétraction , mais j'arrive même pas a les réduire . Je me dit que sur des plus gros modèle sa sera moins visible, mais sa me gène quand même . Suis je sur la bonne voie ou il y a d'autre paramètre a prendre en compte ? Imprimante creality ender 3 V2 slicer Ideamaker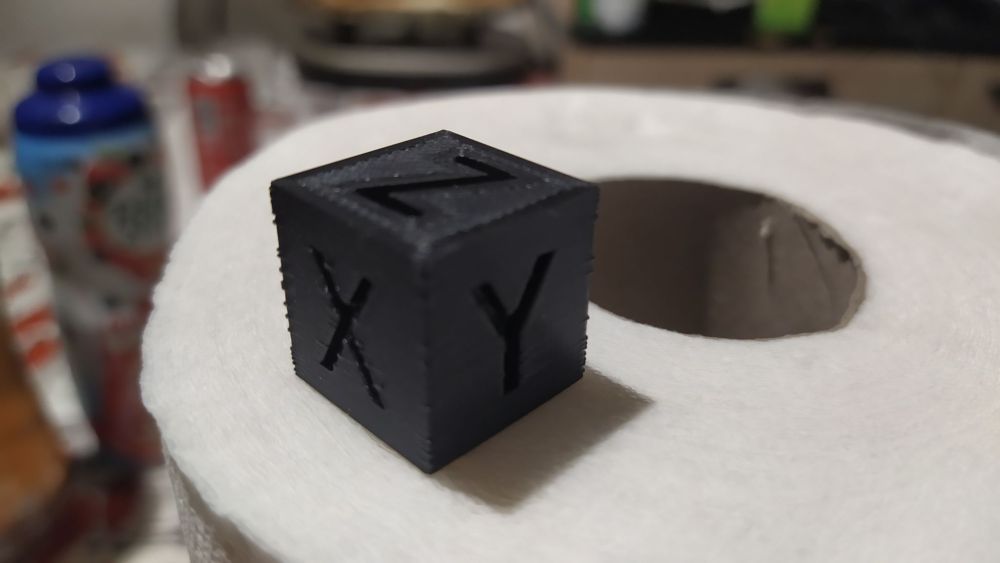
-
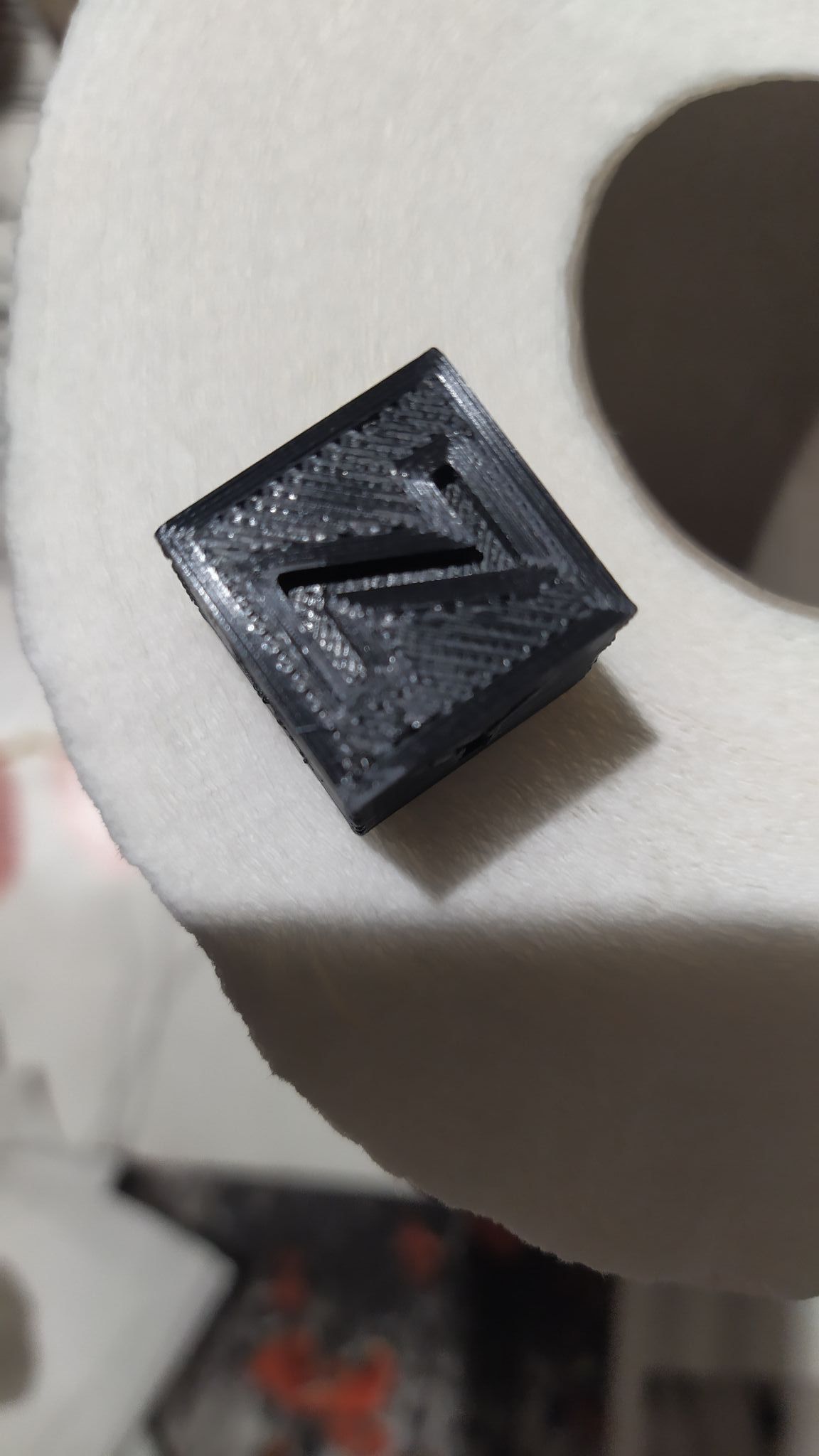
C'est bien en mm Pour les angle en regardant le slice sa à l'air de venir du depart/fin de couche Pour le dessus j'ai des trouve qui apparaissent entre la coque interne et le remplissage
-
Après différents réglage d'ideamaker j'arrive à un résultat convenable. Y a t-il moyen de corriger un peu plus les petit défaut dans les angle ? Comment avoir la couche supérieure bien rempli sans trou
-
ok merci , je testerai sa ce we