Christophe_c
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
268 visualisations du profil

Récompenses de Christophe_c
")




-
Oui c'est vrai, je l'avais pris aussi, et je ne le retrouve plus haha Mais je trouve que celui la tourne mieux Bons prints à toi
-
Hello! Voici le miens, trouvé je ne sais plus ou, surement un Youtubeur, il m'as grandement amélioré mes impressions Il n'y a pas de profil officiel malheureusement. A++ Prusa profil wanhao.zip
-
Salut Jeff! Oui effectivement, la différence de prix est impressionnante. mais pas que! Si tu n'en a jamais côtoyé, c'est assez perturbant car tu n'as pas la main sur tous les réglages comme tu peux l'avoir sur une "grand public". La machine est extrêmement bridée pour t'empêcher de faire des conneries et conserver un résultat impeccable. Tu n'as que quelques réglages de dispo, par exemple, tu ne peux pas choisir n'importe quelle hauteur de couche, tu en à 3 de définies et c'est tout. Et effectivement, le résultat est toujours impeccable A++
-
Edit du soir, je viens d'éssayer de modifier le multiplicateur d'extrusion, de 0.5 jusqu'a 2... le problème reste inchangé.... Je commence serieusement à soupconner le PTFE
-
[RÉSOLU] Relief lors de l'impression d'un cylindre
Christophe_c en réponse au topic de Damss24 dans Creality
Salut Fred, Connais tu les équivalents de ces réglages sur PrusaSlicer? -
[RÉSOLU] Relief lors de l'impression d'un cylindre
Christophe_c en réponse au topic de Damss24 dans Creality
Salut, Même problème également, j'ai vu une vidéo qui traite du sujet et qui explique que ca viendrait du power saving qui sauvegarde régulièrement sur la carte SD (je ne sais pas si tu imprimes via une carte SD?). J'ai réalisé les manip qu'il décrit mais ca n'a pas résolu de mon coté... (wanhao D12). Je te laisse quand même le lien si tu veux y jeter un œil: A+++ -
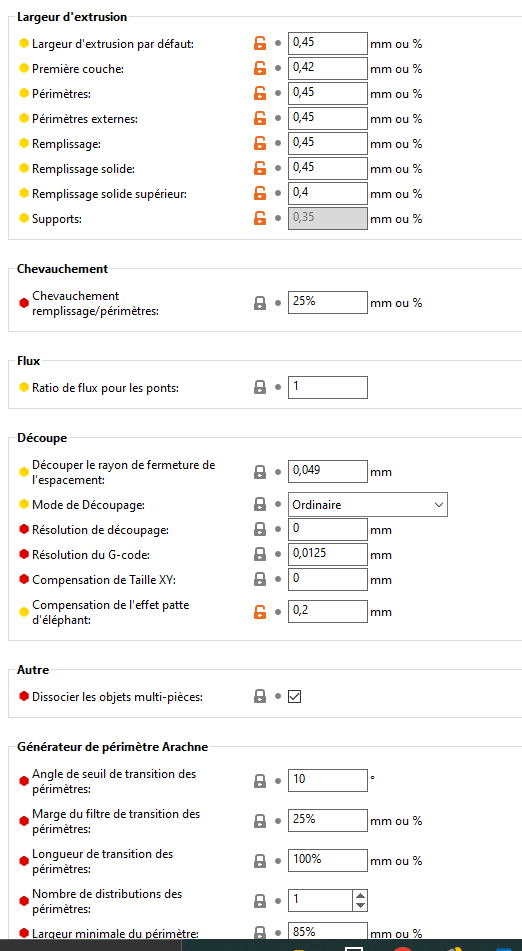
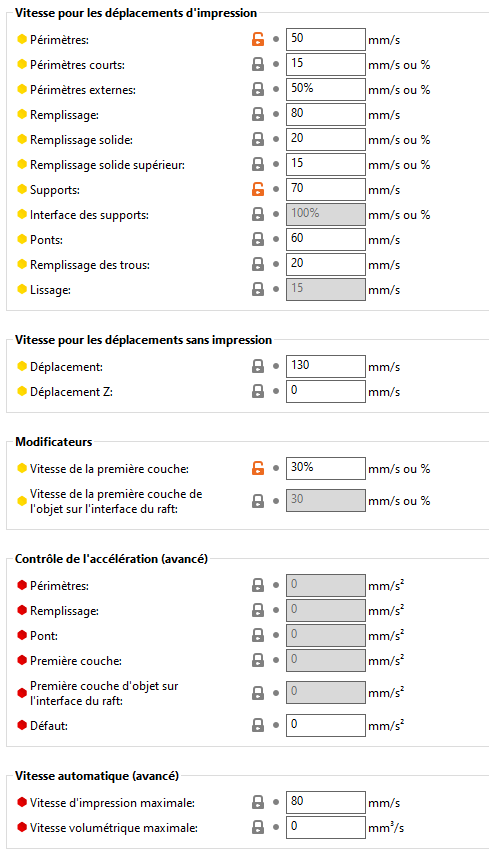
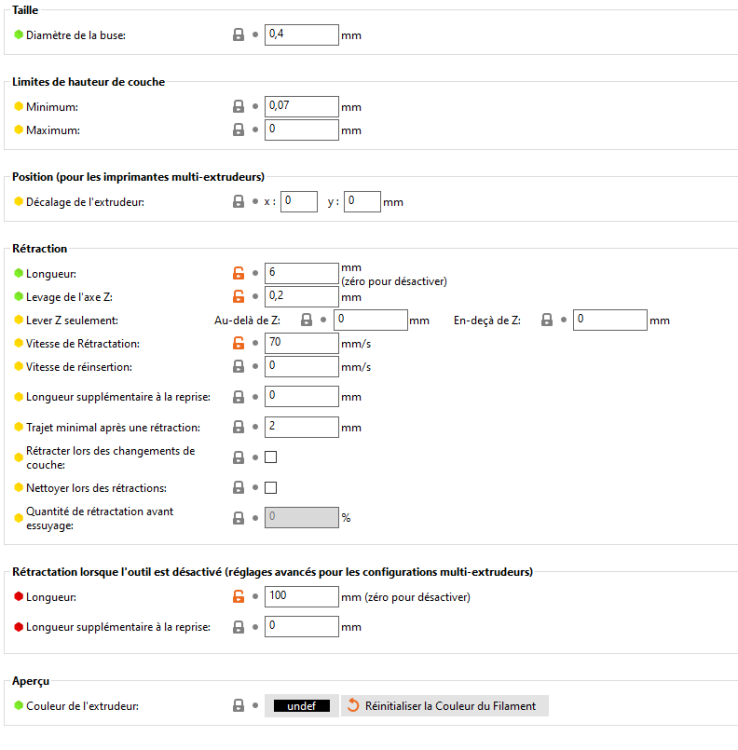
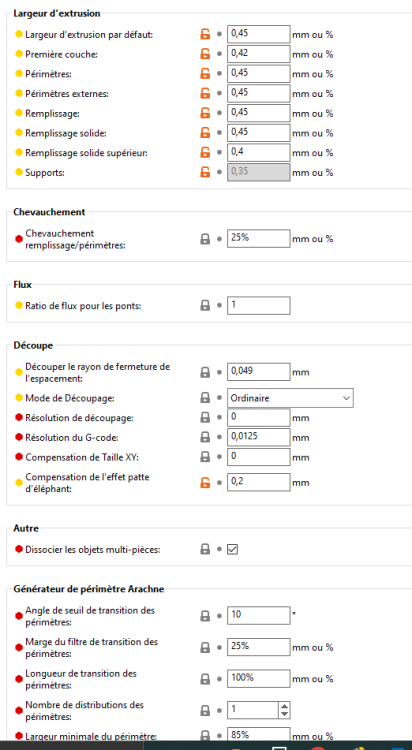
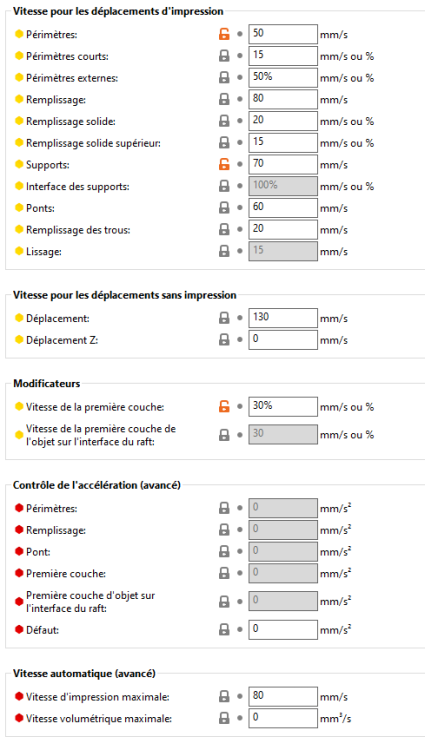
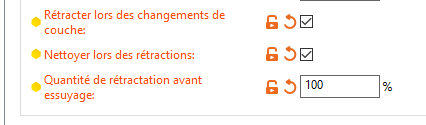
J'ai mis a jour PrusaSlicer vers la dernière version et derniere config pour la D12 et c'est déja beaucoup mieux! On est pas encore à la perfection, voila le résultat de mon test avec les paramètres suivants (tout par défaut): J'ai fait un deuxiemme essai en ajoutant les options suivantes: le résultat est similaire, peut-être a peine un peu meilleur mais vraiment pas grand chose. J'ai fait un troisième essai avec l'option suivante (j'ai essayé de trouver l'équivalent du "Z hop" de cura, je pense que c'est ca non?) Le résultat: Ca me parait un peu meilleur (a part le raté pâté ^^) Je précise que les tours mon fichier de test (dispo en pièce jointe) mesurent 3mm de diametre. Voila j'ai déja amélioré mais je pense qu'on peut faire mieux non?? A+++ testange.STL

-
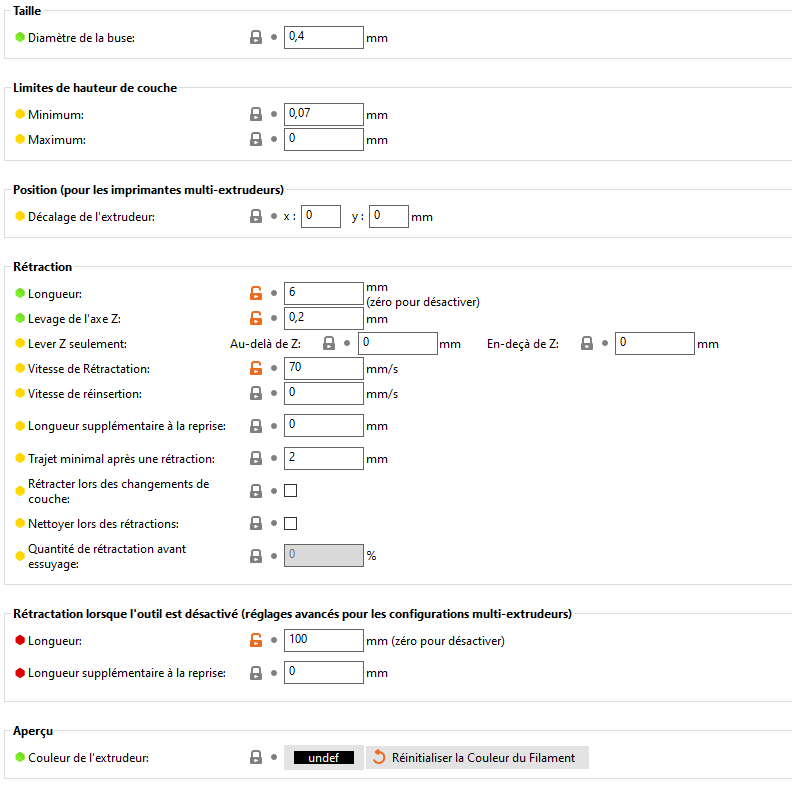
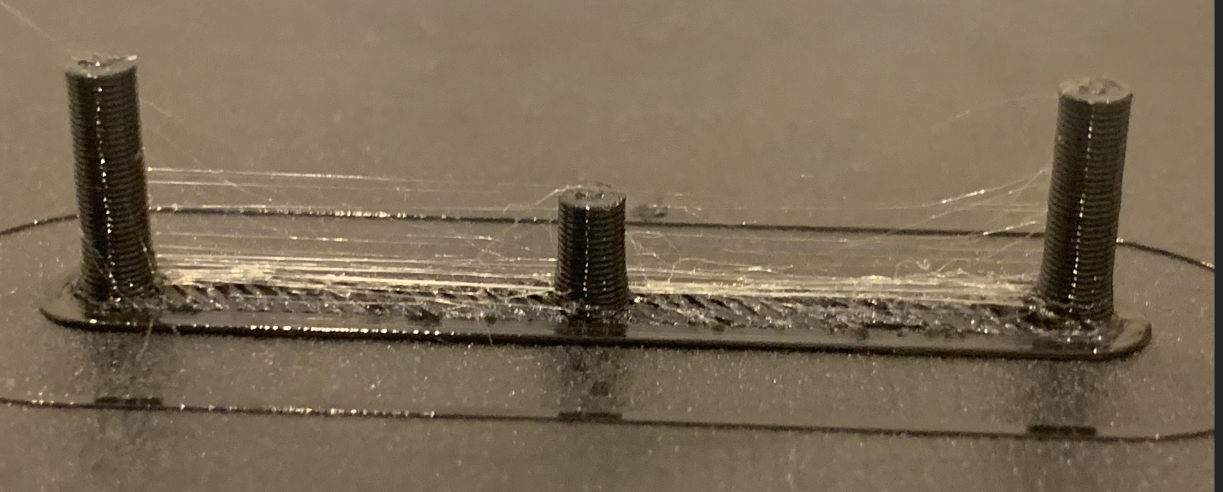
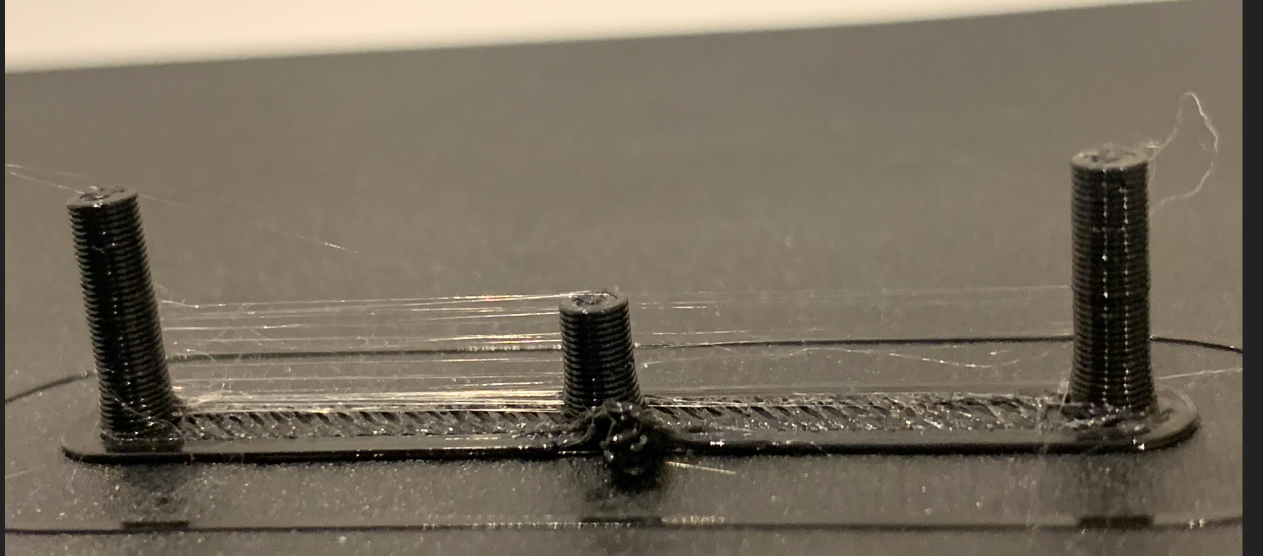
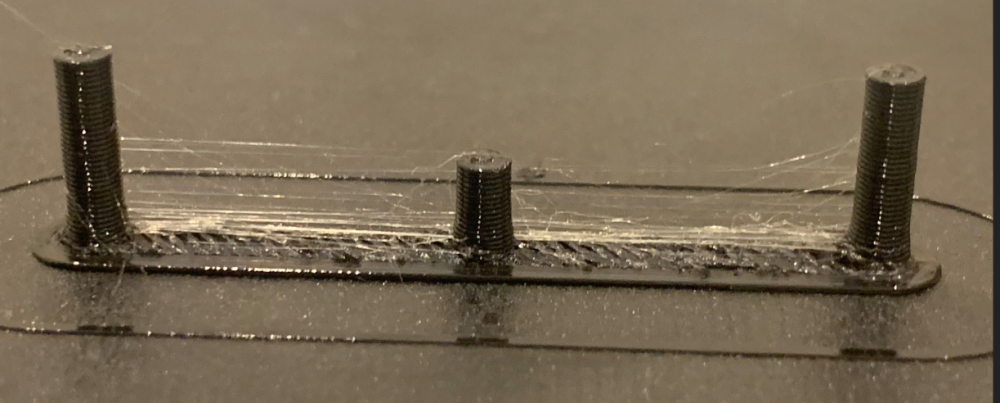
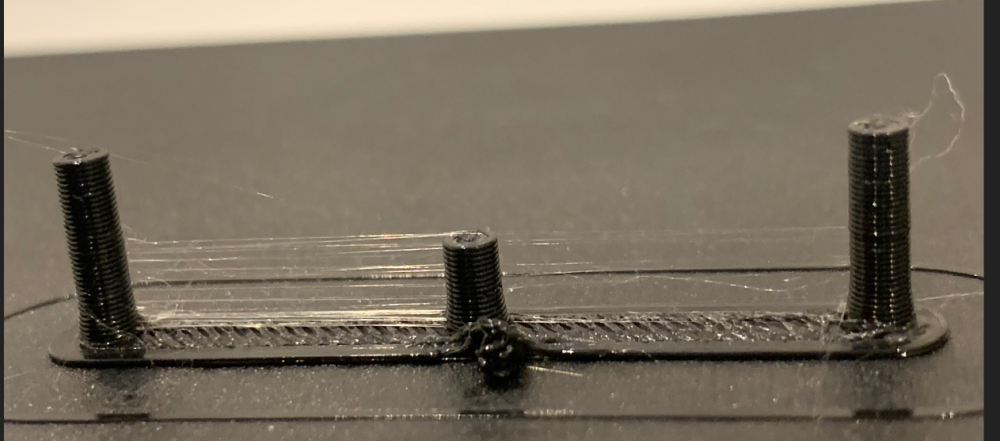
Salut Poulet pret a cuire!! Merci pour ton message, je ne peux pas illustrer tout de suite car je suis au boulot mais je ferais ca ce soir. J'ai néanmoins une pièce que j'avais ramené au boulot mais j'avais déjà enlevé pas mal de cheveux donc il y en avait beaucoup plus: - J'avoue ne pas avoir calibré mon extrudeur, ayant vu dans ce post que ca n'avait pas réglé le problème de @b3njam1nd33. en regardant le tuto, je vois qu'il faut un raspberry pour pouvoir calibrer l'extrudeur je n'en ai pas... - Je n'ai malheureusement pas de filament neuf sous la main... mais de mémoire, c'est arrivé dès l'ouverture du blister. - Pour ce qui est de la température, j'ai imprimé une tour de température et le problème diminue avec la température... sauf que même à 175°C, il y en a encore.... - Pour ce qui est des distances et vitesse de rétractation, mes essais ont montré qu'au plus c'était élevé, au plus il y avait de stringing! (étonant! bon ok j'exagère un peu mais c'est l'idée) La raison est simple: la buse reste plus longtemps en contact avec la dernière couche imprimée, et le plastique fond encore plus... Actuellement du coup j'ai laissé ce qui était préconisé: 6mm--70mm/s. - Pas de jeu dans les tubes PTFE - J'avait éssayé il y a quelques semaines de diminuer le multiplicateur d'extrusion de manière empirique, jusqu'a ne plus avoir de stringing sur mes tours de test, sauf que j'étais arrivé a un résultat halucinant (du style 0.5!) et que ca marchait bien sur les tours de test mais sur des vraies pièces, il manquait de la matière... J'ai quand même le sentiment que le problème vient du Gcode, j'utilise prusaSlicer car il gère beaucoup mieux le Dual par rapport à Cura je trouve. Quand j'ai essayé de slicer avec Cura, c'était un peu moins pire et presque bien lorsque j'ai désactivé Zhop comme indiqué dans ce sujet. Néanmoins c'était toujours pas acceptable à mon gout... J'essaye de vous envoyer des photos avec des paramètres ce soir! A++++

-
Bonjour les amis! je suis dans la même situation que vous.... j'ai tout essayé. je commence à être un peu blasé! (presque tout, je n'ai pas essayé le ptfe capricorn puisque plusieurs ont déclaré que ca n'a pas du tout amélioré les choses...) Vous avez du nouveau? J'ai essayé de changer la buse aussi....
-
Bonjour, je m'appelle Christophe, Passionné de SolidWorks depuis que j'ai 16 ans (j'en ai 34 aujourd'hui..... ) , mon boulot me fait côtoyer l'impression 3D presque au quotidien par le biais d'autres service (malheureusement pas moi!). Dans mon entreprise nous avons une Stratasys! qui coute environ 16000euros.... Personellement je possede une imprimante depuis plusieurs années (XYZ printing, DaVinci Aio....) bof bof... et je me suis procuré depuis environ 1 an une wanhao D12 Dual! je me suis donc débarassé de la XYZ ahah. voila voila! A bientot!