rench
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de rench
")





-

FLSun V400, hotend upgrade (Trianglelab CHC Pro + BondTech CHT Volcano)
rench en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
sur l'un des files du triangle lab tu à marqué thermistor 104NT-4 ou PT1000 ? Pour 104NT-4: sensor_type: ATC Semitec 104NT-4-R025H42G PT1000: heater_pin: PC3 sensor_type: PT1000 sensor_pin: PC1 pullup_resistor: 4700 -
t'a un discord ou autre qui permetrai de vocal car ya quelque étapes ? Mon printer.cfg: # This file contains pin mappings for the Creality CR-10S Pro. To use # this config, the firmware should be compiled for the AVR atmega2560. [stepper_x] step_pin: PF0 dir_pin: PF1 enable_pin: !PD7 rotation_distance: 40 microsteps: 16 full_steps_per_rotation: 200 endstop_pin: ^PE5 position_endstop: 0 position_min: 0 position_max: 300 homing_speed: 50 homing_retract_dist: 5 [stepper_y] step_pin: PF6 dir_pin: !PF7 enable_pin: !PF2 rotation_distance: 40 microsteps: 16 full_steps_per_rotation: 200 endstop_pin: ^PJ1 position_endstop: 0 position_min: 0 position_max: 310 homing_speed: 50 homing_retract_dist: 5 [stepper_z] step_pin: PL3 dir_pin: !PL1 enable_pin: !PK0 rotation_distance: 8 microsteps: 16 full_steps_per_rotation: 200 endstop_pin: probe:z_virtual_endstop position_min: -1 position_max: 351 [extruder] step_pin: PA4 dir_pin: PA6 enable_pin: !PA2 rotation_distance: 22.900 microsteps: 16 full_steps_per_rotation: 200 nozzle_diameter: 0.400 filament_diameter: 1.750 max_extrude_only_distance: 500.0 max_extrude_only_velocity: 70.0 max_extrude_only_accel: 1000.0 heater_pin: PB4 sensor_type: EPCOS 100K B57560G104F sensor_pin: PK5 control: pid pid_Kp: 22.2 pid_Ki: 1.08 pid_Kd: 114 min_extrude_temp: 170 min_temp: 5 max_temp: 275 [heater_bed] heater_pin: PH5 sensor_type: EPCOS 100K B57560G104F sensor_pin: PK6 control: pid pid_Kp: 690.34 pid_Ki: 111.47 pid_Kd: 1068.83 min_temp: 5 max_temp: 140 [fan] pin: PH6 [mcu] serial: XXXX # remplace ça part l'ID du port connecté à ton pad sous klipper [printer] kinematics: cartesian max_velocity: 200 max_accel: 1500 max_z_velocity: 10 max_z_accel: 100 [probe] pin: PD3 x_offset: -27 y_offset: 0 z_offset: 0 speed: 4.0 samples: 2 sample_retract_dist: 3.0 [safe_z_home] home_xy_position: 177,155 speed: 80.0 z_hop: 10.0 z_hop_speed: 5.0 [bed_mesh] speed: 120 horizontal_move_z: 5 mesh_min: 10, 10 mesh_max: 263, 300 probe_count: 5,5 fade_start: 1 fade_end: 10 [filament_switch_sensor e0_sensor] switch_pin: PE4 pause_on_runout: False runout_gcode: PAUSE_PARK [pause_resume] [respond] default_type: echo #[save_variables] #filename: ~/variables.cfg # #[delayed_gcode macros_initialize] #initial_duration: 1 #gcode: # INITIALIZE_VARIABLE VARIABLE=park_x VALUE=20 # INITIALIZE_VARIABLE VARIABLE=park_y VALUE=290 # INITIALIZE_VARIABLE VARIABLE=bowden_len VALUE=400 # #[include macros/*.cfg]
-
Merci je viens de trouver un CFG qui parle de ça justement, et ça fonctionne pour le moment.
-
Bonjour, J'ai récemment passé ma CR10S Pro sous klipper mais j'ai un problème. Aucunes des config ne prend en compte le capteur à inductance de la v1, mais opte plutôt pour le BLtouch. J'ai même essayé avec les cfg d'autres imprimantes Creality, mais rien y fait. Ayant le capteur à inductance, je ne peut tous simplement pas utilisé l'imprimante sur l'axe z, ce qui est un peu cocasse. Auriez vous des solutions à part passé sur un BLtouch ? Merci d'avance.
-
Bonjour, Je souhaiterai savoir si je peu utilisé le speeder pad de la v400 pour contrôler une cr10s pro + v400 sous klipper ? J'ai déjà essayé la manip en configurant le pad avec plusieurs itérations puis j'ai connecter la cr10s pro au pad, récupérer le "dev/serial" du port connecté puis est flashé la cr10s pro ( j'ai aussi essayer avec un pc et xloader ). résultat l'écran de la cr10s pro reste figé (je pense que c'est normal). Je ne sais même pas sur quel itération c'est installer la machine(si quelque chose c'est vraiment installé), et aucun fichier config ne marche. je reste bloqué sur "klipper n'est pas prêt". Je n'est pas de Bltouch mais le capteur de base. comme si l'imprimante n'était pas branché au pad. Merci d'avance.
-
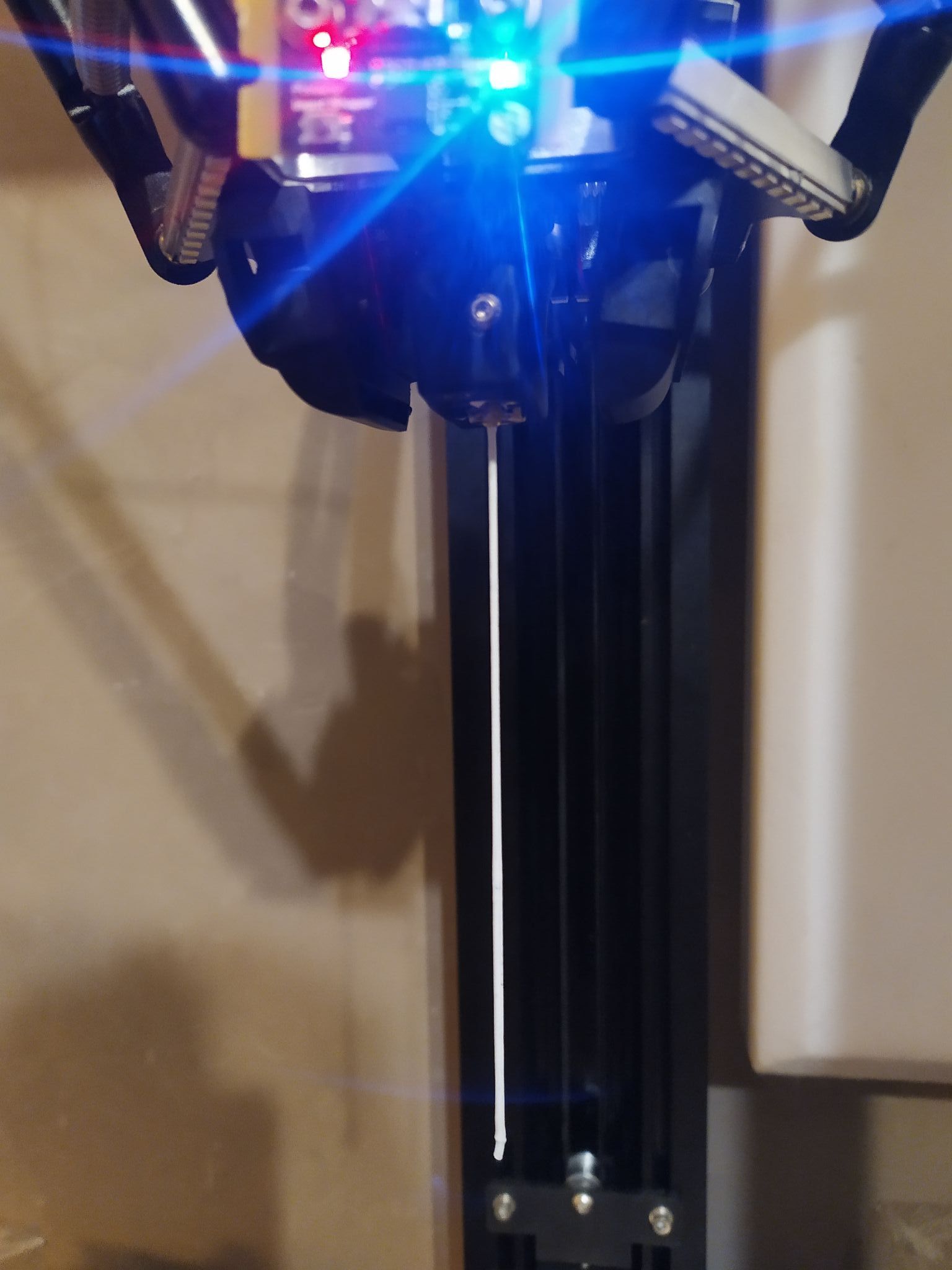
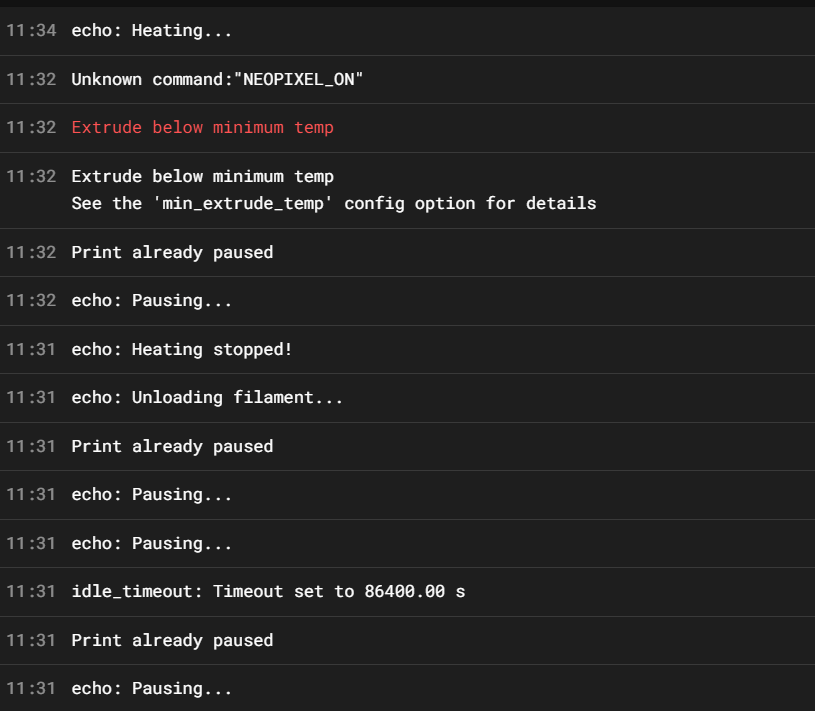
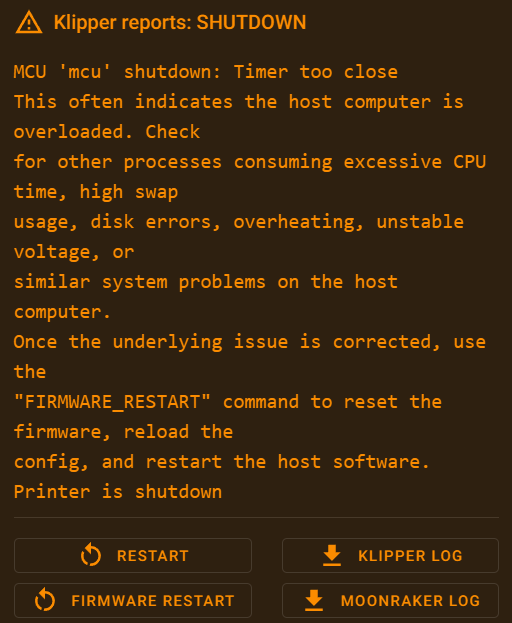
Bonjour, Ma V400 rencontre des problèmes lié au fin de bobine. ce qu'il ce passe: Quand la bobine est vide, le capteur de fin de filament ne détecte plus le filament et envoie à l'imprimante l'info. L'imprimante coupe la chauffe du hotend et ce met sur pause. Sauf que dans mon cas klipper force la pause mais rien ne se passe. la température du hotend descend jusqu'à ce que l'imprimante se met en sécurité et coupe l'impression. Autre info: j'ai récemment essayer cura 5.3.0. tous ce passais bien, jusqu'à ce qu'un beau jour je reçoive un message d'erreur orange sur klipper (voir ci-joint). Ce message pouvait s'afficher au début comme au milieu de l'impression. Je suis repasser sur la 5.2.2, et la plus de problème. Aujourd'hui je me retrouve avec le problème filament exposé au début du message. Actuellement: J'ai relancé une impression avec une nouvelle bobine (histoire d'évité le problème). Question: Pensez-vous que ce problème vienne de: - Cura - détecteur fin filament - Klipper - Autres.. Merci d'avance.
-
OK, merci
-
Bonjour, j'ai récemment changer mes courroies suite à un problème d'élongation. Après avoir tous remonter j'ai ce message qui survient lors d'un home ou enstop calibration: Endstop stepper_b incorrect phase (got 49 vs 17) Quelle est la solution selon vous ?
-
FLSun V400, hotend upgrade (Trianglelab CHC Pro + BondTech CHT Volcano)
rench en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
j'ai un chc pro de côté mais j'ai le hotend d'origine sur la v400. Et oui c'est bizarre, comme si il y avait une limitation électrique (genre une alimentation sous dimensionné, ou une bride software. -
FLSun V400, hotend upgrade (Trianglelab CHC Pro + BondTech CHT Volcano)
rench en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Salut les gars, Petite question concernant le hotends: J'ai essayer d'imprimer en 1.2 mm de largeur à 250mm/s; j'ai mis la température à 235 dégrées dans un premier temps pour éviter les problèmes d'extrusion. Mon problème: Dans cet configuration le hotend à du mal chauffer à 235 degré il descend même à 220 degré ce qui crée un problème d'écoulement. On m'a dit que ça pouvait venir du débit du hotend qui n'est pas assez élevé (il faudrait 84mm3/s). Pensez vous que c'est le cas ? (Si oui j'ai vu que le Mosquito Magnum+ Air Hotend pourrai convenir mais je ne sais pas si il est compatible avec la v400 ou si il faut bidouiller). Merci d'avance. -
la buse était plate ( on le vois sur la photo ) l'orifice était de 0.8mm sur une buse qui de base est de 0.4. J'ai changé la buse regarde aussi: - adhérant plateau en tube ça aide pour la première couche - angle du hotend (le mien était penché, alors qui devrais être bien dans l'axe. - resserre la buse (elle peut être desserrer) - augmentent / baisse le débit générale ( tu pourrai avoir de la sur voir de la sous extrusion sur la 1er couche qui vont faire frotter la buse sur les couches supérieures qui vont limer ta buse et crée de la désynchro de couches) - refait nivellement de plateau - retend les courroies: - pareil pour la Rotation Distance:
-
Bonjour, je m'appel Rench j'ai 25 ans Je suis rentrer dans le milieu de l'impression 3d il y à environ 1 ans avec une CR10S PRo d'occasion, et je suis actuellement sur une V400 capricieuse.
-
j'ai tester avec le cube de base pareil même resultats j'ai fait d'autre test cet semaine: - augmentation de la hauteur de ligne à 0.3 et de la largeur à 0.8. j'ai pu commencer à imprimer quelque chose mais la première couche était toujours chaotique. cela ma apporter de la sur extrusion dessus/dessous, quand je pouvais imprimer. - nettoyage du plateau complet (produit vaisselle +alcool isopropylique). j'ai commencé à avoir de meilleure résultats. - retendu les courroies. - j'ai regarder du côté du PLA utilisé (OVERTURE Rock PLA Filament 1.75mm, Marbre PLA). il me semble plus abrasif au touché que mon SAKATA RE-850 habituel. - j'ai utilisé une éguille pour nettoyer la buse. Et la quel surprise de voir qu'une éguille de 0.6-0.8 rentrait dans la buse qui est sensé être en 0.4. - le filament qui en sort est assez épais (mesurer à 1.8mm d'épaisseur )(photo) Pour les frottement, j'ai eu le cas tout à l'heure lors d'un test. J "entend un gros bruit venant de l'imprimante, et je me rend compte que la tête n'est plus du tous sur le model mais 10cm au dessus entrain de continuer son chemin comme si de rien n'était. conclusion: - la manque d'adhérence doit être un cumule de plateau sale/ buse usé / qualité du filament - les frottement son surement du à une légère sur extrusion qui commence à ce faire sentir arriver une certaine hauteur. - il me reste cette sur extrusion présent sur le model, et la difficulté à imprimer les remplissages même à 100mm/s (sous-extrusion, filament qui ne se dépose pas) qu'en pensez-vous ? merci d'avance.

-
Bonjour, J'ai un soucis depuis quelque heure avec la v400. - elle frotte sur l'impression - elle crée de décalage de couche - elle sous extrude - elle imprime mal le remplissage (je suis à 120mm/s) Quand j'utilise l'extrudeur en position haute, le filament s'écoule normalement (il à l'air un peu épais), mais quand la buse est proche du plateau, elle ne fait que des petit point, ou des tas. merci d'avance.