djvs
-
Compteur de contenus
70 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de djvs
")





-
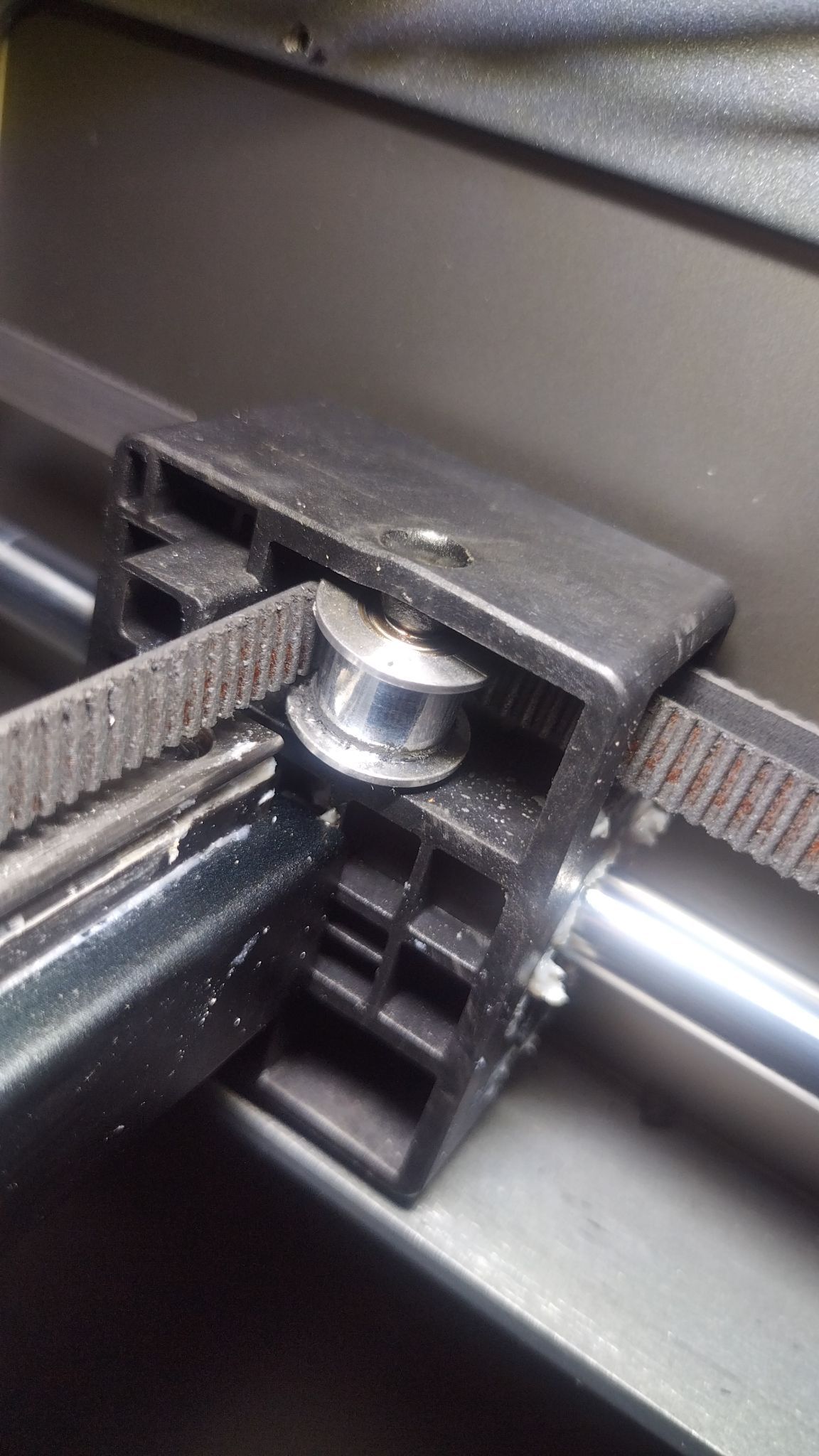
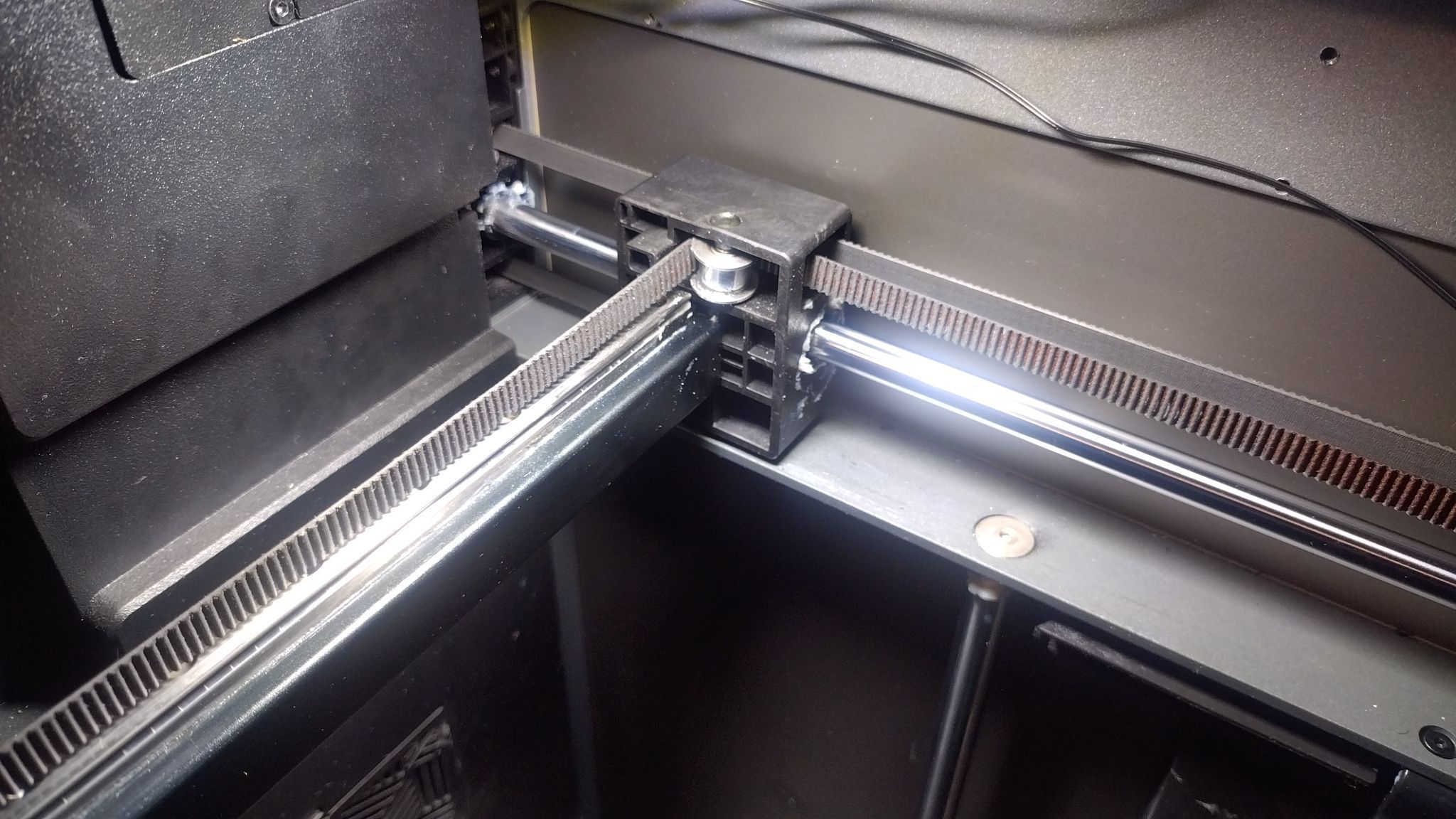
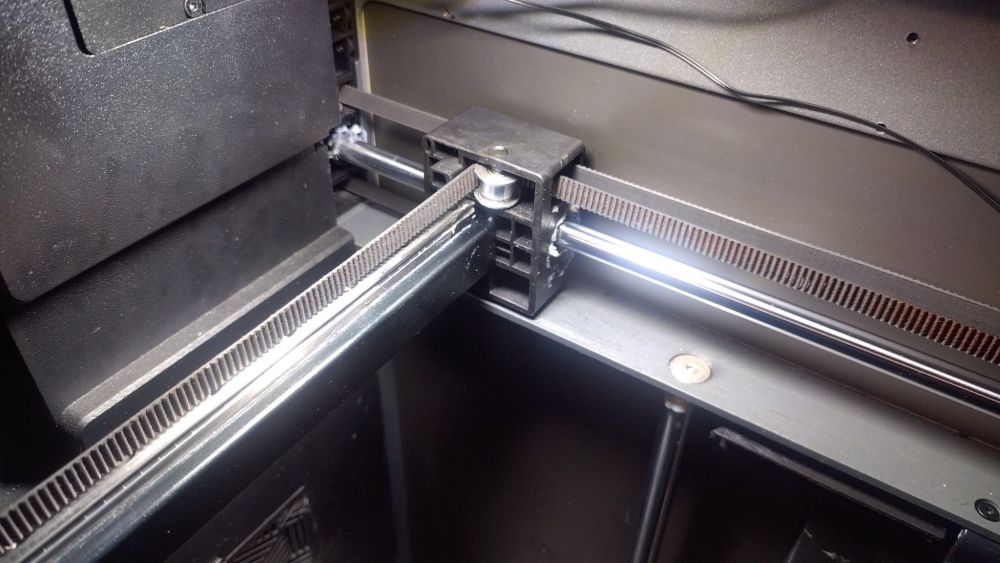
J'ai eu une grosse discutions avec un tech de R3Men le Pb viendrais de l'axe X car on as un rail acier sur une poutre aluminium sans aucune possibilité de dilatation, il avait déjà constater le phénomène. Pour un vu qu'il faut décoller les flanc pour pouvoir intervenir, il ne leur a pas parut opportun de développer quelque chose. Je suis en discussion avec eux pour éventuellement servir de cobaye. La suite prochainement Bonjour Oui il est nécessaire de le faire Bon Print
-
il faut que je vois avec eux si il est possible d'en réduire la largeur de quelque mm
-
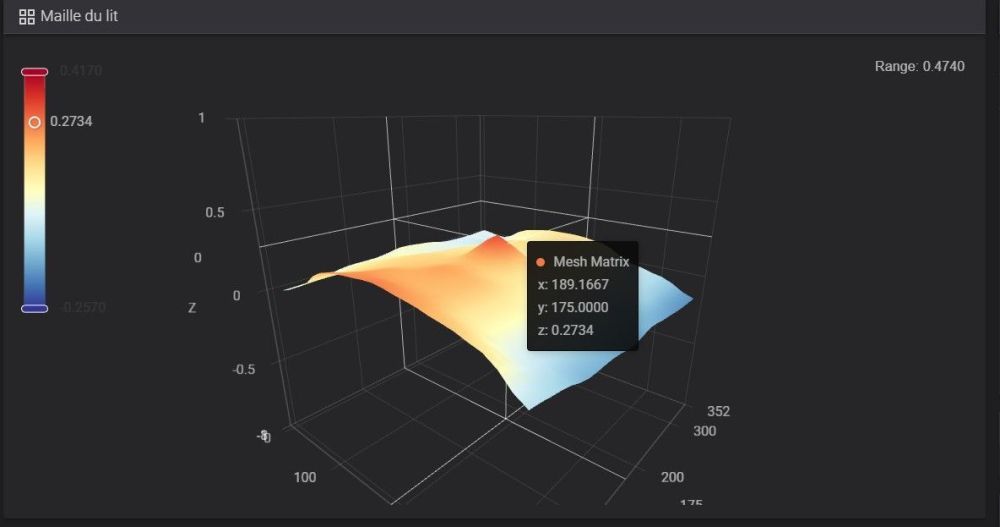
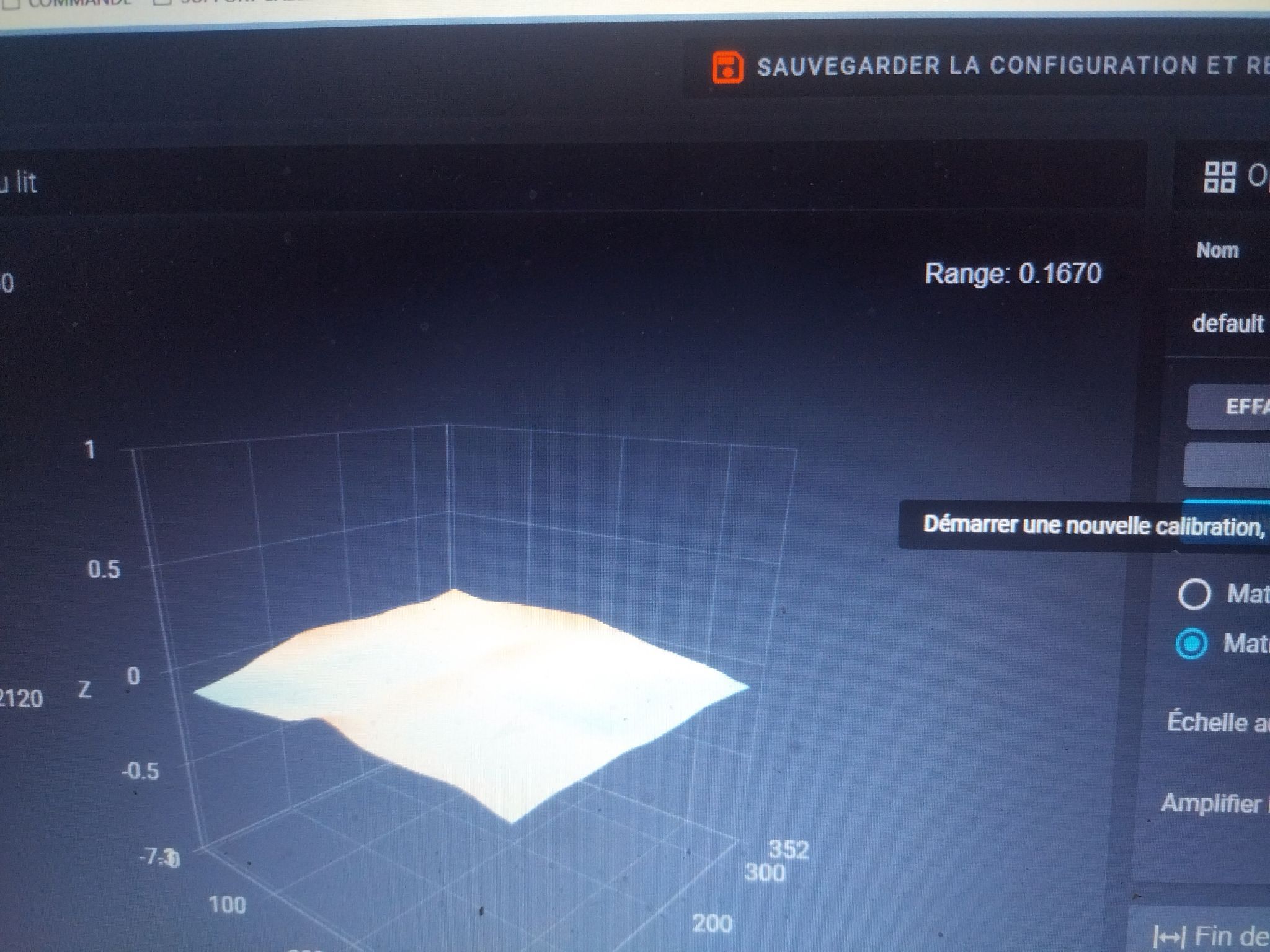
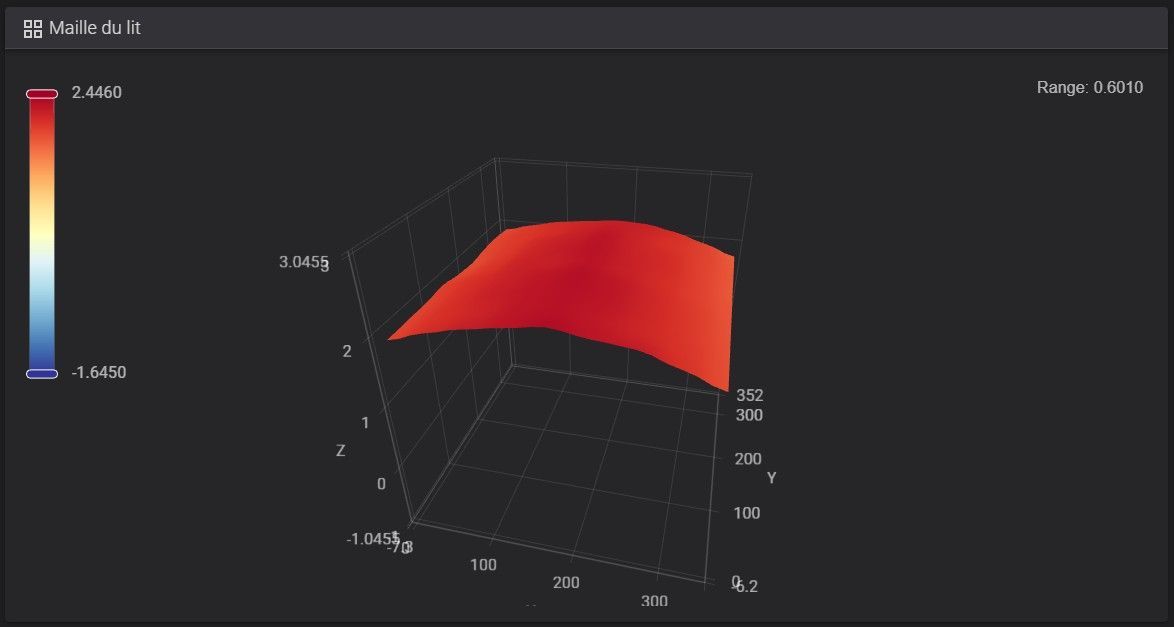
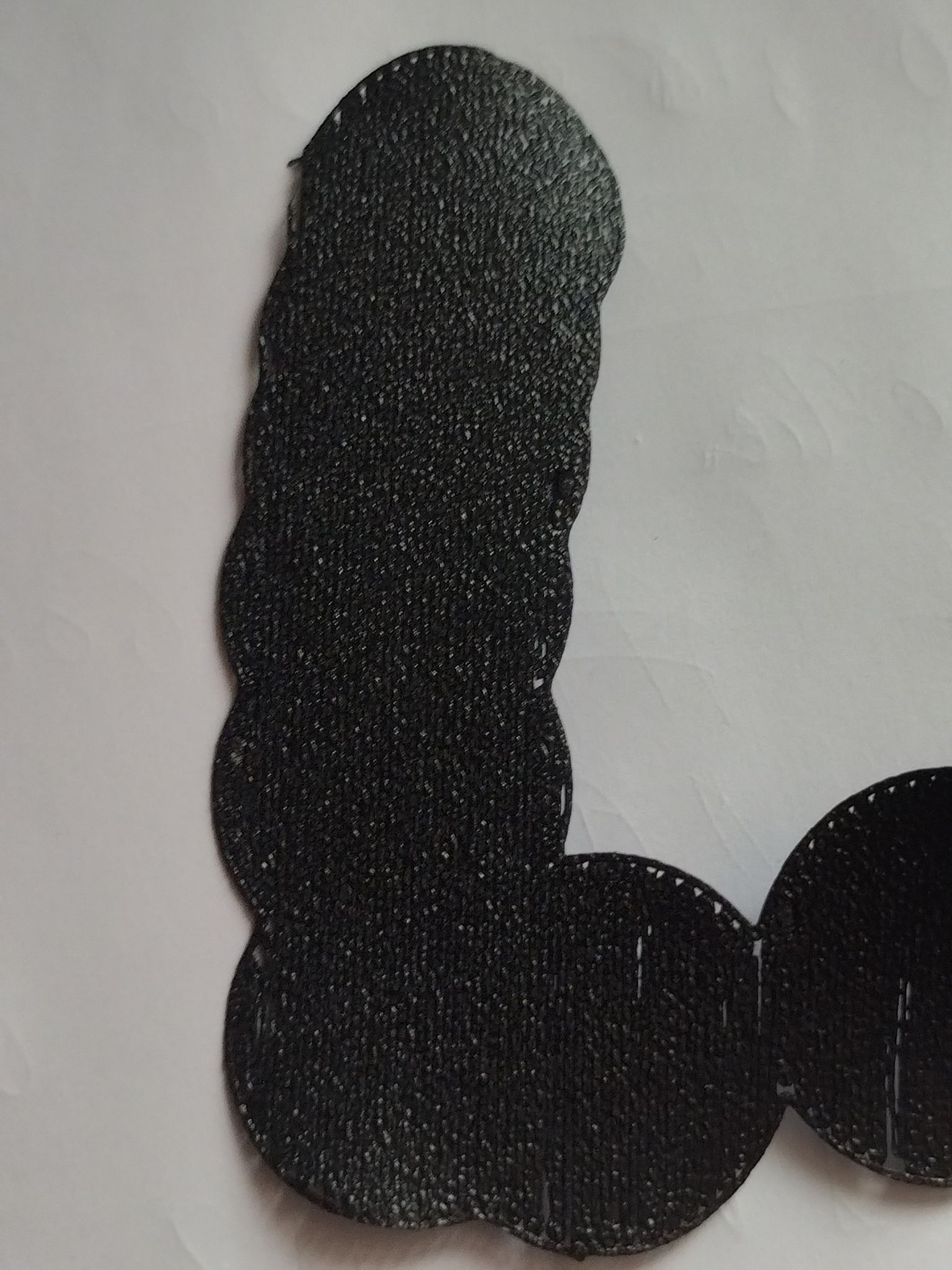
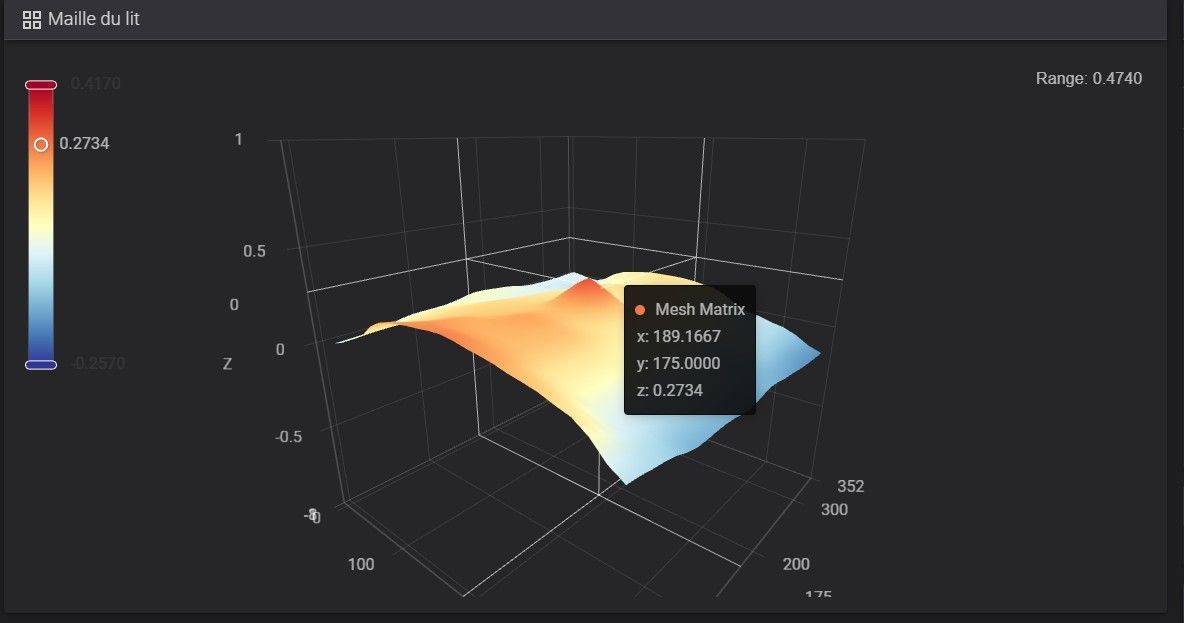
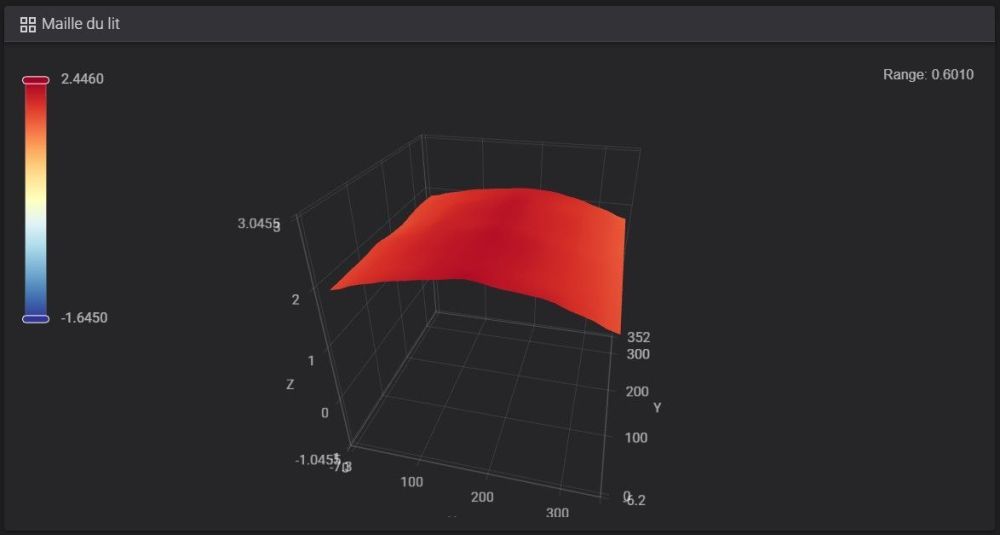
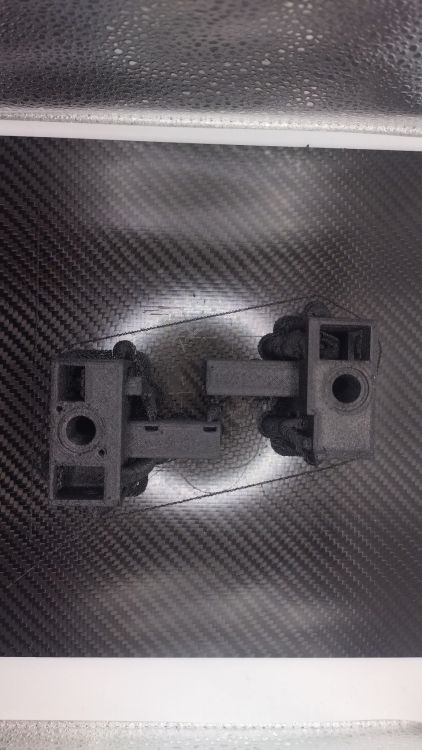
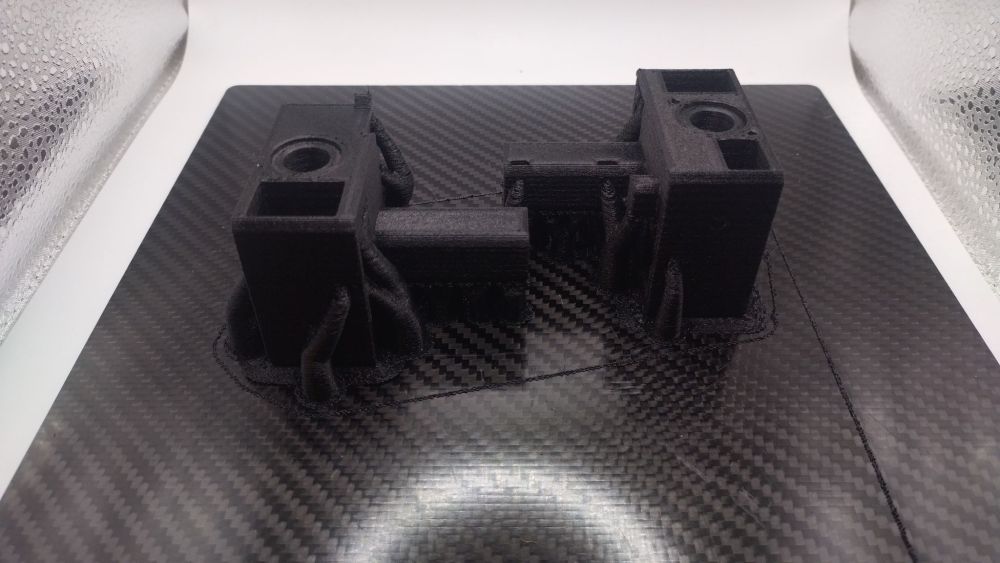
Il est déjà en place j'ai un meilleur nivèlement inferieur a 2/100 au température PLA la je suis a 6/100 A 120°C et au vue de la forme je pense une mise en contrainte sur les bords
-
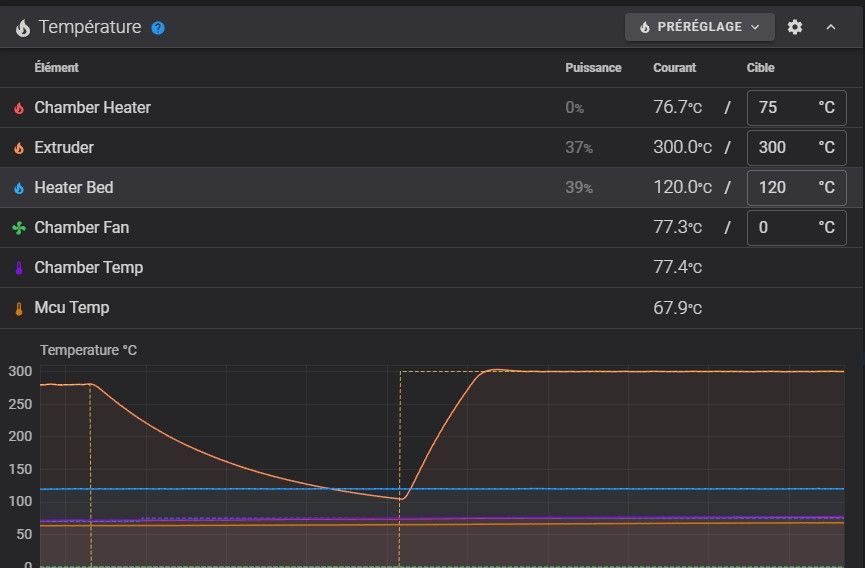
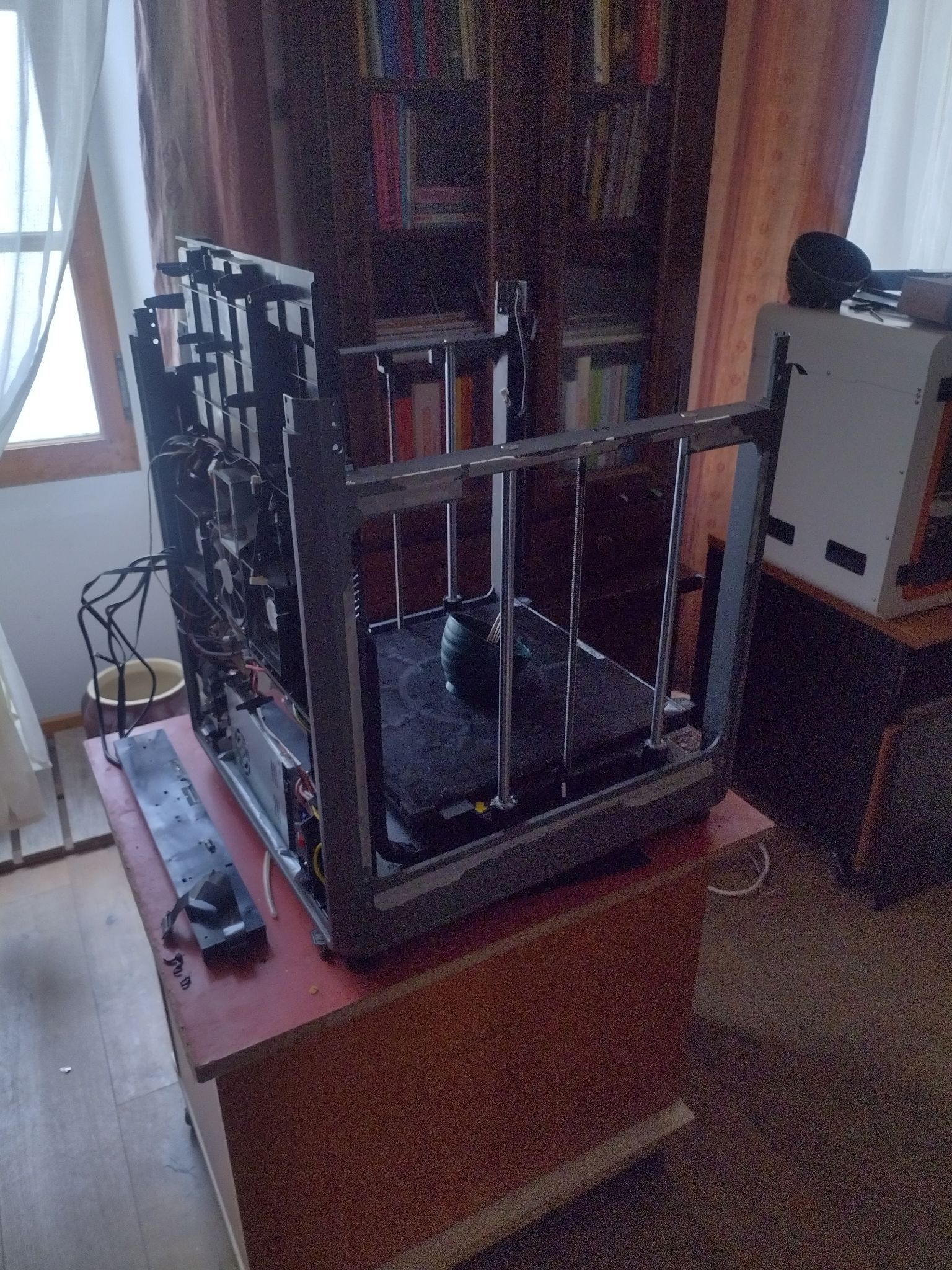
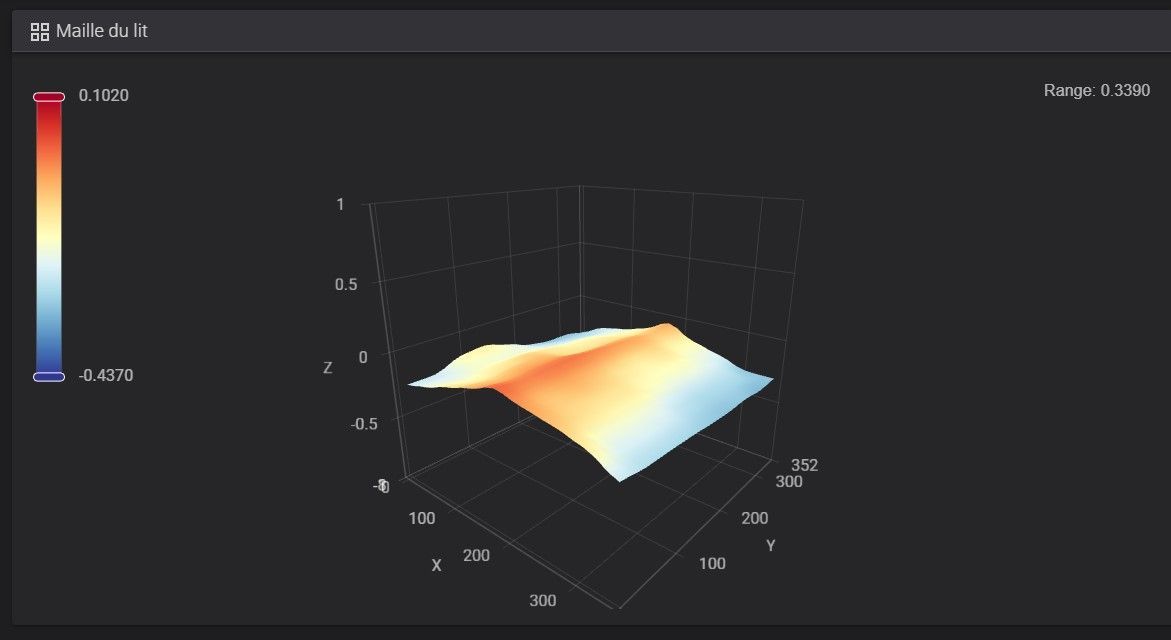
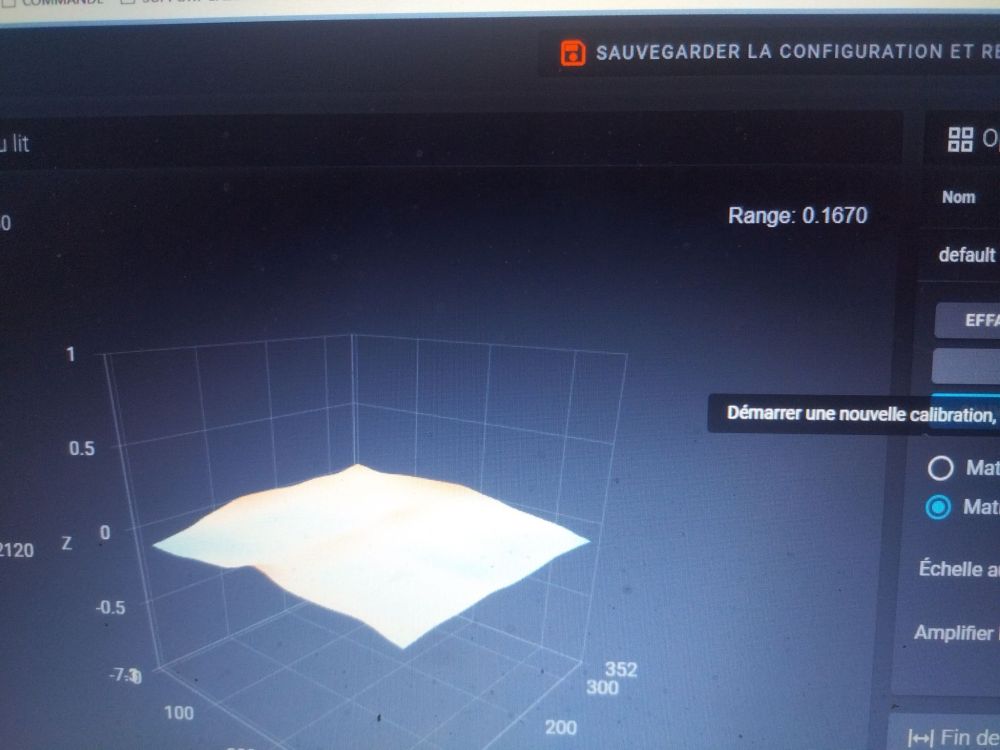
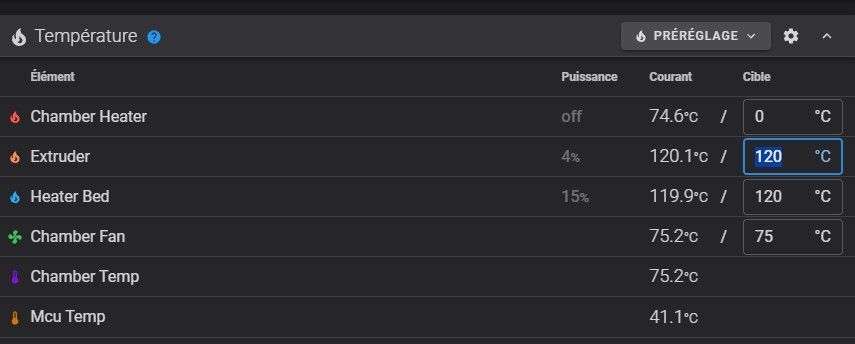
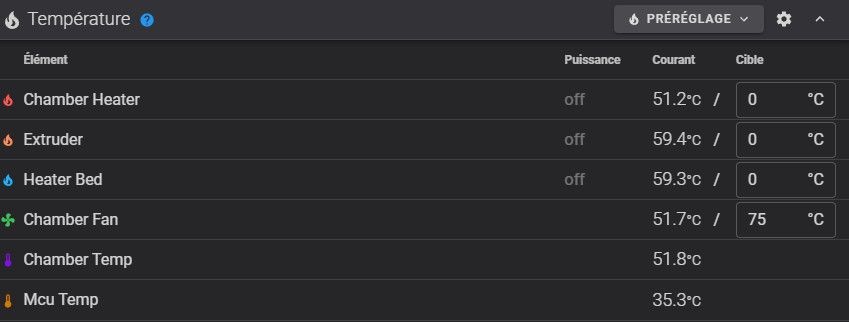
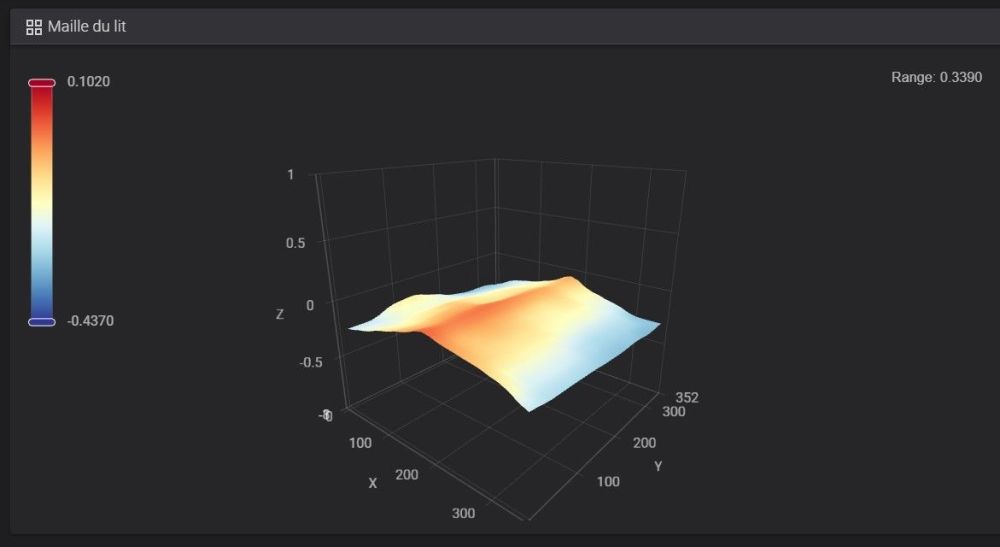
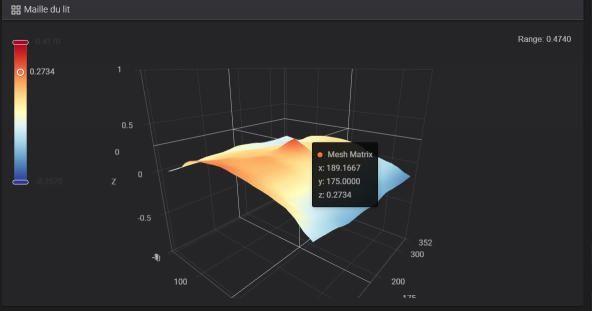
Suite de ma K2+ capricieuse Apres remontage complet test rapide en PLA de petit défaut a corriger mais pas mon cheval de bataille pour le moment mesh du plateau graphite au température PLA Boit pour moyeux de bobine et silica gel Ensuite test de chauffe PASSIF température après 2H ! Mesh avec la chambre a 75°c pour moi le plateau bute sur les rebords latéraux et se bombe sous la contrainte je vais me faire confirmer cela par le fabricant Température après 2H d'arrêt de chauffe. La je pense être ok pour mon PA12. Prochaine étape un vrai sécheur de filmant DiY est en gestations ( la suite sur le poste sécheur) Bon print

-
Bonsoir Le remontage est en bonne voie. Bon Print


-
Bonjour les dernières nouvelle de ma K2+ Quelle galére pour en arriver là. j'ai ben reçu les pièces en garanti mais pour moi elles présentent le même défaut la suite prochainement Bon Print

-
Les sécheurs de Filaments
djvs en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Merci je vais passer au DRYBOX j'ai commandé des boite rondes. je vais réaliser des axes pour mètre du SILICA gel au centre, plus chemin de bille plus sortie comme elles supporte 120°c elles pourrons passer directement dans mon petit sécheur avec le silica je les fermerais directement dans le sécheur. Bon print -
Les sécheurs de Filaments
djvs en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Bonsoir les drybox peuvent elle permettre d'imprimer la bobine sans séchage intermédiaire? et éventuellement différer l'impression d'une dizaine de jours? vue mon moyen de séchage je peut sécher une dizaine de bobine en une seule passe Bon print Vincent -
Les sécheurs de Filaments
djvs en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Bonsoir niveau séchage c'est bon mais comment stocker de façon fiable les bobines séchées et pouvoir les utiliser entièrement sans les resécher pour filament type PA12 ou pire PEEK ULTEM.... Les boites étanche avec silicate peuvent elle suffisantes? ou obligation un sécheur type Sapce Pi J'ai bien lu l'ensemble des 39 pages mais arrivé au bout je ne sais plus. Merci Bon Print Vincent -
Filament technique de chez IEMAI3D
djvs en réponse au topic de djvs dans Consommables (filaments, résines...)
Bonjour En attendant les pièces de la K2, je met en route la petite IEMAI Magic HT ( pour imprimer le MOD de la K2) j'utilise le même filament que celui utiliser avec la K2 et aucun Pb de d'humidité. La suite des test avec PEEK Ultem....... Bon Print
-
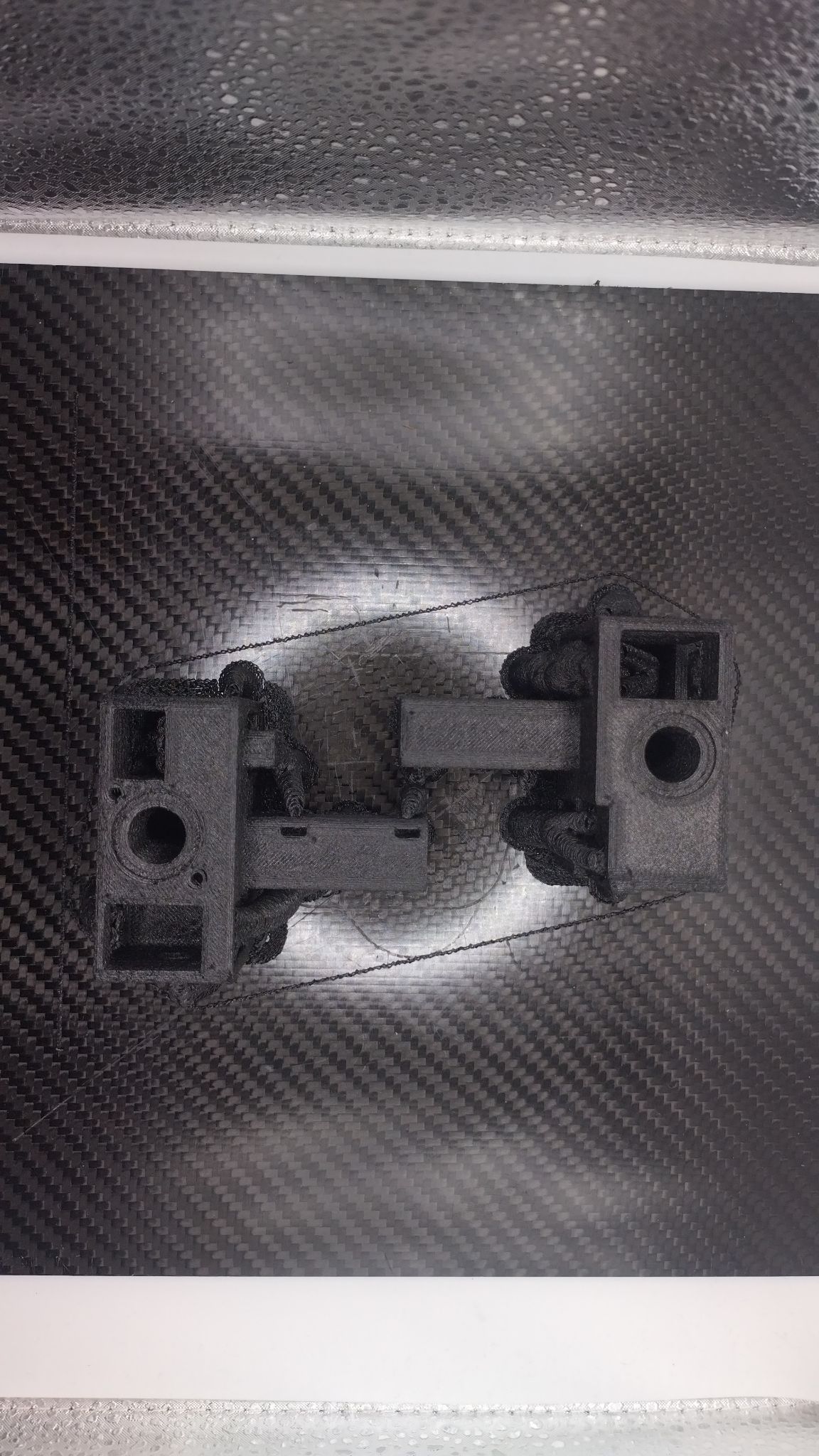
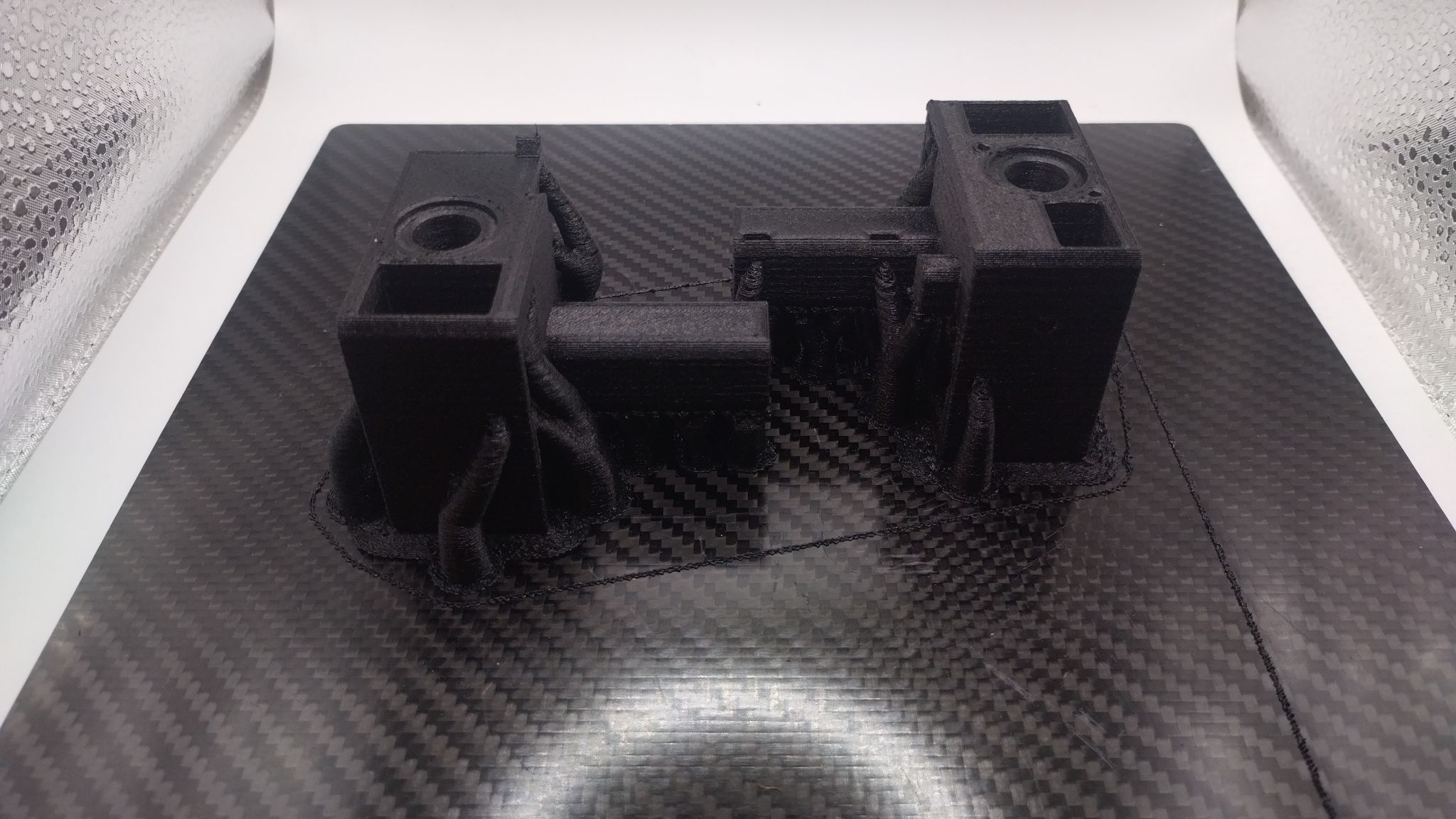
J'avais un couinement depuis plus de 2 mois et je n'arrivais pas a en trouver la source l'axe est sortie sans aucune déformation. le SAV m a fait partir sans discuter les deux cotés qui a dit 75°c ce n'est pas plus tot 90°c, (avec le chauffage d'origine) mais pas longtemps car l'électronique de communication avais du mal a travailler je ne pouvais plus réguler avec Fluid : c'est en déposant toute cette partie pour la mettre a l'abris en extérieur que je me suis rendu compte de cela. j'ai imprimer un fichier de remplacement acheter sur l'un des site STL en PA12-CF modifier pour remplacé les roulements par des bagues "hydrolube" destiné au application poussiéreuse+++++ acceptant plus de 200°C ( pour pouvoir les commandées il m'as fallut montré pattes blanche et justifier que je ne les utiliserait pas dans le domaine militaire, spacial,,,) j'attend les pièces pour me décider quoi monté Je remonte et continu mes investigations
-
re plus rapide imprimer la pièces de remplacement. bon print
-
Salut encore un gag de ma K2+ il n'y a plus qu'a démonter Coup de Bol nos cher fournisseur sont en congé Bon Print

-
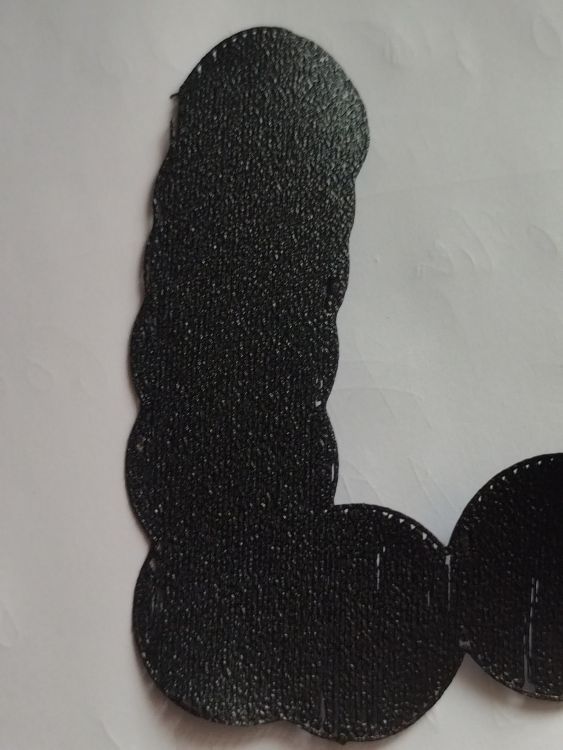
Re des nouvelles Première couche 80% de remplissage 0.3 mm Je refait une tentative avec une couche couvrant l'intégralité du pied de mes supports mais la je parts sur une couche initiale à 0.5 mm avec mon deuxièmes plateau (dégraissé 2 fois) et 2 couche de magigoo spécial PA Le bed mesh en cours j'ai laisser la température se stabilisé une bonne heure. Bon print à tous


-
Bon Nouvelle tentative séchage du filament, préchauffage du FILADRYER E2 de chez sunlu, transfert de l'etuve au dryer lorsque le dryer affichais - de 15 d'humidité Préchauffage de la K2+ calibration du plateau après stabilisation des températures elle en as honte on vas bien voir Bon Print