


Tospogas
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Récompenses de Tospogas
")





-
Si j'en suis arrivé là c'est bien que j'ai fait tout le reste avant. Rétraction, températures, PA, différents slicer, multiplicateur d'extrusion et j'en passe.
-
Je suis bien d'accord avec toi, malheureusement la même bobine sur mes autres imprimantes ne produit pas du tout de stringing. Toutefois, j'ai changé de buse pour une Volcano (moyennant une modification des ventilateurs et de la sonde de proximité car la buse est un peu plus courte). Cela a largement réduit le stringing sans pour autant le supprimer totalement. En revanche, sur les dernières impressions en buse de 0.6mm j'ai des problèmes de sous-extrusion, vraisemblablement la machine va bien trop vite par rapport au débit que peut sortir l'extrudeur. Finalement, je me suis lancé dans l'assemblage d'une tête Stealthburner suivant le Github de Triston VAIRA (https://github.com/Trist0ne/T500xVORON). Le budget est d'environ 200€ pour cette modification mais cela semble en valoir la peine.
-
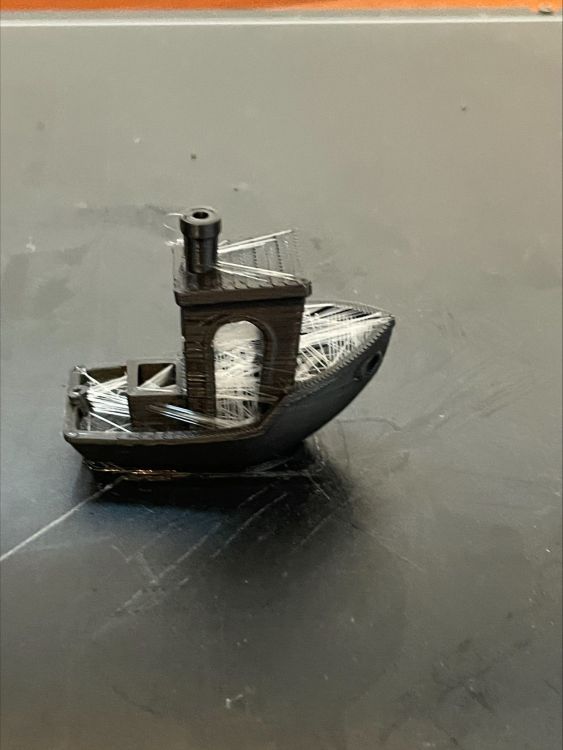
Bonjour à tous ! Bon, il y a quelques de cela, j'ai acheté la COMGROW T500 pour son grand volume d'impression (50cm3). Au début très agréablement surpris, une machine robuste et une partie mécanique qui n'a pas été négligée (heureusement vu la taille et les masses en mouvement). Seulement voilà, je n'ai jamais pu imprimer quoi que ce soit de potable avec, principalement à cause du stringing (et je ne parle pas de 2/3 fils, ce sont de vrais toiles d'araignées). J'ai passé une quarantaine d'heure (je n'exagère pas..) à trafiquer les profils d'impression et à tout recalibrer. J'ai essayé Cura, PrusaSlicer, Orcaslicer (fourni avec l'imprimante), rien à faire ! Le fichier test gcode fourni avec la clé USB produit le même résultat. Le SAV m'a envoyé un extrudeur de rechange : même problème, pas une once d'amélioration. Je pense que l'extrudeur est très mal conçu et pas fonctionnel (ce que tout le monde s'accorde à dire sur le groupe Facebook). La seule solution à l'heure actuelle est de remplacer l'extrudeur par un AFTERBURNER, mais c'est un chantier à plusieurs centaines d'€ et qui demande pas mal de temps. De plus, des tas d'incohérences sont présentes dans la machine et les macros. Exemple : si une impression est en pause + de 10 minutes car plus de filament, le plateau arrête de chauffer (donc la pièce se décolle). J'en passe et des meilleures pour ne pas trop allonger le post. Pour conclure, je vous déconseille vivement d'acheter cette machine si vous êtes à la recherche d'un grand volume, car dans la pratique vous ne pourrez rien imprimer. Croyez-en la parole de quelqu'un pourtant aime bidouiller les machines et les paramètres d'impression.

-
J'ai aussi une V400, toujours tout fait à chaud aussi, peut-être juste penser à décharger le filament pour éviter que ça ne coule sur le capteur
-
Bonjour à tous ! Je surveille de loin les évolutions de la Prusa XL depuis son annonce il y a quelques années, et je suis tombé cette semaine sur la vidéo des Frères Poulains qui présentent cette machine. Ils l'encensent pas mal, et j'avoue qu'ils ont failli me convaincre. Je suis également en réflexion pour acheter une autre machine (en plus de ma V400 qui me limite un peu au niveau dimensions), et j'hésite entre : Qidi X-MAX 3 Prusa XL Attendre sans la moindre certitude une XL de chez Bambulab... Est-ce que certains ont la Prusa XL, et est-ce qu'elle vaut vraiment le coup? Je suis intéressé par la version à 5 têtes pour faire du multi matériaux et du multi couleur. J'ai cru comprendre que les premières versions vendues présentaient des défauts, mais que la plupart ont été corrigés sur les dernières séries. Merci à tous !
-
Très très beau boulot, félicitations et merci pour le partage !
-
Klipper et mainsail accès à l'extérieur avec tailscale
Tospogas en réponse au topic de chatouille53 dans FLSUN 3D
Salut, j'ai essayé de suivre le tuto mais la ligne "sudo tailscale up" ne fonctionne pas, il ne se passe rien, ça pourrait venir d'où? -
Ah oui beau boulot ! Ce serait pas mal que t’en fasses un tuto sur le forum non? Je pense qu’on ne doit pas être les seuls à vouloir faire ce genre de chose. Sinon je suis preneur
-
Ok merci, je n'ai pas encore bien pris en main l'organisation du forum. Je vais regarder ça
-
Merci pour ta réponse. Je ne suis pas vraiment familier avec ce domaines-là, je suis preneur de toutes les ressources que tu pourrais avoir.
-
Bonjour à tous, Tout est dans le titre, je n'ai pas trouvé sur internet s'il est possible d'accéder à l'interface web de Klipper en dehors de chez soi. Je me pose cette question car j'aimerais pouvoir surveiller la vidéo de l'imprimante quand je n'y suis pas.
-
Comment calibrer les axes X, Y et Z sur imprimante delta (FLSun V400)
Tospogas en réponse au topic de Tospogas dans Discussions sur les imprimantes 3D
Super merci beaucoup, c'est précisément ce que je cherchais ! -
Plaque d'impression qui tremble
Tospogas en réponse au topic de matre3445 dans Discussions sur les imprimantes 3D
Je pense que tu devrais faire un contrôle intégral de toutes tes courroies et de toute la visserie de la machine. Vérifie également au niveau de la tête d'extrusion que tu n'as aucun jeu. Il faut procéder par élimination du plus probable au moins probable -
Plaque d'impression qui tremble
Tospogas en réponse au topic de matre3445 dans Discussions sur les imprimantes 3D
Tu pourrais mettre une photo de l'impression ? -
Bonjour à tous, Nouveau dans le monde de l'impression delta (imprimeur cartésien aguerri), je suis en train de me renseigner sur la calibration des axes de ma v400 afin d'obtenir une meilleure précision dimensionnelle. J'ai trouvé cette méthode : https://www.thingiverse.com/thing:1274733 Malheureusement il n'y a pas la démarche pour rentrer les nouvelles valeurs sur Klipper. Est-ce que quelqu'un a déjà réalisé ce type de calibration et si oui comment ? Je suis preneur de tout conseils.



