Vicckkky
-
Compteur de contenus
5 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de Vicckkky
")




-

Impressions de dégradées par effet de tramage avec Prusa XL dual tool
Vicckkky en réponse au topic de Vicckkky dans Projets et impressions 3D
Je ne m’y connais pas super bien dans l’architecture des slicer mais je vois pas pourquoi ils utiliseraient des API. après tout ils convertissent du mesh en Gcode, j’imagine mal un slicer qui fait appel à un service externe pour réaliser cette opération. la seul implement ration d’API qui me vient à l’idée est le service de réparation de maillage implémentée dans certains slicers mais ce n’est pas selon moi ce qui en fait de bon slicers -
Impressions de dégradées par effet de tramage avec Prusa XL dual tool
Vicckkky en réponse au topic de Vicckkky dans Projets et impressions 3D
Les Bambulab sont des machines incroyablement plus simples que la Prusa XL. Je reconnais que Bambu a changé le paysage avec ses machines fiables et plug and play a bas cout mais il est bon de se rappeler qu'une énorme partie de la qualité d'impression provient du slicer et que sans PrusaSlicer pas de Bambu Studio. Concrètement on peut dire que Bambu a externalisé sa R&D software chez Prusa lol, si ils avaient du créer leur slicer de zéro les machines seraient beaucoup plus chères. J'utilise mes imprimantes professionnellement pour du maquettage et prototypage rapide pour l'industrie et j'imprime en PLA à 99%. Le prototypage rapide est un enorme secteur pour l'impression 3D et pour cette application le PLA est largement suffisant (pas de nécessité de compatibilité chimique ou contraintes physiques). -
Impressions de dégradées par effet de tramage avec Prusa XL dual tool
Vicckkky en réponse au topic de Vicckkky dans Projets et impressions 3D
Pas d'Input Shaping alors qu'il viennent littéralement de l'intégrer sur la Prusa mini de 2019... Cinématiques de changement d'outils relativement lentes. Intégration du segmented heatbed assez médiocre.- 22 réponses
-
- 1
-

-
- prusa
- programmation
- (et 1 en plus)
-
Impressions de dégradées par effet de tramage avec Prusa XL dual tool
Vicckkky en réponse au topic de Vicckkky dans Projets et impressions 3D
Il s'agit d'une double toolhead je l'ai reçue il y a moins d'un mois. La machine et très bonne mais le firmware et l'intégration prusaslicer laissent encore bien à désirer, on sent qu'il ont du rusher le production sur ces points là. Rien qui ne puisse être corrigé par une mise à jour future cependant.- 22 réponses
-
- 1
-

-
- prusa
- programmation
- (et 1 en plus)
-
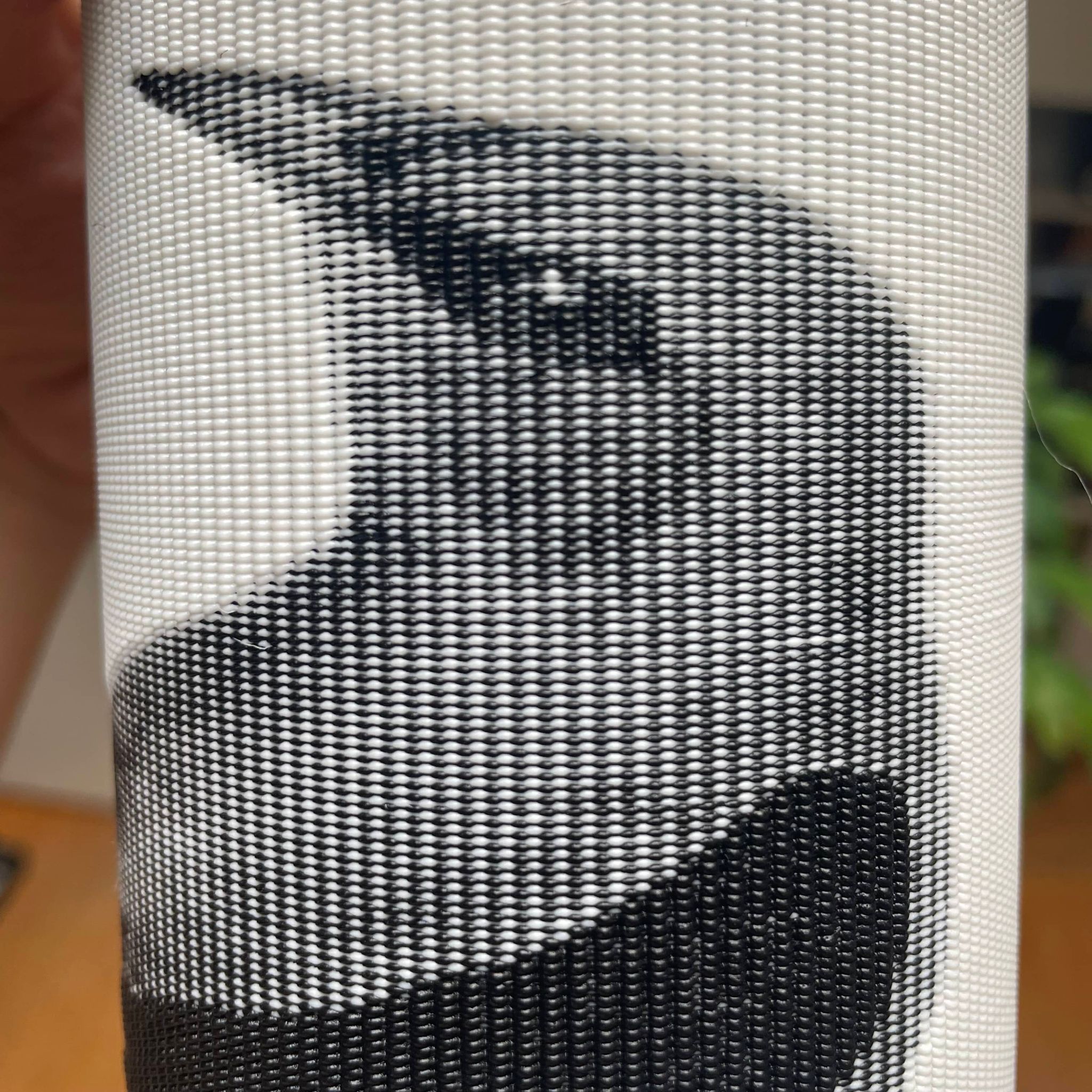
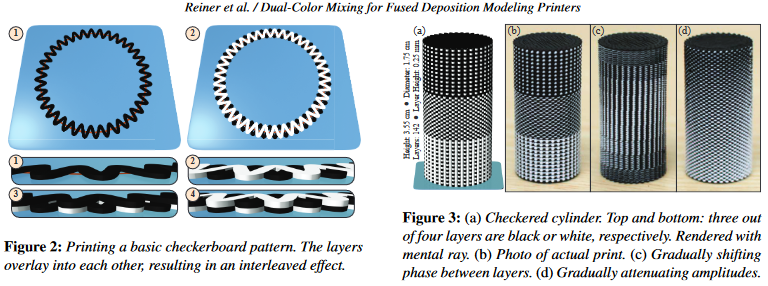
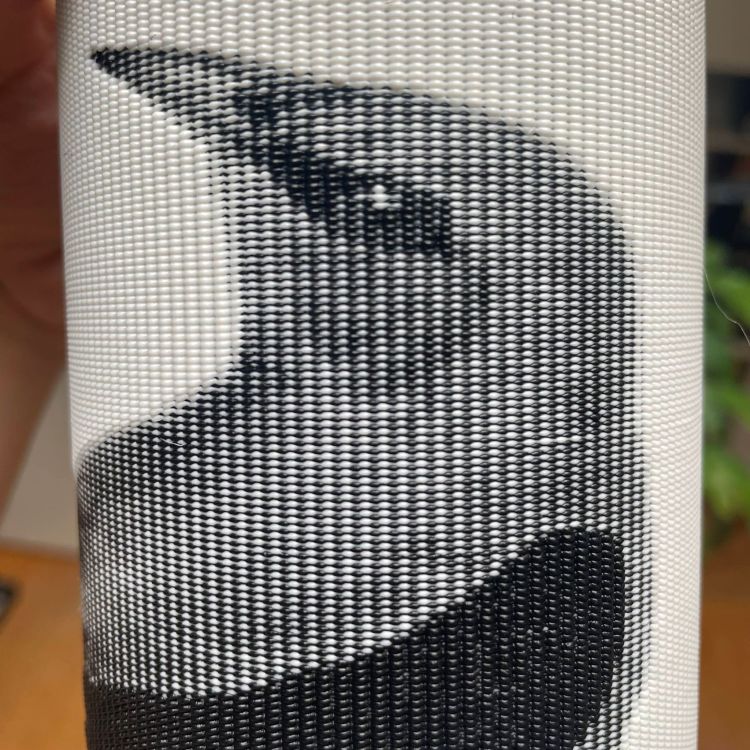
Hello, J'ai réussi à obtenir des effets de dégradés avec 2 couleurs en utilisant un effet de tramage (comme on utilise dans l'impression traditionnelle). Je me suis basé sur le rapport de recherche intitulé Dual-Color Mixing for Fused Deposition Modeling Printers par Tim Reiner, Nathan Carr, Radomír Mech, Ondrej Štava, Carsten Dachsbacher & Gavin Miller. Le principe est assez simple : on alterne les couleurs à chaque couche et on module l'amplitude des vagues en fonction de l'intensité de couleur avec l'amplitude de la couleur 1 inversement proportionnelle à celle de la couleur 2. Les vagues sont en décalage 1 de phase. J'ai programmé le Gcode sur Grasshopper pour Rhino afin de pouvoir utiliser une image comme référence ou bien moduler les amplitude en fonction de la géométrie de l'objet. Cela permet des effets de dégradés intéressants. Le toolchanger de la Prusa XL permet des impressions rapides et surtout avec un minimum de gâchis : pour les exemples ci dessous on est à environ 3h d'impression avec un taux de gâche de moins de 5% en poids, là ou on serait plus sur 200% avec un système type MMU ou AMS. Je galèe un peu en ce moment à obtenir des résultats propres pour des modèles avec de grandes variations de circonférence car difficile de conserver le décalage de phase entre les vagues lorsque celles-ci sont de longueurs variables mais en bossant un peu dessus on doit pouvoir trouver un solution, si quelqu'un a une idée je suis preneur !






- 22 réponses
-
- 12
-

-
-

-
- prusa
- programmation
- (et 1 en plus)