Tieu
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Tieu
-
Serieux ? Alors je serai curieux de savoir si tu modifie certain reglage car j’ai tjr eu ce soucis avec le petg-cf de bl, sur x1-c, p2s et h2d, sur des print de plus d’une heure…. Aucun probleme avec le pla cf par contre Ni d’autre cf d’ailleurs
-
Ben lorsque que tu envoies l’impression par Bambu studio tu peu desactivé la calibration du nivellage du bed et la calibration du flux mais je le déconseille…
-
Moi je trouve que la question n’est pas idiote car malgré 3 ans d’utilisation des quasiment tous les modèles de bambulab j’ai le meme problème avec le petg-cf malgré beaucoup d’essais de reglage (retraction, température, sechage prealable du filament) ce phénomène est propre au petg-cf de bl, donnant pourtant de superbe résultat sur l’impression il se forme tjr un amas sur les longue impressions. La seule alternative que j’ai trouvé pour l’instant est de mettre l’impression sur pause et de la relancer pour que l’imprimante fasse une etape d’essuyage… après il est sirement possible de bidouiller le g-code mais contraignant. Une option dans bs serait top
-
J’avais eu un cas sur une imprimante il y a longtemps (une raise3d) qui m’avait manger le crane et il s’avèrai que le connecteur moteur/axe fileté etait mal serré et le jeu creai des problèmes. Je ne sais pas comment c’est fait sur l’A1 (je n’ai que la mini et des H2) mais peut-être une piste a explorer…
-
On dirait pas vraiment un problème de nivelage, lorsque c’est le cas (du moins chez moi) les lignes sont espacées, ne se touchent pas (a l’endroit ou le plateau est trop « bas ») on dirait plutôt un problème d’adherence. Pour le plateau pei moi j’utilise de l’essence F avec du papier chiffon ca marche tres bien, pour le plateau cryobick un nettoyant special plateau (il aime pas trop l’essence F)
-
Je peux me tromper mais je crois qu’il s’agit seulement du « pressure advance » que la p2s (tout comme les serie H et A d’ailleurs) calibre automatiquement (le facteur k) et non la quantité de filament extrudé non ? Car je ne vois pas comment un capteur de pression pourrait gerer cela
-
Petite correction, c’est 0,350 le facteur k pour du 90A bbl
-
Oui en passant en mode support peint cela ne gènera QUE les support peint, il faut prendre soins de peindre tous les parties nécessitant des supports. Mais bs nous aide car quand tu est dans le mode peinture support, les parties qui en on besoins sont d’une autre couleur suivant l’angle de surplomb qui est paramètrable dans affichage ou vues (je ne me rapel plus l’intitulé exact)
-
Par contre je ne connais pas l’utilité de la pièce mais pour avoir de la solidité je prefere imprimer ce genre d’axe a plat, c’est moins rond mais beaucoup plus costaud
-
A mon avis cela vient de la finesse de la tige + la hauteur qui fait que le haut de la pièce bouge, et une fois qu’une couche est ratée la suite est rarement correcte
-
Il ne faut pas « remplacer « la pièce car il n’y a rien, il suffit d’enlever un petit catchouc qui tien la cosse a relier au buffer que tu vis a l’arrière, tres simple, tu ne peux pas te tromper quand tu l’auras sous la main !
-
Personnellement j’utilise uniquement du filament bbl depuis 3ans (depuis que j’ai passé toutes mes imprimantes en bbl) dans differents matériaux et je les trouve de très bonne qualité et pas cher si tu les achète en lots direct chez bbl… je doute que ce défaut vienne du filament mais qui sait…
-
Ca imprime moins vite avec une seule pièce car la vitesse est bridée par le temps minimale d’une couche, lorsque tu mets plusieurs pièces, la couche (de toute les pièces) est bcp plus longue donc pas bridée par ce paramètre. Je pense qui si tu reduis le debit volumique, que tu augmente la retraction (0,8 au lieu de 0,4) et que tu place tes pieces au plus proche les une des autres cela devrait améliorer les choses… a tester Et si ton tpu en inferieur a 95A (donc plus souple) il faut calibré le k-factor manuellement en imprimant des ligne de test (mode dispo dans bambu studio) sur le 90A de bambu je suis arrivé a un facteur k de 0,750 ce qui est enorme (0,02 pour du pla classique)
-
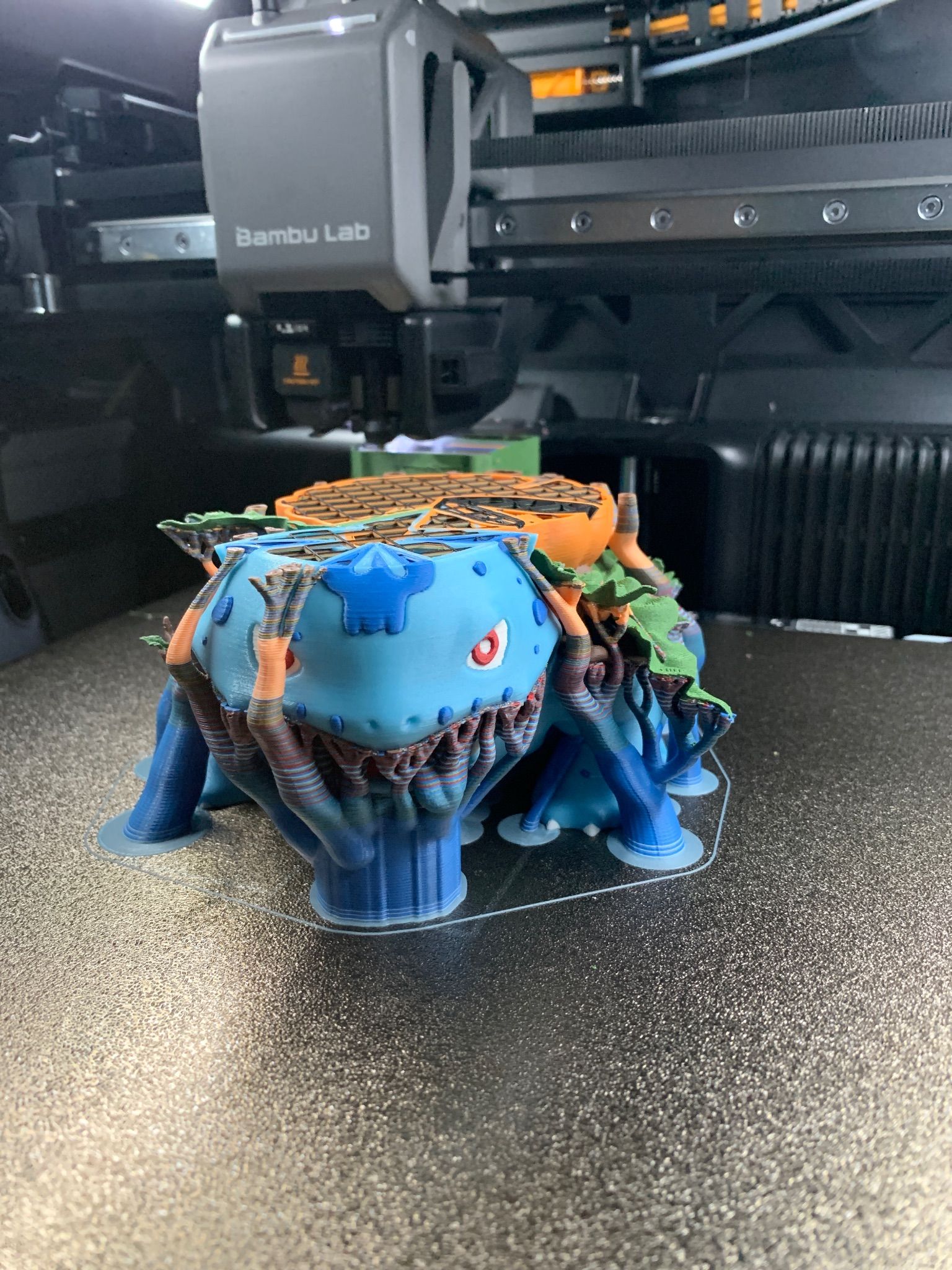
Malgré les interfaces en fil supports, bcp de boulot pour retirer tous les petits coincé entre le feuillage verdict, a part quelques petits supports en haut tombé lors de l’impression la H2C se débrouille bien



- 680 réponses
-
- 10
-

-

-
Première longue impression avec la H2C pour tester la fiabilité et les performances, 7 couleurs + matériaux support pour les interface, un florisarre haloween pour mon fils . 41 heurs d’impression au total, pour l’instant 30 heures sans le moindre accroc Correction, 8 couleurs + support 20 grammes de purges au total

-
Plateau pei a 50 degrés, pas de ventilation auxiliaire dc chambre a 35-40 degrés = piece plate
-
Et une troisième option en arretant manuellement le ventilateur auxiliaire en debut d’impression (et en laissant refroidir ta pièce doucement comme le dit premium)
-
Pas possible avec la H2C, la buse droite chauffe par induction, en 8 secondes elle monte a 220 !!! Celle de gauche c’est standard, quand au refroidissement pareil les buse sont différentes… mais merci d’y réfléchir c sympa
-
Merci pour ton info @Premium je ne savais pas. Mais pas sur que ce soit le cas ici car j’ai une H2C et a froid la buses gauche indique 5 et la droite 16…. mais peut-être qu’a haute température elle sont toutes les deux dans le vrai. J’ai fait un ticket a bambu, on vera ce qu’ils disent. quoi qu’il en soit j’ai pas remarqué de problème lié a cela
-
Le déflecteur sur le ventilateur auxiliaire ne change rien l’air est tout de même renouvelé, l’idée est d’obtenir une température intérieure aux alentours des 35 degrés pour du pla. Mes essais son sur une H2, je laisse le ventilateur auxiliaire en route mais je coupe la ventilation du caisson. Sur la p2s il faudrai couper le ventilateur auxiliaire de droite, mais mettre celui de gauche…. pour moi cela fonctionne Je fais la même chose avec le petg qui a tendance a avoir un peu de warping sur de grande piece, le plateau chauffe un peu plus donc la température de la chambre ateint meme 40 degrés et même en laissant le ventilateur auxiliaire (je me répète mais cela ne fonctionnera pas avec le ventilateur de droite sur laissant p2s car il renouvelle l’air en meme temps, il faudrait avoir celui de gauche qui ventil mais ne renouvel pas l’air intérieur) cela reduit efficacement la déformation. En fait l’ideal serais de pouvoir donner une température de consigne a la chambre mais ce n’est pour l’instant pas possible avec bambu studio, a part quand on veut chauffer avec un h2 Par exemple sur ta boite rouge j’essairai d’arrêter le ventilateur auxiliaire mais dans l’idéal faudrait le remettre en route quand l’impression atteind la anse car la on est sur des couches tres courtes et le pla aura besoin de refroidir tres vite pour accepter rapidement la couche suivante
-
Au risque de me répéter je pense vraiment que ce genre de démarcation viens du faite que la pièce a lkus le temps de refroidir et donc de se retracter avant la couche suivante, j’ai constaté une net amélioration en arretant la ventilation du caisson (il est vrai que c’est plus genant sur la p2s que sur une x1 ou h2 car c’est aussi le ventilateur auxiliaire) mais pour ma part sur une h2 en arretant manuellement le refroidissement du caisson la température monte a 35 - 40 degrés et lés démarcations sont nettement moins visibles
-
Je ne sais pas si je suis au bon endroit mais je voulais évoquer un petit « problème « sur ma p2s concernant le capteur de température de buse. Lorsque que j’allume l’imprimante la température de buse indique 5 degrés hors elle dvrait annoncée a quelques chose près la température ambiante sois 13 degrés. Est il possible d’étalonner ce capteur ? j’ai d’ailleurs un problème similaire sur ma H2C ou la buse gauche indique 5 alors que la droite indique 17 degrés
-
J’utilise depuis plusieurs années de l’essence F avec du papier chiffon, jamais eu de soucis
-
[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
Tieu en réponse au topic de Motard Geek dans Bambu Lab
Ah ? J’vais être a contre courant mais j’imprime sans crainte la nuit, quand je suis pas la etc… mes imprimantes sont dans un garage indépendant donc compliqué de surveiller tt le temps. Bien sur c’est plus prudent dans l’absolu mais énormément d’incendie sont d’origine électrique (rallonge, tableau mal cablé, électroménager défectueux….) sans parler des chaudières a gaz, bois… pourtant vous ne disjoncter pas toute votre maison ni n’eteigner le chauffage a chaque fois que vous partez…. -
Comme le dit Pascal lb je doute fort que cela vienne de l’hygrométrie du filament. Si vraiment il fait très froid la ou est ton imprimante essai d’arrêter le ventilateur de refroidissement (manuellement un fois l’impression lancée via l’ecran de l’imprimante) la température du caisson va grimper un peu mais devrait se tenir en dessous des 35 degrés, ca ne gènera pas pour le PLA. A ne pas faire en plein été par contre