DataPocalypse
-
Compteur de contenus
29 -
Inscrit(e) le
-
Dernière visite
Récompenses de DataPocalypse
")





-
Salut ! Idem je suit de loin la XL, elle me fait de plus en plus de l'oeil. Il y a Nicolaswallace sur youtube qui en est très content, il en a racheté 3 pour complèter les 2 qu'il avait pré-commander mais il est en single tool https://www.youtube.com/watch?v=whlyl5Ub1H0 Ayant déjà la MK4 j'hésite encore entre mmu3 ou la xl... ou les deux
-
Je me permet de faire un petit drift sur le topic initial, sachant que tu as déjà la X1 et mk3, qu'est-ce qui t'as poussé à comparer la P1S avec la MK4 ? (Je me tâte à compléter la mk4 avec soit le mmu3, soit une voron multi material ou une bambu core XY+ams, et si le banquier est chaud, la prusa XL multi-tools)
-
Le bundle kit + enclosure avec DPD est à 20.79€, bizarre qu'il n'y ai pas ce transporteur pour l'assemblée
-
SOVB 3D grosse promotion, besoin d'avis
DataPocalypse en réponse au topic de drogendo dans Consommables (filaments, résines...)
Il faut vérifier le z-offset et un plateau bien dégraissé, buse partiellement bouchée. également s'assurer qu'il ne soit pas trop humide. Aucun souci sur une neptune 3 pro et sur prusa mk4 avec des profils génériques orca/prusaslicer/cura, j'ai même jamais touché le flow, uniquement l'augmentation de la temperature à 230° pour la prusa à 200mm/s. ça passe mais on commence à sentir les limites. niveau couleurs c'est pas fou, mais pour des prototypes/tests avant de produire avec un filament plus noble c'est correct pour le prix (quand ils sont en promo) -
J'ai peut être été un peu fort avec la « fonte » mais plutôt déformation. C'est surtout le support de roulement inférieur de l'extrudeur qui m'inquiète le plus, il est très proche de la cartouche chauffante, quasiment la même distance que la pièce qui refroidi le print, qui elle a bien été imprimée en ASA par Prusa.
-
Bonjour et désolé pour le squatting de sujet, J'ai pu lire sur quelques posts Reddit que certains ont eu des pièces PETG endommagées sur leur Prusa à cause de la chaleur en caisson pour imprimer de l'ASA/ABS/Nylon, et d'autres disent que ça ne pose aucun souci. Je viens de monter une mk4 en kit et j'envisage de tester les filaments haute temp. au cas où j'aurais besoin d'une pièce de temps en temps. Du coup la question, est-ce une légende que les pièces peuvent fondre en caisson et qu'il faudrait d'abord s'imprimer des pièces de rechange en ASA ou c'est un peu « overkill » ?
-
Emplacement pour ADXL345
DataPocalypse en réponse au topic de DataPocalypse dans Entraide : Questions/Réponses sur l'impression 3D
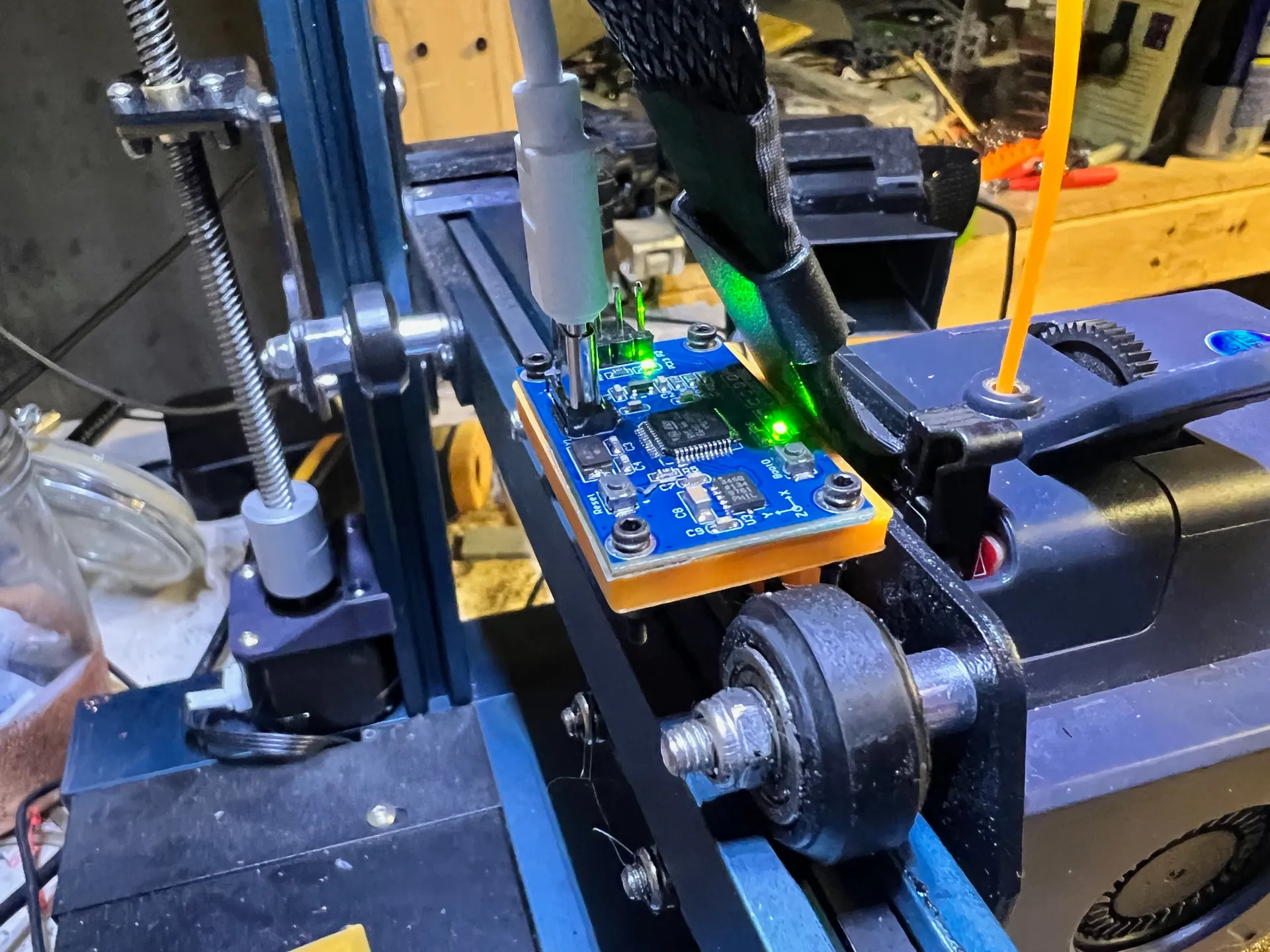
Oui j'avais aussi vu des personnes qui utilisent cette pince, mais je n'ai pas de prise sur la tête, mais je vais créer un petit support qui viendra se visser au niveau de la buse, ça sera déjà plus stable que le printable dispo et plus rapide que cette grosse pièce ^^ pareil pour le bed, il faudra quand même un petit support car le pcb de l'adxl a des composants en surface des deux côtés -
Emplacement pour ADXL345
DataPocalypse a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai passé ma N3P sous Klipper et je prépare la configuration de l'input shaper via un ADXL usb. J'ai trouvé un support sur printables pour ma tête d'impression mais à première vue ça ne me semble pas très stable avec une aussi petite prise de fixation et le module assez éloigné. J'ai aussi pu lire qu'une fixation proche de la buse donnerait de meilleurs résultats. Qu'en pensez vous ? Il y a une autre personne qui le fixe carrément à l'arrière, très bonne prise de fixation mais est-ce efficient ?
-
Sonic pad
DataPocalypse en réponse au topic de puls3fa dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je vais bientôt recevoir ma Neptune 3 PRO que je compte tester sous Klipper et j'étais tombé sur une vidéo d'Aurora lors de mes recherches : Dans la description de la vidéo y'a un lien vers ses configs, peut-être que ça pourra t'aider. mais pas certain que ça marche avec la MAX -
Oups j'avais pas eu la notification de ce message Justement, c'est ce qu'explique la personne dans la vidéo, grâce à la convection ça semble plutôt efficace. par contre oui il faut designer un boîtier un peu différent à cause de la taille du hotbed. la bobine se déroulerait à plat, c'est vrai que pas très pratique mais avec un peu de place et un bon roulement à bille c'est pas impossible. Navré mais il y a des termes qui sont difficilement traductibles en français, le pullup étant une variable dans le code source Marlin, c'est hyper vilain de passer ça en français.
-
Bonjour, J'avais récup quelques pièces sur Aliexpress pour ma Kobra 2 NEO mais elle est tombée en rade et renvoyée. Je ne compte pas reprendre d'Anycubic donc je bazarde des buses et un hotend neufs (jamais utilisés). Taille des buses : 2 x 0.2mm 2 x 0.4mm 2 x 0.6mm 2 x 0.8mm 15 € le lot, j'ai mis l'annonce sur LBC ça sera + pratique pour le paiement/envoi https://www.leboncoin.fr/accessoires_informatique/2469076694.htm

-
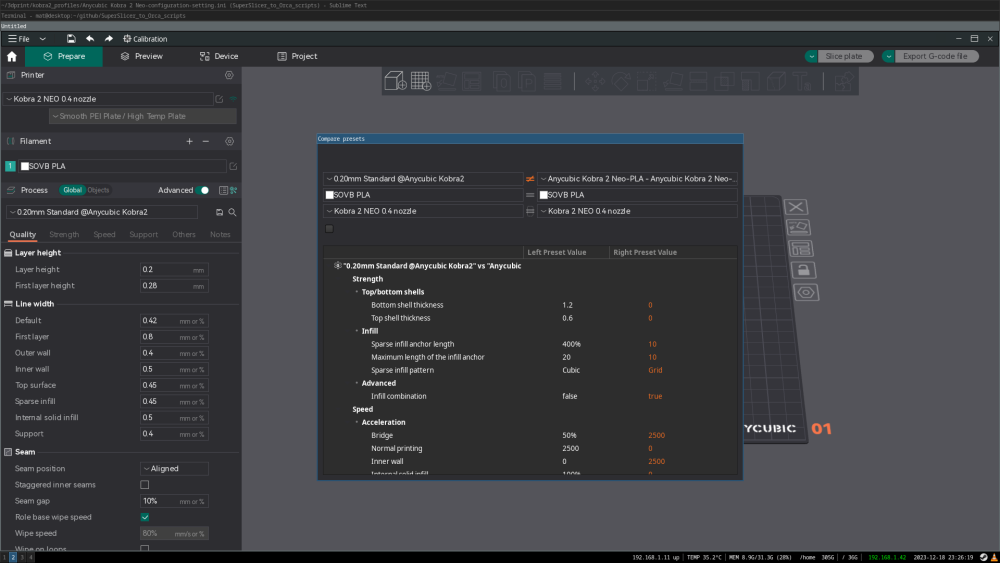
Si ça peut aider voilà une config en PLA pour Orca générée avec le script. ( source du profil prusa : https://www.anycubic.com/pages/firmware-software ) Kobra2MAX-PrusaImportToOrca.zip
-
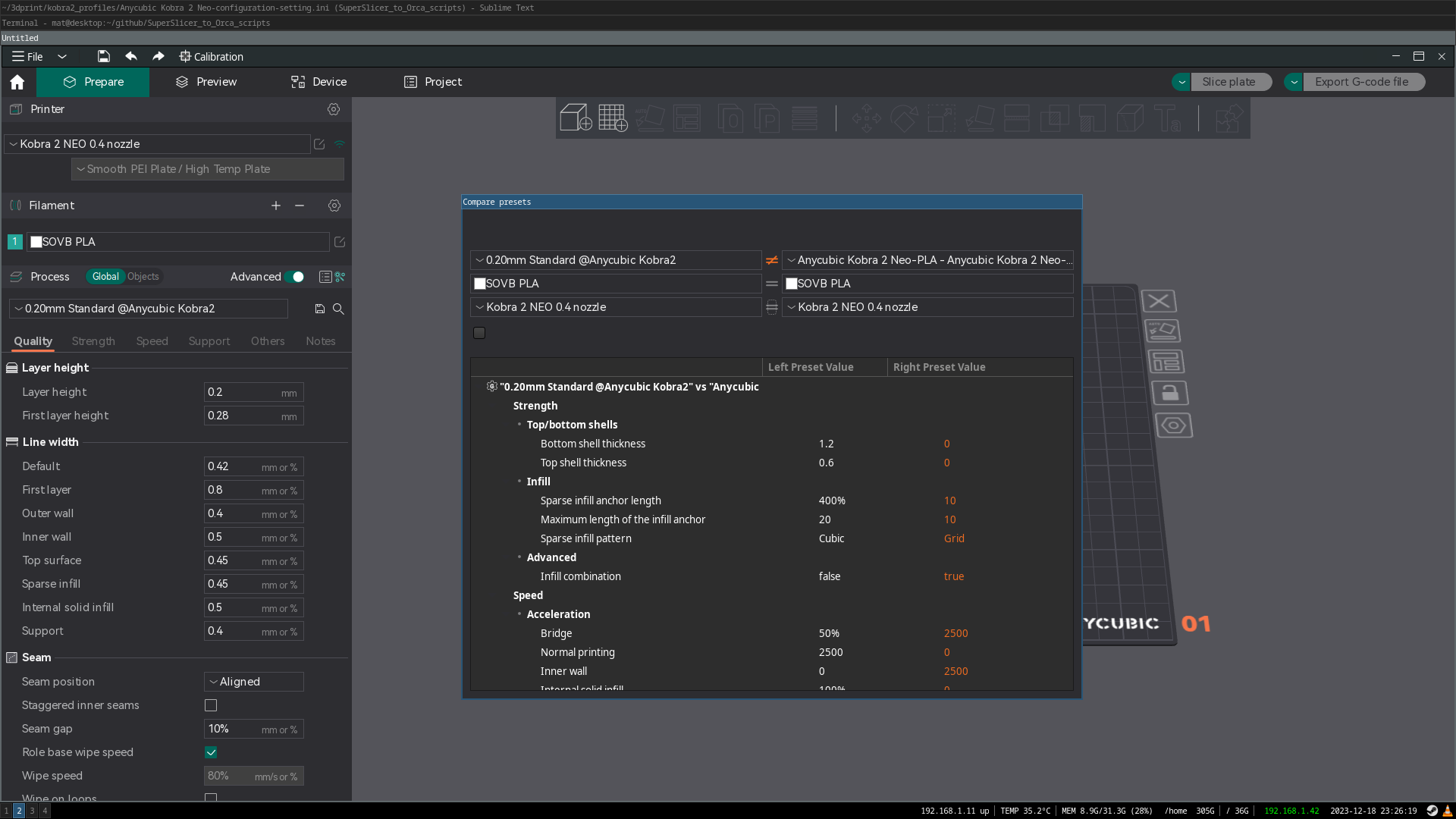
Bonjour, J'ai trouvé un script qui permet d'importer des profils sous Prusa vers Orca https://github.com/theophile/SuperSlicer_to_Orca_scripts je suis en pleine découverte et je trouve plutôt pratique les presets de « process » par défaut de la kobra 2 (0.15 optimal, 0.20 standard, 0.30 draft). j'ai donc importé dans Prusa le profil fourni par Anycubic, ensuite lancé le script pour l'importer dans Orca et j'utilise la fonction « compare presets » afin d'ajuster tout ce petit monde. J'ai pas encore poussé les vitesses, mais d'avoir les valeurs fournies par Anycubic en deux clics c'est toujours utile
-
pas d'accent ou caractère exotique ni d'espaces ?
-
SOVB 3D grosse promotion, besoin d'avis
DataPocalypse en réponse au topic de drogendo dans Consommables (filaments, résines...)
J'ai commandé 7kg de toutes les couleurs classiques sans alumine pour me faire un stock pas trop cher. Sachant que je débute, ma seule attente était que ça soit correct, je ne compte pas imprimer de figurines de haute qualité mais plutôt faire des prototypes et utilitaires de la vie courante via FreeCAD. Chaque bobine est fournie avec un gros sachet de silicate de 20g et sous vide. Cependant j'en ai eu 2 qui n'étaient plus étanche. Après un contrôle de l'humidité avec un hygromètre, elles étaient en moyenne à 30%. Donc il faudra réactiver le silicate et les faire sécher un petit peu. Cependant j'ai pu faire mes meilleurs test de température et de rétraction comparé à du Sunlu. très peu de stringing et meilleure qualité d'impression sans galérer 3h à régler le slicer. idem pour le diamètre, j'ai pas un pied à coulisse de haute qualité mais je dirais que c'est en moyenne 0.3 de variation. j'ai testé le vase mode pour la première fois et ça s'est très bien passé, malgré ma buse de 0.4 c'est assez solide et régulier. Donc globalement je valide le rapport qualité/prix, largement suffisant pour mon utilisation. Quelques photos de ma petite poubelle en vase mode. Je me suis rendu compte pendant l'impression que le STL trouvé sur thingiverse est pas top, mais au final aucun souci sur 45m de filament sur une buse de 0.4, hauteur de couche 0.32 et épaisseur de ligne 0.8