Wassingue
-
Compteur de contenus
128 -
Inscrit(e) le
-
Dernière visite
Récompenses de Wassingue
")





-
Merci beaucoup pour ce retour très constructif.
-
Pour le warping dans les angles, je rajoute toujours des 'oreilles de Mickey' (pastilles de 20/25mm) sur une ou 2 couches si les angles sont trop saillants et que les pièces sont volumineuses et/ou avec un remplissage important.
-
Très belles impressions. Essentiellement du PETG non ?
-
Je ne sais que te conseiller. En tous cas, je n'ai aucune rayure sur mes tiges. Je prends juste soin de très régulièrement contrôler qu'elles soient bien lubrifiées. Pas d'autres hypothèses à formuler à part des impuretés qui se seraient insérées dans la douille/roulement. Il faudrait peut-être chercher si ce soucis se produit parfois du côté d'autres imprimantes d'autres marques.
-
Ce n'est pas normal. Le roulement semble détérioré pour rayer la barre à ce point... Ou alors, il y a de la limaille qui s'est insérée dans le jeu. Pour en être certain, il faudrait contacter le SAV en joignant des photos bien nettes ( car elles ne le sont pas assez). A voir si un démontage complet de cet axe sera nécessaire, mais pas avant d'avoir obtenu une réponse.
-
Pour la buse qui racle le remplissage, passer le motif de 'grille' à 'rectiligne'. La grille rajoute une épaisseur à chaque croisement, ce qui crée le frottement. Cela peut même entraîner le décollement de la pièce dans le pire des cas... C'est très bien expliqué sur le site de Prusa, comme décrit ici même en cherchant le sujet qui l'évoque.
-

Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
Idem, PTFE (=Téflon) aussi pour le Z. D'ailleurs, encore merci pour l'astuce du petit outil à imprimer. -
Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
Huile 3 en 1 pour petits mécanismes (genre machine à coudre). J'ai dû lubrifier davantage cette barre pour bien imprégner le roulement. Ne pas hésiter à renouveler l'opération très régulièrement ! J'ai un stock de lubrifiants au Lithium, Téflon et autres cochonneries, mais c'est bien la 3 en 1 qui est la plus efficace. Attention : huile, surtout pas dégrippant !
-
La tension est d'une déplacement de 8 à 9mm.en fonction de la largeur de la courroie. Mais on peut descendre sous 8 sur nos machines, typiquement 7,9mm. L'un des nombreux liens: https://a.aliexpress.com/_Euk2P2B
-
Sur Ali, avec un nouveau compte pour l'avoir à 0,99€ livré.

-
Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
J'ai eu la même "surprise" de constater ces traces sur ma X-Plus 3. L'une des 2 barres est plus sèche que l'autre (celle du haut je crois). Une lubrification régulière a résolu ce défaut d'aspect et de roulement 'sec'. -
J'avais pris l'habitude, très heureuse, des capteurs de pression placés sous le plateau de ma Neva. Il faut bien avouer que rien n'équivaut ce type de calibration, à tel point que BLabs et maintenant Qidi les ont adoptés. Bien leur en a pris...
-
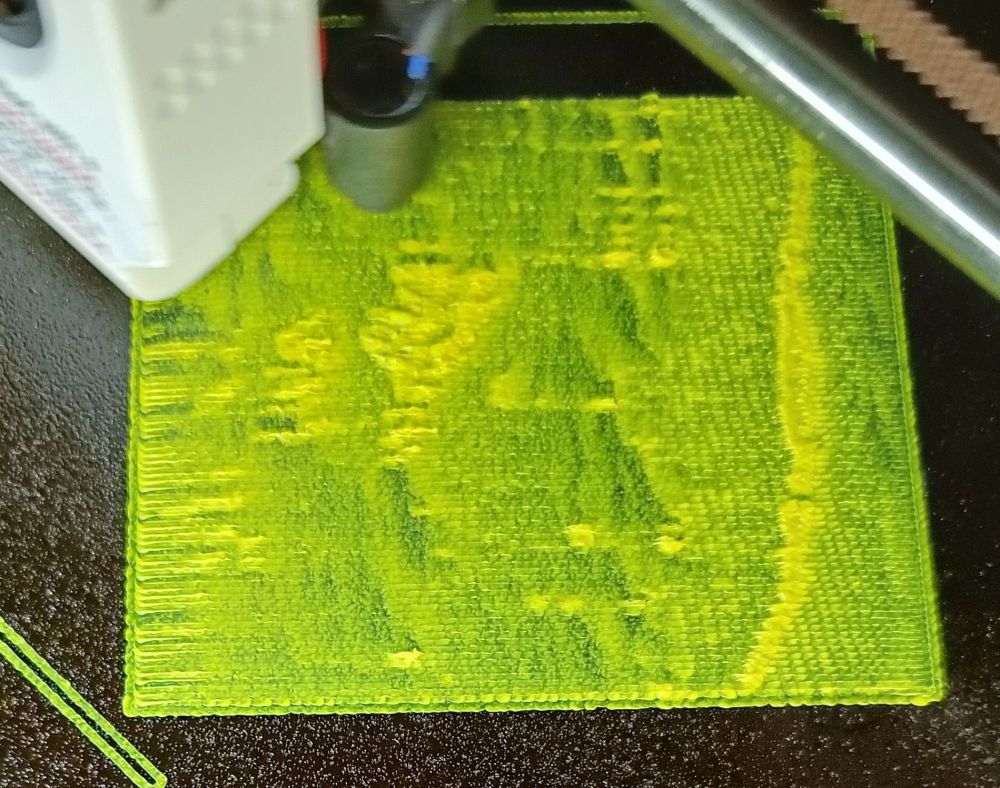
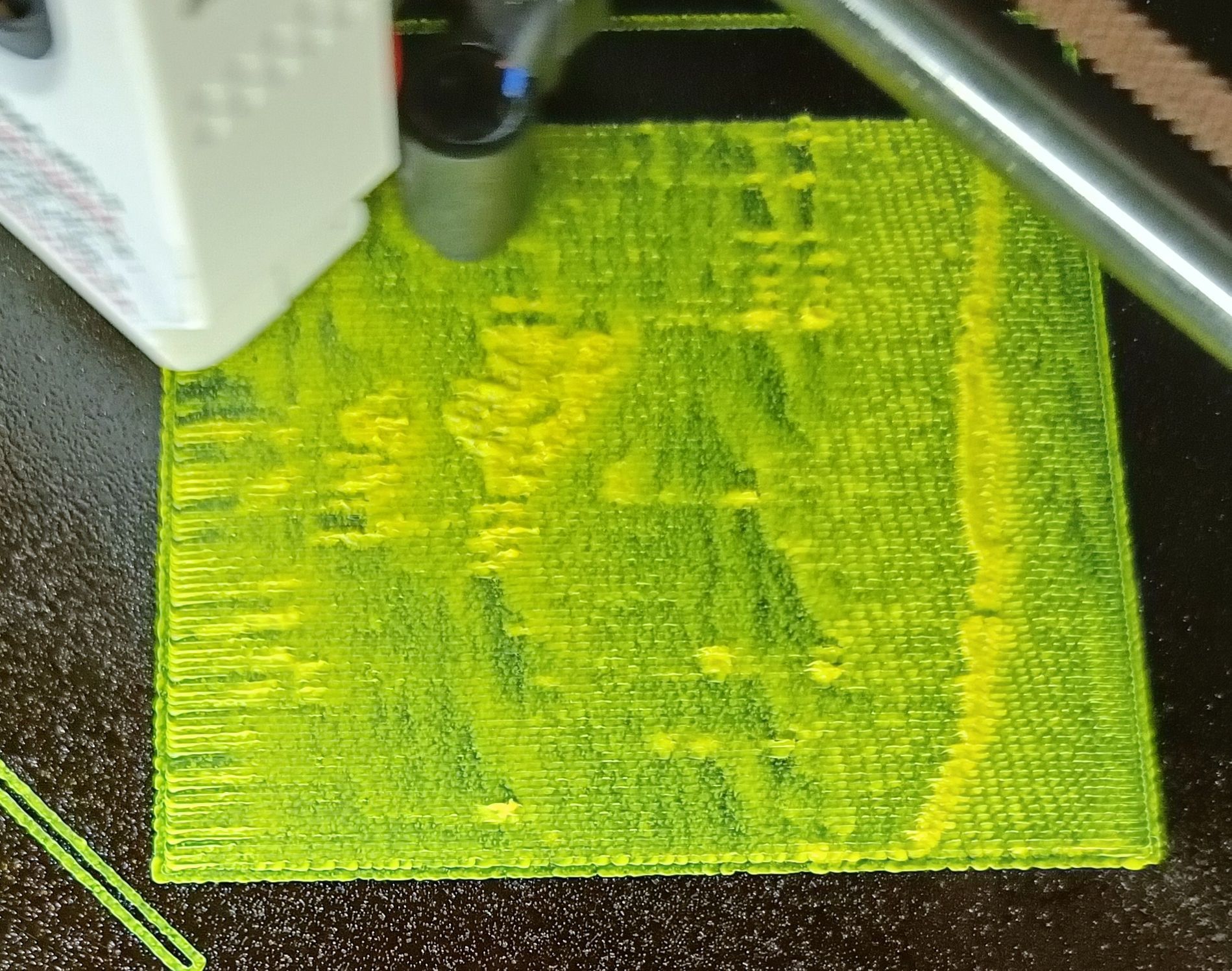
Et hop, un p'tit déterrage ! Alors mes 2 problèmes sont réglés: Le problème de géométrie a trouvé sa solution dans l'achat d'un outil de mesure de la tension des courroies (merci @fran6p pour le tuyau). C'est aussi grâce à @V3DP que l'origine du problème a trouvé sa source... Moi qui suis plus habitué aux imprimantes du type Delta et autres "Bed slinger", je constate (et c'était déjà bien documenté par ailleurs) que sur une type "Core XY" la tension des courroies est capitale ! Je n'avais pourtant pas une énorme différence de tension entre la X et la Y, mais comme leurs longueurs sont bien plus importantes que sur les 2 autres types, les tolérances acceptables sont bien plus étroites... Bref, la géométrie est désormais parfaite ! Le problème de "sur-épaisseur" était bien un soucis de calibration de la première couche. Mais je n'ai pas vraiment compris ce qui s'est passé... En effet, me fiant à la valeur que j'avais depuis mes premières impressions (-0.92mm), j'ai bien essayé de revenir sur celle-ci, mais par petits incréments. Bon, il m'a fallu refaire une calibration compète (en fait plusieurs) pour obtenir une valeur satisfaisante. Comme j'avais pris l'habitude après chaque mise à jour du firmware de "bien accrocher" la feuille de calibration pour obtenir la bonne valeur à chaque fois, cette fois, il aura donc fallu que je laisse un peu plus "flotter" la buse sur cette feuille pour finalement obtenir une valeur qui fonctionne très bien: -0,050 ! Je ne m'explique absolument pas cette différence, mais force est de constater que ça fonctionne... Merci pour l'aide apportée par chacun et bons prints !
-
J'avais aussi ce doute lors des premiers mois d'impression... Des craquements 'inquiétants' lors du déplacement vertical du plateau... Aujourd'hui (achat de fin novembre), ces bruits ont quasiment disparu. PS: je vais prochainement revenir sur mes soucis de géométrie et de première couche (résolus) dans le sujet dédié.
-
Bon ben après quelques impressions et démontage/remontage de l'extrudeur, c'est pas gagné... Sur la géometrie, il semble que j'ai bien un problème de tension de courroie car comme préconisé par @V3DP, l'impression d'un carré à 45° de 100mm, j'ai bien un écart de presque 1mm sur 2 faces opposées. J'attends un outil de mesure de cette tension de courroie pour ajuster cela. En tout cas, ça semble confirmer que ce paramètre est plus important sur une coreXY qu'une autre technologie. Pour les problèmes de première couche, ben je galère encore plus qu'avant, c'est pire... Je'ai pourtant bien nettoyé (pas vraiment nécessaire) et remonter bien comme il faut l'ensemble, mais c'est... pire...