sudtek
-
Compteur de contenus
52 -
Inscrit(e) le
-
Dernière visite
Récompenses de sudtek
")





-
Bonjour à tous, J'ai décidé de faire un essai en faisant des vidéo explicatives pour les héberger dans YouTube (dont une copie de sauvegarde via odyssée car je préfère cette plateforme plus saine) pour expliquer l'avancement de ce projet. J'ai créé la chaine nommée "Lastek404" et me suis lancé dans mes premiers montage sous "shotcut" et le moins que l'on puisse dire c'est que "C'est pas facile !!"* ... mais ce sera plus simple que de fournir des liens depuis mon drive et me permettra de donner de la visibilité aux réalisations. *comme dirait un certain François ... Je posterai uniquement les nouveaux projets par rubrique car je vois pas comment présenter et uploader des années bidouilles depuis l'époque du trs80 ... et puis il y en a pas mal a jeter du coup je réserve tout cela pour gaver une IA qui se chargera peut être de séparer le bon grain de l'ivrée dans tout mon fatras ... Vous trouverez ci-dessous les deux vidéos du projet "Pompe péristaltique DIY imprimée en 3D". Merci de commenter dans ce fil de discutions sur le forum et pas dans les commentaires des vidéo de youtube ou Odysee. Note 1 : Je constate que les vidéos verticales rendent pas super bien ... je vais éviter d'en refaire !! Note 2 : Faudrait que je trouve des lunettes de vue (correctrices) pour filmer mon POV dans l'atelier car avec un téléphone il me manque toujours une main et çà tremblote ... si vous avez des suggestions je suis preneur !! Note 3 : <Mode chocolatine ON> La fonction transcript automatique est incompatible avec l'accent de Toulouse ... les sous-titres sont barrés ... </Mode chocolatine OFF> SUDSUD
-
Etude pour fabriquer une imprimante 3D à commercialiser
sudtek en réponse au topic de Vicaeman dans Projets et impressions 3D
Bonjour Vicaeman, Sur la photo de ta v3 je constate que tu as pas de raidisseurs -> ton portique a pas trop de balan pour une hauteur de 500mm ? car perso sur ma X1 en 400mm j'ai du faire deux jambages pour imprimer des pièces hautes >300 mm c'était pénible de voir le portique oscillé surtout avec la bobine au dessus qui rajoute des vibrations et du moment en tournant ... j'ai même fini par la déporter, elle est maintenant en permanence dans un déshydrateur chauffant ... Dans ta dernière version tu as utilisé des profilées alu 20x40 il sont de types en V ? ou standards types de ceux dispo chez farnell / radiospares, items .... car trouver des profilé rectifiés en barre c'est pas donnée et pas simple (surtout en barre de 6m) Perso j'ai opté pour la solution qui consiste à absorber les vibrations de la x1 par la masse sur un vieux marbre mais on peut y arriver aussi avec une plaque de granit premier pris d'un marbrier. Concernant ta cible avec cette imprimante 3D de bonne qualité + service -> tu pourrais réfléchir à une cible comme l'EN pour les écoles / collèges / lycée j'ai bossé 5 ans dedans ... et ils commencent à force à se dire que le service c'est pas si mal .... mais faut avoir un sésame pour travailler avec ces entités. Si tu arrives à faire une démo à un groupe de prof de techno dans un collège local lorsque c'est opérationnel tu peux te créer un petit marché avec du made in France + service. Pourquoi pas un modele en kit à monter dans le cadre de projet de groupe d'élèves type primaire, collégiens ... ? Dans tous les cas c'est avec un grand intérêt que je vais suivre toutes les discutions de ce post car les différents intervenants ont un background multidisciplinaires; cela devient rare de nos jours limite si on reçoit une pluie de pierres si par malheur on a des compétences dans plusieurs domaine ... SUDSUD
-
Bonjour à tous et meilleur vœux 2024, alors je sais pas si je suis dans la bonne section du forum pour faire cette demande si c'est pas le cas dessolé par avance ... Je recherche quelqu’un qui donnerait contre le remboursement du port en colis relais un lot de quelques chutes d’électrodes (douzaine ?) tig vertes (green / pur tungstène) usagées diamètre min 2 à 4mm max. En général les gens les jettes lorsqu’elles font environ 50mm de long car plus utilisables dans la torche. Je souhaite faire un éclateur (puis plusieurs) THT (V01) (sparkgap) sous basse pression mais pour ce faire il faudrait que je commande minimum un lot de 10 d'électrodes green en 150mm D3 pure tungstène neuves à 35€ et que je recoupe entre 50 et 60mm selon la distance d'arc souhaité ... je trouve que c'est un peu dommage de recouper du neuf tant que j'ai pas fait d'un premier POC sous vide pour vérifier sa viabilité . Si quelqu’un par hasard à cela dans les archives et qu'il n'en fait rien je vous remercie par avance ! J'ai réalisé ce Sparkgap en petg à 100% de remplissage et fait des guidages d'électrodes et un passage pour une valve de recup de clim qui via un canal fait le vide du tube. Au final tout serra scellé à l'époxy lente (chauffe moins). Le tube en pyrex à des traces blanches suite à la découpe à l'eau il sera nettoyé au lave vaisselle puis alcool iso avant d'être scellé. Si ce projet de sparkgap intéresse des gens faite le savoir sur j'en ferais un résumé + STL sur le forum ou je demandera au modo de migrer le topic. PS1 : SVP pas d’électrode autre que du pur tungstène car les autres sont composés de différents alliages qui déposent sous vide sur la surface du tube et modifient la distance de l'arc dans le temps par dépôt il y a réduction de la distance amorcables et j'ai besoin d'un "arcage" constant à voltage / ampérage donné qui sera contrôlé uniquement par la variation de la pression interne du tube. SUDSUD


-
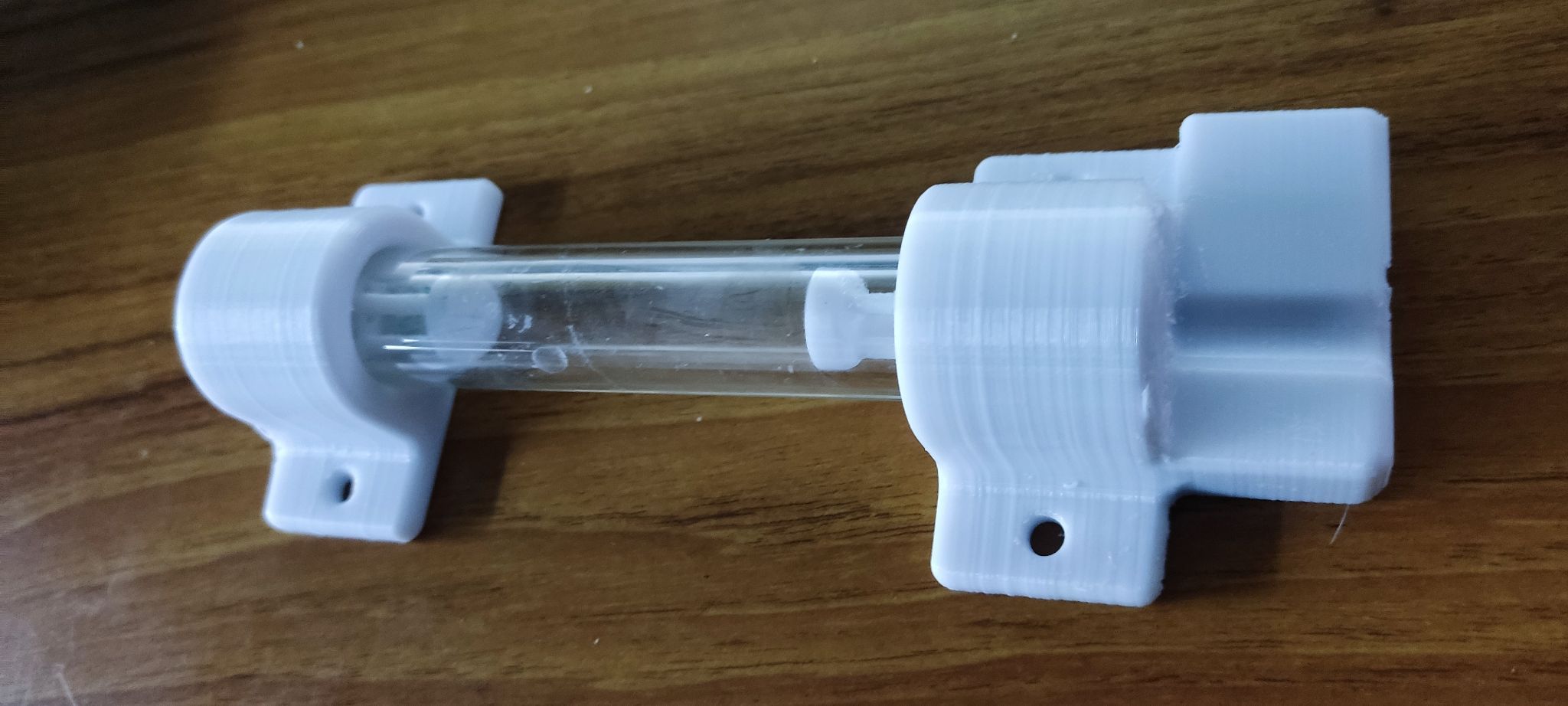
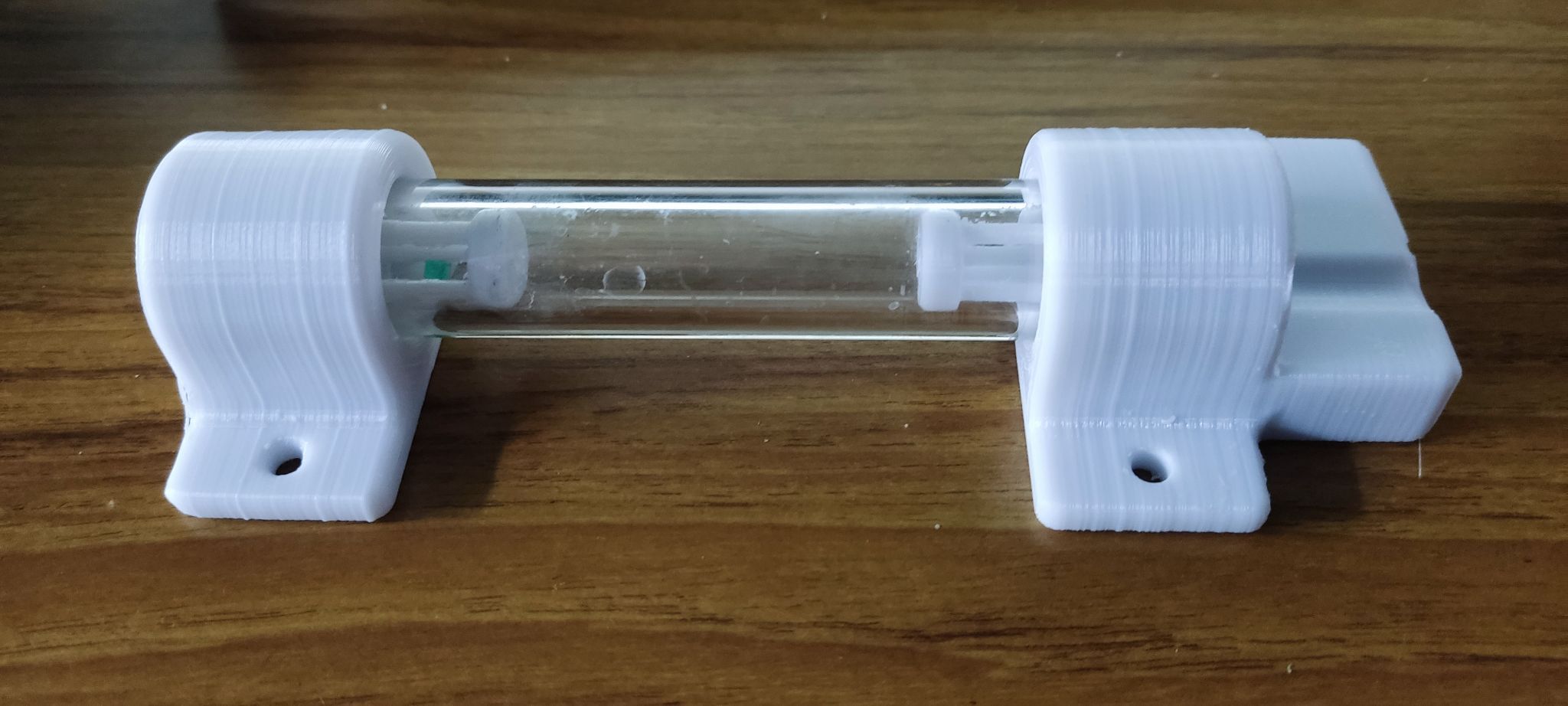
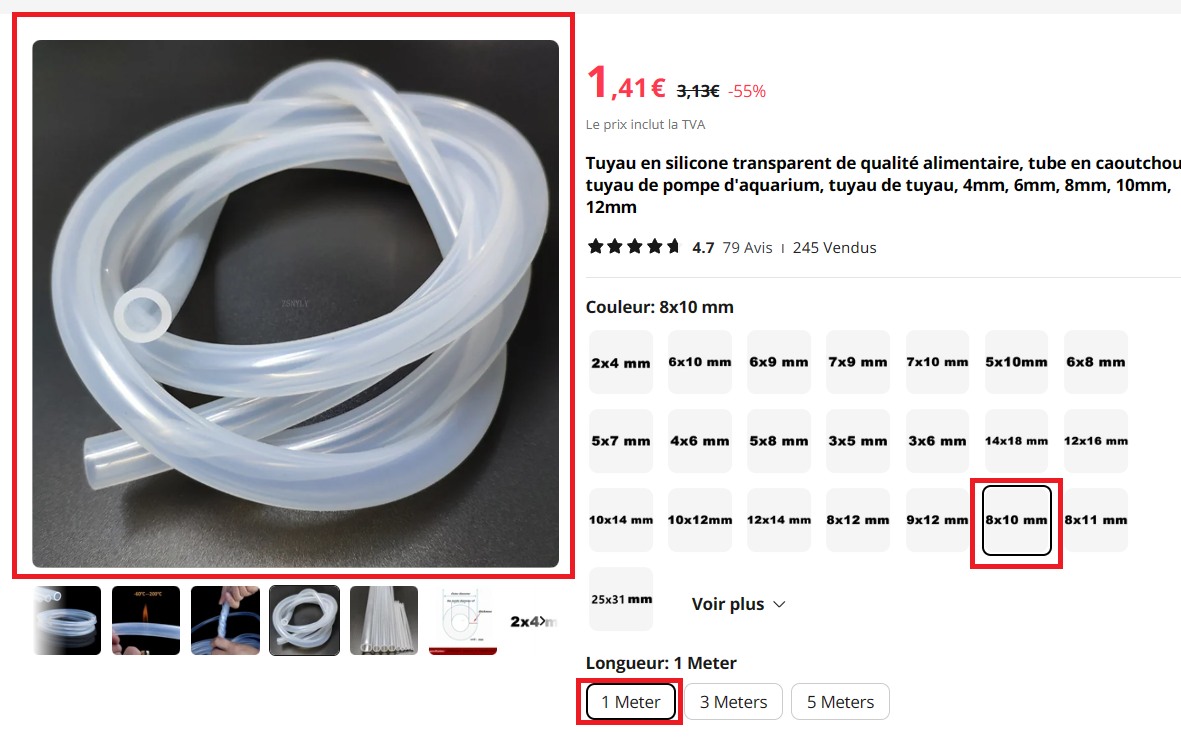
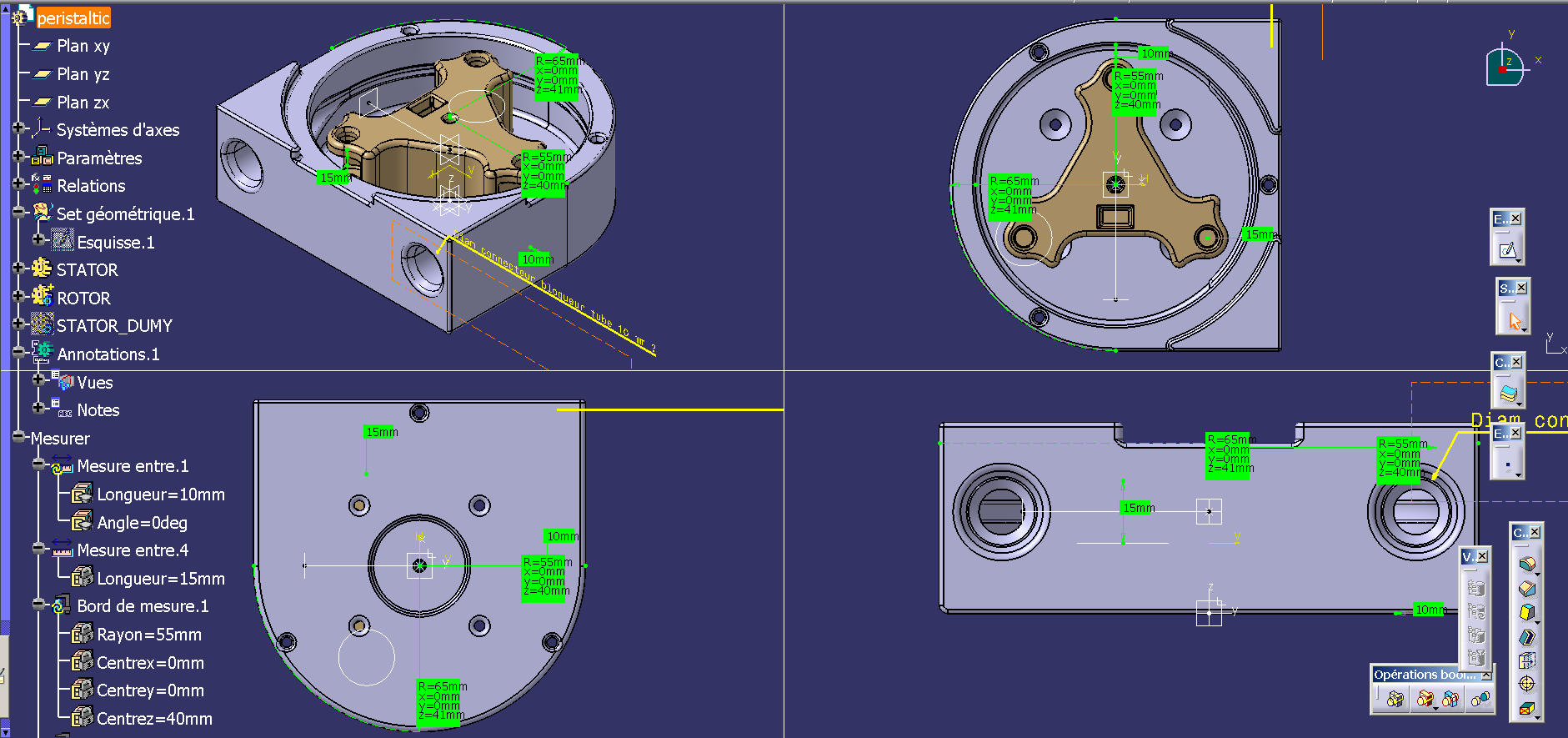
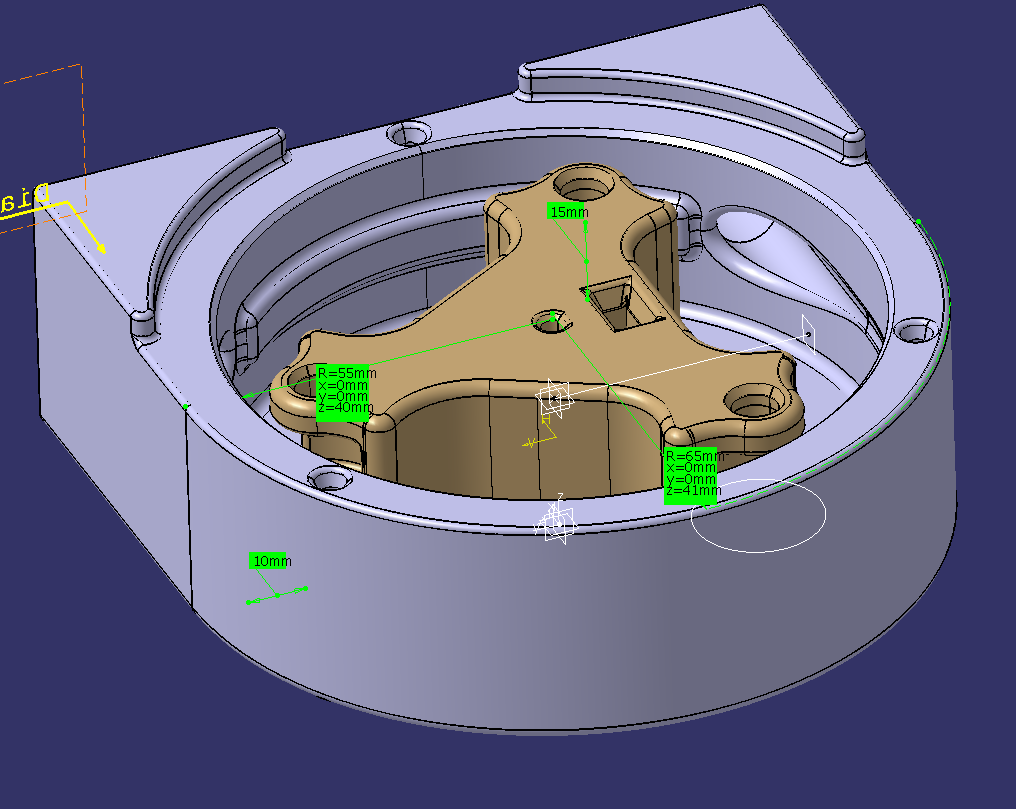
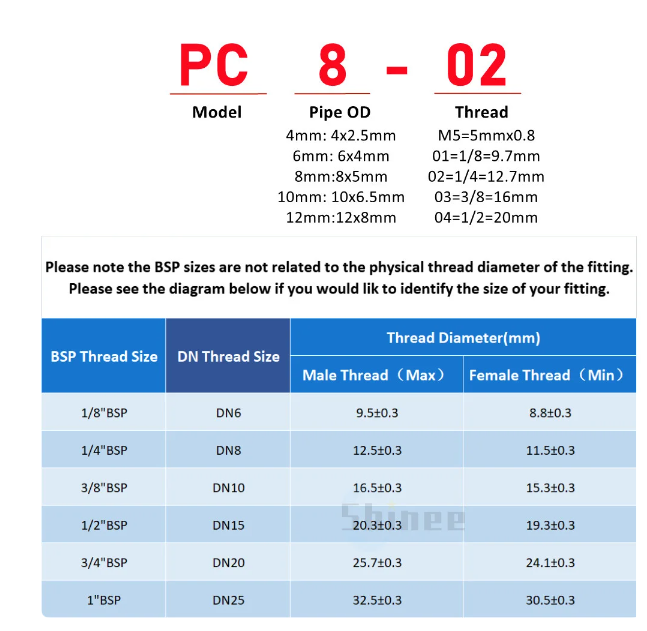
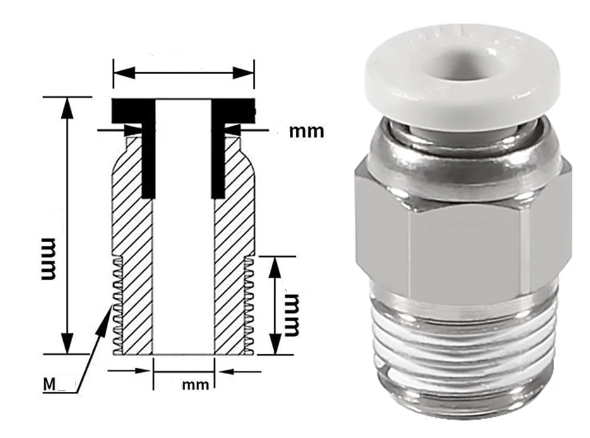
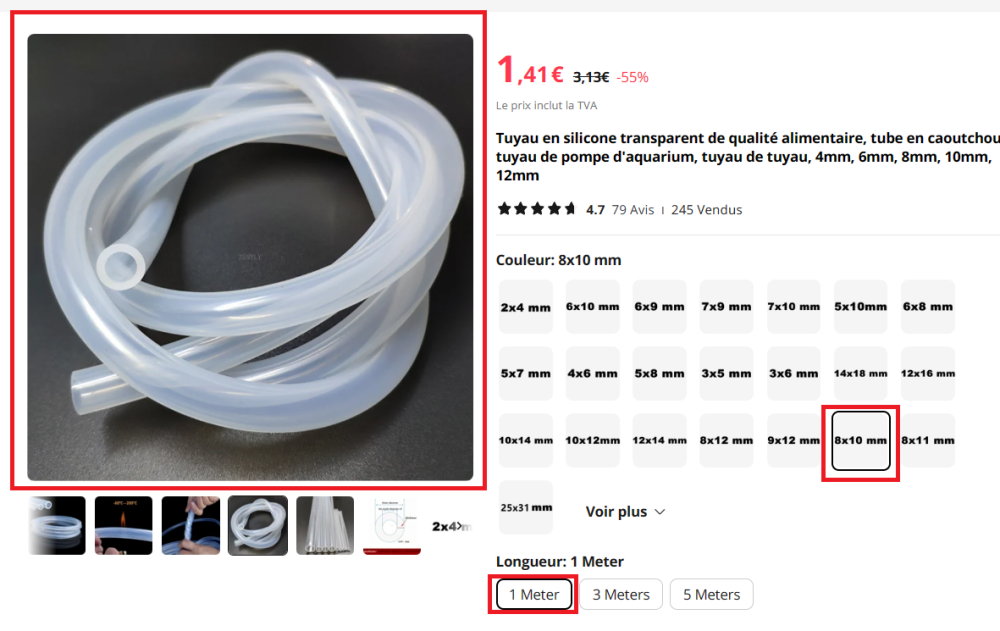
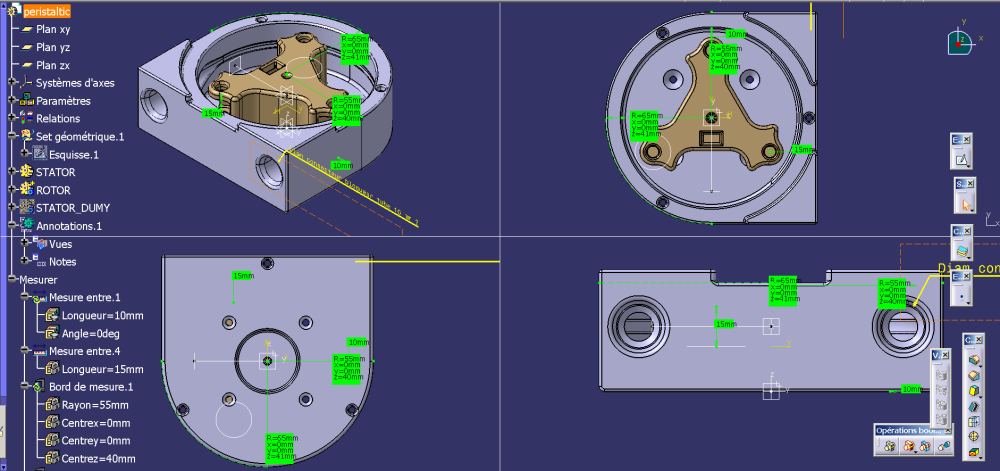
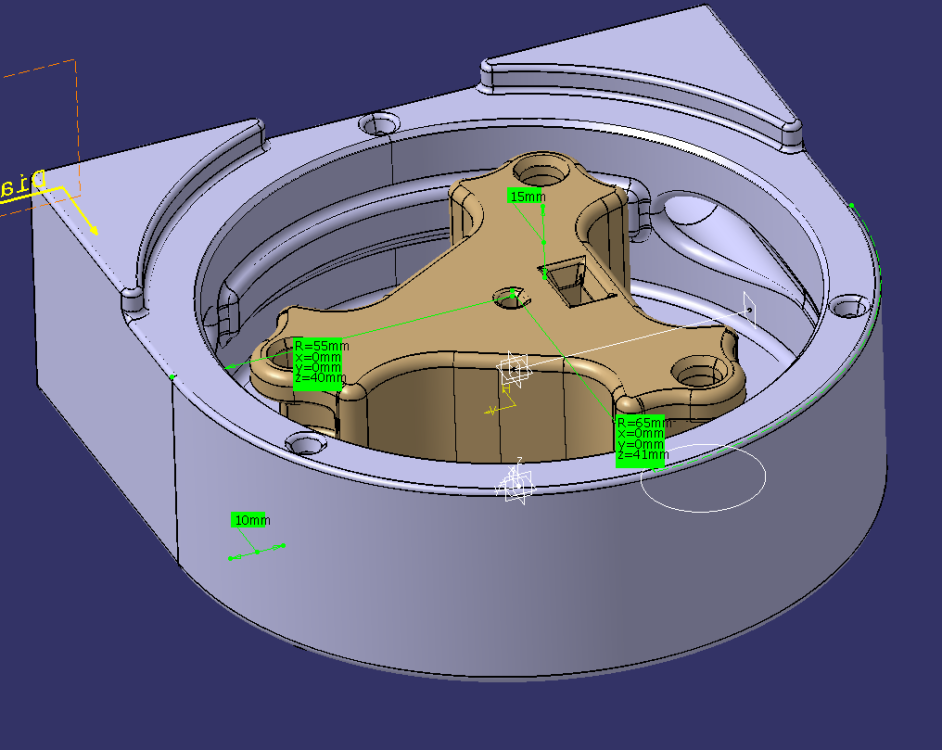
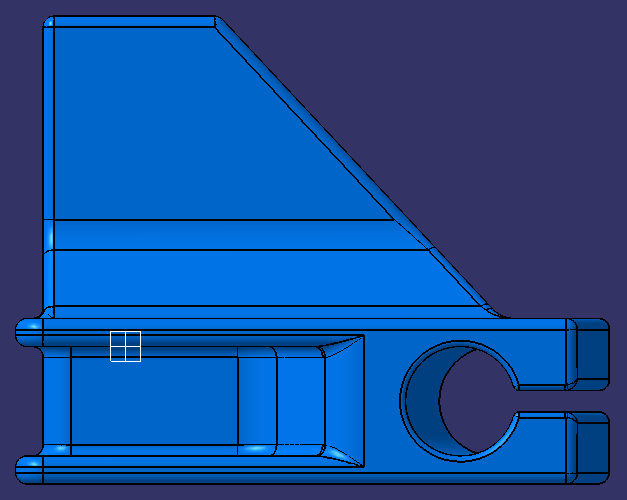
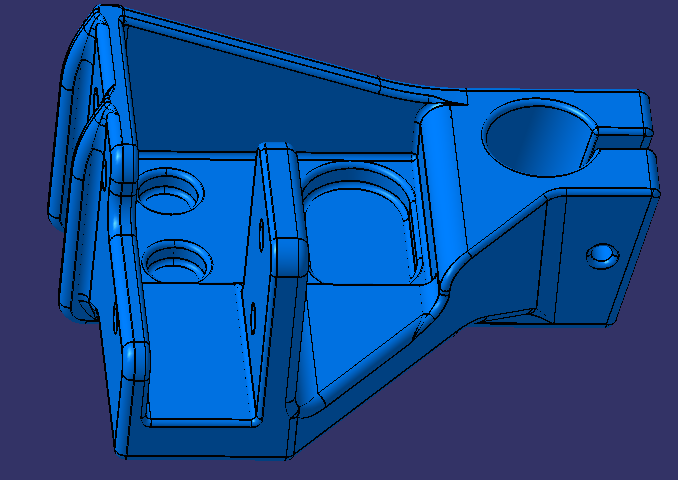
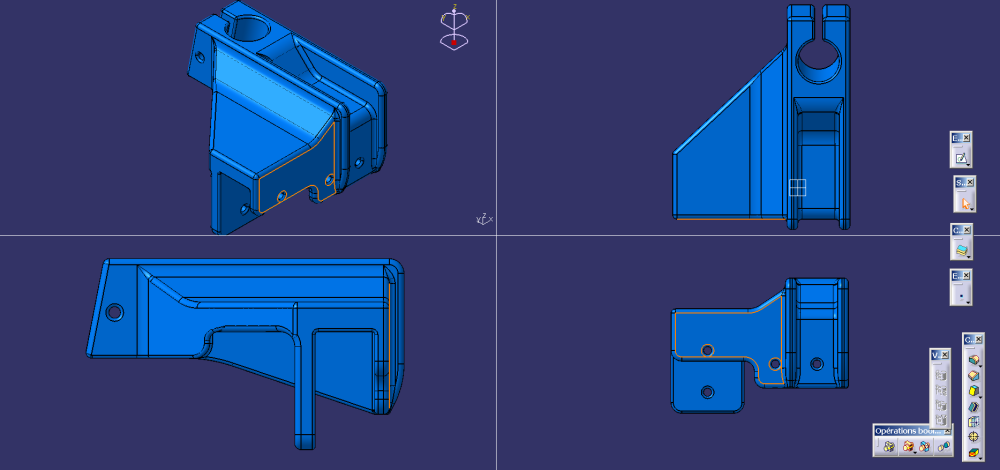
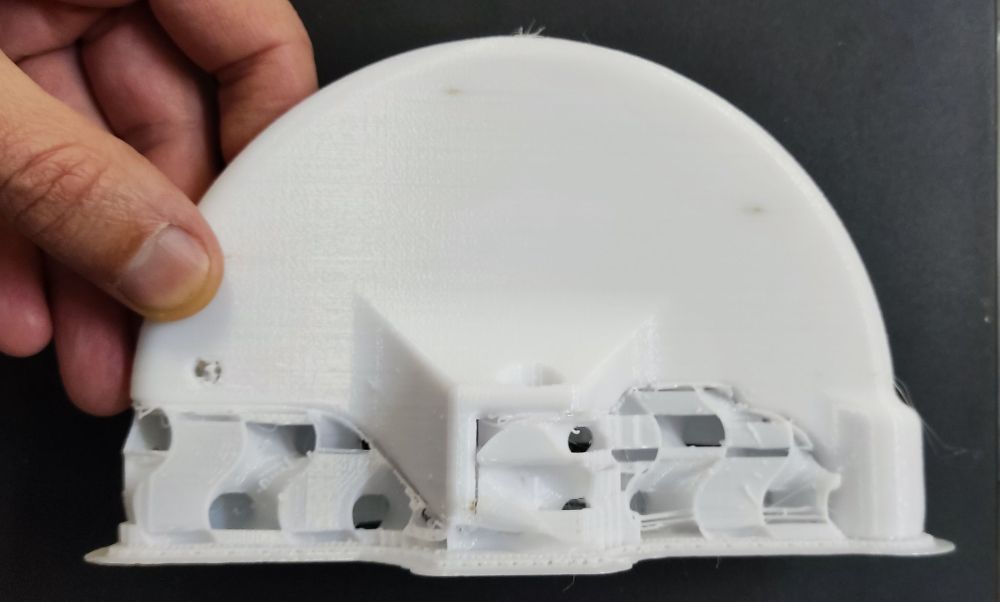
Bonjour à tous et meilleur vœux 2024, j'ai commencé à dessiner un prototype / POC de pompe péristaltique monoétage qui deviendra peut être une multi-étage à terme permettant des débits variables selon l’étage. L'idée est d'avoir un tube différent pour chaque étage et /ou jouer sur le diamètre primitif de chaque étage pour faire des variantes. Le but est de tester et faire ainsi varier en continu débit et volume pour piloter précisément un poussoir maintenu sur ces deux faces en pression / contre-pression donc avec un minimum de jeux sur un axe en sélectionnant le plateau le tout avec un moteur pas à pas bref une sorte de boite hydraulique à étage variable qui pilote un mini vérin. Il faut bien comprendre le moteur pourra tourner dans les deux pour déplacer avant ou en arrière le piston en prise directe il n'y aura pas d'invertion par valves/ tiroirs. C'est la 1er fois que je fabrique une pompe de ce type le but initial est d'évaluer les possibilité de la bestiole avec un étage puis deux si c'est concluant . Les STL seront dispo plus tard sur mon github ou une plateforme de DL 3D. Les fichiers sources ne seront pas publiées car format Catia V5 RXX bref mon soft de CAO DAO habituel ancien .... Je publierai des captures écrans, photos et pdf de visualisation 3D direct. J'ai fait une V0 il y a quelque temps pour évaluer la faisabilité de la bestiole et je suis parti sur : Dimensions : Un diamètre primitif utile de 100mm épaisseur 50mm ( 1 étage) pour pouvoir travailler sans "galérer" pour la manipulation et sourcer facilement des pièces tel que roulements, tubes ...) sur Ali and co (n'importe qui pourra la reproduire si cela l'intéresse) Tube : Diamètre étage N°1 Dout 10mm et Din 8mm (à confirmer à réception car avec Ali... ). Je vais tester 2 types de tubes un en silicone l'autre en tube dit flexible pression bref des tubes facile à trouver et remplacer pas cher. Connecteurs de tube : Je vais essayer de bloquer le tube en utilisant 2 connecteurs tubes pression à bague classiques avec un tube traversant les connecteurs et un montage en opposition des bagues ainsi le tube ne devrai pas bouger et peut être facilement remplacé pour maintenance. Si cela fonctionne cela sera plus facile qu'un collage ou un pincement toujours problématique avec un tube silicone. J'avais un doute sur le modèle de connecteur à acheter et peur que le PC10-03 soit équipé d'une écrou interne 6 pans qui aurait bloqué le coulissement du tube du coup j'ai commandé deux tailles différentes car vu les délais annoncées de livraison mars ... j'ai pas envie de devoir recommander et attendre pour un connecteur ! Roulements : Le rotor utilise 6 roulements 608RS ABEC-11 608 8X22X7mm ceux des Roller, skate ... normalement les pompes utilisent des roulements en verre pour que l'état de surface use le moins possible la surface du tube en contact mais c'est roulement verre sont cherd pour un POC on verra plus tard si cela fonctionne avec des roulements standards sinon il y aura l'option de 3 bagues en ertalon / ptfe à faible coefficient autour des roulements. Moteur pas à pas NEMA ?? : Pas encore défini le couple nécessaire pour entrainer j'attends le 1er assemblage rotor stator tubes pour évaluer l'effort nécessaire pour un liquide type eau puis huile végétale (cela demande plus d'effort). L'huile hydraulique n'est pas sans danger et c'est couteux donc pas utile pour un poc l'huile de tournesol fera l'affaire vu le prix du litre. Le fichier est visualisable en 3d via Acrobat Reader V10 peristaltic.pdf A suivre a réception du matos ... SUDSUD




-
Etude pour fabriquer une imprimante 3D à commercialiser
sudtek en réponse au topic de Vicaeman dans Projets et impressions 3D
Bonjour Vicaeman, C'est une excellente "roue de secours" Vicaeman cela explique la qualité de ton projet d'imprimante et la rapidité entre les versions. Si ce n'est pas déjà fait abonne toi à howtomecatronics et Dan Gelbart sur youtube ces deux channels sont des mines d'or. Va au bout de ton projet d'imprimante 3D cartésienne car l'impression ne fait que commencer ! Si ce n'est pas indiscret tu finis ton école d'ingé dans combien de temps ? SUDSUD -
Extrudeuse de filament à partir de bouteilles de PET
sudtek en réponse au topic de Guillaume3D dans Projets et impressions 3D
Bravo Guillaume c'est une superbe machine ! -
Etude pour fabriquer une imprimante 3D à commercialiser
sudtek en réponse au topic de Vicaeman dans Projets et impressions 3D
Bonjour, Je me suis abonné à ta chaine youtube et j'ai répondu à ton formulaire car c'est un projet intéressant à plusieurs titres. Faire ce genre de réalisations proto avec amélioration en V permet de monter en compétences et c'est à la fois revalorisant et re valorisable à long terme (cela te sera utile tôt ou tard). Vouloir faire une imprimante commercialisable n'est pas voué à l'échec mais il ne faut surtout pas vouloir se battre sur le marché de l'imprimante Chinoise qui a un rapport qualité prix imbattable et un cycle en V inégalable (vu le faible cout de leur ingénierie ils jouent sur l'effet masse et bossent 10 heures par jour si nécessaire et 7 jours par semaine ...) personne ne peut rivaliser et tenir le rythme seul par contre en faisant des POC tu peux innover. Je pense que tu peux tirer ton épingle du jeux sur le service local aux entreprise pros avec une imprimante de bonne facture. Le marché grand public c'est trop concurrentiel imagine rien que le coût pour expédier 10 protos à dix youtubeurs pour tester ... 15K€ minimum ...Si tu innoves sur une amélioration précise en impression 3D (ou autre) il sera malgré tout très difficile de chalenger des grandes marques implantées sur le net vu le cout de la pub, des infrastructures, charges des entreprises en France ... ou alors il te faut faire une disruption complète et ce n'est ni donné intellectuellement ni financièrement au point que beaucoup revendent leurs jus de cerveau au gros acteurs... Je t'encourage malgré tout à continuer car cette expérience, cela va t'apprendre beaucoup en technologie mais également sur toi même ( capacité à mener un projet dans le temps en solo) , par contre attention avec ce genre d'entreprise il faut être bien entouré niveau famille et éviter que cela tourne à l'obsession ... en cas d'échec il faut être bien préparé psychologiquement et toujours avoir une roue de secours pour vivre. Je n'ai pas encore regardé tes vidéos car je viens juste de m'abonner à ton youtube; si ce n'est pas fait je t'invite à présenter ton projet en vidéo et refaire une vidéo d'update au prochain proto ainsi tu gardes des traces qui permettent de faire une bonne introspection et jugé de la viabilité des choix implémentés dans ta solution. SUDSUD -
Achat d'une nouvelle imprimante 3D FDM en complément
sudtek en réponse au topic de sudtek dans Bien choisir son imprimante 3D
Bonjour à tous et meilleur voeux 2024, j'ai vu sur youtube une IDEX basé sur VORON la phoenix en préparation avec un grand volume et enceinte fermée, vu le prix des idex base cela me semble être une bonne solution de repli rapport qualité prix (mais bon faudra la monter et la bidouiller !) https://youtu.be/YZT4w_VACdI?si=4JSRlLMXPLsRnZF1 Et en plus on va avoir une nouvelle alternative au Enraged Rabbit Carrot Feeder (ERCF) Filament nommé Swap : An Open Source Filament Changer For Everyone! Construct3D At SMRRF https://youtu.be/riWEiI4Uji4?si=eQXRMTf41sjAvR2T Du coup cela éclate le budget de 300€ .... mais au final on peut la monter en achetant petit à petit les pièces et au tarif d'un idex plus petite on doit pouvoir avoir un bon produit ? SUDSUD -
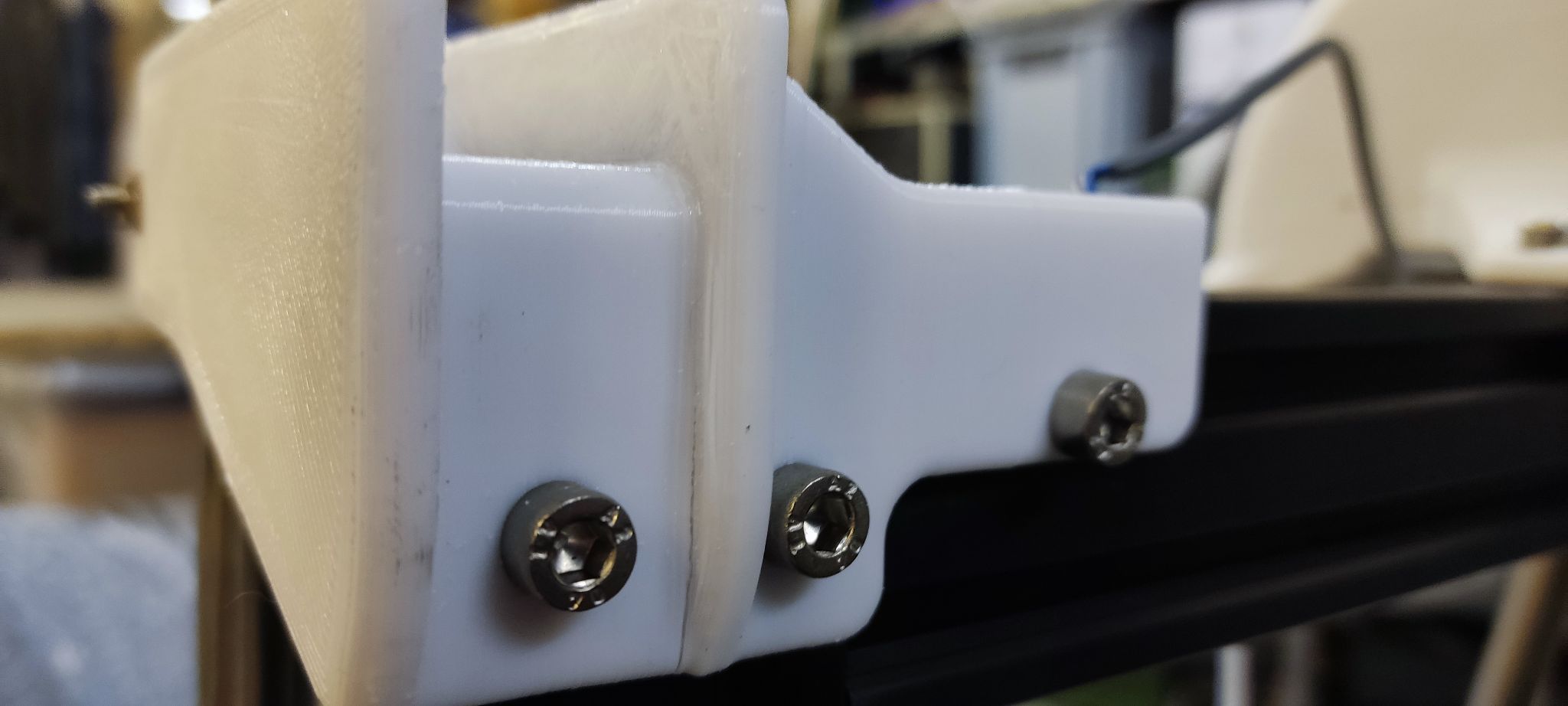
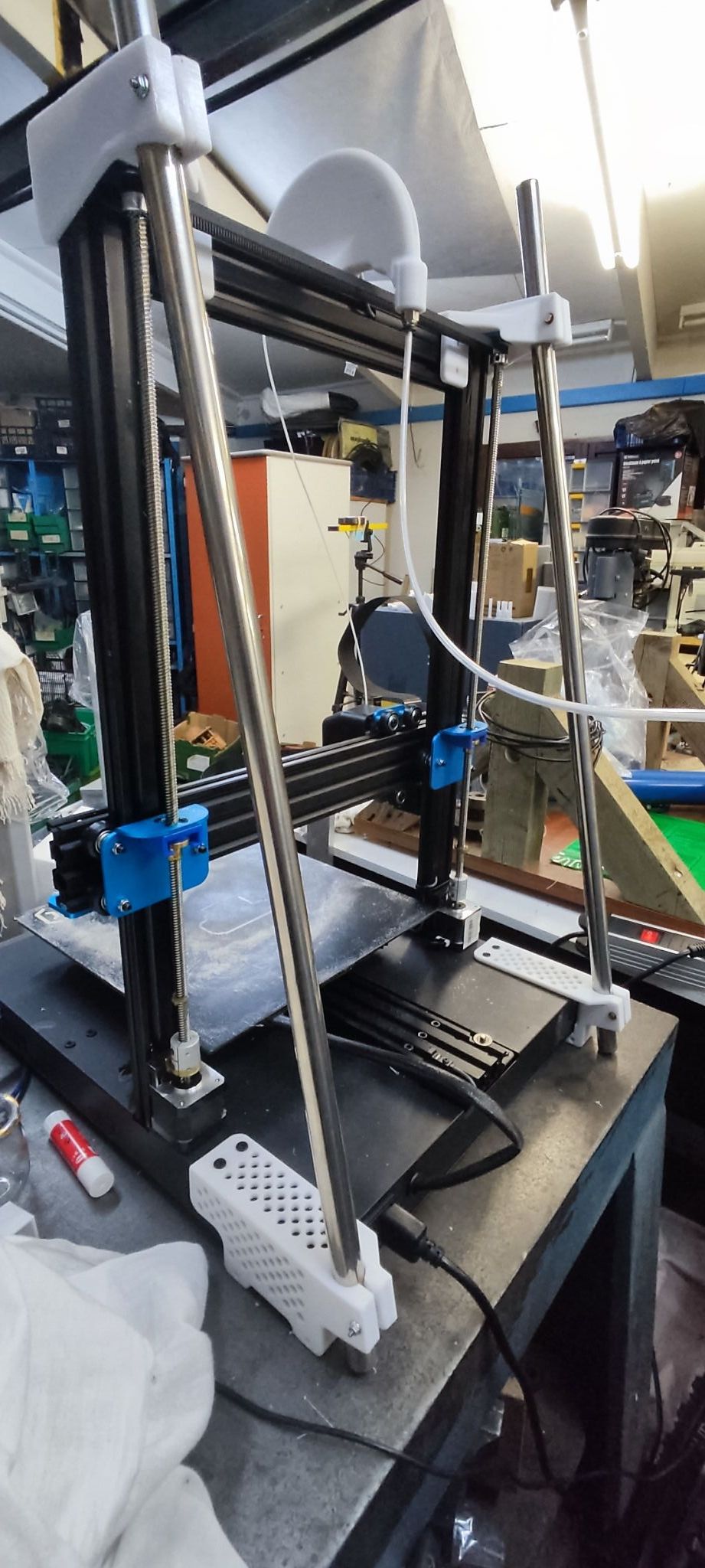
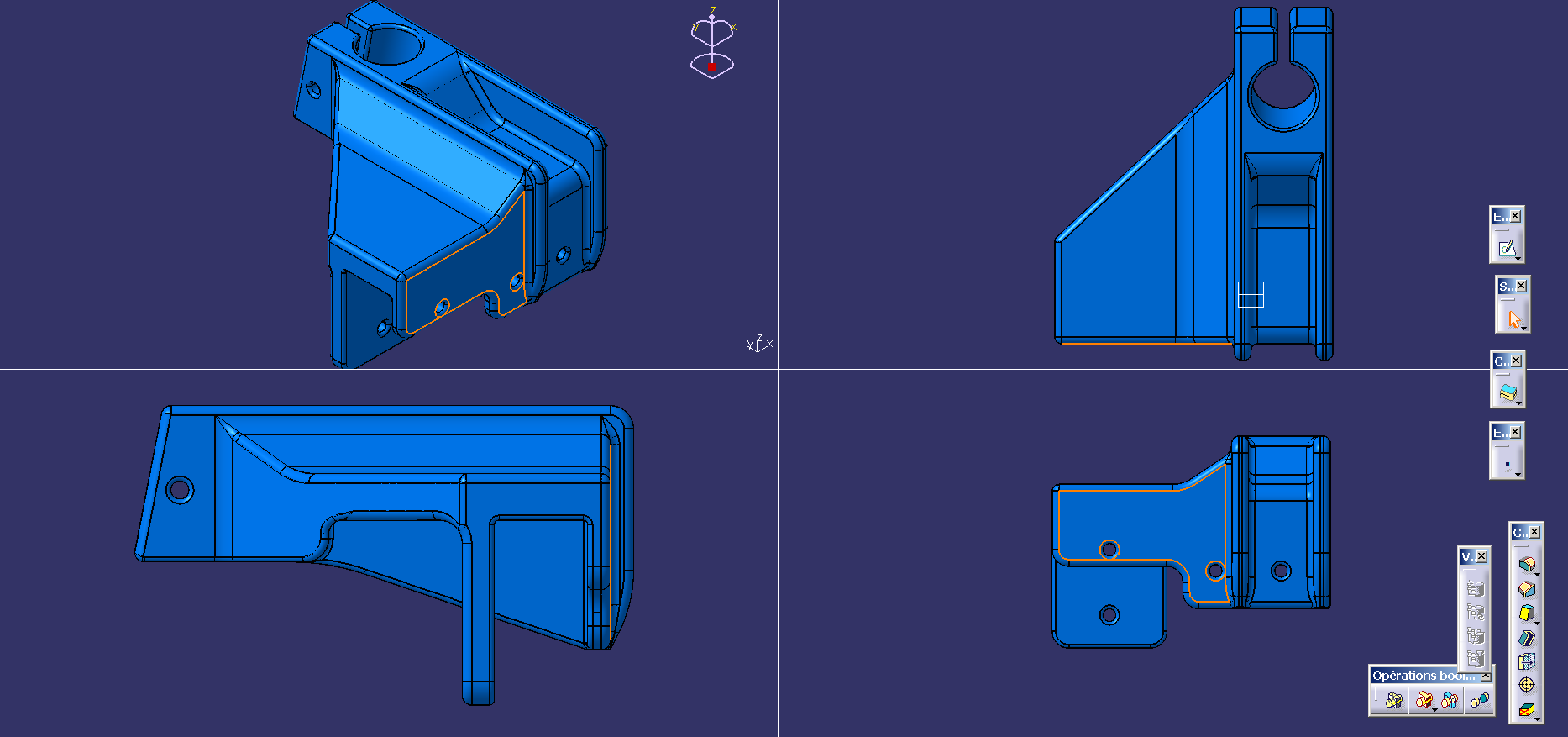
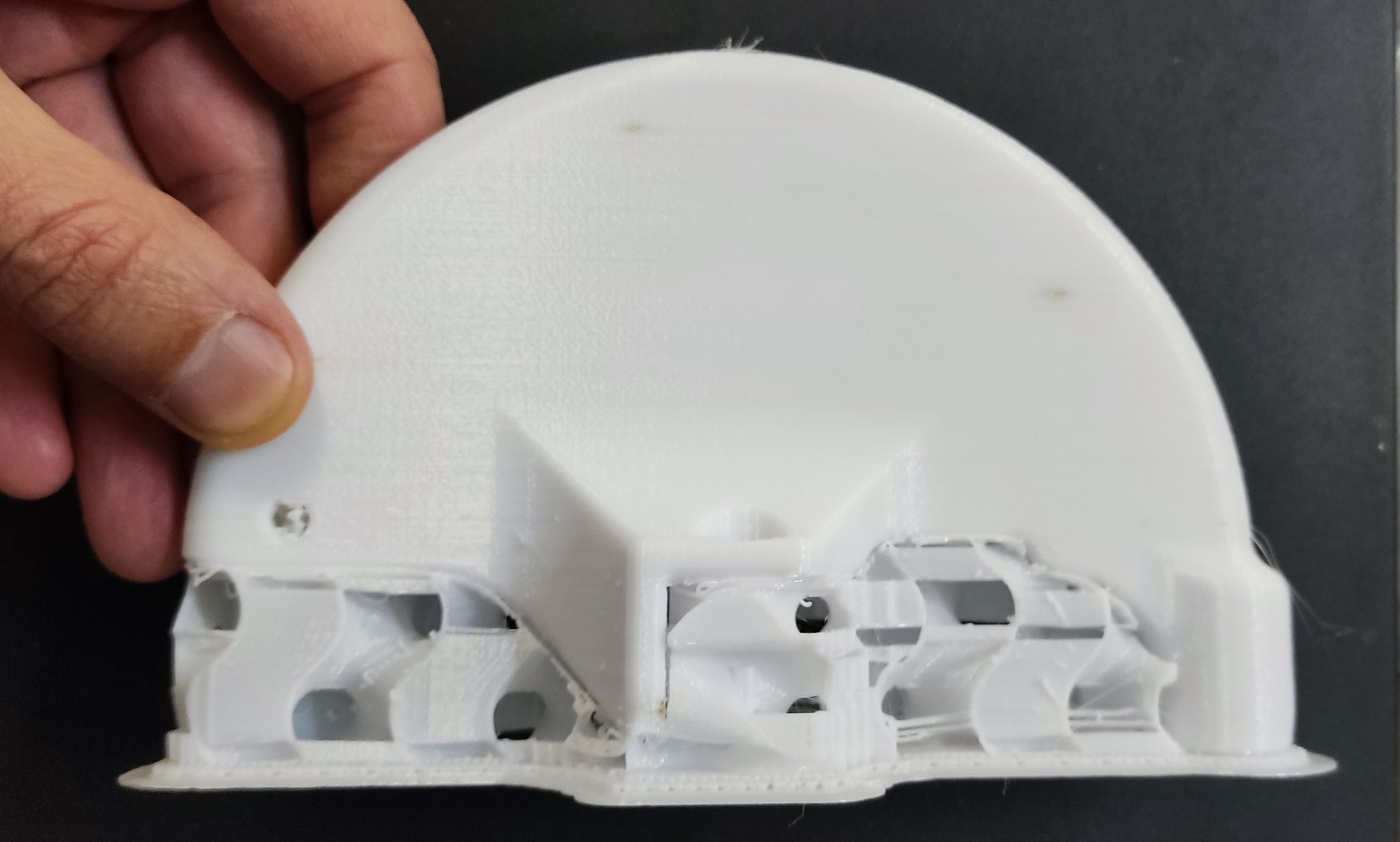
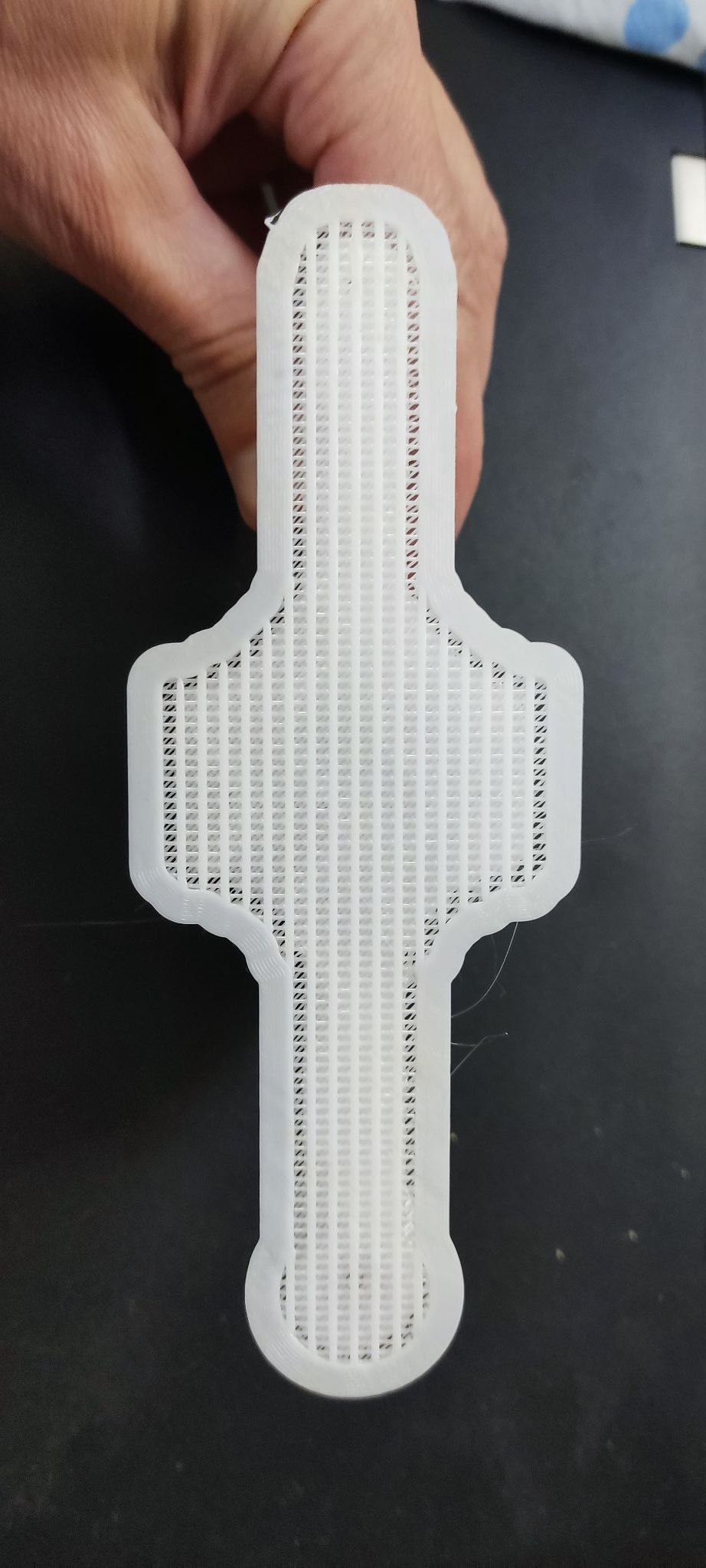
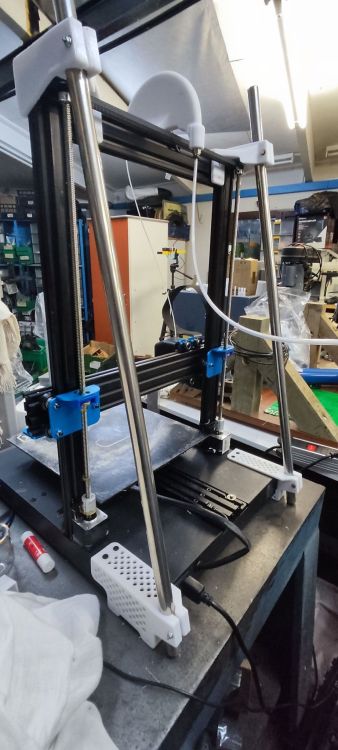
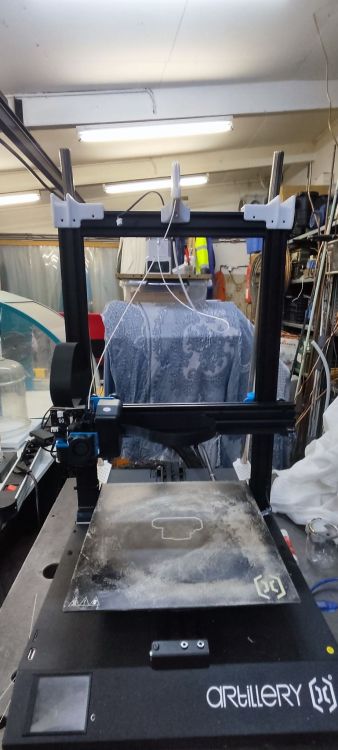
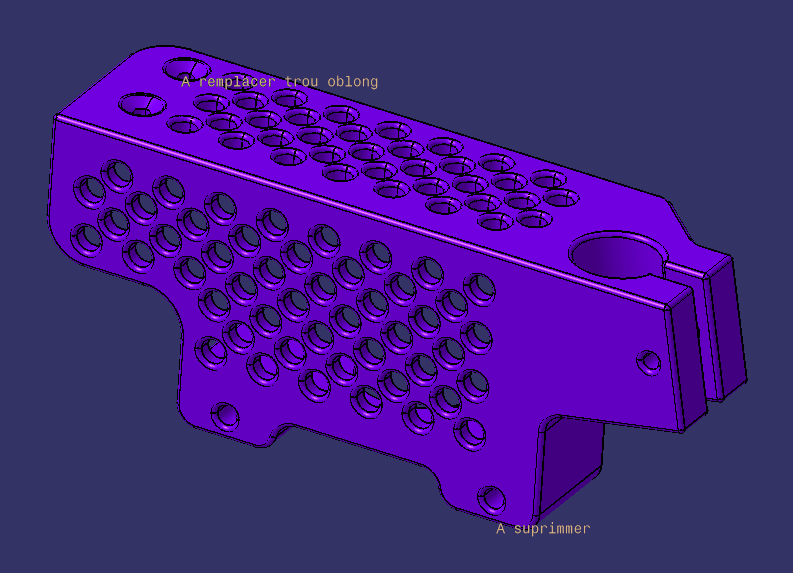
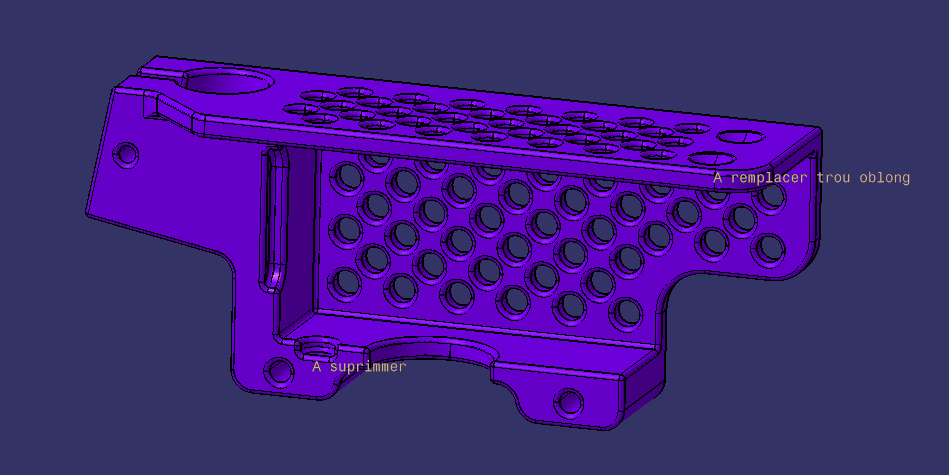
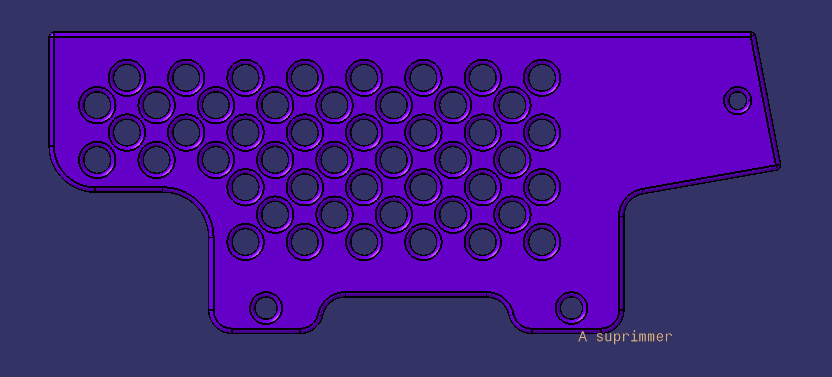
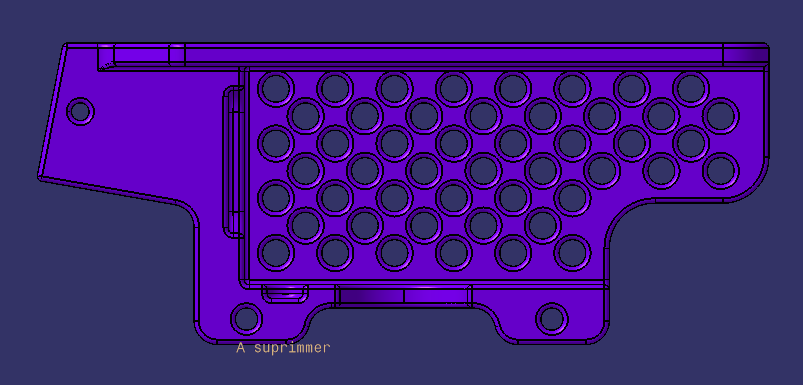
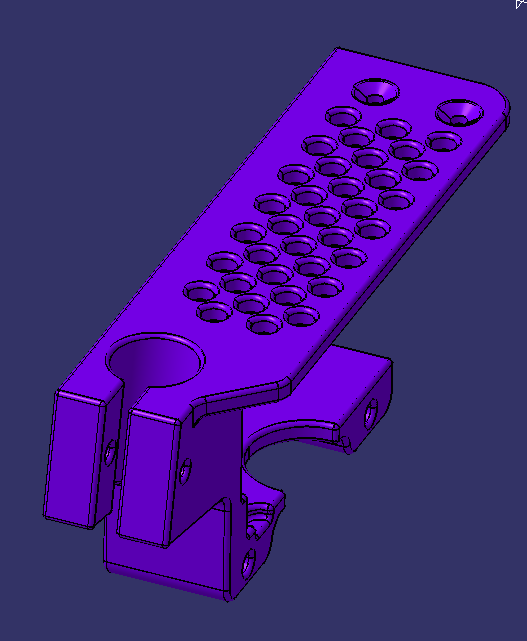
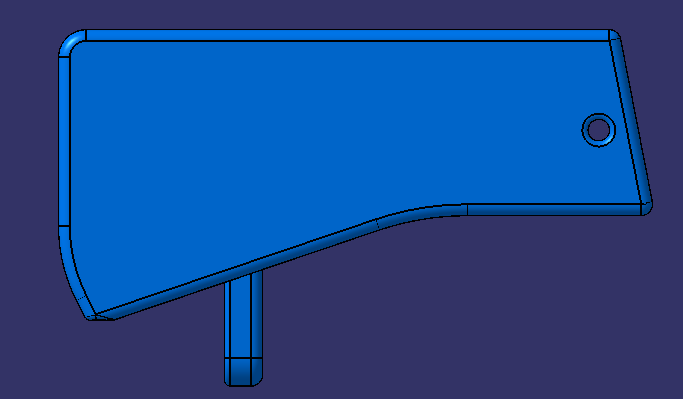
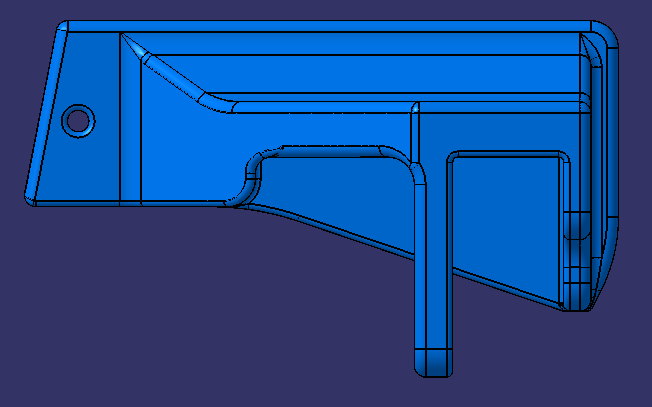
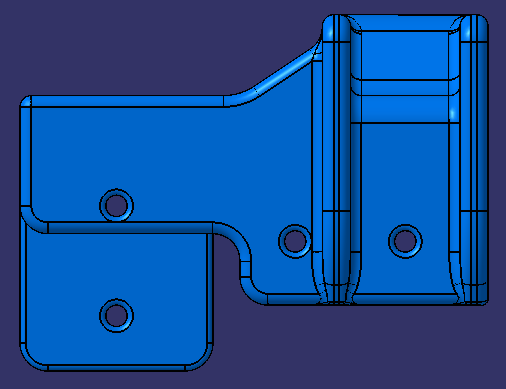
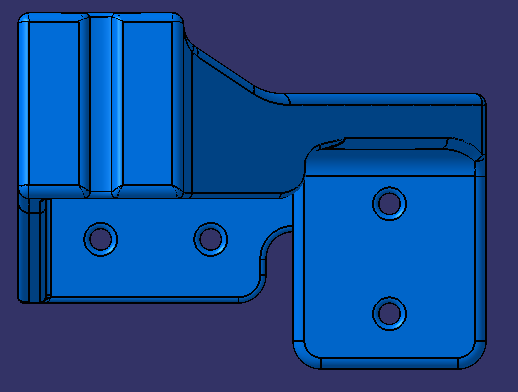
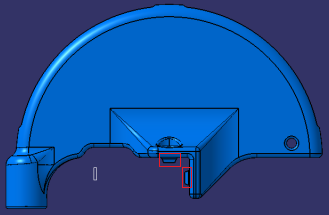
Bonjour à tous et meilleur vœux 2024, j'ai enfin fini de dessiner, imprimer et monter le système de renfort de ma X1 avec deux tubes raidisseurs. J'ai commencé par le coté de droite (premier plan) et cela a nécessité environ 3 à 5 itérations pour finaliser les raidisseurs ( le coté gauche est obtenu par miroir / symétrie dans le sclicer). Les raidisseurs sont bien // et dans le même plan contrairement à l'effet de perspective des photos A terme ils seront raccourcis d'un coup de meuleuse. Les angles arriérés inférieurs droites et gauche ne sont pas strictement strictement identiques sur la X1 car il y a le bouton power à main droite du coup pensant que ce serait comme la pièces du portique qui sont purement symétriques je me suis fait avoir car la dimension et perçages des tôles de la X1 manque de précision (euphémisme ...) il y a un décalage de 3 à 5mm -> le carter de protection de la X1 sous le bed est pas centré et il s'agit d'une erreur de fabrication probablement de série ... du coup j'ai du repercer et faire un oblong à la mano direct sur la pièce imprimée en PETG. Je modifierai la version finale avant upload sur mon github et autre dépôts avec un passage oblong propre pour compenser les trop « fortes tolérance » de fabrication du carter. Je vais aussi revoir la pièce de l'angle en bas à gauche qui est plus simple que celle de droite afin de la simplifier. Initialement j'avais prévu de pouvoir passer 2 tiges filetés sous la X1 pour travailler en compression pour faire un montage tirefond mais je pense à terme une seule sera nécessaire car c'est déjà très rigide et maintenue par les angles. Avec ce montage aucun perçage de la x1 n'est nécessaires j'ai juste eu besoin de 6 écrous rail pour le portique. J'ai ajouré avec un motif la pièce du bas pour gratter de la matière car j’étais super juste en petg (j'ai gratté la fin de bobine) sauf que du coup le nettoyage des supports prend plus de temps ... esthétiquement c'est pas trop moche après les goûts et les couleurs ... Pour le renfort j'ai recyclé des tubes Dout 19mm d'un vieux portant à manteaux HS (truc de chez action). Ces tubes sont super pratiques légers, fins anodisé et surtout gratuit bref idéal pour limiter le ballant du portique surtout si on compare à des tiges filetées chère lourdes .... qui n'apportent mécaniquement rien dans ce genre de montage. Les tubes sont pincées par serrage dans une pince c'est simple et efficace et cela accepte des tubes de diamètres plus ou moins 1mm voire moins si on rajoute une bague ouverte mais il vaut mieux éviter d'utiliser un tube de moins de 15mm de diam pour avoir une certaine rigidité. Ces pièces sont imprimées avec un remplissage à 70 % et 5 couches périphériques mécaniquement c'est très « costaud ». Malgré les congés chanfreins renforts j'ai eu un seul PB un petit début de flambage (petite fente partielle de 1cm ) coté portique gauche liée à un vissage excessif (avec les gants, le froid ...) et qui est principalement du à une impression par température trop basse même pas 8°c dans l’atelier avec le chauffage hors gel (obligatoire pour les machines outils) . Bref ce pb n'a pas d'influence et n'est pas grave mais ça fout les glandes âpres 12 heures de print de voir une pièces poser pb juste pour un défaut température homogène liée à une absence d’enceinte thermique ! Le décalage sur le portique à l'extrême droite est nécessaires pour éviter une collision avec la tête lorsque l'on exploite le max de la course en Z 400mm. Il n'est pas nécessaire au verso coté courroie des axes Z. Je n'imprimerai pas d'autre version pour ma X1 pour l'instant car : 1) je suis en rade de PETG (commande en cours mais pb de livraison ...) 2) je voudrais tester le comportement de la X1 suite à mes nouvelles modifications. Vous trouverez ci-joint 2 pdf raidisseur_Bas.pdf raidisseur_Haut.pdf pour directement visionner en 3D ( requiers adobe Acrobat Reader à jour > V10). Ci-dessous quelques captures d'écrans du système de raidisseur à rectifier. BAS Haut La face de dessous est ajourée pour intégrer la plaque de maintien et tension de l'axe Z : SUDSUD Concernant le capot de protection de la tête je vais essayer de dessiner une V01 pour pouvoir facilement y fixer un palper dédié faut que je trouve un petit modèle sur Ali les miens pour le tour / fraiseuse sont lourds et de grande taile) , mesurer et vérifier l’alignent portique / plateau mais également le jeux retour des axes X,Y,Z car on peu intégrer la médiane des ces valeurs dans le firmware de Marlin. Faut aussi que je bloque cette nappe sur X pour limiter les faux contact. Le truc c'est qu'il faut démonter l'ancien capot et enlever et remettre cette satanée nappe plate plusieurs fois ... Sachant qu'il faudrait en plus imprimer le nouveau capot en ABS je me tâte et me demande si je vais pas simplement modéliser et attendre d'avoir une autre imprimante avec en enceinte fermée avant d'essayer de remplacer le capot et faire des nouvelles modifs car j'ai pas du tout envie de me retrouver sans imprimante fonctionnelle ... SUDSUD


-
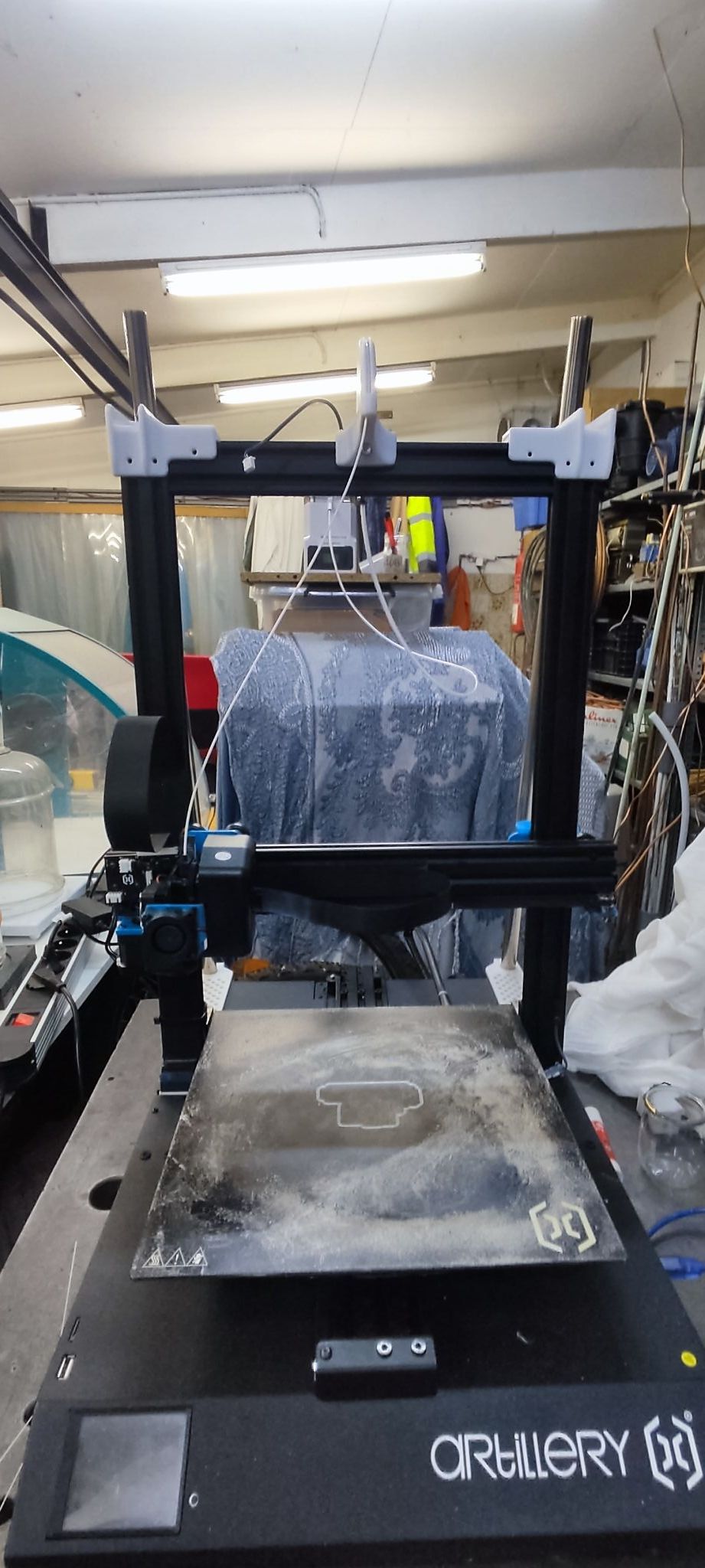
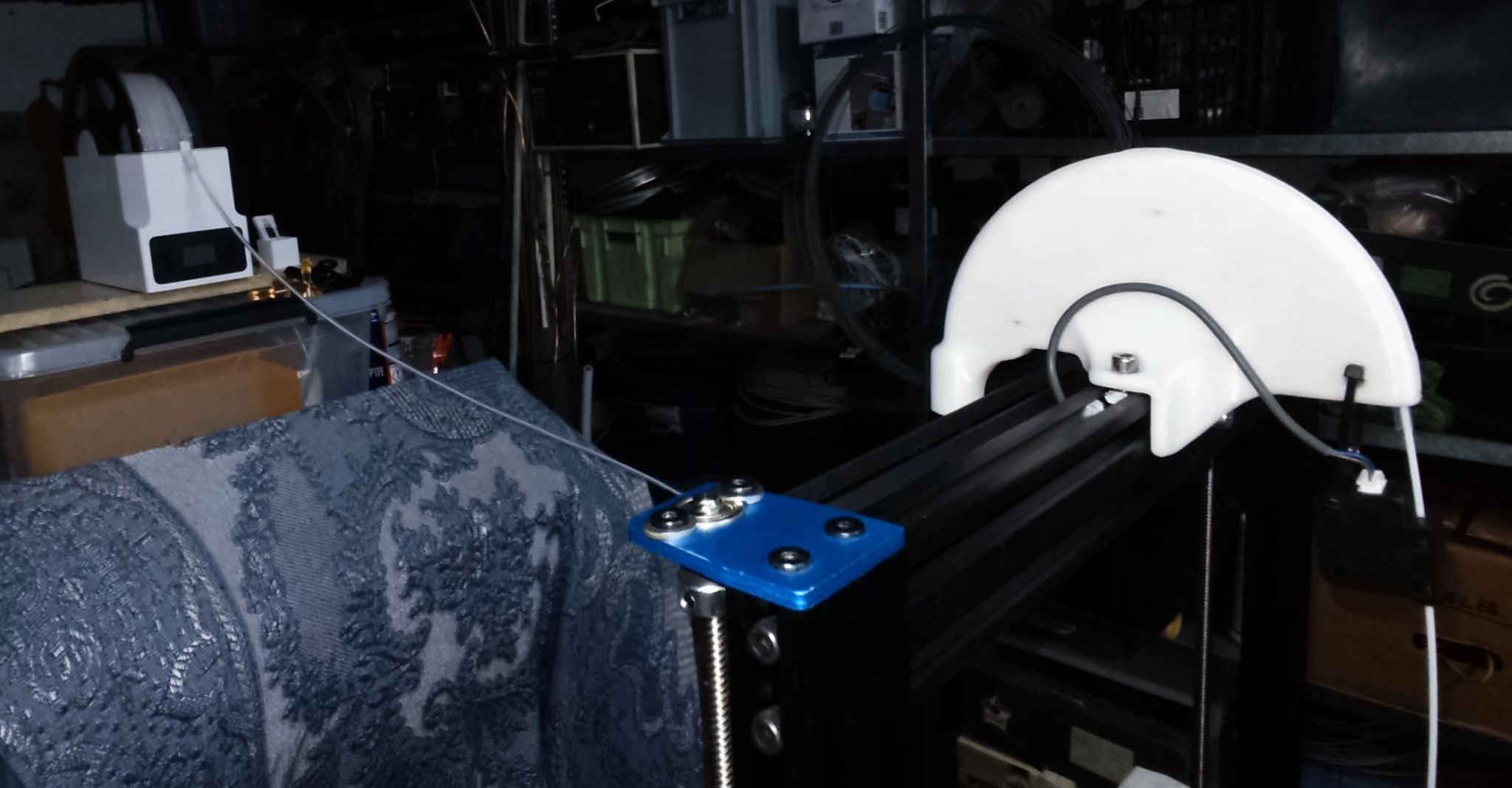
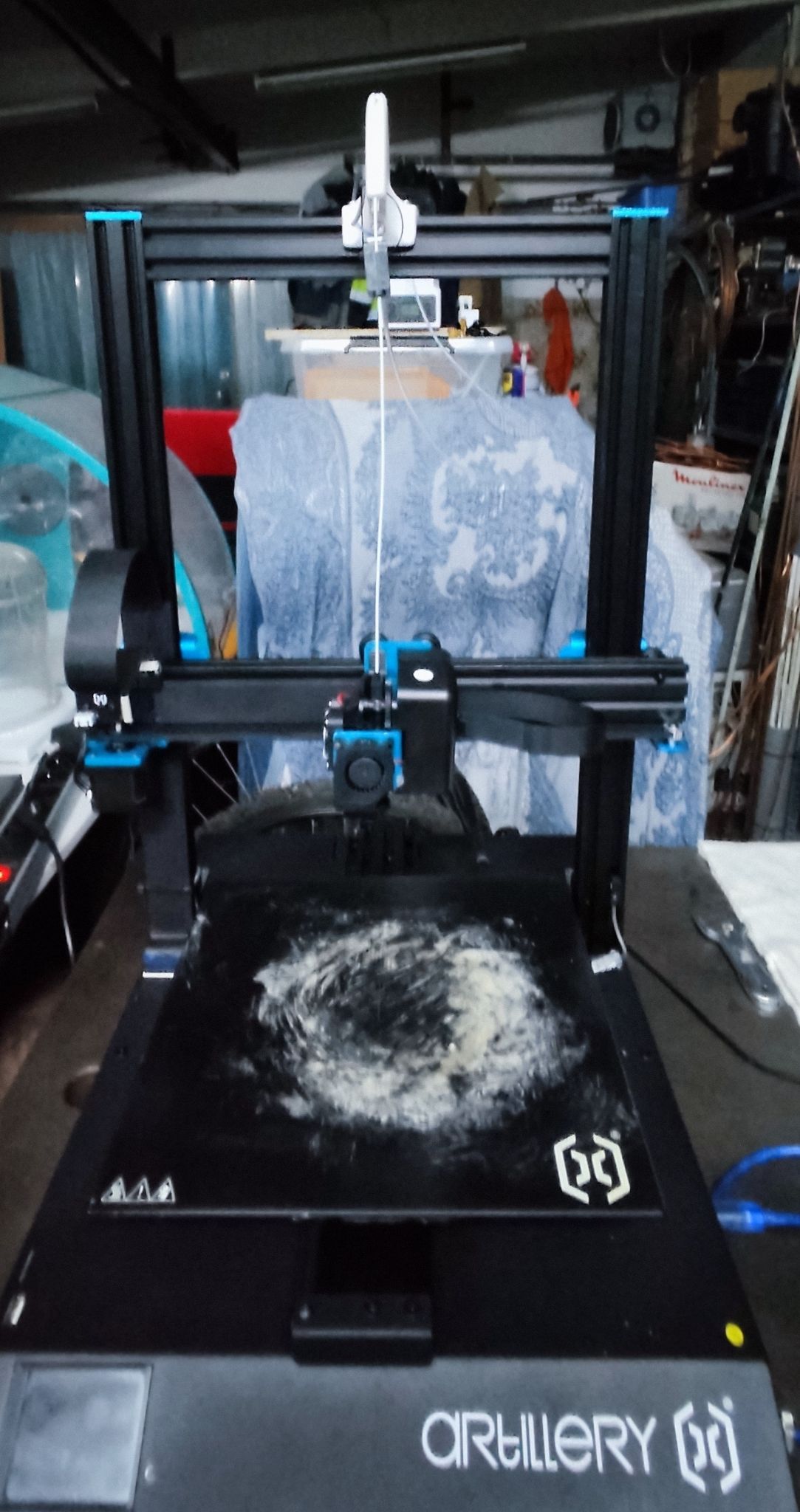
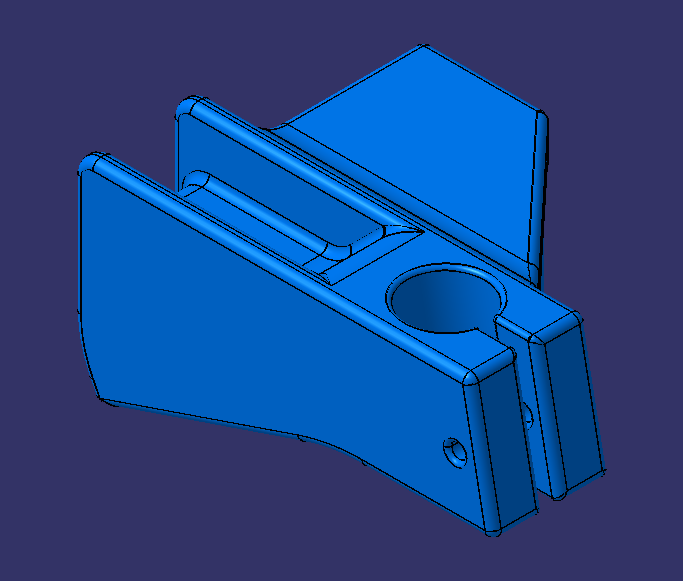
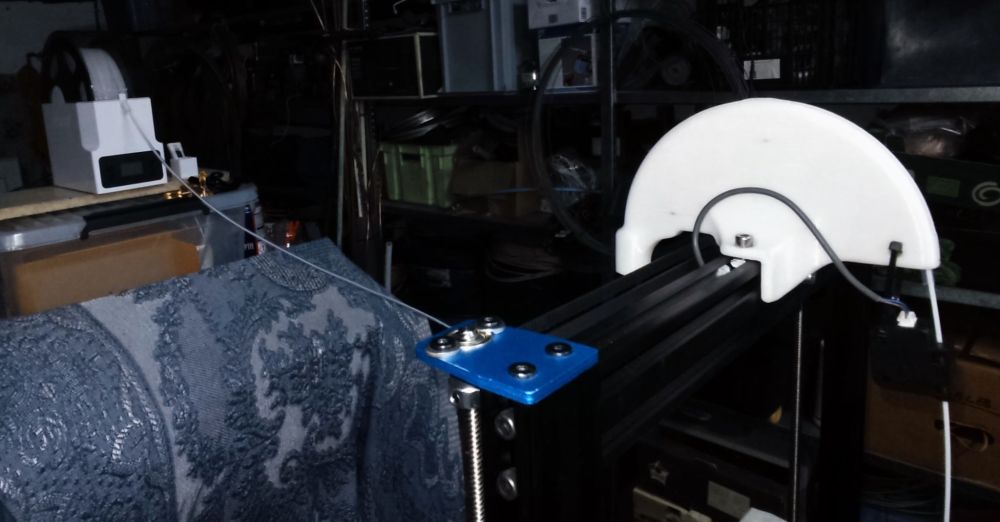
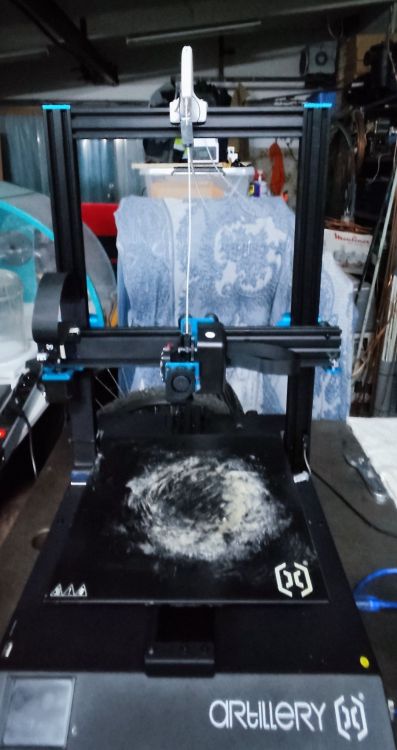
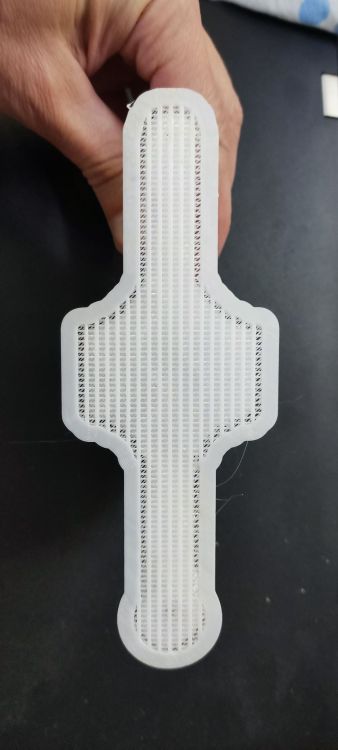
SAlut à tous, bon j'ai reçu les pièces et mis en place la nouvelle version V02 Plusieurs choses : - Le guide tube en ptfe dout = 4mm / din=3mm c'est le strict minimum syndical pour acheminer le filament avec des courbures. On peut dire qu'a minima il faut choisir din > 1.7 fois le diamètre du filament après cela va trop frotter et forcer sur le moteur d'alimentation en filament de la tête. - Il faut respecter un minimum de rayon de courbure ici 75mm du tube ptfe comme pour de la fibre optique pas d'angle droit. - Le tube ptfe choisi traverse facilement le connecteur et est bien maintenu bloqué en position c'est parfait - Sur ma V2 j'ai ajouté un second guide rail ( en rouge) pour faciliter le maintien en position sur le rail en V du portique .... c'est une idiotie car du coup on peut pas insérer dans le rail hormis latéralement en démontant le portique et faisant glissé ... j'ai fait sauté d'un coup de ciseau à bois celui qui est horizontal car il était mal imprimé (note perso : A rectifier sur mon modèle 3D de CAD). Pour le reste les dimensions sont ok mais j'ai du me taper un démontage partiel du portique pour y mettre les 3 écrous prisonniers. Le remontage est ok le filament coulisse bien et maintenant la bobine est déportée dans une boite étanche chauffante et permet d'alimenter l'imprimante (vu le nombre de fois ou j'ai envoyé la bobine valsé en enlevant la protection contre la poussière fallait faire un truc ....) plus de ballant sur le protique ce sera plus facile pour installer des raidisseurs ! J'ai laissé une longueur non négligeable de tube ptfe pour faire mes tests on verra si je raccourci plus tard. Pour l'instant le capteur de fin de filament tient avec un collier cela va me permettre de voir si la longueur sous guide est adaptée. Note :e plateau n'a rien c'est juste une expérimentation d'adhérence du petg. Je teste un truc simple pas cher qui semble bien fonctionnée : J'ai dissout un bâtonnet de colle en bâton dans de l'eau et lorsque le plateau chauffe j'utilise un pinceau en silicone 1er prix (Action) pour la pâtisserie et je 'lisse' la zone d'impression avec la colle précédente (la zone blanche) sur le bed qui se reliquéfie et s'uniformise. Ainsi je peux faire des dessins d'accroche dans la direction de mon choix et le résultat est efficace sur le bulbase pour mes tests de PETG. Le raft colle bien j'ai pas d'arrachement et de déformations. La méthode "tartinage de plancha" est simple, efficace pas chère et on a besoin que d'un bâtonnet mais cela pue quelques secondes. Bon ben reste plus qu'a rectifie ce CAD et reprendre mon dessin du capot de protection de tête pouvant supporter un palper / comparateur pour régler le portique et relever le jeux de "backslash" des axes x,y et Z. J'ai du réduire ma "vitesse s'impression" via pronterface à 50% pour éliminer les décalages de print en x et/ou y -> résultat probant donc je pense avoir compris ce sont les accélérations dans mon profil de slice qui sont trop importantes et qui amplifie le jeux sur les axes de backslash dasn le plan XY comme quoi les systèmes anti jeux aller retour c'est important ! SUDSUD
-
Achat d'une nouvelle imprimante 3D FDM en complément
sudtek en réponse au topic de sudtek dans Bien choisir son imprimante 3D
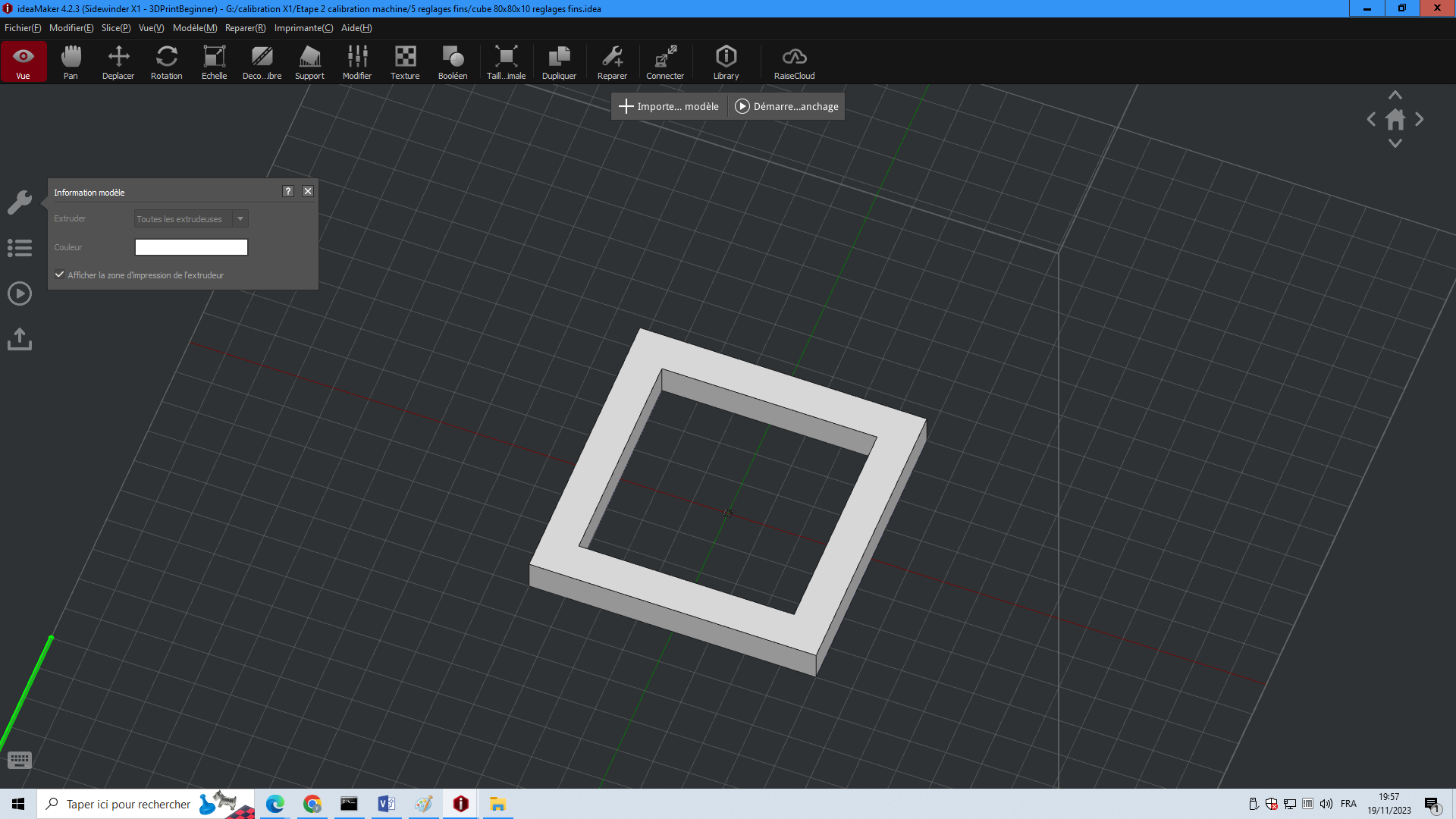
Bonjour à tous Oui sur ideamaker tu peux avoir 2 buses diamètres différents paramétrables indépendamment ou tu appliques tes profils de filaments liées à la bobine que tu as testés et calibré en amont avant d'en avoir besoin. Je sors les bobines de leurs emballages puis elles font un stage tour à tour dans une "boite séchoir" premier prix pendant 5heures puis test de la qté d'extrusion (sur ou sou extrusion) puis création d'un profil. Perso je fait un identificateur unique collé sur chaque bobine marque_date_increment ou je parque les infos puis je teste un cube de 80mmx80mmx10m mais pas totalement creux style 10% 2 coques pour vérifier les compensations XYZ a appliquer. Bref une feuille tableur, un palmer et quelques mesures et jeux d'essaies plus tard par dichotomie j'arrive à une réglage correct de la X1 mais pas satisfaisant au point de faire des ajustement pour un montage mécaniquement parlant acceptable sans repasser par un post usinage (juste, serré, lache ...) c'et une X1 ... Raison pour laquelle j'acheté les bobines par lot 5 ou 10 les paramétrages sont quasi kifkif dans un même lot de bobines qui se suivent et ne nécessitent pas de trop grosses modifications un hormis si pas de bol tu tombes sur un lot de bobines mixées ... J'utilise souvent du sunlu pour le petg bien séché et calibré j'ai pas à m'en plaindre pour le prix en lot. Je restocke les bobines dans un sac zip avec du dessicateur puis un coup de machine lidl pour mise sous vide puis retour dans leurs boites et dans un containeur "hermétique" fermé en plastique car je suis dans vieux atelier mal isolé et qui a parfois des fuites ... Merci à vous deux pour les explications sur le plateau verre PEI. Merci pour ces informations MrMagounet d'un point de vue technique j'aurais donc intérêt à garder l'extrudeur principal en 0.4 (minimum voir 0.6 dans certains cas) en prenant un qui résiste bien à l'abrasion pour le filament chargé petg / petg carbonne est imprimer les supports en pla avec une buse 0.4 standards sur la seconde tête mais avec une couche de hauteur en 0.2 pour gratter de la matière sur les supports giroides / tree et faire des supports de contact direct bien lisse pour que le PETG prenne bien appui. Par contre : - Pas de ventilation directe possible si pla en contact avec petg car ils ils vont refroidir différemment un plus vite que l'autre - le Pla standard servant de couche support servant de plateau risque de pas aimer la chaleur de la buse petg et peut être faudra t'il utiliser du PLA qui résiste en un poil plus à la chaleur / température dela buse et du petg en fusion qui appuy direct sur le support . Cela va être intéressant de voir comment cela se comporte tout cela ! Sinon dans le registre des idex il y a cette imprimante Vision Miner 22 IDEX V2 mais bon le prix est une dinguerie 7K€ un poil hors budget : j'aime beaucoup leurs astuces pour régler les pb de contact, dilatations du plateau et ajustement glissant sur bille pour faire un contact ponctuel ! L'axe X est un carré de Carbonne avec un rail que l'on retrouve sur des voron il me semble. La vidéo est intéressantes cars ils mettent bien en avant les gros pbs liés à la monté en haute température de l'enceinte avec dilatations et des jeux ! Ils font souvent référence à l'open source régulièrement mais j'ai pas trouvé leur git ou bien ils "piquent" dans les projets opensource assemble sans republier ? SUDSUD
-
Bonjour à tous, je n'ai pas d'imprimante SLA mais pour certaines applications j'envisage d'en acquérir une (probablement courant / fin 2024 car pour l'instant je suis en recherche d'une idex FDM). Régulièrement je rectifie au tour mes impression cylindriques en PETG faites sur ma X1 pour les mettre à la cote, rectifier les faux ronds .... c'est efficace et fonctionnel mais lorsque je souhaite réaliser des pièces de petite diamètre on manque vite de précision et on doit faire beaucoup plus de rectification ... du coup j'ai plusieurs questions pour les possesseurs de SLA. Je sais que les résines bi composantes AB par défaut c'est mécaniquement cassant et galère à usiner et que l'on peut pas comparé la tenue mécanique avec une impression fdm en petg qui elle s'usine très bien. Même montés directement sur un collet usiner un barreau de résine au tour c'est pas gagné, faible vitesse de rotation, des outils de coupe adapté et "arrosage"... J'ai dans l'idée d'utiliser le procédé sla pour faire des pièces dimensionnellement précises (lorsque j'aurais fait des test de calibrage pour la rétractation post traitement) mais qui ne devront pas encaisser de gros efforts et je voudrais limiter au minimum les posts traitements (tournage, fraisage, zone dépolies ...) Existe t'il des résines "techniques" moins cassantes que les résines standard et malgré tout usinable post impression en cas de besoin de post traitements ? Je présume qu'il existe des résines "chargés" ? Certains ont-ils essayé de "charger" de la résine avec de la poudre / liquides missiles / fibres / colorants pour modifier la propriété d'une résine ? Vous arrivez à avoir quel ordre de précision mesurée sur une impression malgré l'aliasing (l'effet escalier des matrices) ? SUDSUD
-
Achat d'une nouvelle imprimante 3D FDM en complément
sudtek en réponse au topic de sudtek dans Bien choisir son imprimante 3D
Bonjour Hyoti, merci pour ces informations. je vais finir par imprimer sur du gorialla glass vu le prix d'une feuille sur Ali blague à part je vois pas l'intérêt du pei sur du verre le verre adhère trop bien et justement les plaques acier ressort PE? ont cet avantage de pouvoir être déformé pour faciliter le décollage de l'objet 3D. A priori cela doit être possible sous ideamaker il faut que je télécharge la dernière version pour vérifier j'ai eu une notif de màj il y a 2 jours et en plus un profil base semble prevu pour la snapmaker mais bon cela n'empêche qu'il faudra recalibrer et adapter le tout et les filaments ! Question peut-on piloter une snapmaker avec pronterface pour faire le profil calibrage des filament aux petits oignons ? SUDSUD -
Achat d'une nouvelle imprimante 3D FDM en complément
sudtek en réponse au topic de sudtek dans Bien choisir son imprimante 3D
Salut MrMagounet bon ben pour un black friday ... pas de vrai promo chez snapmaker ... "J1S est 1300€ actuellement en pseudo promo " 1399€ sur le site officiel mais si on prend les têtes en 0.6 ou 0.8 1500€ ... 1299€ dans une promo reçue par email version base donc c'est pas une vrai promo ... he ben ils y vont pas avec le dos de la cuillère pour les options Je découvre qu'ils font des buses de 0.2mm c'est probant ? Cela fait une réelle différence en finition ? par contre cela doit influencer la solidité et risque de délaminage ? Le tête 0.4 hardned je comprends pour l nylon et le petg Carbonne and co. Par contre je comprends pas cela "Double-sided PEI Glass Plate" une face PEI ok mais l'autre verre sur la même plaque ? il y a pas un bug ? Donc de bas on peut l'acheter en 2x 0.6 ou 2x0.8 ou 2x0.4 ... commercialement c'est segmenté bizarrement je trouve ... cela eut été il me semble plus simple de faire une imprimante base et de cocher des options ... J'ai vu personne faire de video avec ces buses en 0.2 / 0.6 / 0.8 tu as une idée si c'est probant ? Pour imprimer un filament technique une 0.4 résistant à l'abrasion sur la tete #1 et une 0.6 tete #2 pour imprimer le filament de support (plap/petg /hips...) plus rapidement peut être un bon plan vu que les détails du support sont pas primordiaux. Mouais bon niveau tarif c'est franchement pas "merveilleux" et pas de facilité de paiement étalé paypal 12 ou 24X d'office simple hormis klarna que j'ai testé qu'une fois pour un truc mais je trouve pas aussi simple que paypal ... (oubien j'ai trop utilisé paypal depuis sa création et je suis plus objectif ...) Espérons que le père noël soit plus généreux en promo et qu'il fasse pas "l'ordure" ! mais je pense que tant qu'il y a aura pas de la concurrence en IDEX et c'est pas gagné ! SUDSUD -
Achat d'une nouvelle imprimante 3D FDM en complément
sudtek en réponse au topic de sudtek dans Bien choisir son imprimante 3D
Salut Mr Magounet Je regarde les (longues et interssantes) videos sur les Voron surtout la TRIDEX mais bon pour se bricoler une voron ou autre poc il faut effectivement avoir une imprimante qui a minimum une enceinte close pour les filaments techniques. J'ai imprimé une pièces technique avec une forme pas standards un double cardan et bien les supports m'ont fait royalement sué ... j'ai du imprimé à 50 % de la vitesse initiale et du m'y reprendre à 3 fois pour pas avoir des décalages du petg avec les accélérations ... mon empire pour pouvoir avoir du 0 gaps avec support en pla || pva sous le petg ( voir du nylon un jour !) car quelle galère lorsque les supports malgré des réglages corrects avec la même matière cela fini malgré tout par fusionner ... Clairement je pense me tourner vers un IDEX snapmaker J1S en imprimante technique j'espère qu'ils vont faire un effort ou une promo pour noël niveau tarif car ils abusent un poil de leur position surtout vu le volume de print limite. La vitesse n'est pas mon critère primordial mais je ne "crache pas" sur la capacité à fabriquer un POC rapidement avec un remplissage très faible 10% 2 coques pour voir si la pièce va bien s'aligner et correspondre au besoin. Par contre lorsque je réalise une pièces finale pleine à 100% je suis pas franchement pressé. J'espère que la snapmaker permet d'obtenir des dimensions finales proches du dessin que ma X1 calibré car parfois avec la X1 (originale) est totalement dans les choux même si c'est bien mieux avec la nouvelle CM + drivers qu'avec les originaux ... du coup je rajoute souvent un facteur de rabe de 0.5 à 1mm pour pouvoir reprendre certaines zones de pièces cylindriques entre mors au tour car malgré la compensation dans IDEAMAKER avoir des variation sur X et y de +-0.1 à 0.5 et des ronds ovoïdes c'est parfois pas dramatique mais dans d'autres cas c'est galère. Des que l'on imprime des pièces cylindriques et/ou hautes la delta prends tout sons sens, il a moins de ngones et de créneaux, un mode vase plus progressif ... le résultat est visuellement plus fluide / naturel qu'une "bedslider". bon ben Il y a plus qu'a trouver une promo sur la snapmaker ! ils font pas des achats groupés par hasard ? SUDSUD