robert95770
-
Compteur de contenus
229 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par robert95770
-
@Gaby-Barjo c'est ça que tu cherches peut-être j'ai droit à un pelle en or ?? A10 User Manual_V2.0.pdf
-

Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
je suis bloqué à la 5.9 la 5.10 ne reconnait plus le plugin Repetier pour déclarer le serveur d'impression . -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
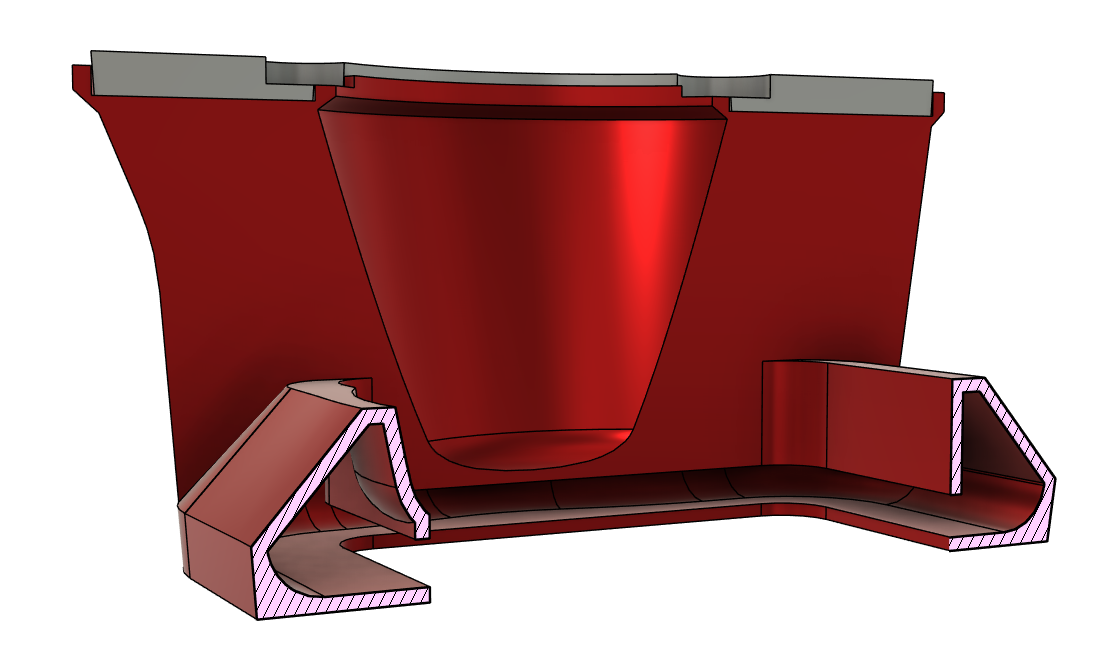
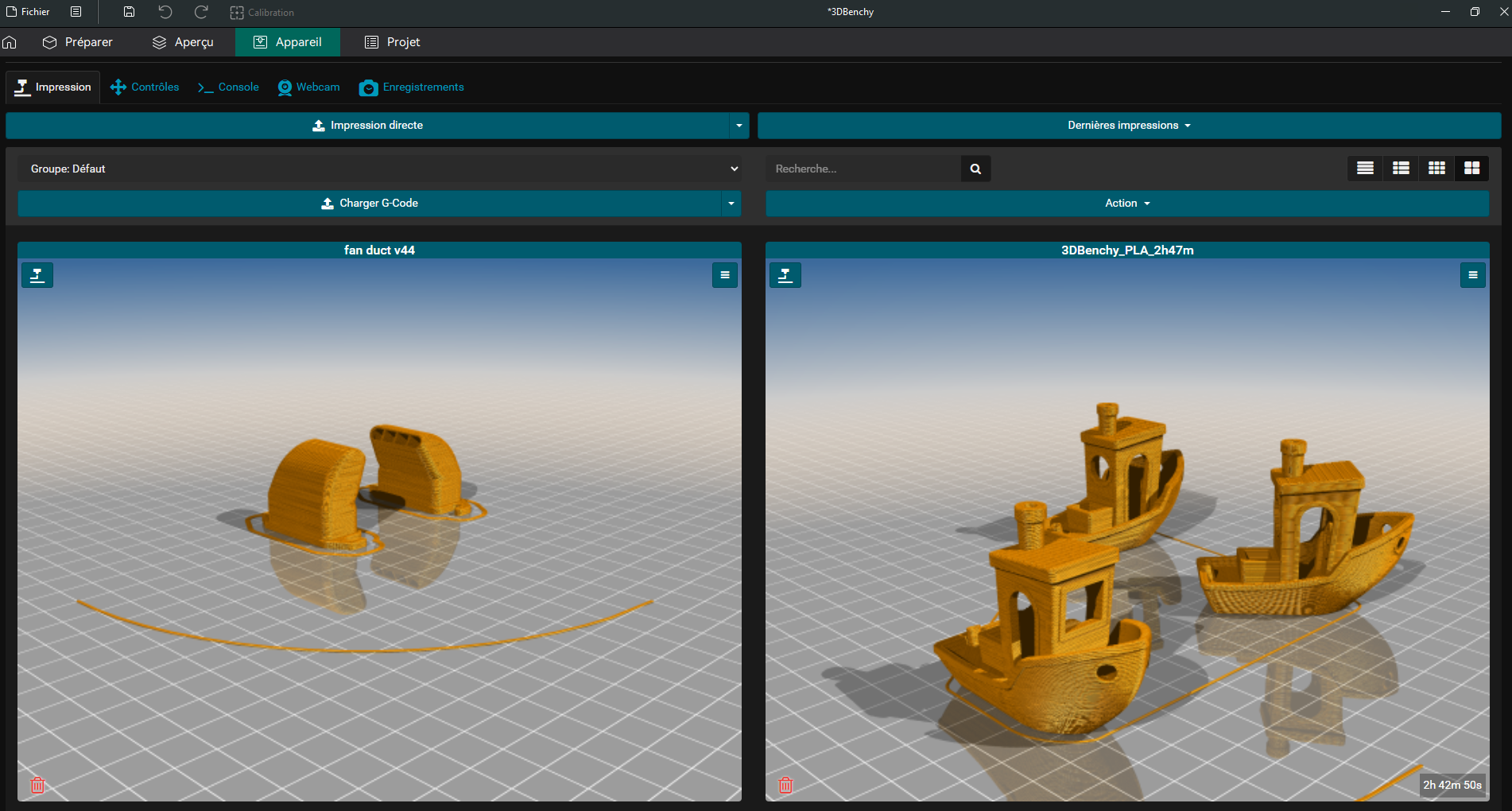
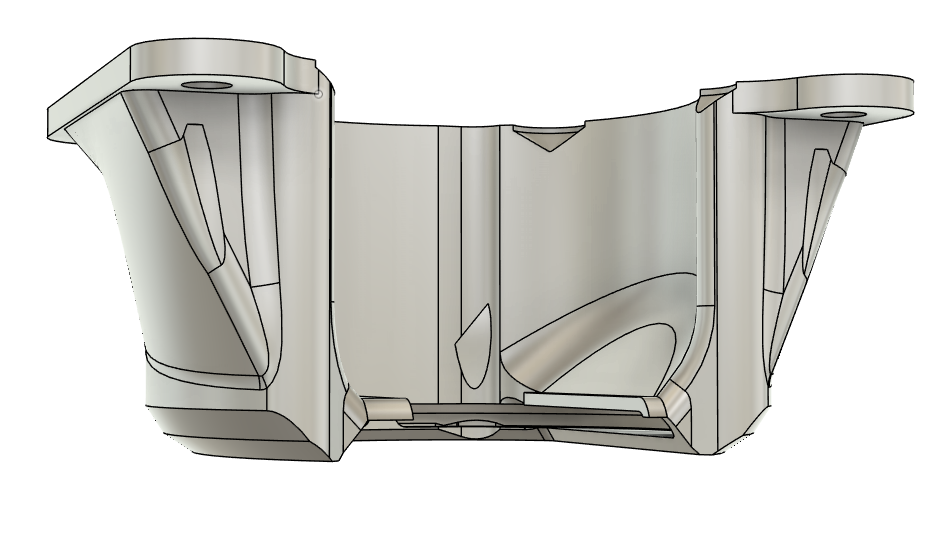
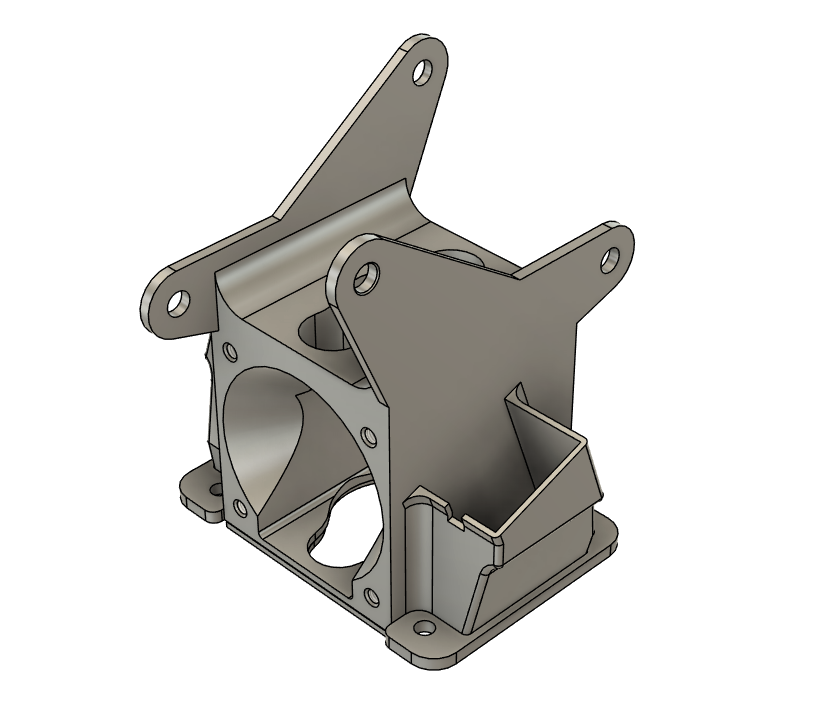
nouveau fan duct pour les 5015 . (c'est l'automne on sort moins en meule)

-
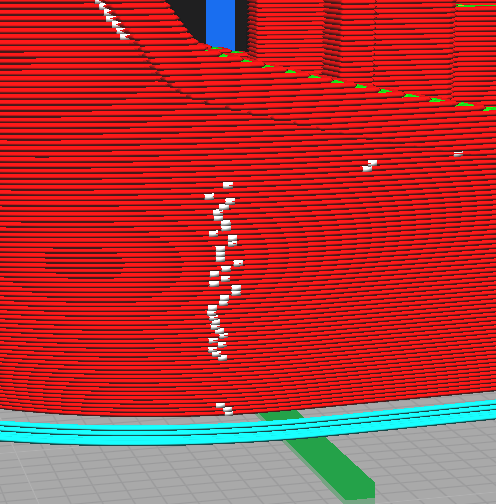
PETG, défauts près des surplombs
robert95770 en réponse au topic de Tom23 dans Entraide : Questions/Réponses sur l'impression 3D
juste une idée comme ça : peut être que le sens de refroidissement joue vu qu'on refroidit jamais sur 360 °. Il m'est arrivé de refaire un nouveau "design"et de changer mes "fan duct" de FLsun SR spécifiquement pour une série de pièces -
Réglage de mon imprimante : c'est quoi ça ????
robert95770 en réponse au topic de ThLDQ dans Entraide : Questions/Réponses sur l'impression 3D
sur ma flsun SR je suis à 0.00 sur le linear advance dans l'eprom et dans orca (pressure advance), sinon mon extrudeur fait un bruit "chelou" dans Orca l'option à cocher est dans filament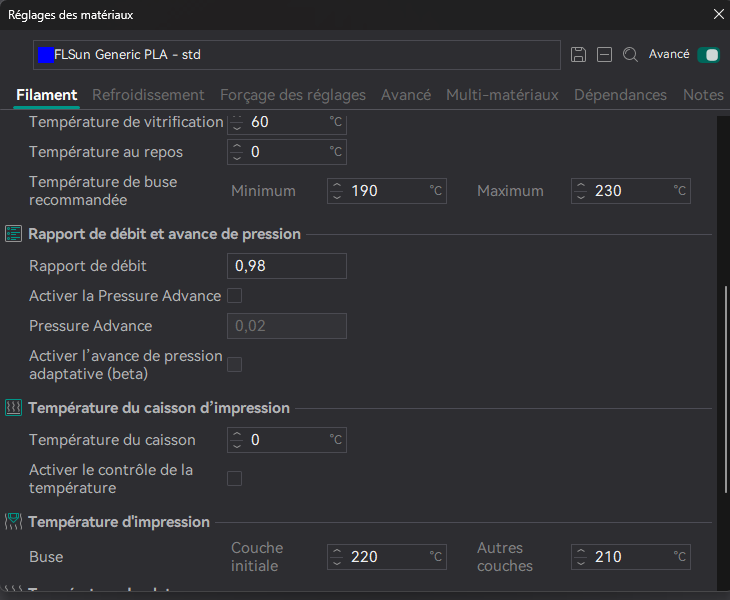
-
Réglage de mon imprimante : c'est quoi ça ????
robert95770 en réponse au topic de ThLDQ dans Entraide : Questions/Réponses sur l'impression 3D
j'aurais pas commencer par ça perso planéité plateau réglage hauteur buse (je fais une grosse rondelle de hauteur 0.20 pour une buse de 0.4 pour voir la gueule de la 1ère couche) débit (estep) (cà verifie aussi que la buse n'est pas partiellement obstruée) une fois que ça s'est fait je peaufine si besoin -
Problème couture en surplomb
robert95770 en réponse au topic de rem31 dans Entraide : Questions/Réponses sur l'impression 3D
j'imprime avec une FLSUN SR les buses et les ventilateurs ont toujours été son point faible et au vu de la quantité de buse qu'on trouve sur thingiverse "on" a tenté pas mal de chose. En s'appuyant sur le fait que seul la tienne aurait ce problème ça laisse le filament ou bien le profil ou les deux qui amène ce problème -
Problème couture en surplomb
robert95770 en réponse au topic de rem31 dans Entraide : Questions/Réponses sur l'impression 3D
moi j'avais ce souci qui était un problème de refroidissement, changement de ventilo et de buses de refroidissement
-
j'imprime avec ce PLA que j'ai trouvé d'une facilité déconcertante (même réglage que du PLA standard de la marque) ma config est la suivante FLSUN SR buse laiton de 0.3 mm (elle tient une demi bobine après elle fait plutôt ~0.42 mm ) T buse 220° T plateau 60° plateau verre d'origine avec un couche de scotch bleu et une dépose de 3Dlac, pour la hauteur de couche 2 réglage 0.20 std Cura à 150 ou 200 mm/s ou réglage perso 0.18 largeur 0.24 vitesse 150 ou 200 mm/s ça me fais des pièces de toute beauté . et il y a un kit pignon d'extrusion de chez hotend.fr dans le clone bontech d'origine. PS j'ai monté un support ventilo 5015 perso sur des fan duct perso pour améliorer le refroidissement

-
PLA carbon oui mais combien
robert95770 en réponse au topic de robert95770 dans Consommables (filaments, résines...)
sur le site SUNLU j'ai du chercher les yeux fermés c'est dans les 1ères lignes du descriptif: " [Filament PLA en fibre de carbone SUNLU] Le filament d'imprimante 3D SUNLU PLA-CF est renforcé avec 15 % de fibre de carbone pour augmenter la résistance du PLA. [Température d'impression/température de buse recommandée] 190-230 °C (374-446 °F), température de la plaque de base : 60-80 °C (140-176 °F)." -
PLA carbon oui mais combien
robert95770 en réponse au topic de robert95770 dans Consommables (filaments, résines...)
après achat d'une bobine de eSun PLA CF marron (17€) les réglages sont identique à du PLA std 210°/60° dans mon cas FLSUN SR avec des 5015 et une buse de 0.3 mm, la vitesse sous CURA 5.9.0 est augmentée à 200mm/S avec le profil std en 0.2 sinon j'ai un profil en H 0.18mm et largeur 0.24 mm en 200mm/S aussi. Et j'ai toujours mes problèmes d'adhérence donc scotch bleu et 3Dlac ça sort nickel mais vraiment très propre en état de surface . Juste des soucis dimensionnels sur un cube de 30x30x30 , X et Y + 0.1, Z à 0 mais si je fais un "trou de Ø8 au milieu du cube il fait 7.3 mm . Comme j'ai pas vérifié avec du PLA std on va dire que ça vient pas du filament mais de la machine. En ce moment j'ai "pluss" de problème avec ORCA il est peut-être temps de faire du ménage dans mes profils perso pour repartir sur de bonne base std. PS.: J'ai posé la question sur le site de esun et de Sunlu pour connaitre le pourcentage de CF et pour l'instant pas de réponse -
PLA carbon oui mais combien
robert95770 en réponse au topic de robert95770 dans Consommables (filaments, résines...)
oui pardon abus de langage => PLA CF donc carbon fiber -
PLA carbon oui mais combien
robert95770 en réponse au topic de robert95770 dans Consommables (filaments, résines...)
J'achète généralement du Sunlu ou du eSun sur amazon j'ai un "benchy" qui a maintenant 2 ans sans problème ainsi que quelques pièces sur la Ender3 et la ùdelta (support Bl touch "le vrai" et le support dissipateur sur la ùdelta ) qui ne donne pas de signe de vieillissement. Donc je me suis dit le fan duct et le support ventil de la Flsun SR en PLA carbon ça doit le faire en plus d'être "joli". et pour le délaminage je pense que le % de charge en carbon doit influer, ça rejoint mon questionnement. -
Bonjour, question existentiel du dimanche matin ! il y a quelle charge de carbon dans du PLA carbon* , j'ai fais un tour rapide sur quelques sites sans trouver cette info, je me souviens l'avoir vu passé une fois ou deux avec une disparité étonnante (5% et plus de 20% crois se souvenir ma mauvaise mémoire) . et sur le forum la recherche: "PLA carbon" ou "carbon" ne me ramène pas plus d'info . A votre bon cœur M'sieur Dame . * Ca fait un joli état de surface, ça use un peu beaucoup vite les buses laiton disons qu'à la moitié de la bobine d'1 kg tentez pas le diable changez la buse. Buse de 0.4, petite vitesse (50-80 sur ma ù delta rework ou la Ender 3 V1 modifié du fils) et un peu plus de chaleur.
-
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
j'aime le "masquage intelligent" -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
c'est Cura qui me joue ce tour (mes benchys de test sont imprimés avec Cura mais j'avais oublié sur Orca aussi) le coup des clic gauche et droit fonctionne aussi pour les supports ça aussi j'avais zappé -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
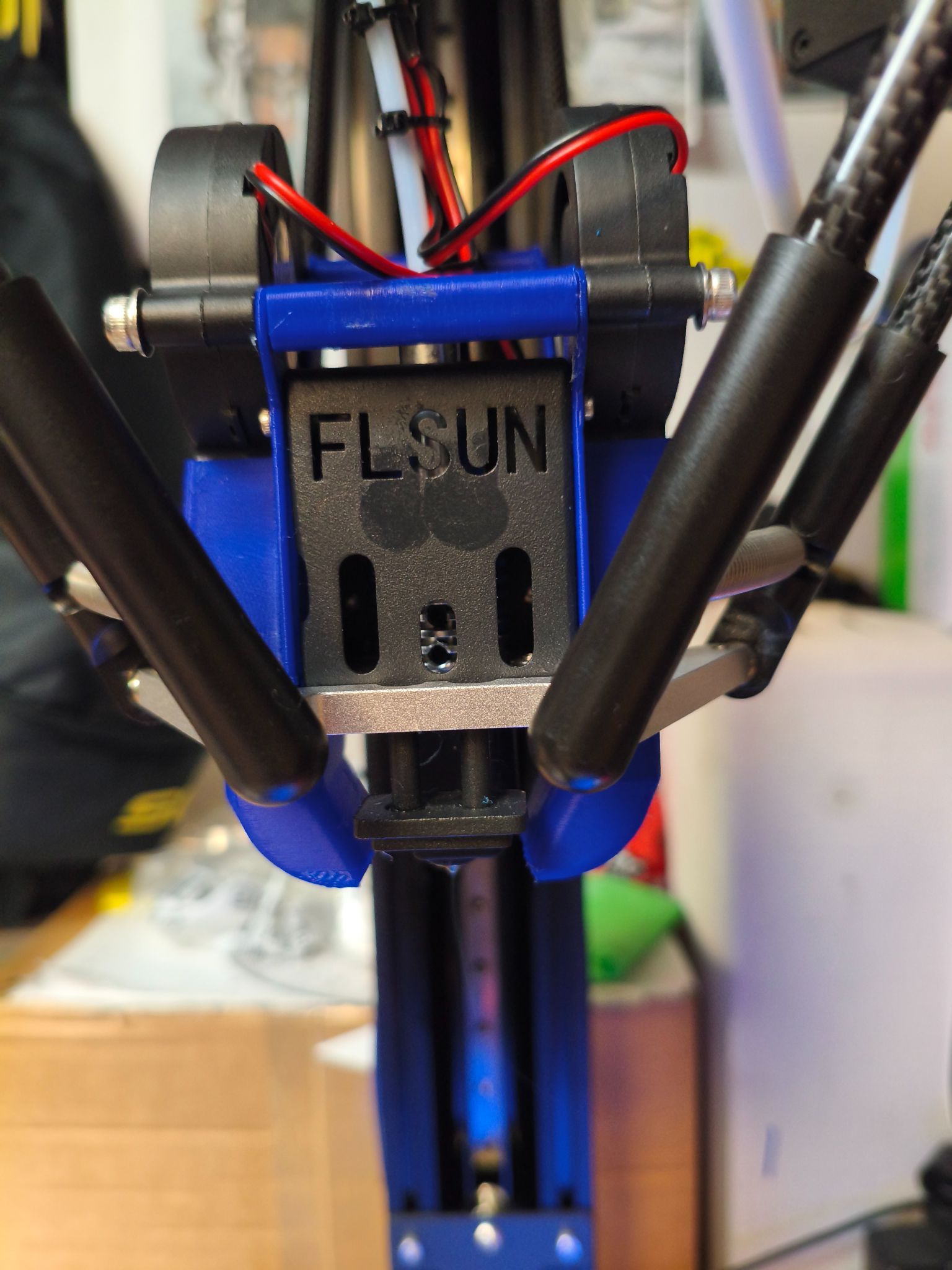
les derniéres modifs nouvel extrudeur , le même que le clone bondtech d'origine mais tout en alu (test en cours) après avoir remarqué que le levier de celui en plastique donnait des signes de fléchissement sur les longues impressions pendant les cycles extrusion/rétraction ?? nouveau corps de chauffe alu type volcano, la sonde et la résistance de chauffe sont maintenant de part et d'autre de la buse ald du même "coté" un peu galère pour faire sortir le câblage de la sonde par le petit dégagement de l'effector, la chaussette silicone fait 2.5 mm d'ep ald 1.5 mm (et je suis large), les ventil de refroidissement sont des 5015 avec des buses unifiées pompé , modifiées, remodifiées, reremodifiées pour arriver à un truc qui me plait et qui fonctionne pas trop mal hauteur 28.5 pour un dépassement buse de 29 autrement dit je ne peux pas approcher des pattes de maintien du plateau de verre(test benchy sans marque sur la proue sauf la marque de couture sur le flan gauche que je sais plus comment lui dire de pas la mettre là) . support ventil 4010 et 5015 en une seule pièce (enfin presque il faut une cale de 1.2 mm (collé dans mon cas je ne mets pas les 2 fixations d'origine) sous la partie centrale ) les 5015 aspire l'air frais depuis l'extérieur (ils sont dos à dos)
-
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
méfiance avec les ventilateurs turbofan 5015 de chez ali il y a les 5015 à 4500 tr/mn et les 5015 à 8500 tr/mn ball bearing et 24 V -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
je l'avais installé j'ai pas trouvé ça transcendant je pense que il y a d'autre chose à faire avant de s'attaquer à ça , la ventil en est une , puis le direct drive , le volume de chauffe pour pouvoir atteindre des vitesses élevées et l'augmentation de la vitesse fera sans doute chercher une solution pour enlever les vibrations .. -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
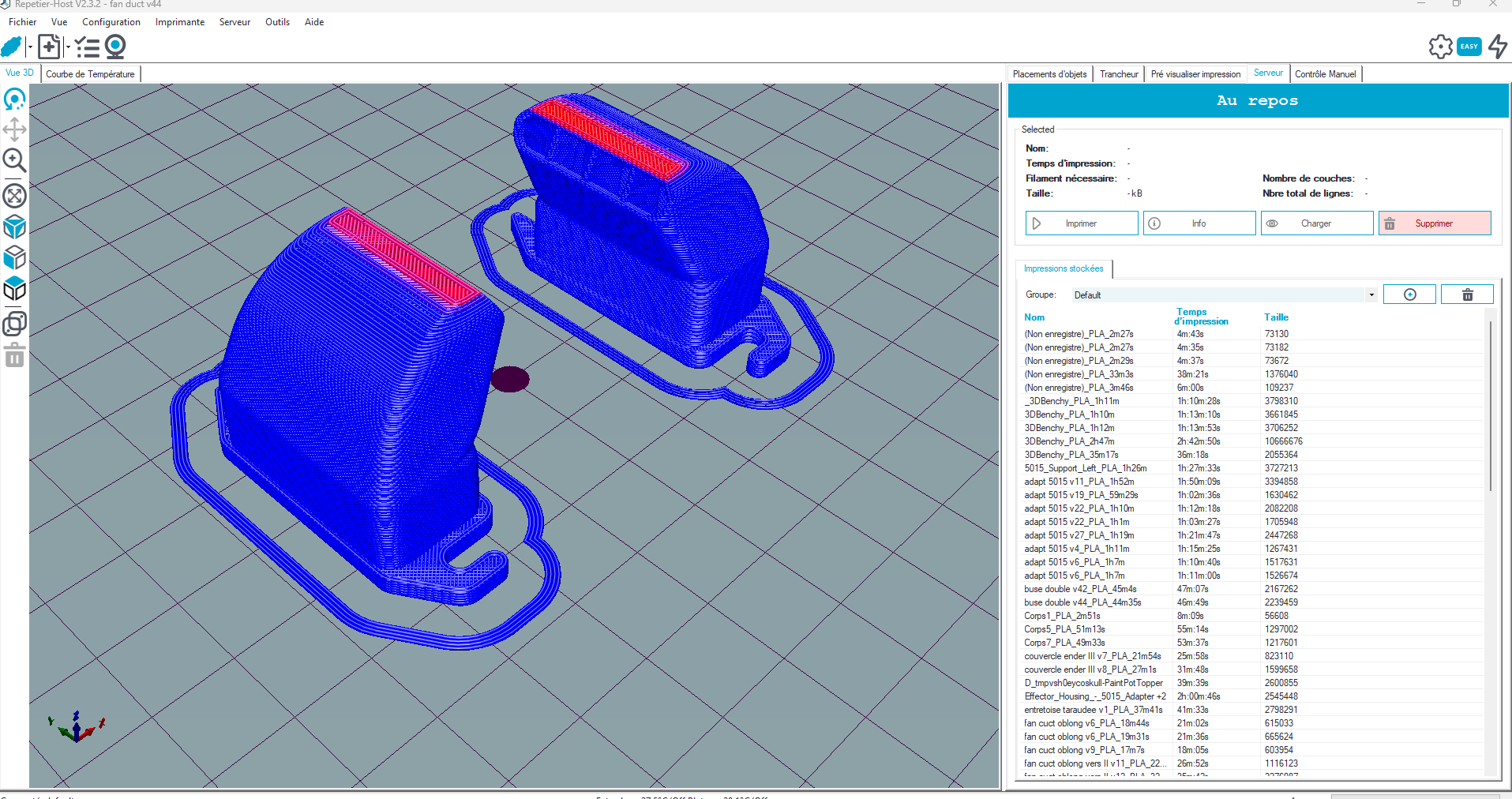
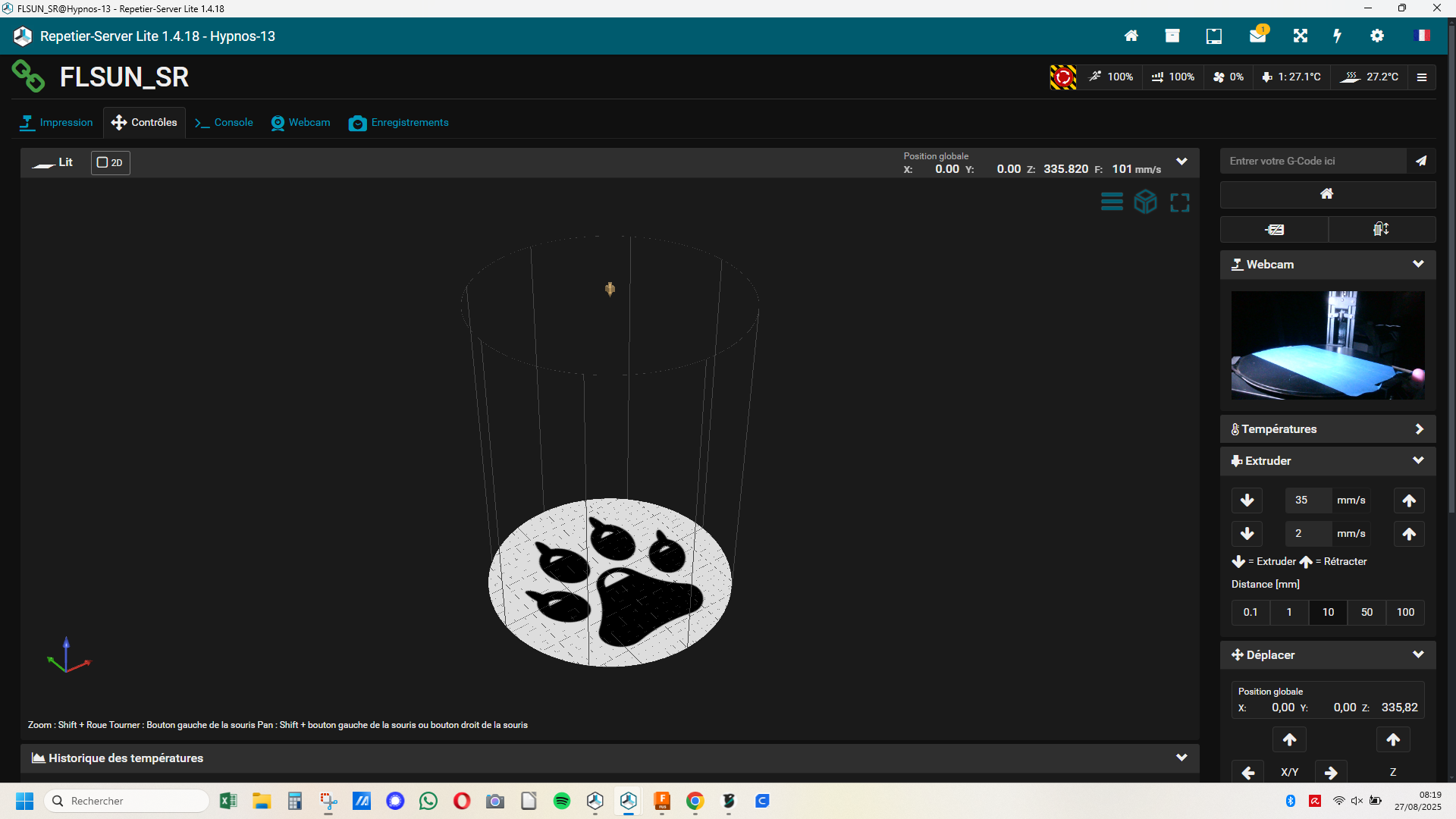
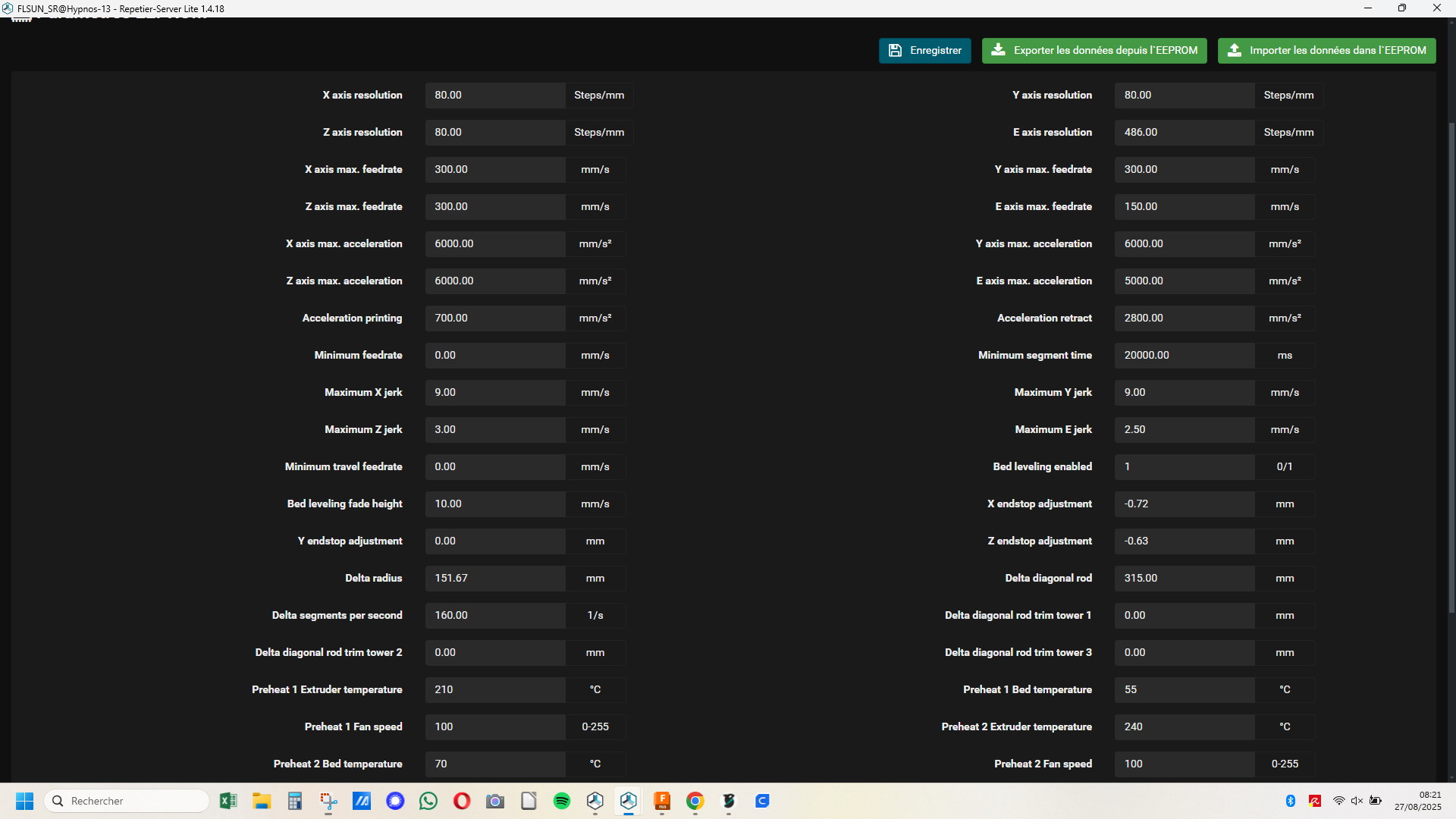
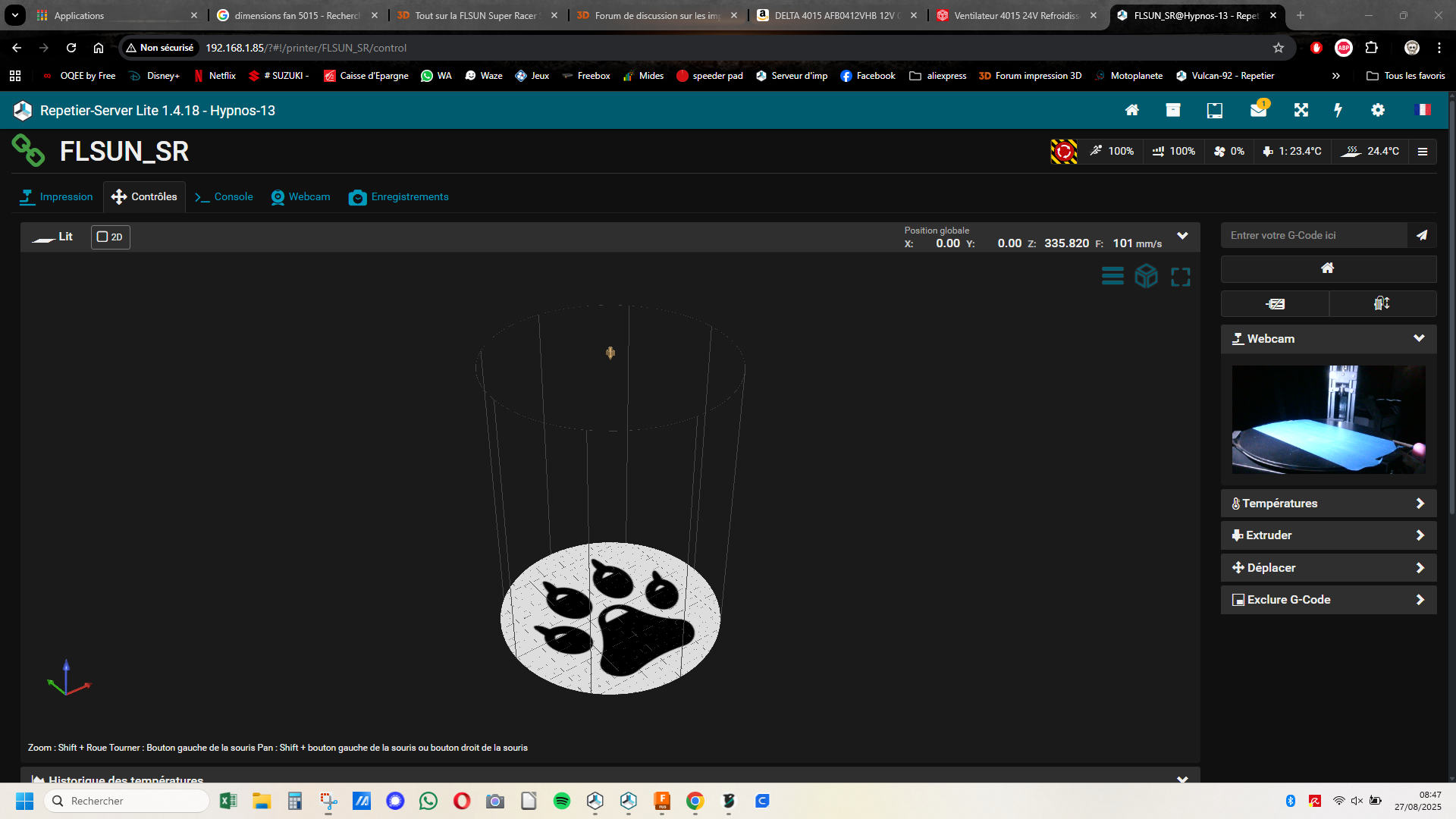
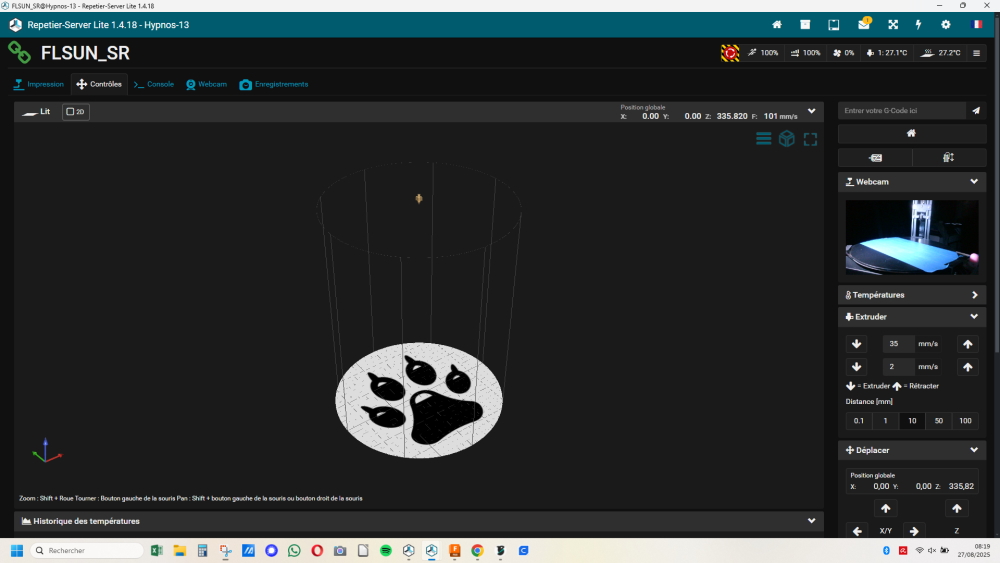
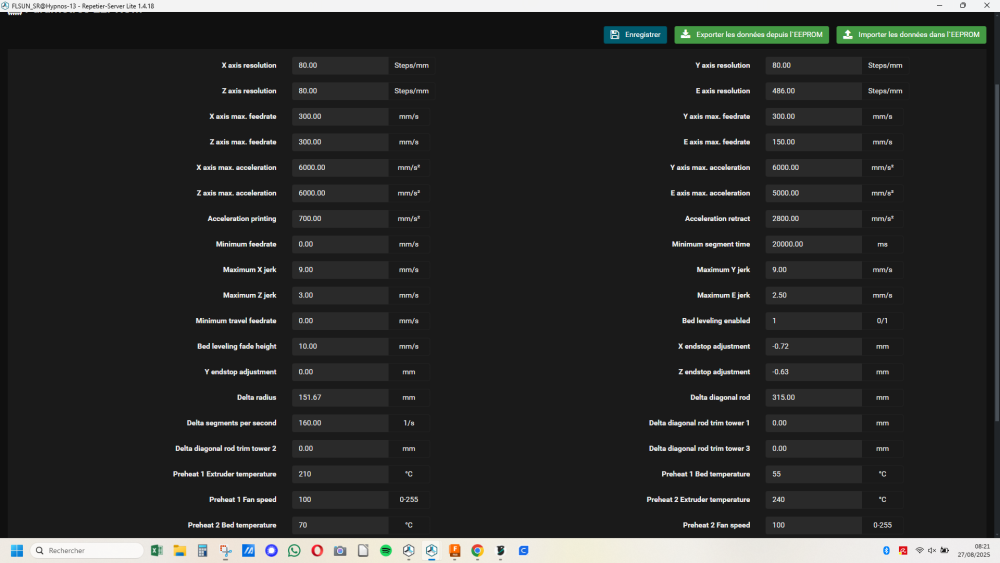
je suis retourné sous Marlin, klipper ne m'a pas convaincu ( solution de facilité aussi j'ai un peu la flemme de replonger dans comment ça marche ) . avec Repetier et marlin je peux imprimer directement depuis l'imprimante, clé usb , écran en cas de problème, imprimer depuis l'ordi avec l'imprimante à coté de moi ( repetier host relié à repetier server ou directement une interface repetier server depuis mon navigateur ou repetier monitor pour ne pas lancer de navigateur ) , ou repetier server sur raspberry avec l'imprimante dans le garage (ma solution actuelle ) , modifier certaines valeurs de l'Eprom directement (voir photo) voir mes trois imprimantes 1 SR et 2 ù delta rework c'est bien intégré à Orca (plus capricieux et avec beaucoup moins d'option sous Cura). Repetier server lite m'a couté le prix de 2 bobine de PLA (30 € de mémoire)seuls restriction ne jamais faire une commande depuis l'écran de la SR quand on est sous Repetier ça plante tout ( baby step ventil, avance, débit tout est prévu dans l'interface (il suffirait que j'achète un écran tactile pour le raspberry et j'aurais une interface graphique à coté de l'imprimante c'est prévu dans repetier server) et aussi repasser sous Octoprint en changeant la SD du raspberry . je garde le speeder pad des fois que !! (on est pas à l'abri d'une mise à jour foireuse) ou que le fiston veuille essayer sur sa Ender 3 j'ai tenté les benchys orientés ils ont tous la petite marque très très atténué mais pas aussi bien que celui d'avant (seul et à 45°)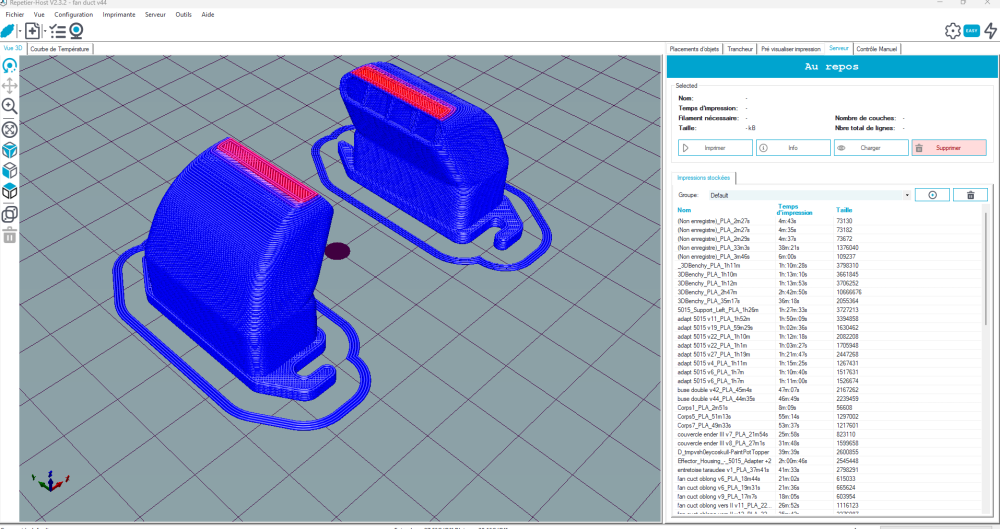

-
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
non c'est vrai il faudrait que je fasse 3 essais, ouest, sud ouest et sud , je vais attendre mes nouveaux 5015. dans Repetier server je peux changer le débit et la vitesse et la ventil en cours de print donc si il y a besoin !!! depuis l'écran d'origine aussi, seulement en cas d'impression depuis la clé USB . si je suis sous Repetier server ou Repetier Host pas touche à l'écran ça fout la gerbe. dans Cura je n'ai pas cette ligne dans REPETIER HOST avec le moteur Cura non plus seulement dans Orca Slicer je vais la commenter ça mange pas de pain -
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Gagner, plus une rotation à 45° du Benchy d'origine Orca . et en sachant que mes 5015 sont bas de gamme et s'arrêtent à 4000 tr/mn ald de 6000 ceux dans la vidéo de JSTech / Guilouz A quoi sert cette ligne dans le start G code : "M221 S{if layer_height<0.075}100{else}95{endif}"

-
Tout sur la FLSUN Super Racer SR
robert95770 en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Il était temps , la buse a 2000 heures de PLA, elle a perdu au moins 0,2 mm en hauteur
-
il recycle !! volume ~500 x H 550 (480) visible sur "https://eu.store.flsun3d.com/fr/products/flsun-v400-max-3d-printer-custom-built-edition"

-
- 1
-

-
je sèche et je ne te suis pas d'une grande aide désolé . OUI les 3 piliers ont peut les appeler comme on veut Alpha bêta gamma, 1 2 3 ; X Y Z et les brancher dans n'importe quel ordre à la condition que le endsstop X arrête bien le moteur X c'est le trio endstop, stepper, câble par contre je comprends pas ça fonctionne alors que, par exemple , endstop X - moteur X et câble Y et par conséquence endstop Y - moteur Y et câble X, les infos que reçoit la CM sur le Home sont faussées si tu lances une impression ça va merder si tu change le câble du stepper tu dois faire suivre le câble du endstop non ?