M3D
-
Compteur de contenus
146 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par M3D
-
freecad Problème de Congés avec FreeCAD
M3D en réponse au topic de jcjames_13009 dans Dessiner / modéliser en 3D
N'hésite pas à poser la question ici. On peut parfois apporter une voie différente. Et si personne ne peut trouver ici, il y a aussi quelques pointures toujours à l'affut d'un défi sur le forum FreeCAD (section en français) -
Anycubic ABS-Like V3.0 HD
M3D en réponse au topic de Desp27 dans Consommables (filaments, résines...)
Oui, mais même les résine "à l'eau" sentent. Perso, je n'en faisais que en été pour pouvoir laisser la fenêtre grande ouverte (il faut 25° et je n'ai pas de système de chauffage de cuve) et je ne restais pas dans la pièce (une simple webcam à côté juste pour voir si tout n'est pas planté) De plus, ce n'est pas parce qu'un produit ne sent rien qu'il n'est pas toxique et inversement (les délicieux fromages vendus avec double emballage sous vide pour que les touristes les ramènent) -
freecad Problème de Congés avec FreeCAD
M3D en réponse au topic de jcjames_13009 dans Dessiner / modéliser en 3D
Tu as bien fait de poser la question, car quelquefois ce qui peut ressembler à un bug dans un logiciel est dû à la façon dont le logiciel essaye de résoudre la transformation ou l'assemblage des éléments. Il faut donc parfois essayer une approche différente (vive les forums) et essayer de faire le moins de pièces possibles. Tu verra aussi à l'usage que parfois quand on redimensionne des pièces ayant des congés, il vaut mieux supprimer ces congés avant de redimensionner ou bouger les éléments et refaire les congés en dernier (sinon, ça fait des choses bizarres ou ça mouline longtemps) D'ailleurs quand il semble planté, ne pas quitter tout de suite, mais faire une pause café car il peut prendre quelques minutes. -
freecad Problème de Congés avec FreeCAD
M3D en réponse au topic de jcjames_13009 dans Dessiner / modéliser en 3D
C'est parce que ta partie cylindrique est composée de 3 éléments. Le congé ne s'accroche pas à la bonne arrête. Voilà ce que ça donne si le cylindre est composé d'un seule pièce. Pour faire cela, Un cylindre Un deuxième plan collé sur la tranche Déplacement du plan sur l'axe du cylindre Protrusion symétrique pour l'épaisseur du manche Sélection de l’arrête pour le congé (soudure?) Tu peux aussi sélectionner toute une surface (comme a fait Hyoti), ce qui fait un congé tout autour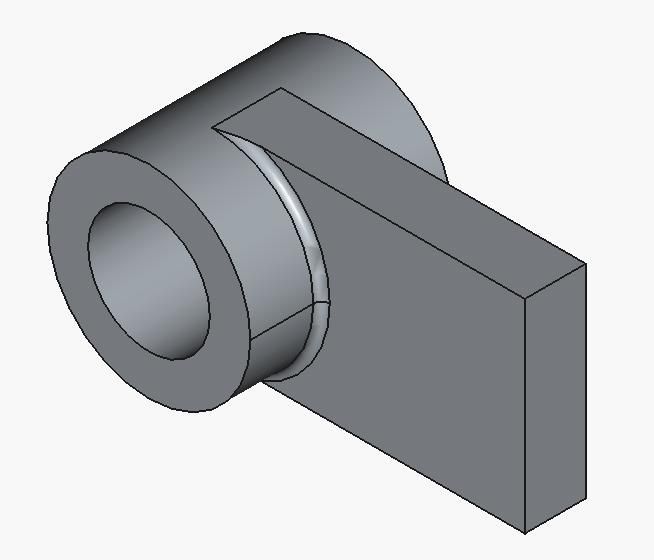
-
difficile de choisir son imprimante
M3D en réponse au topic de papagalak dans Bien choisir son imprimante 3D
Une webcam externe permet de aussi visualiser toute la machine avec ses accessoires (ex: AMS) et pas juste le plateau. Une webcam USB à 20€ a souvent une résolution supérieure à celle installée en interne. -
Personne n'a cité ce topic ? Les détergents résine 3D, qu'en pensez-vous?
-
Poids net de l'imprimante: 30 kgs + les bobines + les vibrations du tout etc, donc les penderies et même les commodes, j'éviterai. Autre idées: Les meubles de cuisines (ikea). Les installateurs indépendants les rendent plus rigides en les collant en plus du système d'assemblage. Si le meuble n'est pas dans une pièce décorée, je ferais cela en cornières boulonnées + panneaux bois ou plexi ou en tubes carrés soudés à l'arc.
-
[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
M3D en réponse au topic de Motard Geek dans Bambu Lab
(À supprimer) -
Ajouter un chauffage à son imprimante résine, et au final peut-être aussi au FDM…
M3D en réponse au topic de Desp27 dans Discussions sur les imprimantes 3D
Voir aussi les systèmes de chauffage pour terrarium et aquarium (sous forme de câble chauffant). Certains ont le thermostat inclus. -
Conseil achat première imprimante 3D – Bambu Lab P1S ou alternatives ?
M3D en réponse au topic de sasa dans Bien choisir son imprimante 3D
Autre possibilité pour suivre l'impression à distance (mais sans pouvoir intervenir), une simple webcam et une application ayant un serveur web intégré. Exemple Contacam de Contaware: Cette petite application pilote toute webcam déjà reconnue par le système et utilise même la détection de mouvement. Grace à son serveur web intégré, on peut suivre depuis n'importe quelle périphérique ayant un navigateur. Si on ne veut pas laisser une machine allumée, on peut utiliser un minipc. Pour ceux qui ne connaissent pas, un minipc c'est essentiellement un portable (d'entrée de gamme) sans écran, ni batterie ni clavier, d'où son prix faible. C'est tout petit, silencieux, ça ne consomme que 5W et c'est fourni avec licence Windows 11 Pro (Windows 11 Pro est équipé d'office avec le remote access (bureau à distance)). Très commode pour faire des petits serveurs ou des NAS. -
[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
M3D en réponse au topic de Motard Geek dans Bambu Lab
Ça marche avec un simple smartphone ayant un lecteur NFC (presque tous) et une application (ex: NFC Tools par Wakdev) Lu avec succès une bobine de BambooLab -
Help... Est-ce que les imprimantes sont très bien emballées?
M3D en réponse au topic de Desp27 dans Discussions sur les imprimantes 3D
... et ajouter 35 à 150€ d'amende aux frais de livraisons (Article R416-1 - Code de la route: Hors agglomération, l'usage des avertisseurs sonores n'est autorisé que pour donner les avertissements nécessaires aux autres usagers de la route. En agglomération, l'usage de l'avertisseur sonore n'est autorisé qu'en cas de danger immédiat.) -
Alternative facile si la figurine est légère: le "plateau tournant solaire" ~5€ Bon, ils ne tourneront pas tous ensemble à la même vitesse (mais c'est peut-être plus joli), mais ils n'utilisent que leur propre courant généré et ils se mettent en marche et s'arrêtent tout seul. (j'en ai eut un dans un séchoir à UV pour figurines résine) Pour la ventilation, effectivement, le clapet qui se rabat tout seul dès qu'il n'y a plus de ventilation est ce qui est le plus simple.
-
Ecran externe HMDI non reconnu après redémarrage
M3D en réponse au topic de electroremy dans Entraide : Questions/Réponses sur l'impression 3D
Côté écran / TV la source est-elle bien sur HDMI (numéro), pour les écrans multi ? -
superposer 2 objets dans Bambu Studio
M3D en réponse au topic de xavax dans Paramétrer et contrôler son imprimante 3D
https://www.youtube.com/watch?v=OVvoLFUdjdY -
Le clac signifie le plus souvent que le matériaux ne fond pas aussi vite que l'avance. Souvent monter simplement la température de la buse de 5° suffit. Buse: BBL d'origine. Perso comme je fais surtout des pièces (ex: crochets) n'ayant pas besoin de précision, je met une 0.6 (gain vitesse impression 30% par rapport à la 0.4)
-
difficile de choisir son imprimante
M3D en réponse au topic de papagalak dans Bien choisir son imprimante 3D
Je n'ai pas d'AMS, mais les bobines BBL ont la puce (2 en fait) à l'intérieur, près du moyeu, donc le lecteur RFID est sans doute plus au centre. Il est possible que des bobines d'une autre marque avec RFID ne soient pas lues, car trop loin (i.e: la bobine Creality au dessus, qui a sa puce au milieu). (Les émetteurs RFID standard ont un champ de détection d'environ 2cm) De plus plus, je ne sais pas si l'info encodée sur les puces RFID est la même. -
meilleur site vendeur de lambu a1
M3D en réponse au topic de Didier37 dans Discussions sur les imprimantes 3D
Oui, la mienne achetée en mai 2025 directement chez BBL (donc Allemagne pour l'europe) avait déjà le câble renforcé. C'est normal, les importateurs ont plus de débit que les revendeurs locaux, donc comme pour tout on a plus de chance d'avoir une machine produite récemment. @Didier37, prend en même temps une ou deux buses de rechange (j'ai pris en plus d'une deuxième 0.4, une 0.6 c'est bien pour faire des pièces rapides quand on n'a pas besoin de précision horizontale fine (gain temps impression 30%)). En achetant tout en même temps, on n'a qu'un seul frais de port, voir pas du tout. (imprimante et consommables arrivent en deux temps (et même deux transporteurs différents)) -
Bravo. Rapide, vite assimilé FreeCAD (tu connais donc déjà aussi le dessin technique). Je mettrais quand même plusieurs ergots, car c'est ce qui va s'user le plus vite. Le cartouche
-
Tu as 130 € HT de produit (le site indique: Price excludes VAT) (VAT = TVA) + 15 à 20 livres HT (à convertir) de frais de port = donc déjà environ 30 € de TVA à payer à l'arrivé puisque le site ne l'encaisse pas lui-même. + frais de dossier (présentation en douane etc) qui donc s"élève ici à moins de 20€ (ce qui est déjà cher, mais hélas courant) (La TVA est a payer sur le tout: Produit + transport + taxes douane)
-
(Un peu hors sujet. Un modo peut supprimer si besoin...) Perso, ce genre de meuble utilitaire (si pas besoin d'accès des 4 côtés), je les fais maintenant en contreplaqué de 15 mm (~20€/m2) collé/cloué (se démonte facilement si ensuite on veut en faire autre chose) Une boite sans fond avec juste une latte (10 cm) d'un côté ouvert en haut ou en bas (pour le contreventement) 4 grosses roulettes avec frein. PS. J'ai aussi arrêté d'utiliser le bois aggloméré: lourd, bien moins solide, champs inutilisables (vis), nécessite un apprêt avant peinture et pas tellement moins cher (sauf l'agglo pour coffrage).
-
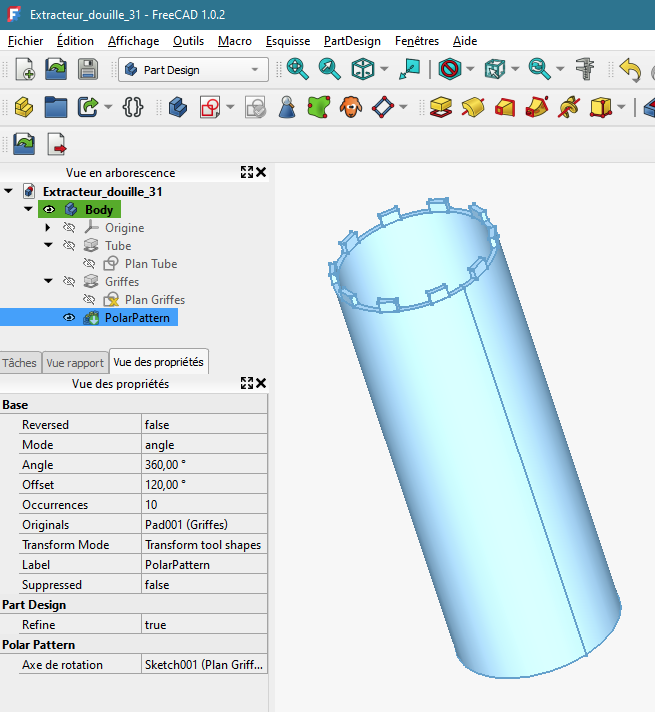
Voila une base d'études: version à 10 griffes que tu peux modifier dans FreeCAD Tube étant le manche. Modifier le diamètre dans Plan et hauteur dans Tube Griffes étant les dents: Modifier la taille (horizontale) dans Plan Griffes et hauteur dans Griffes Modifier le nombre de griffes dans PolarPattern (occurences) Le fichier FreeCAD (faire d'abord une partie griffe pour tester) Extracteur_douille_31.zip Principe de construction dans FreeCAD (mais comme partout) Part Design Sketch Deux cercles concentriques (ici 45 + moins pour l'intérieur) Protusion (120 mm) Sélection de la face supérieure Sketch Géometrie externe (pour accrocher à l'autre plan existant) Dessin d'une griffe Protusion Répétition linéaire circulaire (merci RFN_31 )
-
D'après ce que je comprend, la première photo est la bague qui tient d'habitude l’abat-jour ? et l'abat-jour est ici le tube de la deuxième photo ? donc la difficulté est de dévisser cette bague au fond du tube de 100 mm de long de 45 de diamètre ? Si oui, tu n'es pas obligé de faire une contre-bague complète: 3 griffes en triangle au bout d'un manche suffiront à saisir et faire tourner la bague. Si pas suffisant avec 3, alors dans FreeCAD, tu fais un cercle et par dessus une réplétion circulaire d'un ergo.
-
Si tu as déjà réalisé des objets avec Fusion, alors tu dois connaitre les principes de conception, donc va directement à FreeCAD (Prends la 1.0 qui est bien mieux que les anciennes versions 0.x qui ont laissé parfois de mauvais souvenirs au débutants (plantages dès que ça se compliquait un peu trop)) Quelques excellents sites: https://www.youtube.com/@cadgab https://www.youtube.com/@jpwillm5252/videos
-
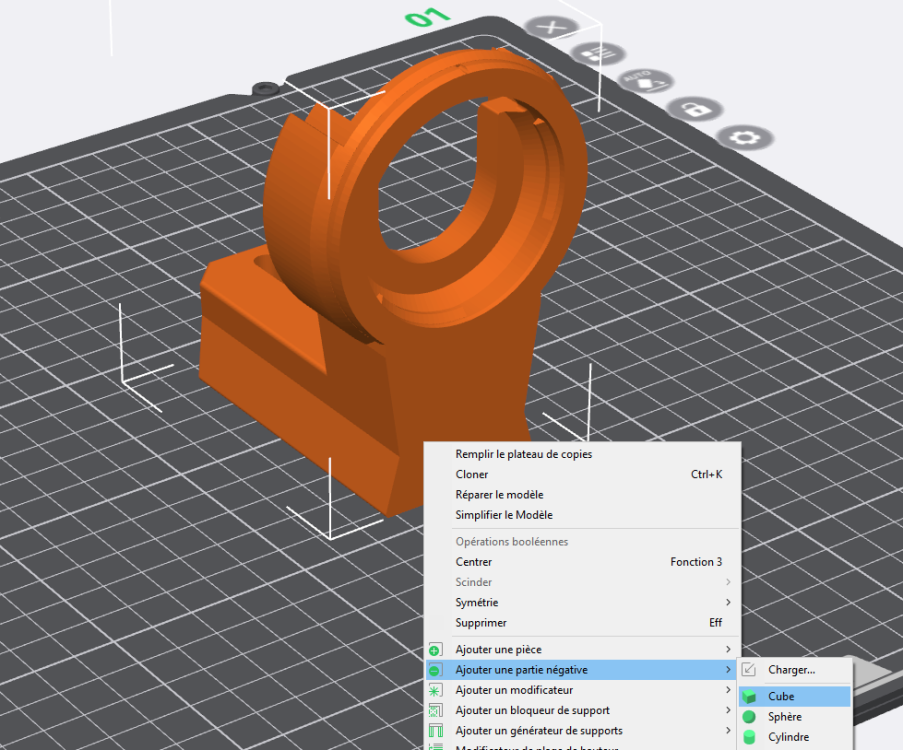
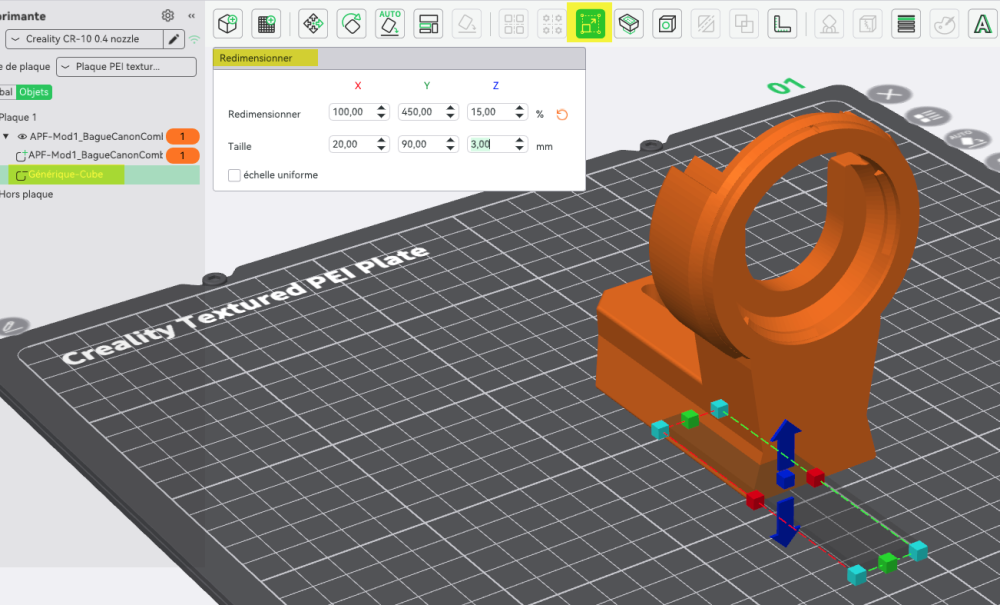
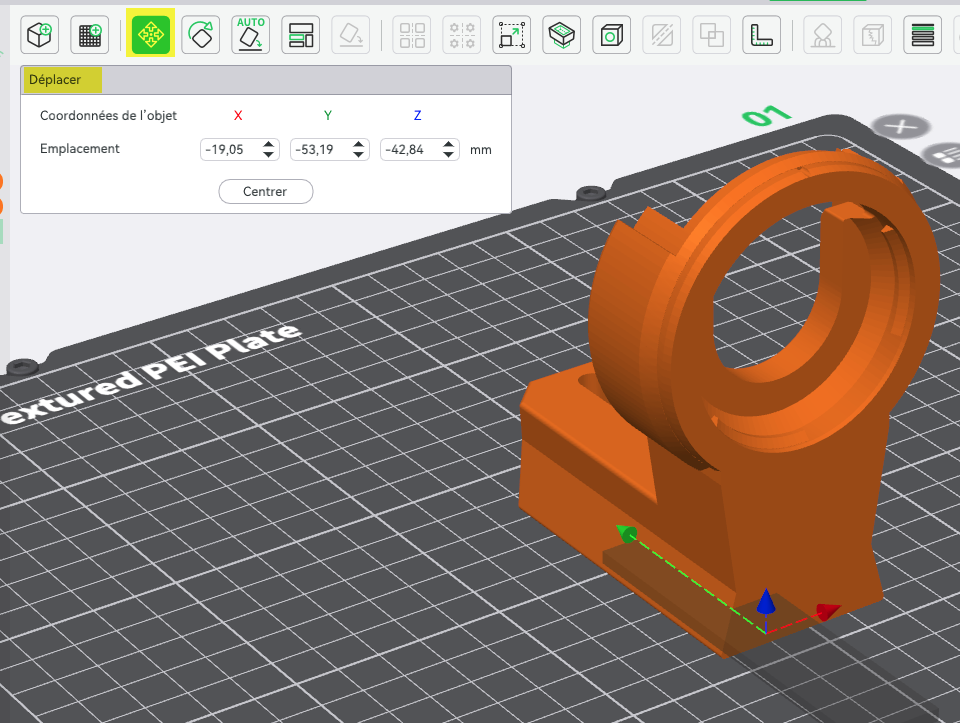
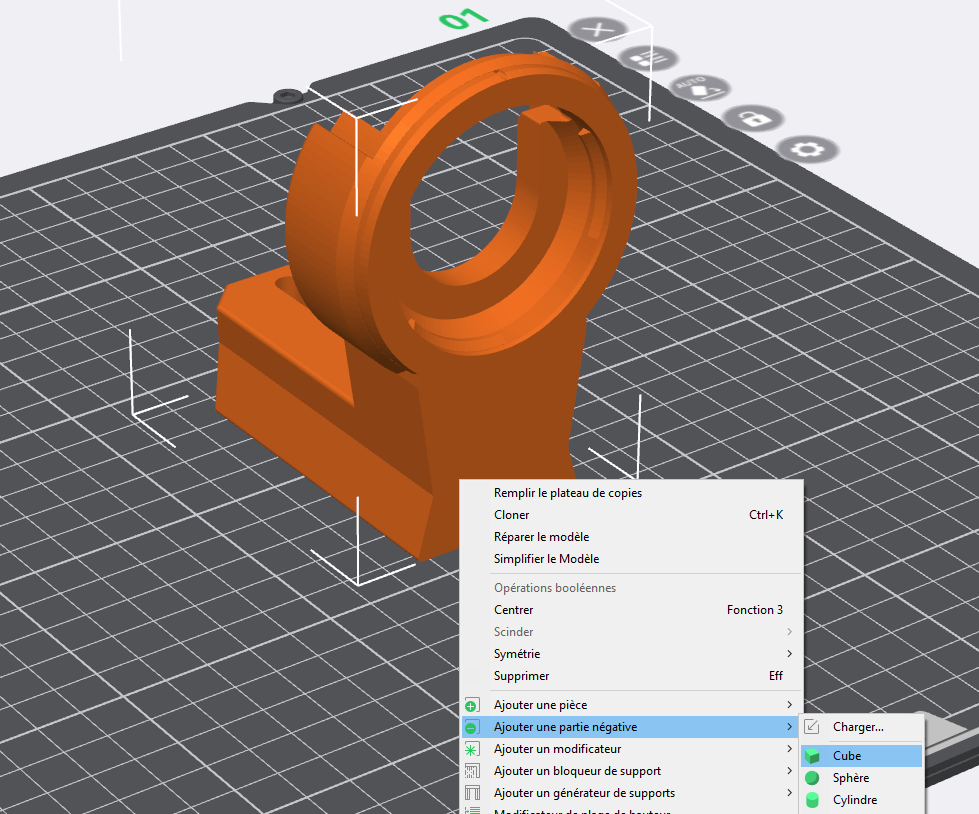
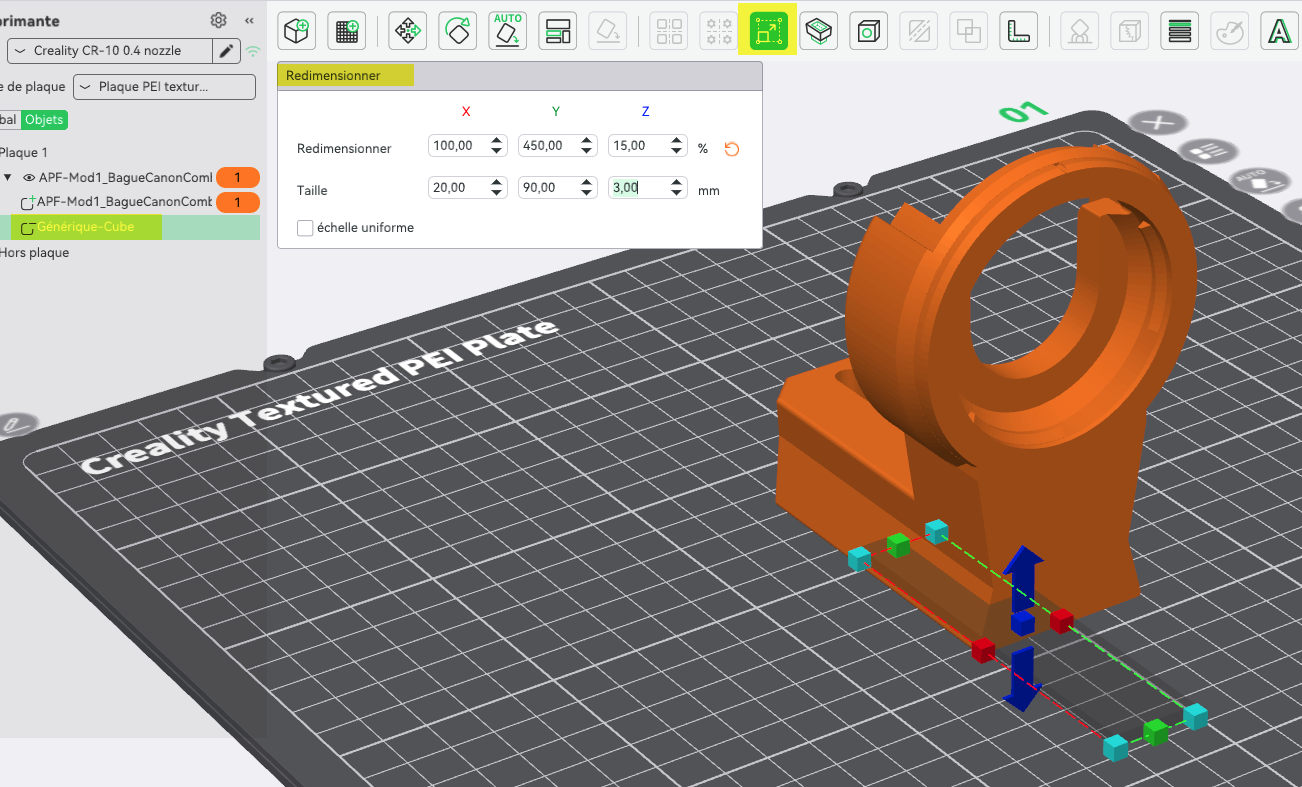
Utilise Creality Print c'est bien plus simple et rapide. Tu peux facilement creuser un STL pour ensuite y incorporer ta pièce métal. Sélectionner le STL, puis clic droit "Ajouter une partie négative" / "cube" Cliquer droit sur la nouvelle pièce (cube) et redimensionner (à la taille de la pièce métal +0.5 mm) Déplacer cette pièce Exemple (dimensions au hasard) Pas besoin de passer par opérations Booléennes, la pièce négative est automatiquement déduite.