zyban
-
Compteur de contenus
296 -
Inscrit(e) le
-
Dernière visite
Récompenses de zyban
")





Favoris
-
error mintemp
Chauffe de la buse problématiquesalut
pour ton infos j'espère que sa tira
M104 - Définir la température d'Hotend
thermique Définissez une nouvelle température cible à chaud.Définissez une nouvelle température cible à chaud et continuez sans attendre. Le micrologiciel continuera à essayer d'atteindre et de maintenir la température en arrière-plan.
Utilisez
M109pour attendre que l'extrémité chaude atteigne la température cible.Usage
M104 [B<temp>] [F<flag>] [S<temp>]Argument La description [B<temp>]AUTOTEMP: La température automatique maximale.[F<flag>]AUTOTEMP: drapeau Autotemp. Omettre de désactiver autotemp.[S<temp>]Température cible
AUTOTEMP: la min auto-température.Remarques
-
Avec
PRINTJOB_TIMER_AUTOSTARTcette commande arrête le temporisateur du travail d'impression si la température est inférieure ouEXTRUDE_MINTEMPmoitié deEXTRUDE_MINTEMP.
Exemples
Température cible définie simple
M104 S180AUTOTEMP: Définir la plage autotempM104 F S180 B190AUTOTEMP: Désactiver autotempM104
-
Avec
-
Marlin
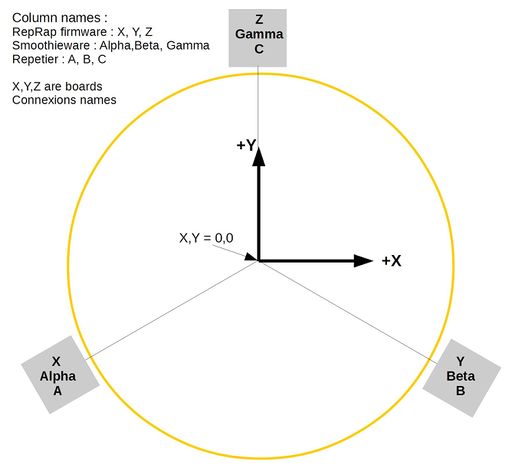
marlinDonc ton capacitif est a droite de la buse, sur le meme axe X , quand tu es face a l'imprimante.
Donc si j'ai bien compris

Ca defini ton plateau ou ta taille maximal d'impression. on touche pas.
#define X_BED_SIZE 200 #define Y_BED_SIZE 200La on défini les limites de déplacement sur les axes, physiquement ou la tête doit s'arretter avant de toucher la structure. Sur ma pro B je peux monter "#define X_MAX_POS" a 205.
#define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 180En ce qui concerne le Y, tu n'a aucune limite puisque tu as un "Y_PROBE_OFFSET_FROM_EXTRUDER" a 0. Tu peux donc definir tes "FRONT_PROBE_BED_POSITION" et "BACK_PROBE_BED_POSITION" entre 0 et 200 (Y_MIN_POS et Y_MAX_POS) a condition que "FRONT" soit inférieur a "BACK". 30 et 170 me paraissent cohérent.
En X tu as un offset positif de 31, donc ton "LEFT_PROBE_BED_POSITION" doit etre supérieur a 31
#define LEFT_PROBE_BED_POSITION 35 #define RIGHT_PROBE_BED_POSITION 165 #define FRONT_PROBE_BED_POSITION 30 #define BACK_PROBE_BED_POSITION 170Verifis également que cela soit commenter
//#define BED_CENTER_AT_0_0 //#define MANUAL_X_HOME_POS -13 //#define MANUAL_Y_HOME_POS 0 //#define MANUAL_Z_HOME_POSSi ca ne passe pas, pour moi le pb est ailleurs. Je me trompe peut etre aussi
 . Si ca ne marche pas, mets a disposition ton configuration.h et les erreur de compilation.
. Si ca ne marche pas, mets a disposition ton configuration.h et les erreur de compilation.
A compiler avec une version supérieure ou égale a 1.6.7 au fait
-
Laser
Cr-10 avec un laser à diode chinoisBonjour,
Alors voilà quelque temps que j’ai fait l’acquisition d’un laser 5,5w pour ma CR-10 sans même savoir si je pouvais le connecter.
Après divers tests et recherches j’ai fini par me lancer.
Le laser à un driver monté sur un radiateur, il y a les entrées sorties suivantes :
Fan : pour un ventilateur qui n’est pas optionnel suite au petit test que j’ai fait
Laser : pour alimenter le laser
Fan laser : pour refroidir le module laser
LD : pour activer le laser
TTL : pour commander l’activation du laser depuis la CR-10
DC12V : pour alimenter le driver et le laserPour allumer le laser il faut envoyer un signal de 5V sur la prise TTL malheureusement si la carte de la CR-10 à bien une sortie que certains définissent comme prise laser, elle est en 12V et envoie un signal PWM 12V identique à celui du ventilateur de refroidissement.

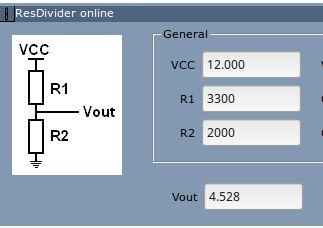
Aprés quelques recherches j’ai décidé que le plus simple est d’utiliser un pont diviseur de tension fait avec 2 resistances R1 = 3,3kohm et R2 2Kohm ce qui nous donne une tension de 4,5v c’est largement suffisant pour activer le TTL.
Une fois connecté vous pouvez faire varier la puissance en modifiant la vitesse du ventilateur de refroidissement de 0 à 255 ce qui est très pratique pour faire la mise au point.
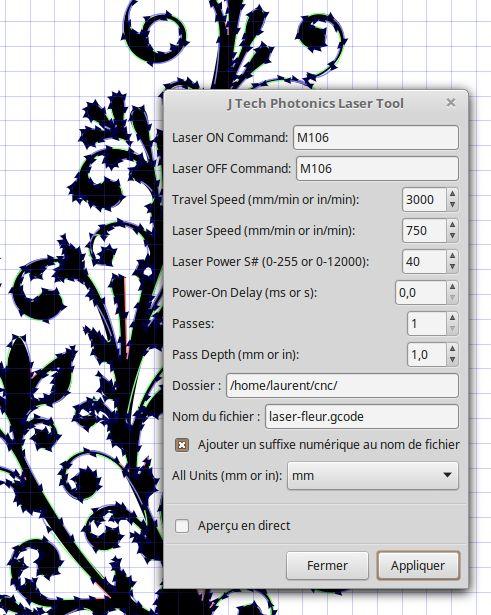
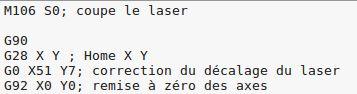
Dans le Gcode il faut utiliser les commandes M106 suivie du paramètre S0 pour arrêter et S255 pour le mettre à fond.J’utilise Inkscape et l’extension J tech photonics laser tool que j’ai légèrement modifié pour faire un home X Y et une modification des coordonnées de départ à cause du décalage du laser.
-
marlin
marlinL'EEPROM est une mémoire persistante ou Marlin va stocker certaines informations. Après un téléversement, si tout est en dur,tu peux initialiser l'EEPROM et restaurer config comme @Yo' le disait puisque l'EEPROM est prioritaire aux veleurs de Marlin.
L'offset en Z est la seule chose qui ne soit pas en dur dans Marlin pour ma part. Puisque je dois démonter mon capteur en premier des que je veux faire une bricole sur ma tete (ce qui arrive souvent pour certains :D). C'est pour ca que je trouvai intéressant que tu ais mis le capteur derrière le chariot.
J'utilise cette procédure pour recalibrer pile-poil après chaque remontage
############################################## PROCEDURE REGLAGE Z_PROBE_OFFSET_FROM_EXTRUDER ############################################## G28 // pour faire un auto home M851 Z0 // Reset ZOffset G1 F3000 X100 Y100 Z0 // pour ammener l'axe Z au point 0. la ou la buse doit toucher le plateau M211 S0 // desactive protection valeur negative Z via pronterface on affine la hauteur de la buse avec une feuille Quand c'est bon la valeur Z du LCD est egal a notre offset en Z (ex : -2.3) M851 Z-2.3 // on defini l'offset ou "#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3" dans marlin M211 S1 // active protection valeur negative Z M500 // enregistre dans l'eepromEdit: certains Gcode ne sont plus valides depuis les dernieres version de Marlin. Ca doit surement etre le cas du M212. M851 marche au poil
")
-
fusible
Changement des fusibles GT2560 rev AHello,
Pour les fusibles tu parle bien de ceux là ?

Si c'est bien ça d'après les test que j'ai fait plus haut celui de 10A (en bas) est mort, l'autre à l'air de fonctionner parfaitement. J'aimerais le remplacer par un de ce type : http://www.conrad.fr/ce/fr/product/529869/Fusible-CMS-ESKA-220043-rapide-F-CMS-2410-10-A-125-V-1-pcs?ref=searchDetail mais je suis pas certains de la compatibilité.
-
montage
Premières impressions 3 couleurs avec Geeetech Rostock 301 modifiéVidéos des premières impressions couleur avec une Geeetech Rostock 301 qui ne fonctionne telle que vendue et qui requière plusieurs modifications importantes pour fonctionner un minimum.
1) Remplacement des pinces des extrudeurs d'origines par des pinces en métal avec engrenage à plus grosses dents et ajustables en pression.
2) Remplacement du haut de la tête d'impression par un ventilateur de plus grande capacité et ajout d'une gaine d'aération pour bien canaliser les flux d'airs.
3) Ajout de plusieurs couches de papier d'aluminium pour couper le flux d'airs frais vers la tête diamant et empêcher la chaleur de la tête diamant de monter vers ses connecteurs de filament et radiateur de refroidissement.
Quelques autres petites améliorations mineures.
Le tout en trois épisodes.
1) https://youtu.be/hZbAZrAwLeM
2) https://youtu.be/4Wuj3Z8wiD0
3) https://youtu.be/SngWG8ErMPsUtilisez les forums suivants pour communiquer avec moi !
Voici des liens vers ce qui vous sera utile pour faire de même (dessins 3D, historique, références, etc.) :
https://www.thingiverse.com/thing:2464177
http://forums.reprap.org/read.php?110,730052
http://forums.reprap.org/read.php?178,781375
http://forums.reprap.org/read.php?110,786337
http://www.geeetech.com/forum/viewtopic.php?f=22&t=18495
http://www.geeetech.com/forum/viewtopic.php?f=27&t=18578
Autres options, modification, améliorations :
https://www.youtube.com/watch?v=CtxfTbWfCJw
https://www.youtube.com/watch?v=82ysrl2D9G8
Si vous appréciez mes dessins techniques et en profitez, alors si vous avez les moyens de faire un don, je n'exige rien, mais je ne refuserai rien ! Voici ou me faire un don avec PayPal :
Un grand merci !
L'ami René
-
texture-sphère
incruster par modélisation un motif sur une sphèreSalut,
ce problème de miroir, ça me gênais aussi.
En fait il faut passer en mode édition, puis dans les onglet à gauche, prendre "SHADING /UVs", choisir "UNWRAP", sélectionner "SPHERE PROJECTION" et enfin choisir les options "VIEW ON EQUATOR" et "POLAR ZX"
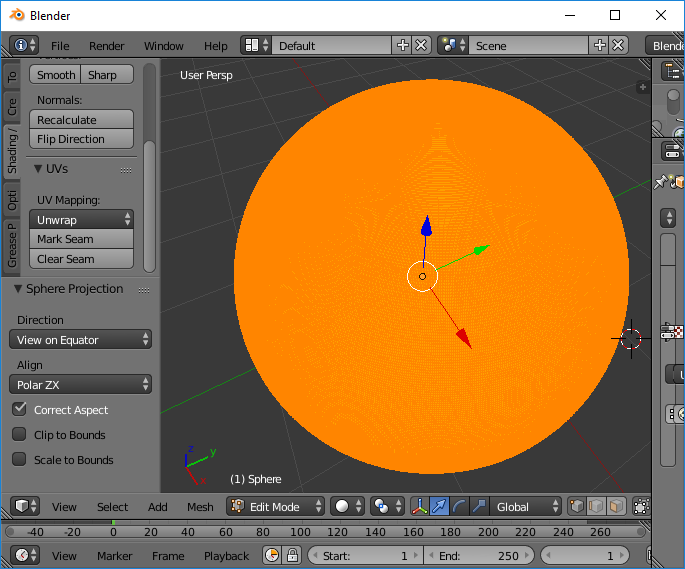
et en repassant en OBJECT MODE
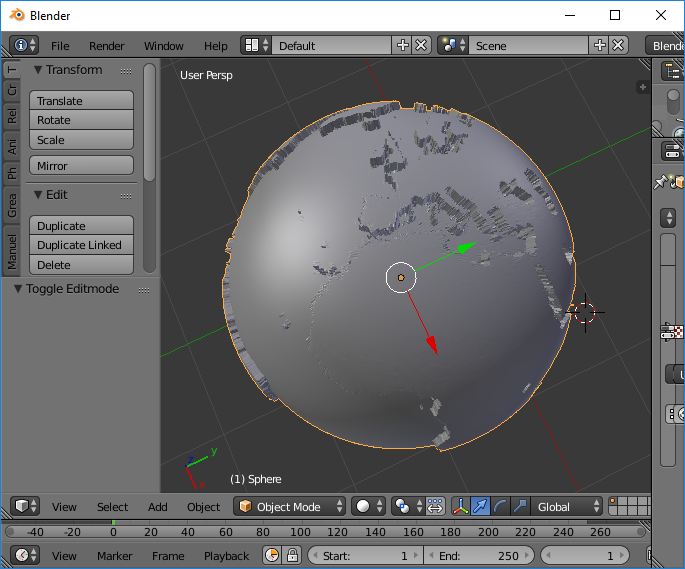
J'avais trouvé la réponse ici: http://www.instructables.com/id/Simplified-Bi-colour-Tactile-Earth-Globe-for-Visua/
-
PEHD recyclé
Découvrez le PEHDBonjour à tous,
Moi c'est Clément, co-fondateur de 3D Modular Systems. Je souhaiterais vous faire participer à un projet éco-citoyen.
Certains d'entre vous connaissent déjà bien le projet ECOset 2.0, il s'agit d'un extrudeur de Filament 3D pour produire du fil PEHD.
PEHD signifie Polyéthylène Haute Densité (HDPE en anglais), on le trouve assez facilement dans notre quotidien, la plupart des bouchons de bouteilles et certaines bouteilles de lait sont en PEHD (indice plastique n°2).Nous travaillons sur ECOset depuis 2014, la machine est donc désormais aboutie et déjà commercialisée.
Mais imprimer en PEHD n'est pas une mince affaire, ce plastique n'était pas destiné à cet usage de prime abord.
Nous avons établi différents paramètres qui permettent de l'imprimer dans de bonnes conditions.
Nous aimerions faire appel à votre expertise de maker et de printer pour nous aider à conduire des tests d'impression de cette matière.
Dans cette optique ECOset s'associe avec 3D Modular Systems (revendeur officiel ECOset) et Arianeplast.
Pour participer il suffit de vous inscrire sur le formulaire qui nous permettra de faire une sélection de personnes motivés qui connaissent bien leur machine. https://goo.gl/forms/7D7NLvWXoCz2Hz8W2Personnes auxquels nous enverront un plateau spécifique pour l'impression du PEHD, un échantillon de filament (1.75mm ou 2.85mm) ainsi que les paramètres d'impression.
Ce filament de test est produit de manière industrielle par Arianeplast, ceci afin de nous permettre d'avoir suffisement de quantité pour effectuer des tests à grande échelle.
Pour ceux qui voudraient absolument tester du PEHD recyclé par ECOset il suffira de nous le signaler.L'intérêt de tout cela est de devenir eco-citoyen et acteur du recyclage au niveau local.
Le PEHD en tant que matière possède plusieurs intérêts, il est alimentaire, solide, légèrement déformable, résiste au soleil et intempéries et j'en passe.
Mais il est également recyclable ! Une fois la pièce imprimée vous pouvez la broyer et passer les copeaux dans ECOset, pratique :-)Pour ceux tenté par l'aventure PEHD on vous demandera d'imprimer plutôt des pièces utiles et/ou techniques que des figurines afin d'exploiter les spécificités de cette matière.
En attendant je reste à votre disposition pour toute question relative au PEHD :-)Et au plaisir de vous croiser sur un Maker Faire :-)
-
auto level capteur capacitif
auto level capteur capacitifG28 // pour faire un auto home M851 Z0 // Reset Z0Offset G1 F3000 X100 Y100 Z0 // pour ammener l'axe Z au point 0. la ou la buse doit toucher le plateau M211 S0 // desactive protection valeur negative Z via pronterface on affine la hauteur de la buse avec une feuille Quand c'est bon la valeur Z du LCD est egal a notre offset en Z (ex : -2.3) M851 Z-2.3 // on defini l'offset ou "#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3" dans marlin M211 S1 // active protection valeur negative Z M500 // enregistre dans l'eepromFaut utiliser pronterface, a ma connaissance c'est le seul a aller sous le 0 malgres la desactivation de la secu
-
mécanique
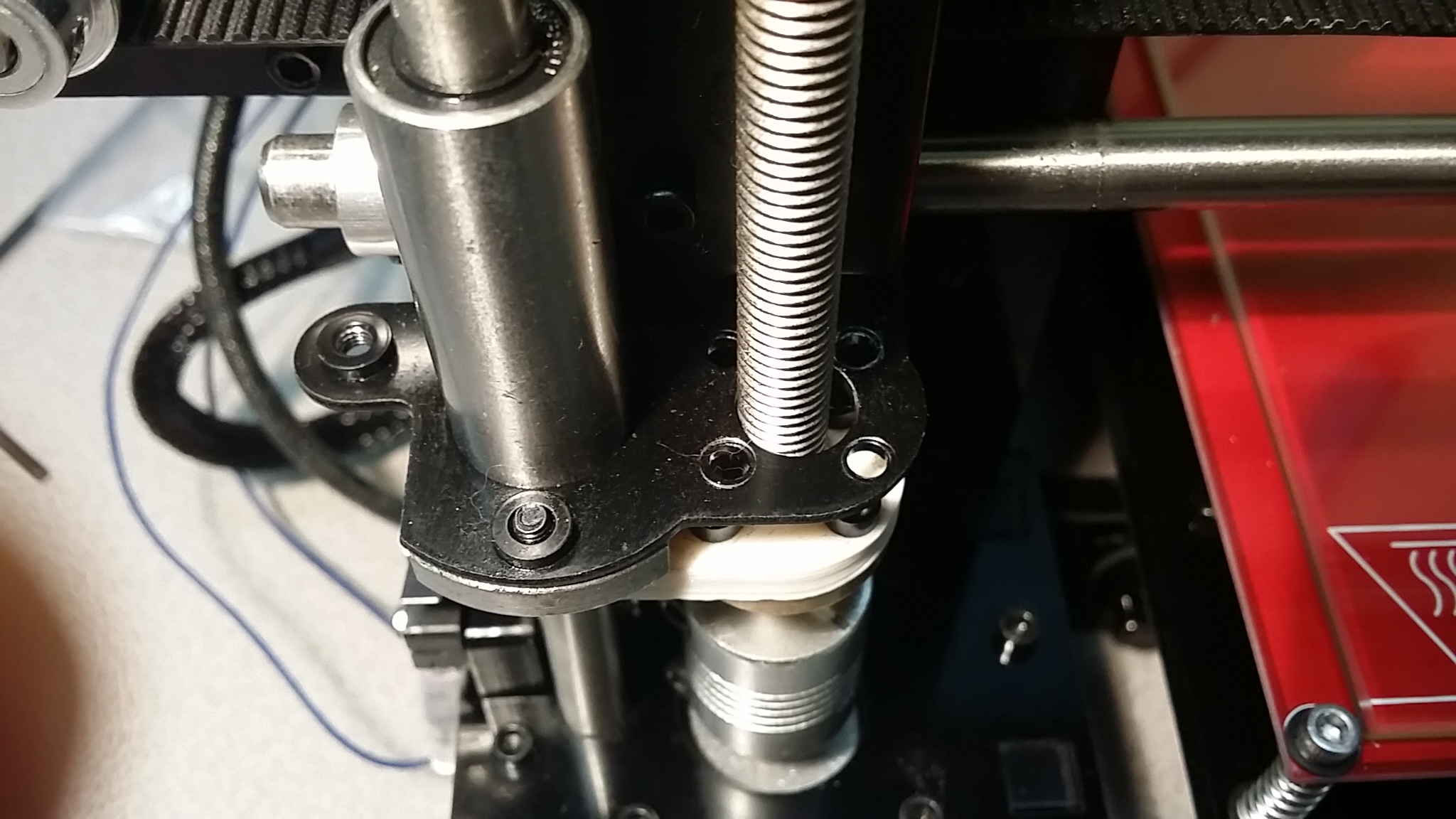
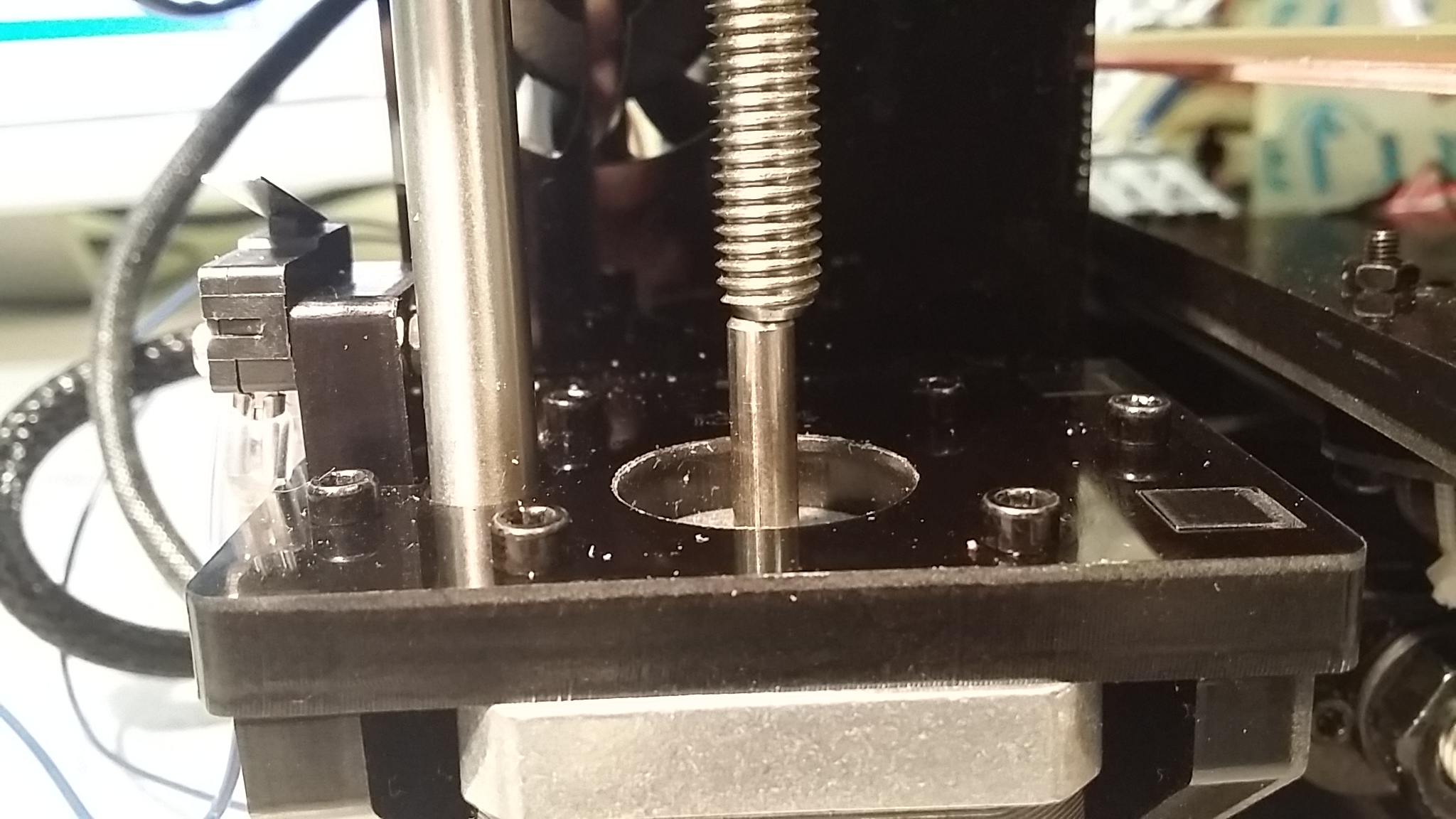
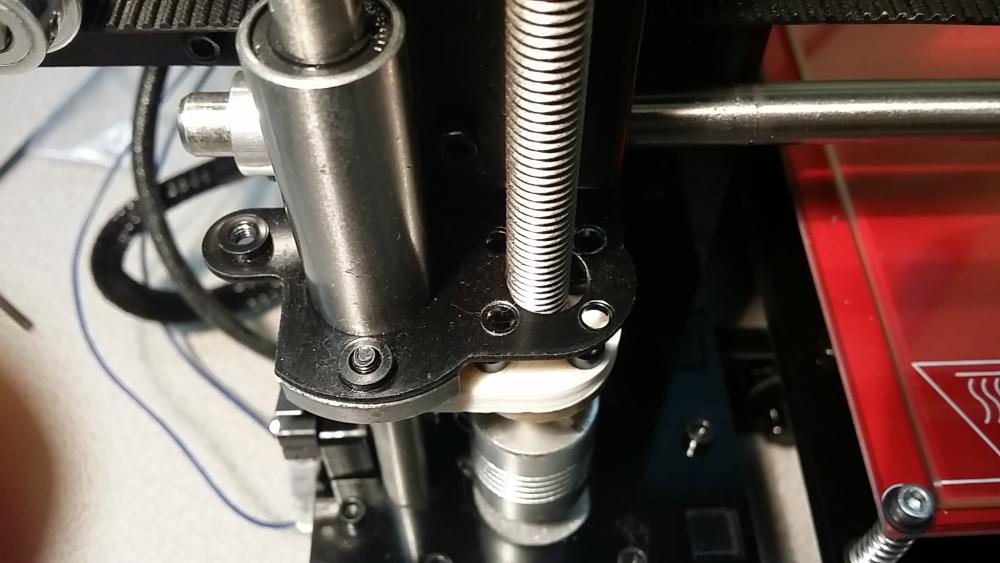
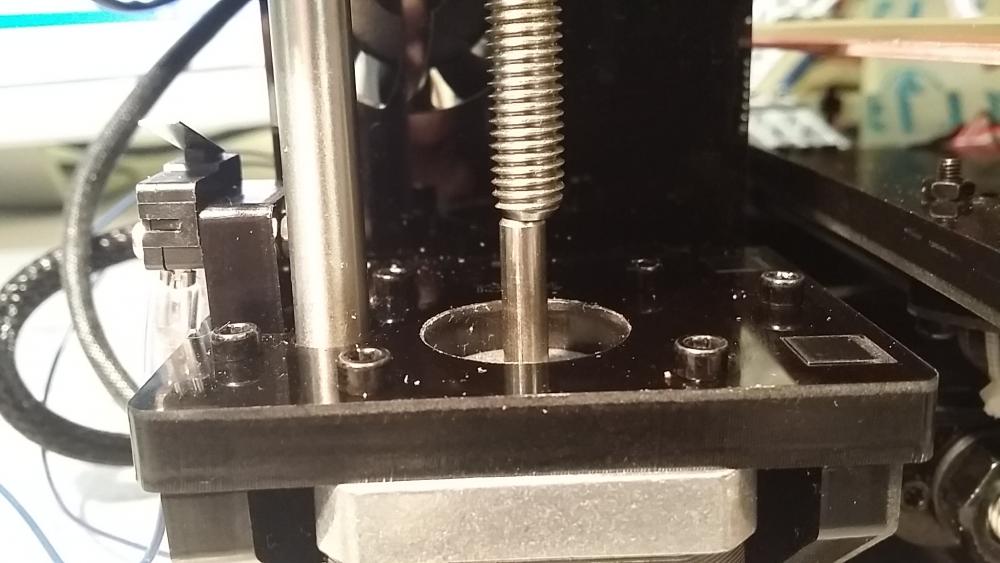
Problème wobble axe Z Oui et non !Bonjour,
Alors j'ai fait l'acquisition d'une I3 Pro B acrylique, au moment des tests je constate un problème de wobble coté tige filetée gauche J'ai vérifié la tige, elle ne présente aucune déformation !
Je regarde de plus prêt et là ! surprise, il y a un défaut sur le perçage de quelques millimètres sur la pièce en acier pour l'insertion de la pièce en laiton, dommage pour moi !
Si vous avez un problème de wobble vérifier sur votre imprimante si vous avez le même défaut.
Voici les photos
-
Nouveau Moteur flat 5cc, fonderies en impression 3D
Nouveau Moteur flat 5cc, fonderies en impression 3DBon voila j'ai déjà réalisé un minuscule moteur fonctionnel de 2cv à l'échelle 1/6 ème cubant 2.5cc
Pour les modèles de fonderies je collais et formait du polystyrène choc
Comme pour les carters :
Et le collecteur de refroidissement
Mais pour un futur moteur de 5cc qui me servira de moteur de modélisme j'ai vite compris que l'impression 3D pourrait vraiment m'aider
Les premières pièces :


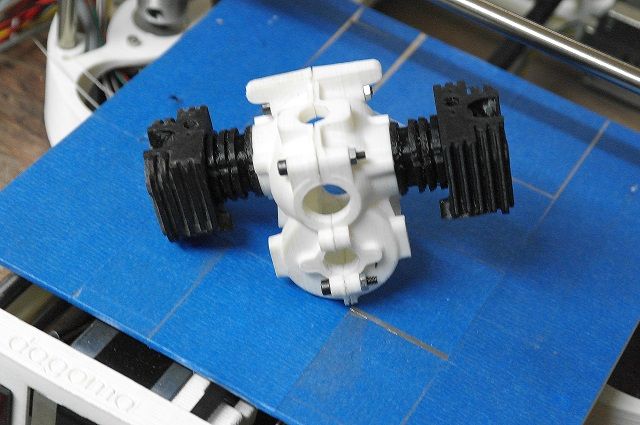
Donc le but va être de mouleur ces pièces en alu : en sable pour les carters moteur et pour les culasses je pense partir sur un procédé de cire perdue avec le filament Molday, les cylindres eux seront usinés dans la masse
Après d'autres pièces pourront être réalisées directement en impression 3D comme la turbine de refroidissement que je verrai bien imprimée en Nylon
Donc ce moteur prendra une position de porte à faux arrière comme sur les Cox ou les Porches, après je n'ai pas trop envie de me casser la tête à faire un flat four ou six, déjà si j'arrive à bien faire tourner ce flat bi ça serra pas mal, d'autant plus que je n'arriverais pas à caser un moteur plus long et qu'une fois caréné avec la tôle de refroidissement on ne verra pas que c'est un bi à la place d'un four si je parts dans un moteur type Cox. Dernier point suivra aussi la boite accolée pour transmettre la puissance et le freinage aux roues arrières
-
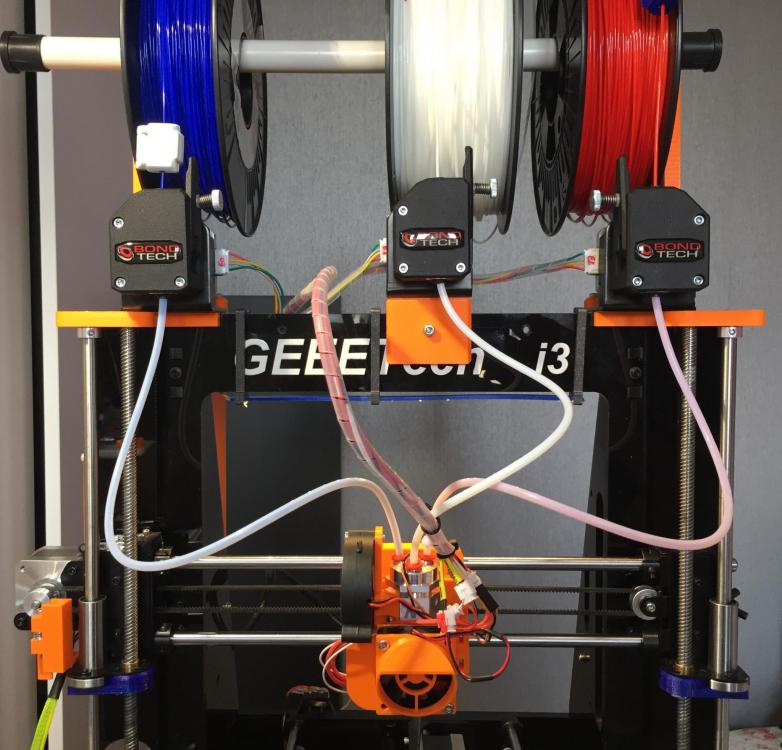
2 couleurs...non 3 sur ma Geeetech
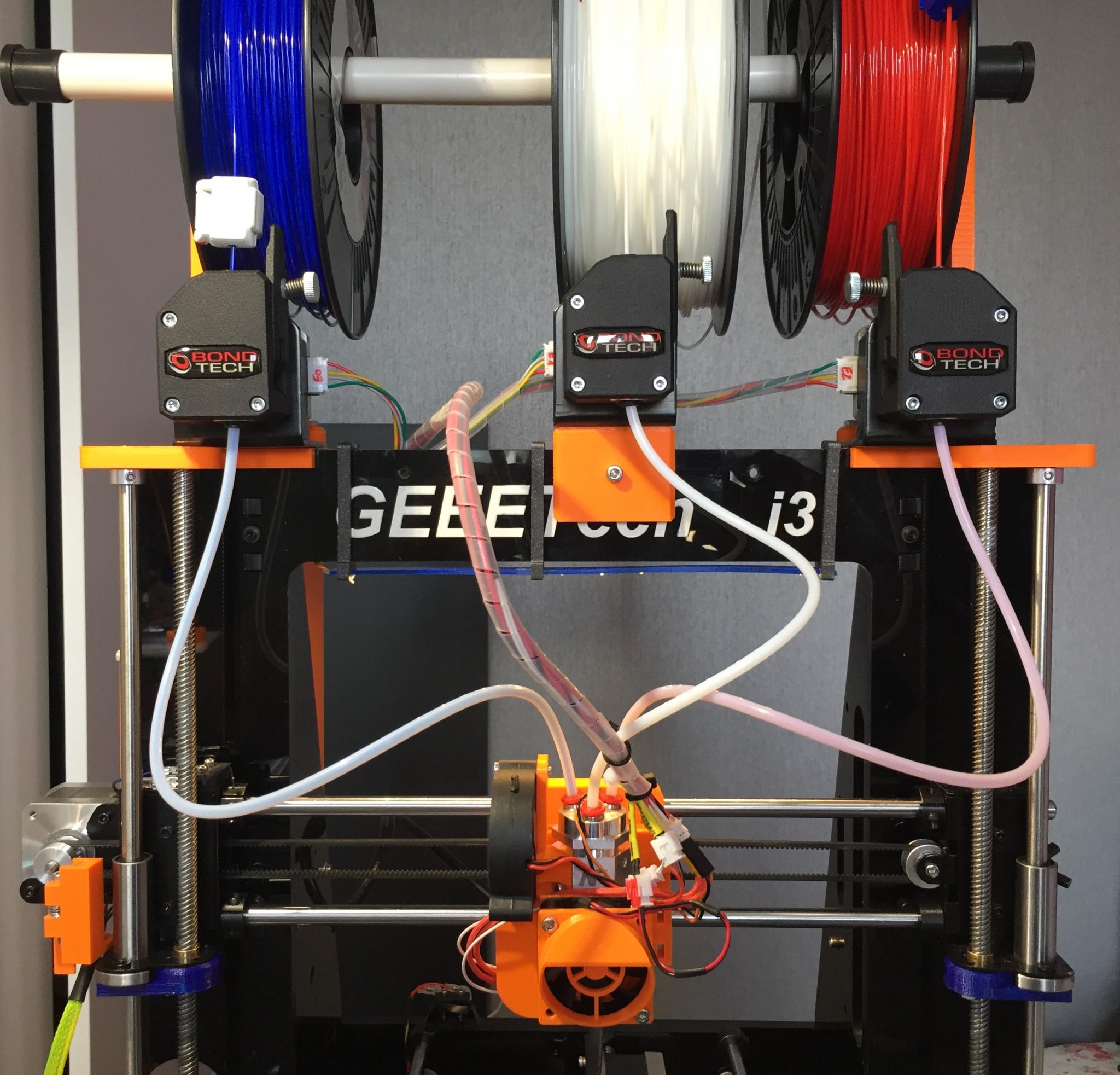
2 couleurs...non 3 sur ma GeeetechSalut les printeurs,
Après avoir bidouillé mes 2 couleurs, voilà donc les 3 couleurs.
Premier print, pas trop mal en couche de 0.3. En 0.2 et buse de 0.25 je pense que la qualité serait meilleure.
Une base Rumba et une tête Chinoise, le tout en 5 h de print.
Le plus difficile c'est que nos bons trancheurs sont tous plantés au dessus de deux buses, mais oui mais oui, ils sont tous dans l'impossibilité de générer convenablement un changement d'outils combiné à une tour de purge.
Après des heures de manipulation de script en tout genre, il existe un soft d'enfer: Filaswitch, un petit programme Python qui fait le job.
Alors la suite, si j'ai bien tout regardé question hardware, on peut annoncer 12 couleurs.
Sauf qu'avec le mixing de couleur, bien plus de limites........sur le papier.Ça c'est la suite.....


-
calibration
mon partage d experience avec les deltas: comment eviter les galeres,comment regler correctemesalut les amis
je viens ici car j ai acquis depuis janvier une delta anycubic
bien entendu j ai su par la suite que les deltas etaient horrible a parametrer et j en ai fais les frais ...
etant habitué a me débrouiller seul et comprenant l anglais quasi couramment j ai eu la chance de comprendre mes erreurs
par contre j imagine pas une personne qui n a ni la motivation ni aucune competence ce debrouiller seul sur une machine de ce type
j ai passé des heures et des heures a lire et tester, j ai changer ma carte arduino etc etc
j ai a l heure actuel que partiellement resolu tous mes problemes mais je sais maintenant comment tous regler correctement
je viens ici donc vous donner quelques conseils pour ceux qui sont tombés love de ce type de machine:
-ne pas partir sur une carte arduino..certe c est bien pour débuter mais le probleme c est que le processeur est pas assez puissant pr gerer les calculs d une delta!!ça va entrainer des erreurs de print a certaine vitesse!de plus une carte smoothieboard skssbase coute moins de 50e donc autant en profiter
-ne SURTOUT pas essayer de partir sur une config sans capteur pour regler le niveau!! et oui j ai passé des heures a tout essayé,site esch3D et rien a faire mon plateau etait pas bon a certains endroits..j ai eu au finale confirmation par arthur(le dev de smmotieware) que c etais tres difficile voir impossible d avoir un calibrage de qualité sans ça!!et puis ça coute rien
il m a conseillé non pas le capteur inductif ou capa mais un microswitch(d ailleurs les videos sur le net de precision montre que ce genre de capteurs sont les plus precis et en plus les moins cher) qu on retirera une fois la calibration effectué
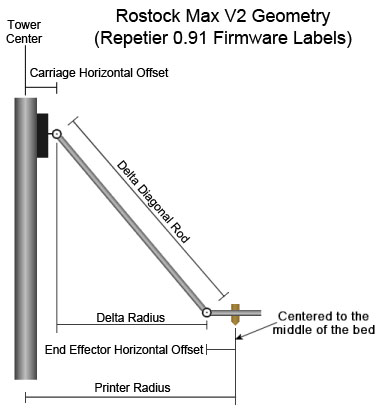
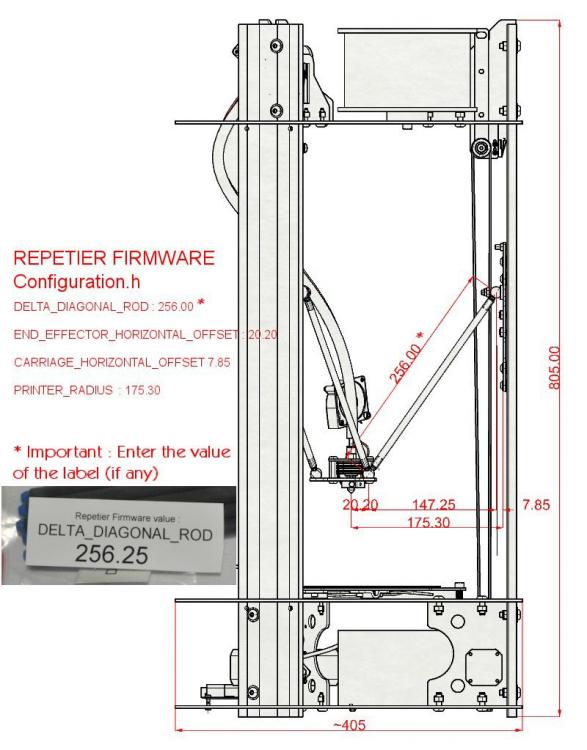
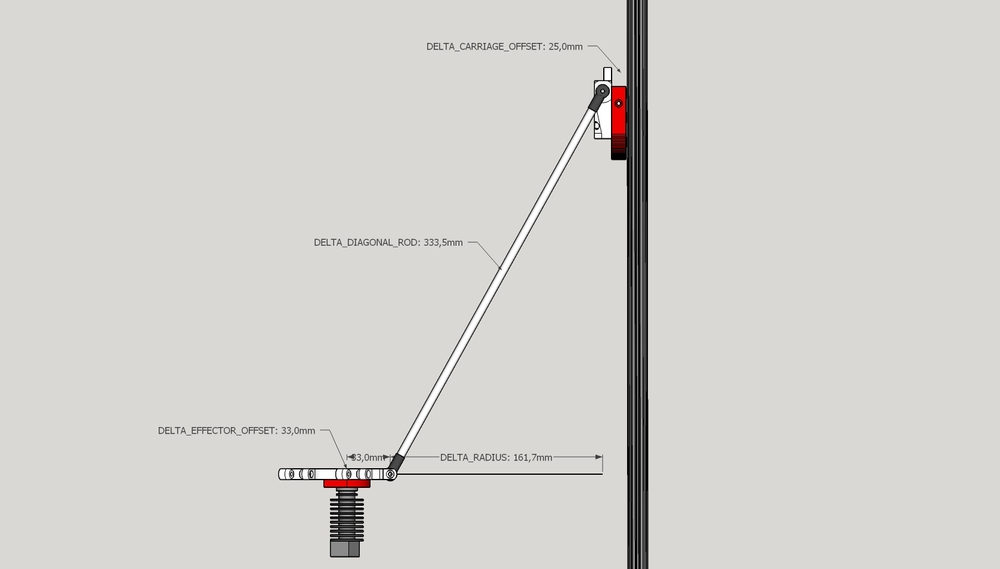
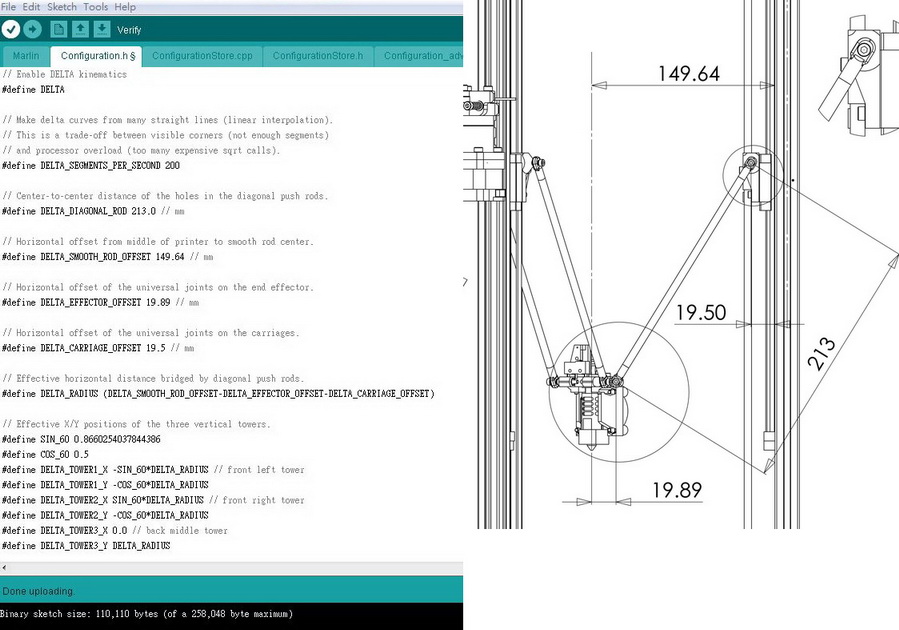
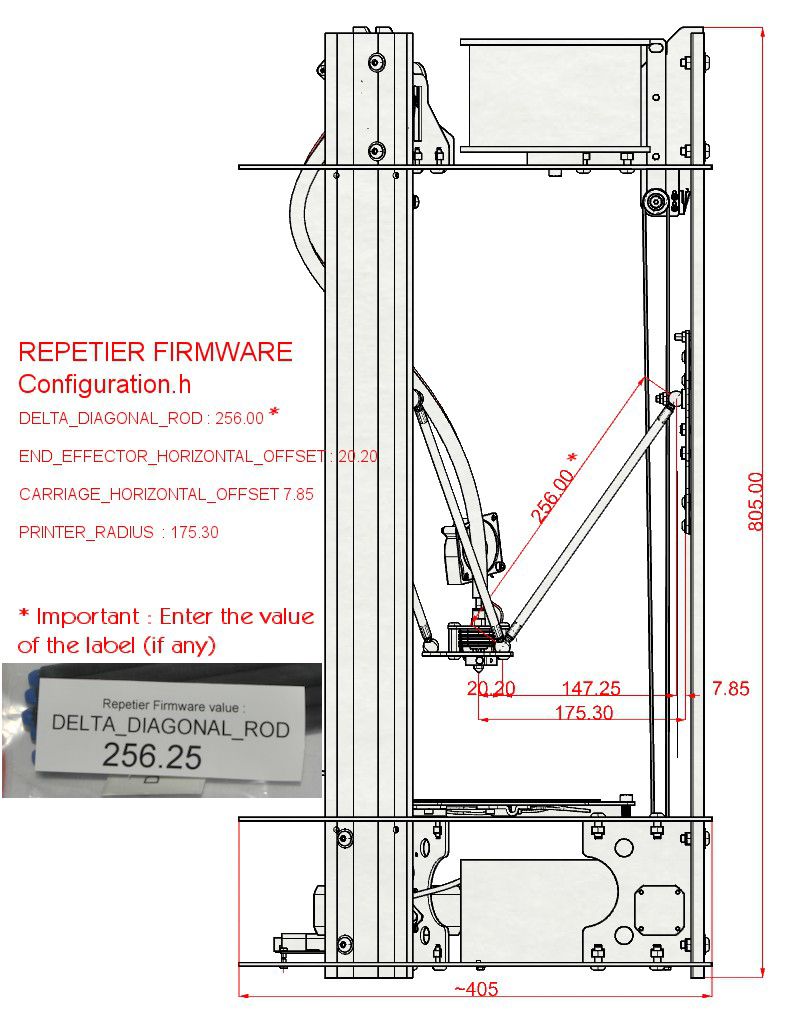
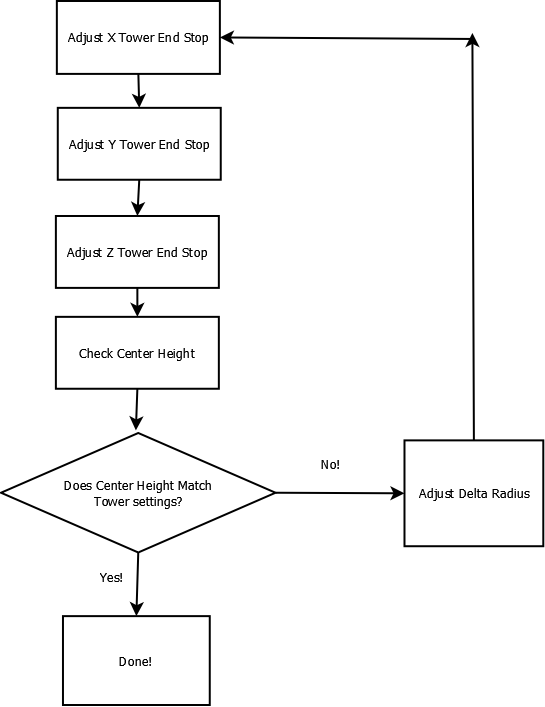
-certains parametres sont super important sur une delta: diag rod qui est la distance entre les deux axes d un bras de la delta, et le delta radius qui est la distance horizontale entre deux axes d un bras lorsqu on est en position "home" . ces deux valeurs seront a mesurer le plus précisément possible .
le diag rod devra etre modifié si apres avoir imprimé un cube test de 1cm ,les cotes ne sont pas respecté.
je mets des photos qui m ont bien aidé!
bref je vous conseil si vous en voulez une d eviter l anycubic non pas qu elle est mauvaise au contraire le support est au top(je leurs ai envoyé de nombreux mails), le manuel est tres bien fait,pas mal de videos sur youtube avec toutes les etapes mais...et oui ya un mais, de serie il n a aucun capteur!!! or la micromake d1 a un microswitch de serie du coup avec ce modele je n aurai jamais autant galéré et j aurai deja imprimé depuis un bail!!
je vous met le genre de probleme que j ai rencontré alors que j ai suivi toutes les recommandations (m666 pr les endstops,esch3d etc etc mais il est impossible d avoir un plateau parfaitement réglé sans un capteur )
voila j espere qu on puisse etre un petit groupe pour partager nos déboires et les manieres de les resoudres
.JPG.918ba3f824c70a6bd2839ece421bdd6c.JPG)