

Tircown
-
Compteur de contenus
2 457 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
12
1 abonné

Récompenses de Tircown
")





-
Projet conception & fabrication cubique
Tircown en réponse au topic de pscherer dans Le coin des Cubiques
La sonde beacon est très bien et a d'excellent retours. Si tu as le budget, go. En parallèle, prend un bon plateau. Les vrais plateaux pour Voron sont bien. C'est de l'alu coulé et usiné au lieu d'être étiré habituellement. Ce processus de fabrication donne un plateau plus stable quand il chauffe avec moins de stress interne. Ça limitera le besoin de cartographier le plateau même si ils ne sont jamais parfaits. Même avec une excellente sonde, il reste nécessaire de compenser les différences de niveau et ça se fait sur les premières couches ; ça peut entrainer des défauts d'impression. Doubler les moteurs sur chaque axe : j'ai toujours pensé que c'était un cache misère. Autant prendre des moteurs plus costauds dès le départ. En plus ça pose la question de doubler les drivers. Le cas échéant ça implique plus d'électronique, une config plus compliquées et donc plus de risque de défauts. Autre solutions, relier les moteurs électriquement en parallèle ou en série et selon ce choix ça diminuera le couple des moteurs ou fera passer le double d'intensité dans le driver. Là aussi ça augmente les risques en plus de compliquer le câblage inutilement voire d'annuler tout l'intérêt de doubler les moteurs. Que ce passe t'il si un des moteur ou son driver lâche et pas l'autre? EddieTheEngineer est même passé sur des Nema14 sur la Tridex car après beaucoup de tests (vidéo dispo sur yt), ils perdent moins de couple avec la vitesse et suffisent largement pour imprimer. Par contre il oriente vers une référence précise de Nema14 car tous ne fonctionneront pas aussi bien. -
Projet conception & fabrication cubique
Tircown en réponse au topic de pscherer dans Le coin des Cubiques
J'ai travaillé sur l'implémentation de ce genre d'imprimante sur Klipper avec un étasunien. La mienne n'est pas opérationnelle, je n'ai pas beaucoup de temps à y consacrer mais la sienne est disponible sur github DuelingZero https://github.com/zruncho3d/DuelingZero. Il fait de petites imprimantes, c'est son truc, donc l'impression simultanée de 2 pièces n'est pas très pertinente mais c'est mon objectif. (pas encore dispo sur Klipper pour cette kinematic). Il faut quand même être conscient que ce genre d'imprimante est complexe à utiliser. Pour l'instant c'est plus pour le show que pour imprimer couramment. L'avantage d'avoir les Y séparés c'est qu'on peut toujours s'en servir comme une imprimante classique à une tête si on a pas calibré totalement l'IDEX et sans se trimbaler la masse de l'autre tête. Parmis les complexités : il faut rendre tout le double XY coplanaire pour imprimer en duplication/mirroir. Gérer le fait que la prise d'origine n'est pas au même endroit, la dilatation thermique du châssis l'affecte. Et j'en passe. La commu' s’affère à la conception de capteurs d'offset entre les buses, à l'implémentation dans le firmware ce qui pourra grandement simplifier l'usage des idex/toolchangers. Pour l'instant ce type d'imprimante est peu répandue, donc il y a encore beaucoup de chose à créer/améliorer. -
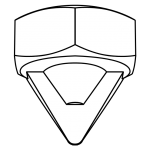
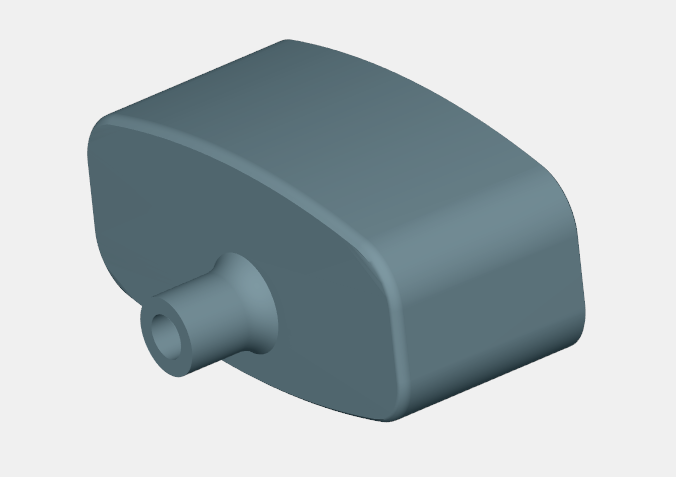
Gagnant! c'est pour réparer un store Velux. Ça s'emboite sur le coté du profilé situé en bas du store. L'excroissance sur le coté reçoit une vis qui sert à attacher le schmilblick au coulisseau qui va dans le rail sur le coté du Velux et guide le store.
-
Deux. Ou un seul en l’occurrence car c'est une réparation.
-
Non
-
Oui mais il va falloir être bien plus précis. Dans la maison. Non.
-
intérieur
-
Pas du tout
-
Allez, bonne chance. Je ne pourrais malheureusement pas prendre en photo la pièce à son emplacement final.
-
Un gabarit pour assembler des batteries li-ion 18650?
-
Rpi <USB> FLY Super8Pro (flashée en can bridge) <CAN> Toolhead 1 et 2 (série ou parallèle). Sur la RRF-36 je ne pense pas. Une EBB36 compatible klipper, ça coute 17€ livré.
-
1/ J'imagine que le LilBus est là pour partir en CAN-bus depuis le Rpi. C'est inutile car la FLY Super8Pro peut servir de USB-to-CAN bridge (à activer lors du flash) 2/ La carte FLY RRF36 n'est pas compatible Klipper à cause du contrôleur CAN utilisé. RepRapFirmware requière le CAN-FD soumis à licence, Klipper utilise le CAN 2.0 pour contourner ce problème. 3/ Tous les raspberry sont compatibles avec Klipper, c'est Octoprint qui est le plus gourmand et élimine les Rpi1 et Zero. Il y a des alternatives avec Fluidd et Mainsail. J'utilise en général des Rpi3B+ mais j'ai aussi une imprimante qui tourne sur un Pi Zero 2W sans difficulté. Dans la quasi totalité des cas le Pi Zero 2W peut être alimenté par la carte de l'imprimante (0.2A), ça évite de devoir prévoir une alim 5V supplémentaire. Il me semble que la Super8Pro est surboostée de ce coté là et doit même pouvoir alimenter un 3B+ (0.8A), voir une 4 (3A). 4/ Le module Wifi de la FLY Super8Pro est inutile avec Klipper, c'est le raspberry qui permettra la connectivité Wifi.
-
Non mais je peux me pencher dessus. Il faudra que quelqu'un se dévoue pour tester... c'est long et pas toujours marrant. Je reste persuadé que les hybrid-corexy ont beaucoup d'avantages sur les CoreXYU(V), voir lien Tridex partagé par @Savate plus haut. Pour le schéma de courroie c'est plus simple qu'il n'y parait : on prend une CoreXY classique mais au lieu d'attacher les 2 courroies à une seule tête, on attache chaque courroie à une tête différente (l'autre courroie passe librement à travers le bloc carriage). On obtient ainsi les 2 X indépendants. Le Y est un simple aller-retour comme sur les cartésiennes. 3 moteurs suffisent pour faire une hybrid-corexy (les moteurs 3 et 4 de la Tridex font la même chose). Il n'y a que 2 courroies qui passent par l'axe X, contre 3 à 4 pour une CoreXYU(V) et la courroie Y est plus courte. La Tridex est compacte alors certaines pièces sont plus complexes que leur fonction requière pour gagner quelques millimètres.
-
Ça c'est une CoreXYU et ce n'est pas supporté dans Klipper mais pas de soucis avec RRF. Si tu reproduits le cheminement de courroie du haut pour la partie du bas (en miroir) et gère le Y comme une cartésienne, tu obtiens une Markforged kinematics ou hybrid-corexy.
-
Mais si, je suis encore là de temps en temps. De ce que je vois sur les captures d'écran ce n'est pas une CoreXYUV mais une Markforged et c'est bien mieux AMHA. Puisque Markforged est une marque, c'est le nom hybrid-corexy qui a été choisi pour Klipper. Donc t'as même le choix du firmware. Pour l'instant Klipper ne gère pas officiellement l'impression en mirroir ou duplication mais j'y travaille et c'est disponible "officieusement". Il me reste qu'à rendre le module un peu plus ouvert à des cinématiques comme la coreXYUV et à gérer l'intégration dans le dépôt principal. Beau projet en tout cas. Je vais suivre tes avancées de près.


