


Suite aux tests des imprimantes Anycubic Photon Mono X2 et Photon Mono 2, la marque nous a gracieusement proposé de tester sa résine UV haute transparence nommée “Anycubic Haute Résine Claire” (Anycubic High Clear Resin en anglais).
Elle est décrite par le constructeur comme étant moins cassante, bien moins sujette au jaunissement et permettant d’obtenir une plus belle transparence que la résine “Transparent” de la gamme “Anycubic Résine UV colorée” dite “Basic”.
Avec l’aide de vap38 qui a participé aux essais, j’espère que ce test qui résume la découverte de cette résine sur le forum vous permettra de savoir si cette résine peut ou non répondre à vos besoins et attentes.
Une résine plus exigeante
Pour obtenir un bel effet de transparence, cette résine demande une étape de plus pour le post-traitement d’impression. Il s’agit, d’appliquer une fine couche de cette résine au pinceau avant le post-traitement de durcissement aux UV (le “Cure”), ou une couche de vernis transparent brillant après le “Cure”. Il y a donc une perte des très petits détails d’impression sur le résultat obtenu.
L’opération de post traitement est nécessaire pour obtenir la meilleure qualité possible, l’acquisition d’un boitier Wash and Cure est donc indispensable. Anycubic a plusieurs modèles au catalogue, donc le Wash & Cure Plus testé ici.
Elle est légèrement plus visqueuse qu’une résine standard. Il faut donc anticiper de plus grandes forces de résistance de la résine sur des déplacements rapides du plateau ou avec des coupes de succion créée lors de l’impression.
Cette résine a une odeur faible et je n’ai pas remarqué de différence d’odeur avec une résine standard. . Il faut malgré cela toujours travailler dans un espace suffisamment ventilé.
Recommandations Anycubic
Selon l’imprimante, Anycubic recommande certains paramètres personnalisés pour cette résine dans un environnement à 25°C.
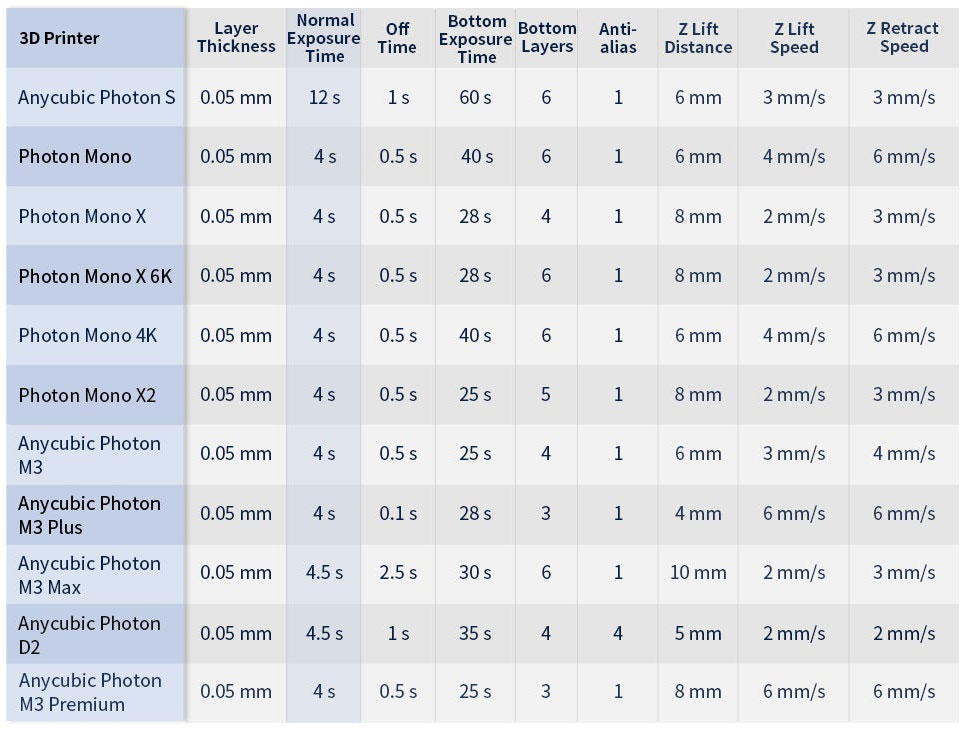
On retrouve ce tableau ainsi que, pour la durée d’exposition des couches normales, une formule basée sur les durées d’exposition des résines “standard”/”basic” et pour des températures d’impression plus basses :
The rule of thumb is exposure set at 25℃ (77°F):
High Clear Resin Normal Layer Exposure = Standard Resin Normal Layer Exposure×2+0.5 Second
If the temperature is lower, add 0.5 second exposure time per 5 ℃ (9°F) temperature drop at the first trial.
Extrait de “All You Need to Know About Anycubic High Clear Resin“
Calibration des durées d’exposition
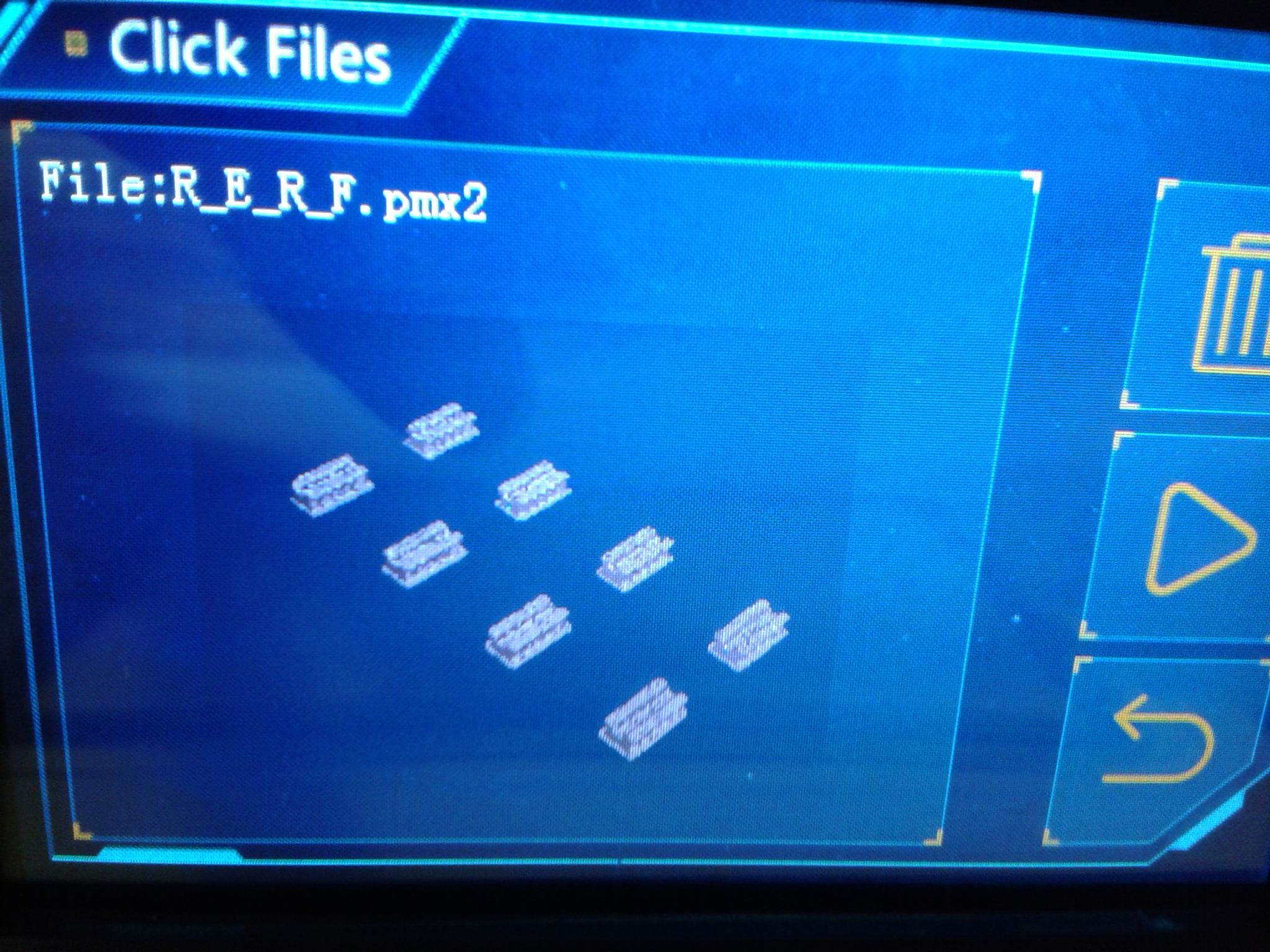
Pour trouver les durées d’exposition adaptées à cette résine sur mon imprimante, j’ai pris le temps de créer un fichier R_E_R_F (“Resin Exposure Range Finder”). Cela permet d’imprimer huit fois le même modèle mais avec une durée différente d’exposition selon leur position sur le plateau.




Résultat de mes essais d’impression des cônes de calibration (v2.0) de TableFlip Foundry, avec mon imprimante Anycubic Photon Mono X2 : dans un environnement d’impression à ~14°C, une valeur de 9 secondes pour la “durée d’exposition des couches normales” (“Normal Exposure Time”) semble être une valeur adaptée.


Impressions réalisées avec la High Clear Resin Anycubic
L’ensemble de mes impressions ont été tranchées avec Anycubic Photon Workshop, pour une hauteur de couche 0.05 mm, antialiasing désactivé et réalisé avec la résine “Anycubic Haute Résine Claire”.
Pour chaque modèle imprimé, on retrouve un bloc des photos après l’étape de nettoyage et séchage et un bloc des photos après avoir effectué un post-traitement pour retrouver la transparence maximale.
“FREE Flamehorn Wyrmling” par “Dragons of the Lodge” :

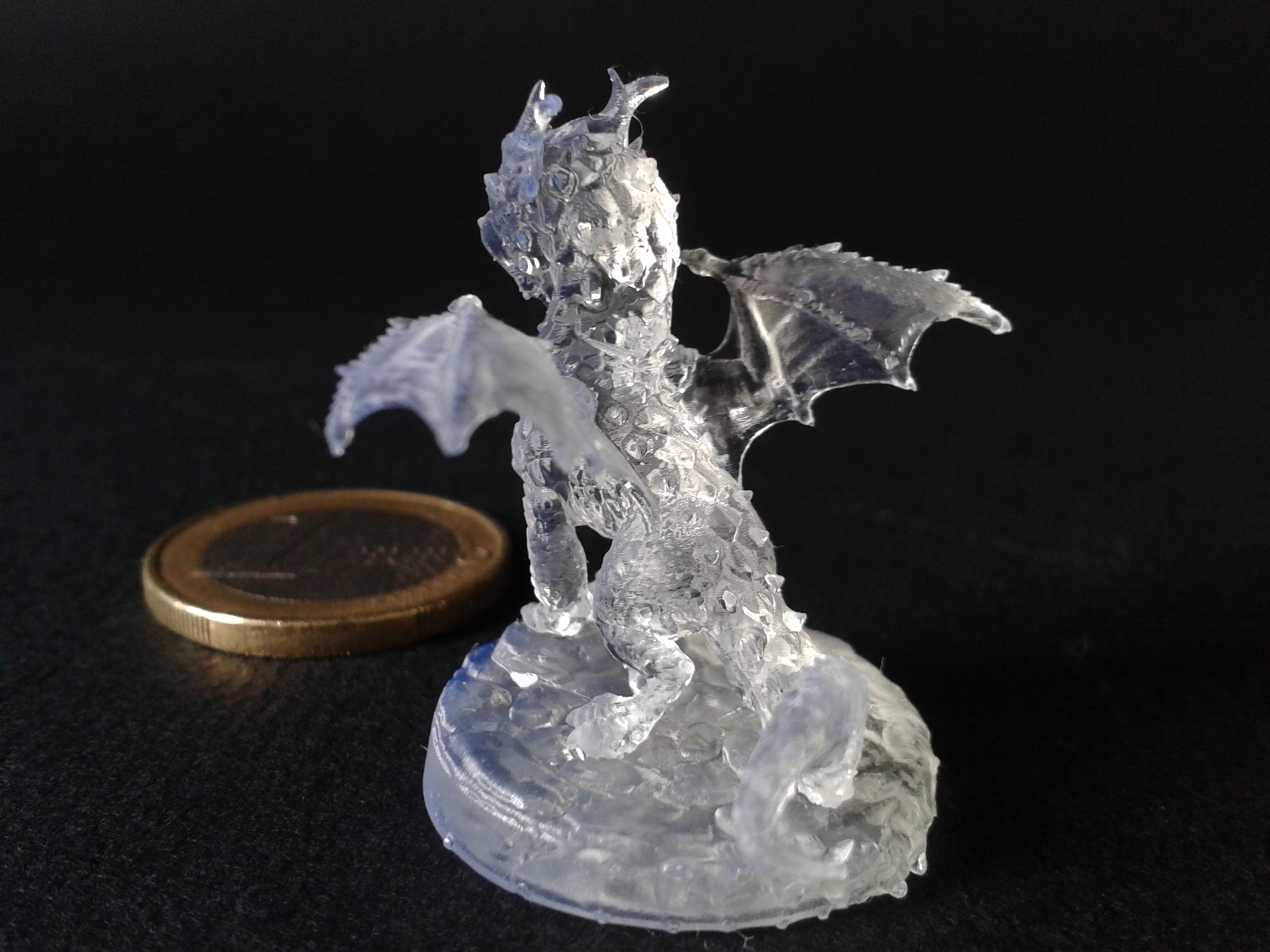
Après application d’une couche de résine au pinceau et passage aux UV :


“Gentle Forest Spirit – Gwynevel” par “DM-Stash” :



Après application d’une couche de résine au pinceau et passage aux UV :



“Reaper Wraith – Book of Beasts – Tabletop Miniature (Pre-Supported)” de “Yasashii Kyojin Studio” :


Après application d’une couche de résine au pinceau et passage aux UV :


“Rumblebee | PRESUPPORTED | The Fey Petal Courts” de “The Dragon Trappers Lodge” :


Après passage aux UV et pulvérisation d’un vernis transparent brillant :


“Ancient Lunar Dragon – Glanbeli” par DM-Stash :



Après passage aux UV et pulvérisation d’un vernis transparent brillant :



Comparatif de post traitement
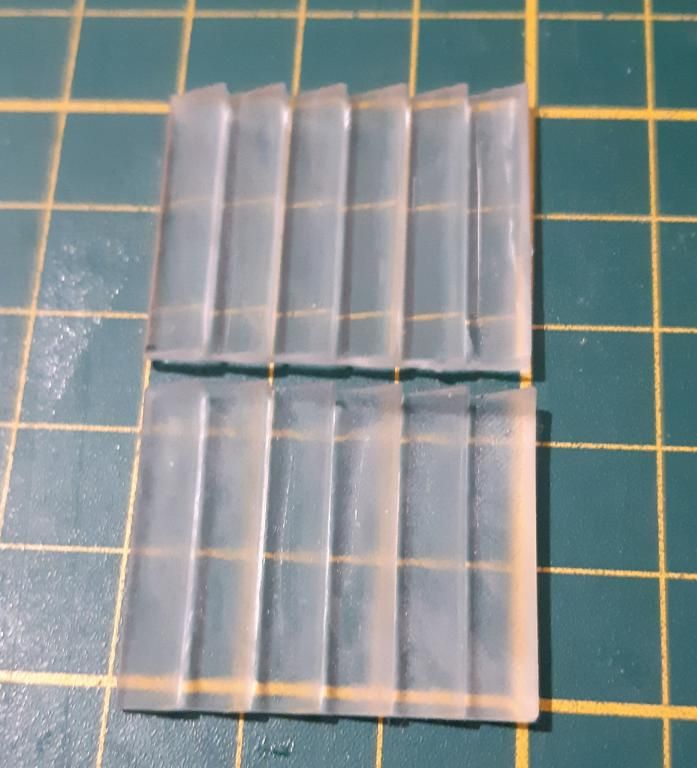
Avec une Elegoo Mars 2 Pro, vap38 a imprimé les objets suivants :

Si je plonge une pièce dans de l’alcool IPA neuf pendant une minute en l’agitant, la surface reste un peu collante au touché après le traitement UV de deux minutes. Ce défaut n’est pas constaté avec une résine classique. Je suppose que la résine à du mal à se stabiliser en surface, peut être que c’est une question de séchage.
La pièce à gauche de la photo (cassée) est restée plus de cinq minutes dans l’IPA : nous constatons un léger voile laiteux.
La tour complète est correcte mais la surface est un peu collante au toucher.
Le lion n’est lui pas passé dans un bain IPA : la surface est très légèrement collante car je l’ai directement insolé aux UV.
Enfin, le Moaï a reçu un soufflage à l’air chaud pour éliminer les gouttes de résine, puis un traitement UV. La pièce après deux jours semble sèche au toucher.
Conseils de post-traitement avec la résine “haute claire” Anycubic
En fin d’impression et avant nettoyage, la transparence est magnifique. La résine, non solidifiée en surface, masque les micro-reliefs des voxels imprimés et les rayons de lumière traversent la surface sans être trop diffusés et donnent cette belle transparence.
Mais après nettoyage dans l’IPA et séchage, les micro-reliefs des voxels d’impression en surface reflètent et diffusent les rayons de lumière, ce qui donne un aspect blanchâtre / un voile laiteux.

Cette résine demande d’avoir un bac de nettoyage propre avec un produit de nettoyage qui n’a pas été souillé par une autre résine opaque ou colorée, afin de ne pas risquer de compromettre la transparence de la résine High Clear.
Plus l’impression est laissée longtemps dans l’IPA, plus elle ressort laiteuse après séchage. Il faut donc tenter de limiter au maximum la durée de nettoyage dans l’IPA, surtout si vous voulez appliquer une couche de cette résine au pinceau pour retrouver la transparence avant le “Cure” final.
Pour limiter la perte de détails lors de l’application de la couche de résine au pinceau, il est possible de fluidifier la résine avec de l’alcool IPA. Dans ce cas, il faudra alors bien laisser un temps de séchage pour permettre a l’IPA de s’évaporer avant l’étape du “Cure”.
Si vous voulez utiliser un vernis transparent après le “Cure”, bien souvent et selon les reliefs de l’impression, une durée de deux minutes de “Wash” ne suffisent pas et il faut répéter le nettoyage et/ou tamponner avec un pinceau sec pour “absorber” la résine non durcie avant de passer au “Cure” et d’appliquer le vernis transparent.

Même si plus flexible qu’une résine “Basic”, cette résine reste cassante. Et lors du décrochage de l’impression du plateau ou du retrait des supports d’impression, il y a de fortes chances d’avoir un morceau de support qui saute… Donc, bien porter des lunettes de protection et ne pas travailler à côté de votre imprimante avec le bac d’impression non protégé encore rempli de résine (bien avoir remis le capot de l’imprimante).
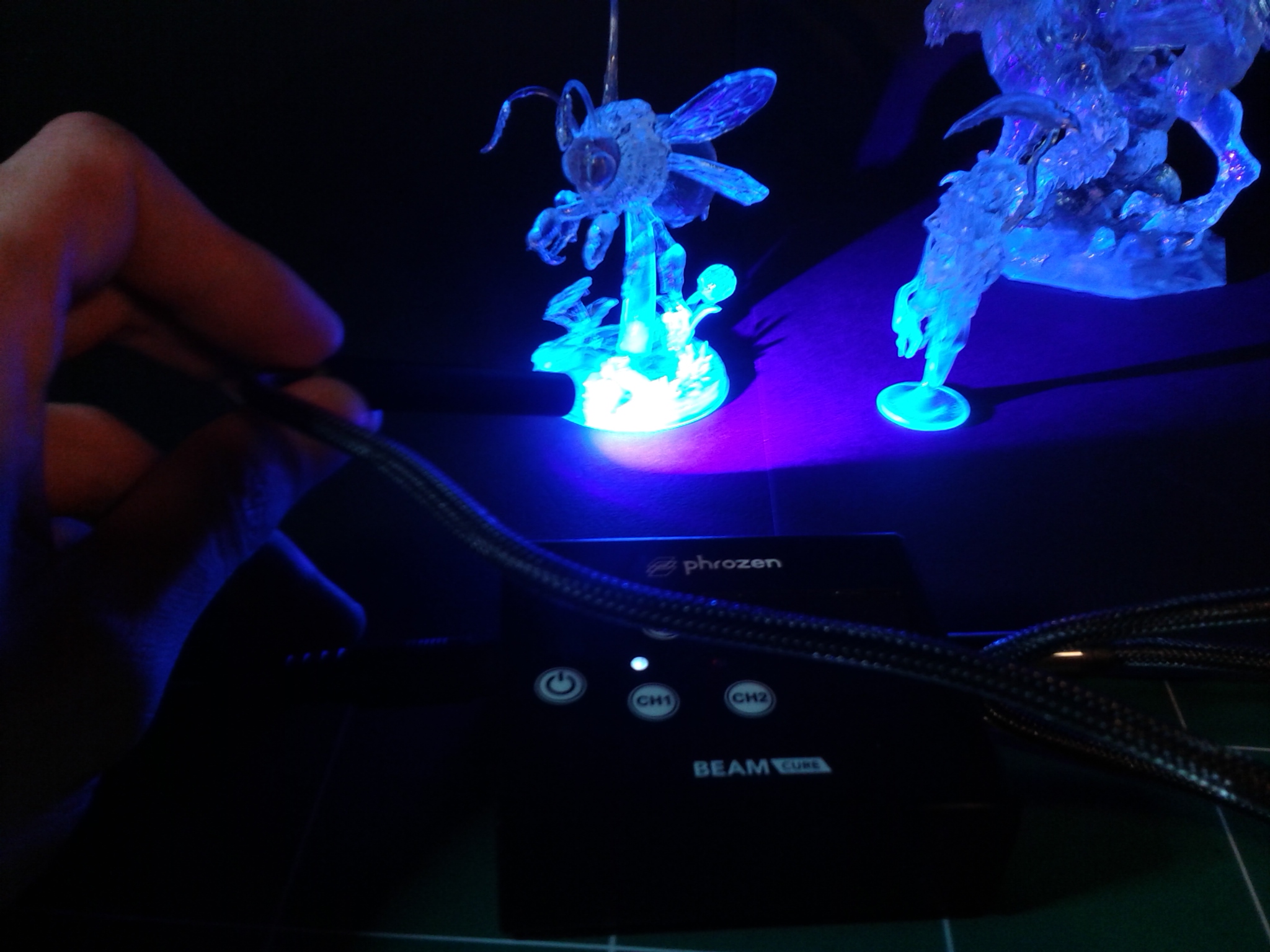
Pour le retrait des supports d’impression après un “Wash”, une source de lumière UV comme une torche LED UV, par exemple le Cure Beam de Phrozen, peut aider à mieux distinguer certains petits détails et bouts de supports difficiles à voir du fait de la transparence de la résine.
Après nettoyage, la résine se ponce et se lime sans trop de difficultés. Les résidus de ponçage donnent une fine poudre blanche, d’où l’intérêt de porter un masque et des lunettes de protection.
Pour des impressions ayant de grandes surfaces planes, je n’ai pas testé les techniques de polissage pour retrouver une belle transparence mais cela reste une piste a éventuellement explorer.
Il m’a été difficile d’obtenir un “Cure” satisfaisant (bien durci et non collant en surface) quand l’on applique une couche de cette résine pour retrouver la transparence avant le “Cure”. Mais cela semble sécher ou durcir, lentement avec le temps, avec les UV de la lumière ambiante.
Notes et conclusion
Qualité d'impression - 8
Facilité de post-traitement - 5
Rapport qualité / prix - 9
7.3
/10
- Ne jaunit pas
- Le prix
- Odeur faible
- Qualité d'impression
- Bel effet de transparence
- Post-traitement plus long
- Surface collante après "Cure"