gaia51
-
Compteur de contenus
35 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par gaia51
-
Hello Je viens de refaire une impression et le problème semble avoir disparu. J'utilise un séchoir Esun donc au niveau de la température je dois être à 55 degrés pendant 24h. Il me reste encore 2/3 optimisations sur la 1ère couche car j'ai des traces de surplus, il me faut réduire le flux. Et je n'ai plus de stringing pour le moment
-
Merci à tous. La bobine concernée est en cours de séchage Et je vais lessiver mes plateaux ! Je retiens bien que l'alcool c'est pour l'apéro !
-
Hello. Je fais un nettoyage avec de l'alcool IsoPropilique. Je vais placer ma bobine dans le séchoir ! Merci de l'info. Je croyais que le PETG était moins sensible que le PLA.
-
Hello les printers. J'ai un souci sur mes 1eres couches avec du PETG (récemment ouvert donc pas encore de problème d'humidité) qui a une température indiqué entre 230/250 pour la buse et 70/90 pour le plateau J'ai l'impression que par endroit j'ai trop de dépose et cela semble s'accentuer au fur et à mesure. J'ai pensé à de l'humidité mais le Petg est quasi neuf. Je lance l'impression en visant le milieu des préconisations soit de 240° pour la bure et 85° pour le plateau de ma Ender 3 v3 KE depuis Creality Print avec à chaque fois un recalibrage. Je remarque aussi de temps en temps des fils d'anges et/ou des surplus. Je ne rencontre pas le problème avec du PLA (et le paramétrage qui va bien) Une idée de la cause ? Merci par avance


-
Hello @PPAC . C'est tout bon pour l'import avec le fichier .zip en direct. Merci pour le coup de main.
-
Yep. Je vais tester cela. Je suis parti sur l'hypothése qu'il fallait les faire 1 par 1. Et je n'ai même pas pensé à prendre le .zip en import.
-
Bonjour. J'ai essayé d'import des fichiers .json depuis Creality Print (version 6) et cela ne passe pas. j'ai tenté un export de base et le format semble complétement différent (je passe le fait des caractères spéciaux liés à un encodage particulier). Dans tous les cas, je pense que tu as raison . C'est dommage car le logiciel semble pas mal. Je vais refaire le paramétrage manuellement en analysant des fichiers et reposterai ici mon export. Encore merci à toi.
-
Merci à toi. Je vais essayer cela ce soir et te donnerai la suite.
-
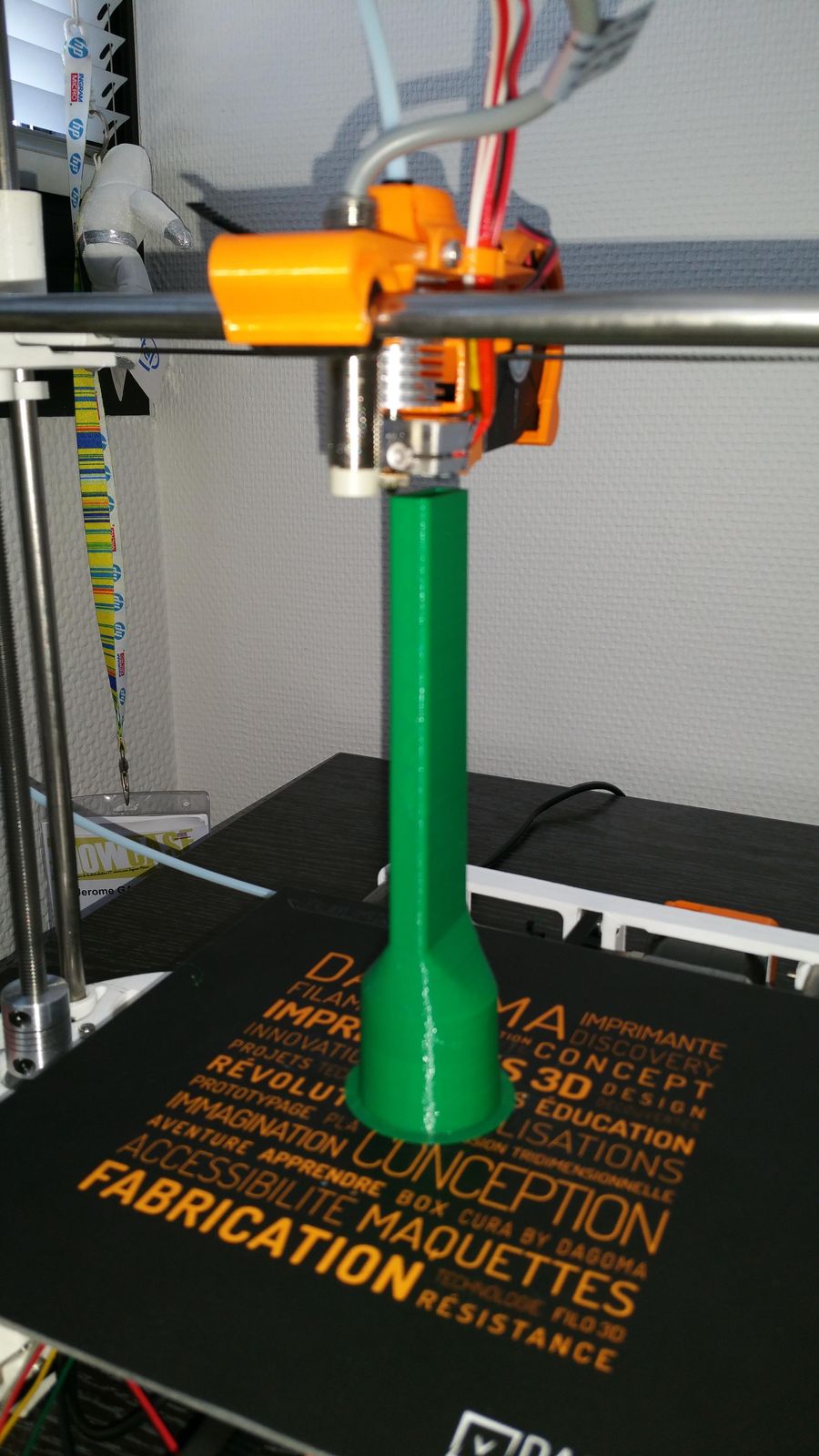
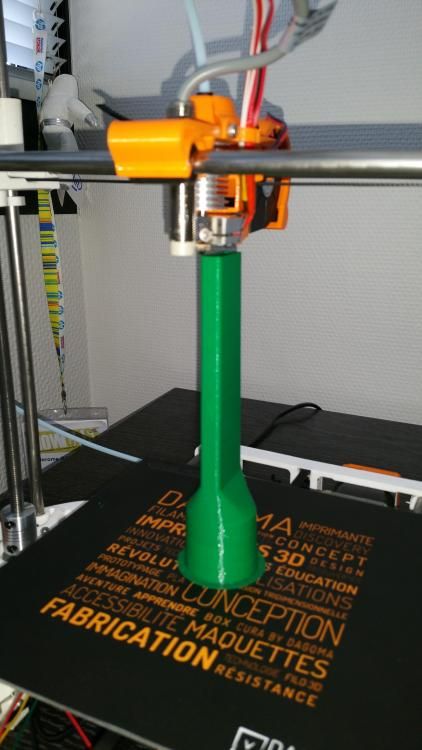
Hello. J'ai reçu une ENDER 3 V3 KE récemment en complément d'une ENDER 3 V1. J'ai donc essayé le nouveau slicer de Créality. J'ai pu réaliser quelques impressions basiques (Z < 1 cm). J'ai lancé ensuite l'impression de modèle plus haut ( 5-6 cm) et au bout de 3-5 mm je constate que la pièce se décolle du plateau et / ou l'impression part en spaghetti. J'ai refait plusieurs fois le calibrage et l'offset Z en automatique.. idem lors du lancement de l'impression j'ai coché calibrage mais cela plante toujours. A noter que si je relance l'impression du bateau de test en Hyper PLA, le résultat est nickel. Je me suis donc dit que le problème venait de Créality Print. Je suis donc repassé sur Cura avec le profil de la Ender 3KE et là aucun problème. J'ai fait un reset du paramétrage de Créality Print, j'ai mis à jour la version, le firmware mais toujours le même problème.. Je n'arrive pas à comprendre ce qui peut se passer ? J'aimerai bien passé via Créaltiy print car plus pratique pour envoyer l'impression et on peut voir l'image de ce qu'on imprime sur l'écran. Une idée ? Une piste à explorer ? Merci
-
Bonjour à tous. Afin de pouvoir piloter ma D200, je l'ai branché en USB et suis passé sous Cura 15 avec pronterface (version fevrier 2015) à part... Ainsi sous cura je génère le GCODE que j'ouvre ensuite sous pronterface. Cela me permet 1- de faire mes réglages (j'avais des soucis de claquement ..) et 2- de faire une pause en cours d'impression pour changer le fil. Voici mes réglages (attention au offset qui est de -0.7).. Y'a peut être des améliorations mais pour moi ça imprime enfin correctement. Parametrage CURA15 + Pronterface.pdf
-
Hello. J'ai rencontré aussi ce soucis avec des clacs dans tous les sens.. J'ai tout essayé, flow, température, changement de PLA... mais sans rien. Au final, je suis parti sur l'utilisation de Cura 15 avec pronterface en plus et liaison PC=> Imprimante en USB (cela m'a permis de faire des tests et de stopper plus facilement). Sous Cura, je genere le GCODE. Ensuite sur le pronterface, j'importe le GCODE. Tu trouveras en PJ les réglages dans cura et dans pronterface. Attention dans cura, le gcode de start j'ai mis un offset de -0.7... il te faudra surement le changer avec dans un 1er temps 0.. ensuite tu adapteras. Parametrage CURA15 + Pronterface.pdf
-
Bon ben j'arrive à imprimer aprés nettoyage et baisse de la température.. j'ai par erreur remonté la température et ça a claqué de nouveau... donc bien un soucis de température qui doit remontée vers le tube expliquant le blocage.
-
Hello. J'ai eu le même soucis... Pour moi, j'ai corrigé en baissant la température de 205 à 195°C car la température remontée dans le radiateur et cela faisait une boule au niveau du raccord téflon....d'où le blocage et le claquement dans le moteur d'entrainement. Phase 1 : nettoyage des dépots via la méthode de ventouse ( tu chauffes sans fil, ensuite tu places un fil que tu retires rapidement et plusieurs fois de suite. Cela fait ventouse et retire les dépots.) Regarde le poste que j'ai mis il y a quelques jours
-
Merci de l'info. Je vais checker cela.
-
Bonjour. Je pense qu'il y avait 2 soucis.... Du fil fondu entre la gaine de guidage et le corps de chauffe => Méthode du fil effet ventouse. Ensuite, j'ai changé la température ( de 205 à 175°C) et la je ne rencontre plus l'effet bourlet de fil dans le corps de chauffe et au dessus. Bizarre car l'E sun était annoncé à 200 - 205°C... Bizarre mais un GRAND MERCI à tous
-
Hello. Pour le résidu j'ai tenté un nettoyage par le haut (effet ventouse selon Dagoma) ce midi mais vais regarder de plus prêt histoire de voir si tout est bien propre. Pour la roue crantée, j'ai aussi regardé (et nettoyé) mais je ne pense pas que le soucis vienne de là car même en poussant manuellement le cable je galère.. Je pense que la 1ere hypothèse doit être la bonne. Je regarderai cela demain midi. Merci à tous.
-
Bonjour à tous. Je viens vers vous car je n'arrive pas à solutionner mon problème. J'imprime depuis février et un soucis qui était ponctuel devient maintenant presque systématique. Je pars avec aucune bobine dans l'imprimant. Via pronterface, je monte en témpérature (205°C pour de l'ESUN). J'avance mon file de 3 - 4 cm et je le place dans l'extruder ( enfin dans le poussoir) jusqu'à placer la gaine de guidage en butée ce qui a pour effet de faire sortir le filament restant . J'attends 1 minutes et je teste l'extrusion de fil ( via pronterface) et là paf ça claque au niveau du moteur d'extrusion indiquant que cela bloque au niveau de l'extrusion. Je débloque le moteur de l'extrudeur et retire puis repousse le filament ( moins de 1cm) et là ça coule bien... en poussant le filament j'ai comme l'impression qu'il y a un décalage dans le corps de chauffe car manuellement je ressens un blocage et dois faire des vas et viens... J'ai testé en augmentant la température, en réduisant le retract.. fais plusieurs nettoyage mais rien.. voir de pire en pire.. Une idée ?
-
Par contre dans Cura je sélectionne "amélioration de l'accrochage"
-
Pour ma part pas de nettoyage hormis le grattage avec la spatule... et tout tient. J'imprime cela en ce moment ( hauteur 13cm)
-
J'ai aussi eu le même soucis. En changeant de PC, dans Cura j'ai oublié de spécifier la présence du palpeur ..et hop le buildtak gravé mais heureusement c'est beaucoup moins que toi.
-
C'est le fichier de configuration utilisé par Cura. Tu le trouves ici : C:\Program Files (x86)\Cura-by-Dagoma\resources\XML ( sur un os Windows ) Il s'agit du fichier config.xml
-
Autres

-
Petite impression en Filo3d

-
Hello. Voici un test avec Marvin en filo3D gris impression fine.

-
Yep. J'ai modifié l'XML et mis par défaut le filo3d autre.. Merci pour l'info.